CSP立辊在薄规格生产中的应用
- 格式:pdf
- 大小:195.85 KB
- 文档页数:3


薄板坯连铸连轧(4)—包钢CSP 2006-12-19包头钢铁(集团)有限公司CSP生产线项目,是国家捆绑引进的三套薄板坯连铸连轧项目之一。
其主要技术装备由德国SMS、SIMENS、LOI等公司引进,部分装备国内配套制造。
包钢薄板坯连铸连轧工程是采用现代成熟CSP技术建设的二机二流薄板坯连铸连轧生产线,设计上解决了原有CSP生产线轧机生产能力远大于铸机生产能力的问题,与之配套的二炼钢系统,设计年产钢200万t,CSP系统年产板坯198万t,年产成品板卷94.51万t。
产品为厚度1.2~20mm、宽度98O~1 560mm的热轧板卷,钢种包括冷轧低碳钢、管线钢、热轧结构钢和硅钢等。
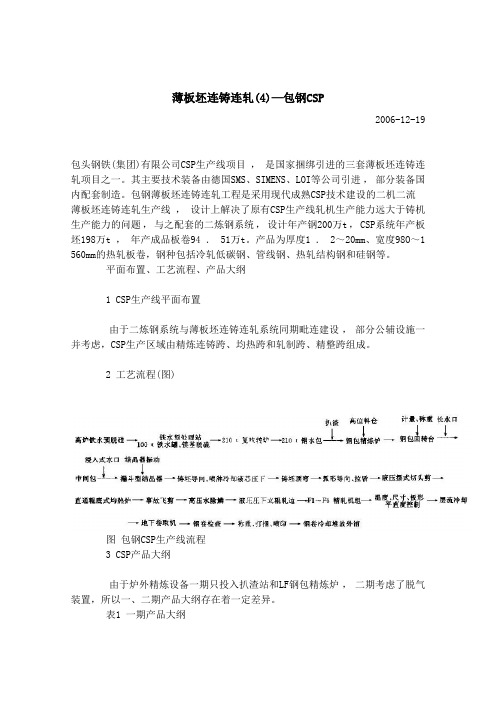
平面布置、工艺流程、产品大纲1 CSP生产线平面布置由于二炼钢系统与薄板坯连铸连轧系统同期毗连建设,部分公辅设施一并考虑,CSP生产区域由精炼连铸跨、均热跨和轧制跨、精整跨组成。
2 工艺流程(图)图包钢CSP生产线流程3 CSP产品大纲由于炉外精炼设备一期只投入扒渣站和LF钢包精炼炉,二期考虑了脱气装置,所以一、二期产品大纲存在着一定差异。
表1 一期产品大纲表2 二期产品大纲主要设备特点1 冶炼部分在转炉炼钢车间内布置一座210 t顶底复吹转炉,在精炼连铸跨内布置一座钢水扒渣站,一座200 t LF钢包精练炉以及两流薄板坏连铸机,分别预留了2号转炉和脱气装置的位置。
转炉采用首钢1997年购买的美国加州钢厂设备,具有顶底复吹工艺,装有副枪操作设备,可实现气动挡渣功能和溅渣护炉技术,冶炼过程可以实现动态计算机控制,抬炼和精炼部分配有专门的除尘装置,以保护环境。
两机两流的立弯式薄板坯连铸机由SMS公司提供,采用漏斗式结晶器,结晶器长度为1.1m;铸机冶金长度为7.14m,弯曲半径为3.25 m,采用了60t大容量双流中间罐。
结晶器可实现在线调宽和液面自动控制,浇铸过程还采用了保护浇铸、自动称量及液芯压下技术,通过流芯压下,可以把结晶器出口65 mm的铸坯厚度压至50 mm,以保证某些产品在质量方面的需求。



+\SxV**/‘T-* 什么是CSP连铸最佳答案就是薄板坯连铸连轧工艺。
优点:生产节奏快,产量高缺点:轧制压缩比小针对铸机自动化程度高、拉速快、漏钢率高等操作难点2 CSP生产线的特点(1)CSP生产线是世界上先进的工艺流程,装备水平高,采用全过程无氧化浇注,结晶器液面自动控制,液压振动结晶器,二冷自动配水,高压水除磷,辊缝调节,全活套张力控制,弯辊控制,凸度控制,板形控制二组计算机等先进技术。
(2)CSP生产线实施全过程自动化控制,自动化水平高。
(3)劳动生产率高。
CSP生产线国际先进水平人均年产值约600万元人民币、人均产钢2500t/a,单位产品工资成本不到0.5%,而其它工艺生产线一般为13%~20%。
(4)投资低。
与传统的热连轧机相比,CSP生产线投资降低约40%。
(5)能耗低。
CSP生产线省掉初轧工序,利用连铸坯的余热,直接热送热装至均(加)热炉及连轧机组轧制,大幅度降低生产能耗,仅为传统热连轧机的1/2左右,直接节能1931.8MJ/t,间接节能4244.2MJ/t。
(6)生产成本低。
CSP的生产成本约为常规轧机的78%。
(7)工序少。
省去大量中间环节,从原料到成品所需生产时间短,约为2h,常规生产工艺流程约为28h;用户从产品订货到交货,最短时间仅用3天,而传统工艺需时为10~15天。
(8)占地面积少。
CSP生产工艺线流程短,布局紧凑,比传统生产工艺占地面积少。
(9)污染少。
(10)成材率比常规轧机高1.8%。
(11)维修费用约为常规轧机的39%。
1结晶器的种类及主要特点薄板坯和中薄板坯连铸设备的核心是结晶器。
设计要求结晶器弯月面区域必须有足够的空间,以插入浸入式水口,且满足水口壁与结晶器壁之间无凝固桥形成,钢液温度分布均匀,有利于保护渣熔化;弯月面区钢液流动平稳,防止过大紊流而卷渣;结晶器几何形状应满足拉坯时坯壳承受的应力最小。
CSP工艺设备技术特点及采用的新技术1 CSP连铸工艺设备技术特点及采用的新技术1)连铸部分工艺介绍连铸部分工艺如图2所示。

CSP平整机辊缝自动标定原理及应用马醇三,张力,王晓明(武钢设备维修总厂CSP维修作业区,湖北武汉430083)摘 要:CSP平整机辊缝标定技术,是武钢CSP最为复杂的HG C自动控制中精度要求最高的环节之一。
由于其工艺要求不同,与轧机标定存在差别,投产时间短等原因,现场维护人员对平整机辊缝标定认识很模糊,在出现辊缝标定问题时无从下手。
通过对平整线资料的消化吸收和现场的观察分析,从辊缝标定的基础理论和实际标定过程出发,阐述了轧制线标高和平整机标定如何实现,同时对标定过程中出现的一些典型故障进行分析总结,为处理同类故障积累了经验。
关键词:平整机;辊缝标定;轧制线标定中图分类号:T G355.55 文献标识码:B 文章编号:1008-4371(2011)05-0051-04Principle of automatic demarcation of roll gap of C SP temper millM A Chun-san,ZHANG Li,WANG Xiao-ming(CSP M aintenance Wo rk Section of General Equipment M aintenanceand Repair Plant,WISCO,Wuhan430083,China)Abstract:Roll g ap demarcation of CSP temper mill is one of the mo st accurate links in the mo st complicated H GC autom atic co ntrol of the CSP temper mill in WISCO.The maintenance personnel on site have little understanding of the gap dem arcatio n of the temper mill and don't know how to settle it upon occurrence of the dem arcation pro blem due to such a few factors as the different process requirements,difference from the roll-ing mill dema rcatio n and sho rt co mmissioning time.The present paper expatiates de-marcation o f the ro lling line and the temper mill by w ay o f digestion and abso rption of info rmatio n of the temper line and on-site observatio n and analysis according to the es-sential theory of roll g ap demarcation and practical process o f ro ll gap demarcation.In the meanw hile the paper analy zes and sum marizes a few of ty pical cases o f defects o ccur-ring in the pro cess of demarcation,thus accumulating ex perience for solutio n of the trouble s o f the similar kind.Key words:temper mill;dem arcatio n of ro ll g ap;rolling line demarcation 武钢CSP平整线于2010年投产,平整线设备主要由开卷机、矫直机、平整机和卷取机组成。



薄板坯连铸连轧(3)—邯钢CSP 2006-12-19邯钢薄板坯连铸连轧生产线于1997年11月18日开工建设,1999年12月10日生产出第一卷热轧卷板,建设工期历时两年零一个月。
该生产线引进德国西马克90年代世界先进技术,总生产能力为250万t。
生产线的特点1 主要工艺特点邯钢薄板坯连铸连轧生产线主要包括薄板坯连铸机、1号辊底式加热炉、粗轧机(R1)、2号辊底式加热炉、精轧机组(F1~F5)、带钢层流冷却系统和卷取机。
产品规格为1.2~20mm厚、900~1680mm宽的热轧带钢钢卷。
钢卷内径为762mm,外径为1100~2025mm,最大卷重为33.6t,最大单重为20kg/mm。
工艺流程为:100t氧气顶底复吹转炉钢水—LF钢水预处理—钢包—中间包—结晶器—二冷段—弯曲/拉矫—剪切—1号加热炉—除鳞—粗轧(R1)—2号加热炉—除鳞—精轧[F1~F5(F6)]—冷却—卷取—出卷—取样—打捆—喷号—入库。
图邯钢CSP工艺流程示意图2 主要技术参数1)薄板坯连铸机该连铸机为立弯式结构。
中间包容量36t,结晶器出口厚度70mm,结晶器长度1100mm,铸坯厚度60~80mm,铸坯宽度900~1680mm,坯流导向长度9325~9705mm,铸速(坯厚70mm)低碳保证值最大4.8m/min、高碳保证值最大4.5m/min、最小2.8m/min,弯曲半径3250mm。
2)加热炉该生产线包括两座辊底式加热炉,位于粗轧机前后。
1号加热炉炉长178.8m,由加热段、输送段、摆动段、保温段组成,炉子同时具有加热、均热、储存(缓冲)的功能,可容纳4块38m长的板坯,单机生产的缓冲时间20~30min,最高炉温1200℃,铸坯入炉温度870~1030℃,出炉温度1100~1150℃。
2号加热炉炉长66.8m,由一段构成,主要起均热、保温作用,最高炉温1150℃,铸坯最高入炉温度1120℃,最高出炉温度1130℃。

薄板坯连铸连轧是生产热轧板卷的一项结构紧凑的短流程工艺,是继氧气转炉炼钢及连续铸钢之后,又一重大的钢铁产业的技术革命。
薄板坯连铸连轧是将传统的炼钢厂和热轧厂紧凑地压缩并流畅地结合在一起。
随着在大产业生产中的不断完善、不断发展,该工艺的节能和高效的特点突现出来,充分显示出该工艺的先进性、公道性和科学性,也给企业带来了巨大的经济效益。
薄板坯连铸连轧技术因众多的单位参与研究开发,已形成了各具特色的薄板坯连铸连轧生产工艺,如CSP、ISP、FTSR、CONROLL、TSP、QSP等。
其中推广应用最多的是CSP工艺。
各种薄板坯连铸连轧技术各具特色,同时又相互影响、相互渗透,并在不断地发展和完善。
一、三种薄板坯连铸连轧技术的各自现状:1.1 CSPCSP是由德国西马克公司开发的世界上最早投入工业化生产的薄板坯连铸连轧技术,自1989年在纽柯公司建成第一条生产线以来,随着技术的不断改进,该生产线不断发展完善,现已进入成熟阶段。
CSP技术的主要特点是:(1)采用立弯式铸机,漏斗型直结晶器,刚性引锭杆,浸入式水口,连铸用保护渣,电磁制动闸,液芯压下技术,结晶器液压振动,衔接段采用辊底式均热炉,高压水除鳞,第一架前加立辊轧机,轧辊轴向移动,轧辊热凸度控制,板形和平整度控制,平移二辊轧机等。
(2)可生产0.8mm或更薄的碳钢、超低碳钢。
(3)生产钢种包括:低碳钢、高碳钢、高强度钢、高合金钢及超低碳钢。
1.2 ISPISP是由德马克公司最早开发的,1992年1月在意大利阿尔维迪公司克雷莫纳厂建成投产,设计能力为50万吨/a。
它是目前最短的薄板坯连铸连轧生产线,主要技术特点是:(1)采用直弧型铸机,小漏斗型结晶器,薄片状浸入式水口,连铸用保护渣,液芯压下和固相铸轧技术,感应加热后接克雷莫纳炉(也可用辊底式炉),电磁制动闸,大压下量初轧机+带卷开卷+精轧机,轧辊轴向移动,轧辊热凸度控制,板形和平整度控制,平移式二辊轧机。
(2)生产线布置紧凑,不使用长的均热炉,总长度180m左右。


第49卷第1期2014年1月钢铁Iron and SteelVol.49,No.1January 2014CSP 线生产薄规格超高强带钢的轧制工艺与组织性能陈良1,张超1,朱帅2,康永林2(1.武汉钢铁股份有限公司,湖北武汉430080;2.北京科技大学材料学院,北京100083)摘要:介绍了CSP 线的工艺设备特点,通过对CSP 连铸过程的优化设计和铸坯质量控制,采用武钢自主开发的加热工艺(1180ħ的出炉温度),850 920ħ终轧温度,通过对比分析不同的层流冷却方式和高温(600 630ħ)、低温(570 600ħ)卷取对钢种力学性能的影响,生产结果表明:头部连续冷却对于晶粒细化作用明显,600 630ħ卷取有利于大量细小TiC 粒子的充分析出,析出粒子尺寸低于20nm 的占70%以上,析出强化作用明显。
冷却速度和薄规格强化造成的细晶强化和卷曲温度引起的析出强化共同决定着薄规格产品的力学性能,在优化冷却和卷取制度的基础上开发了厚度1.2 6.0mm ,屈服强度500,600和700MPa 超高强度带钢。
武钢CSP 生产的薄规格超高强带钢在集装箱、汽车结构钢等高端市场的成功应用表明,薄规格超高强带钢能够很好地满足市场对结构轻量化及节能减排的需求。
关键词:CSP ;薄规格板带;超高强钢;层冷工艺;析出强化文献标志码:A文章编号:0449-749X (2014)01-0057-05Rolling Process and Microstructure and Properties of Thin GaugeUltra-High Strength Strip Manufactured by CSP LineCHEN Liang 1,ZHANG Chao 1,ZHU Shuai 2,KANG Yong-lin 2(1.Wuhan Iron and Steel Company Limited ,Wuhan 430080,Hubei ,China ;2.School of Materials Science and Engineering ,University of Science and Technology Beijing ,Beijing 100083,China )Abstract :The process and technology characteristics of CSP line were introduced.Through optimizing continuous casting and slab quality controlling ,using 1180ħtapping temperature and 850-920ħfinishing rolling temperature ,the mechani-cal properties of thin gauge ultra-high strength strip were analyzed based on different cooling modes and coiling tempera-tures.The production results show that the head continuous cooling mode is helpful to grain refinement ,higher coiling tem-perature is beneficial to the sufficient dispersed precipitate fine TiC particles ,70%of the TiC particle size is below 20nm causing significant precipitation strengthening.The machnanical properties of thin gauge strength were affected both by fine grain strengthening caused by and cooling rate and thinner gauge and precipitation strengthening caused by coiling tempera-ture.By optimizing cooling mode and coiling temperature ,500,600and 700MPa strength grade strips with 1.2-6.0mm thickness were developed successfully.Key words :CSP ;thin gauge strip ;ultra-high strength steel ;laminar cooling ;precipitation strengthening作者简介:陈良(1971—),男,硕士,高级工程师;E-mail :clcqqcs@126.com ;收稿日期:2013-04-08目前,薄规格高强钢因其能在满足安全和使用要求的同时达到减重、降耗、减排的目的,成为新一代环境友好型材料,市场应用前景广阔。
薄板坯连铸连轧(4)—包钢CSP2006-12-19包头钢铁(集团)有限公司CSP生产线项目,是国家捆绑引进的三套薄板坯连铸连轧项目之一。
其主要技术装备由德国SMS、SIMENS、LOI等公司引进,部分装备国内配套制造。
包钢薄板坯连铸连轧工程是采用现代成熟CSP技术建设的二机二流薄板坯连铸连轧生产线,设计上解决了原有CSP生产线轧机生产能力远大于铸机生产能力的问题,与之配套的二炼钢系统,设计年产钢200万t,CSP系统年产板坯198万t,年产成品板卷94.51万t。
产品为厚度1.2~20mm、宽度98O~1 560mm的热轧板卷,钢种包括冷轧低碳钢、管线钢、热轧结构钢和硅钢等。
平面布置、工艺流程、产品大纲1 CSP生产线平面布置由于二炼钢系统与薄板坯连铸连轧系统同期毗连建设,部分公辅设施一并考虑,CSP生产区域由精炼连铸跨、均热跨和轧制跨、精整跨组成。
2 工艺流程(图)图包钢CSP生产线流程3 CSP产品大纲由于炉外精炼设备一期只投入扒渣站和LF钢包精炼炉,二期考虑了脱气装置,所以一、二期产品大纲存在着一定差异。
表1 一期产品大纲表2 二期产品大纲主要设备特点1 冶炼部分在转炉炼钢车间内布置一座210 t顶底复吹转炉,在精炼连铸跨内布置一座钢水扒渣站,一座200 t LF钢包精练炉以及两流薄板坏连铸机,分别预留了2号转炉和脱气装置的位置。
转炉采用首钢1997年购买的美国加州钢厂设备,具有顶底复吹工艺,装有副枪操作设备,可实现气动挡渣功能和溅渣护炉技术,冶炼过程可以实现动态计算机控制,抬炼和精炼部分配有专门的除尘装置,以保护环境。
两机两流的立弯式薄板坯连铸机由SMS公司提供,采用漏斗式结晶器,结晶器长度为1.1m;铸机冶金长度为7.14m,弯曲半径为3.25 m,采用了60t大容量双流中间罐。
结晶器可实现在线调宽和液面自动控制,浇铸过程还采用了保护浇铸、自动称量及液芯压下技术,通过流芯压下,可以把结晶器出口65 mm的铸坯厚度压至50 mm,以保证某些产品在质量方面的需求。





薄板坯连铸连轧(7)—马钢CSP 2006-12-19马钢的薄板坯连铸连轧生产线采用了德国SMS-Demag集团的CSP薄板坯连铸连轧技术,年设计生产热轧板卷200万吨。
马钢CSP产品品种马钢CSP设计的产品大纲:产品规格为:厚度0. 8~12. 7mm(其中≤2.Omm的占总产量的25%以上);宽度900~1600mm。
生产的主要品种有:碳素结构钢、优质碳素结构钢、地合金高强度结构钢、汽车结构钢、高耐候结构钢、管线钢和超低碳钢。
其中热轧产品的70~80%作为冷轧原料。
产品中碳素结构钢(代表钢号Q195~Q235)占总量的约50%以上,优质碳素结构钢(代表钢号08、08Al、10~35号钢)约占20%,低合金高强度结构钢(代表钢号Q345~Q460)约占10%,汽车结构钢(SAPH310~SAPH440)、高耐候结构钢(09CuP、09CuPCrNi)和管线钢(S290~S480)等专用材约15%,少量超低碳钢(不足5%)。
马钢CSP已生产的钢号品种有:SS400、Q215、Q195A、Q345A、Q345D、Q460D 、SPHC、SPHD、集装箱板等。
正在或将研制开发的钢种有造币钢、搪瓷钢、耐蚀板、汽车大梁板等。
马钢CSP的产品更倾向于薄规格,生产线中连铸速度有较大的提高,采用了更长的冶金长度和均热炉长度,并在精炼手段上配备了RH装置,使得马钢CSP生产线具备了超低碳钢的生产能力。
为保证半无头轧制,卷取机前增设飞剪。
精轧最大轧制速度达20耐s,且能实现升速轧制,同时预留了近距离卷取机,有利于极薄规格带钢的生产。
大量新技术的应用,在保证全线产量的同时,进一步提高了产品质量。
由马钢的工艺设计、设备能力和质量控制水平来看,马钢CSP生产线具备生产国内外CSP线能够生产的所有品种。
产品开发将在打通现有产品大纲的前提下,逐步和世界先进水平接轨,为我国热轧板卷生产达到世界一流水平做出应有的贡献。
钢CSP线主要设备及工艺布置简图马钢CSP生产线主要包括两台薄板坯连铸机、两座辊底隧道式均热炉、一架立辊轧机、7机架四辊CVC精轧机组、轧后冷却系统、卷取机及钢卷运输系统等。

加强轧辊检测管理降低轧辊成本——马钢CSP轧辊检测管理工作总结秦郁雯(马鞍山钢铁股份有限公司)摘要本文主要针对马钢CSP连轧机组工作辊的使用情况进行简要的概述,并对工作辊使用过程中出现的一些问题进行初步的分析,并对轧辊检测管理的工作进行总结。
关键词工作辊轧辊质量辊身辊形轧辊检测支承辊1.前言:马钢CSP于2003年10月18日正式建成投产,其轧机为七机架连轧,年设计能力200万吨,其中70%~80%是冷轧基料,其余直接作为热轧商品卷销售。
截止2008年5月,马钢CSP月产量已达20.5万吨,达到了设计要求。
由于马钢CSP生产冷轧基料薄规格比例较大,2.5mm以下规格达到50%,而且对带钢的板形要求较高,故在轧辊的质量控制方面、磨削及检测维护方面要求更高。
本文主要介绍马钢CSP投产以来在工作辊的使用中出现的问题进行初步分析和研究以及相应的对策措施。
工艺流程简图见图1。
2.轧辊的使用现状2.1轧辊材质及硬度:在轧机工作辊的材质选用上,主要考虑各机架的工作负荷条件、轧件温度以及辊面状况对产品表面质量的影响,具体配置见表1表1:工作辊材质设备名称材质芯部材质硬度(HSC)F1~F2工作辊高铬铸钢球墨铸铁72~82F3~F4工作辊高铬铸铁72~82F5~F7工作辊无限冷硬复合浇铸(ICDP)75~822.2工作辊尺寸:表2.工作辊主要尺寸图1 马钢CSP工艺流程简图2.3工作辊辊形: 为便于对带钢的板形控制,实现轧件凸度连续调整,F1~F7轧机工作辊全部采用CVC +辊形,主要是在传统的CVC 辊形基础上作了进一步的优化和改进,强化了对带钢凸度的调整能力,辊形曲线见图2图2 工作辊CVC 曲线2.4轧辊使用过程中的问题:马钢CSP 由于投产时间较短,在生产初期,由于生产操作人员的经验和技能比较欠缺、轧线水系统设备的维护水平不高、工艺制度的不完善等众多因素造成了轧辊在使用过程中暴露诸多的问题。
具体就轧辊使用过程检测管理而言,主要表现出以下几个问题:1.轧辊本身的质量问题;2.轧辊使用过程中发生卡钢、甩尾等轧机事故出现的轧辊使用问题;3.支承辊在使用过程中存在的质量问题。