钳工高级技师实作考试题、评分标准、准备单
- 格式:doc
- 大小:196.50 KB
- 文档页数:7
高级钳工考试题库
考试题一:请简述什么是高级钳工的工作职责以及其重要性。
考试题二:列举高级钳工常用的工具及其用途,要求至少5种。
考试题三:高级钳工在进行金属加工时,应如何选择合适的刀具和加工工艺,请详细说明。
考试题四:如何正确使用量具对工件进行测量,并保证测量结果的准确性,请列出具体步骤。
考试题五:如果在工作中遇到了工件表面质量要求较高的情况,高级钳工应如何处理?请结合实例进行说明。
考试题六:高级钳工在操作机械设备时,应该注意哪些安全事项?请至少列出5条。
考试题七:请简要介绍高级钳工常见的金属材料及其特点,至少包括钢、铝和铜。
考试题八:当需要进行不规则形状零件的加工时,高级钳工应如何制定加工工艺方案?请详细描述。
考试题九:如何正确进行高级钳工装配工作,确保零件装配的正确性和稳固性?请列出关键步骤。
考试题十:高级钳工在日常工作中需要具备哪些软技能?请说明其重要性并举例说明。
以上为高级钳工考试题库,希望考生认真准备,顺利通过考试。
祝各位学习顺利,工作顺利!。
钳工实践考试评分标准
一、劳动保护及安全检查(12分)
1、正确穿戴劳动保护用品(6分)
①、没穿工装扣3分
②、没穿防护鞋扣3分
2、作业前安全检查(6分)
①、正确选择场地扣3分
②、正确检查工器具及夹具扣3分
二、减速机的拆装流程(84分)
1、减速机的拆卸步骤
①、拧下上下箱体的联接螺栓扣10分
②、拆卸上箱体扣10分
③、拔除减速器箱体上的定位销扣8分
④、拧下轴承端盖上的螺栓,取下轴承端盖和垫片
扣6分
⑤、取下上箱体扣10分
⑥、轴承与箱体内壁间的距离扣10分
⑦、逐级拆卸轴上的轴承扣10分
⑧、测量轴承内径和外径扣20分
外径:
内径:
三、维修现场清理(4分)
1、清理维修现场杂物(2分)
2、整理工器具、清理现场卫生(2分)。
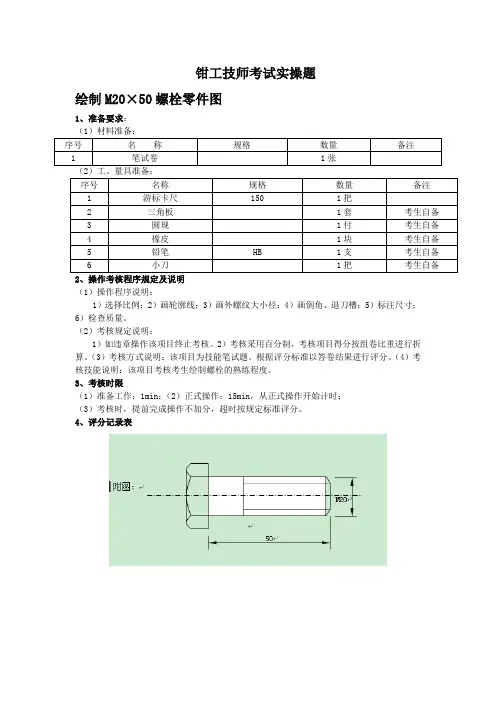
钳工技师考试实操题
绘制M20×50螺栓零件图
1、准备要求:
(1)材料准备:
(1)操作程序说明:
1)选择比例;2)画轮廓线;3)画外螺纹大小径;4)画倒角、退刀槽;5)标注尺寸;6)检查质量。
(2)考核规定说明:
1)如违章操作该项目终止考核。
2)考核采用百分制,考核项目得分按组卷比重进行折算。
(3)考核方式说明:该项目为技能笔试题。
根据评分标准以答卷结果进行评分。
(4)考核技能说明:该项目考核考生绘制螺栓的熟练程度。
3、考核时限
(1)准备工作:1min;(2)正式操作:15min,从正式操作开始计时;
(3)考核时,提前完成操作不加分,超时按规定标准评分。
4、评分记录表
钳工技师实操考核评分记录表
车间:考号:姓名:
试题名称:绘制M20×50螺栓零件图考核时。
技能等级考核项目及评分标准(钳工)技能等级考核项目及评分标准(钳工)钳工技能等级考核项目及评分标准一、高级钳工(一)工作技能(40分)1.熟知本岗位和相关岗位的安全操作规程(4分)2.熟知本岗位各种设备的工作原理及操作规程(4分)3.掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务,包括零部件的维修和加工制作。
(8分)4.备品备件的准备要及时准确、经济合理。
(8分)5.对相关岗位的操作技能要达到中级水平,并能够解决工作中出现的疑难问题。
(8分)6.要具备一定的专业理论知识,如:识图、绘制简单的装配图等。
(8分)(二)工作质量(20分)1.检修加工制作的合格率要达到95%以上为合格。
(5分)2.维修程序简洁,工作现场秩序,工器具的摆放整齐,检修后设备运转平稳可靠,外观整洁。
(5分)3.检修工作按计划进行,准备材料及时准确,判断问题清楚,解决问题到位。
(5分)4.检修后的设备要保证一定的使用时间,对经常发现故障的部位要提出整改意见,措施要到位,效果要明显。
(5分)(三)工作效率(只选一项20分)1.在工作中准备工作要及时准确,不能出现重复工作,检修工作有序连贯为合格。
(20分)2.在工作中准备工作及时到位,准备工作不及时影响正常维修,重复工作,尽管最终完成工作,视为基本合格。
(16分)(四)工作经验(20分)1.从事钳工工作8年以上。
(4分)2.全面负责过本单位的设备维修工作。
(4分)3.在判断问题用的时间最短、解决问题效果最佳,特别是能够及时准确地解决设备运行过程中的突发故障。
(12分)二、中级钳工(一)工作技能(40分)1.熟知本岗位和相关岗位的安全操作规程。
(4分)2.熟知本岗位各种设备的工作原理及操作规程。
(4分)3.掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务。
(8分)4.对本岗位的备品备件准备要提出合理化建议,并经济合理。
高级钳工技能试卷一、本试卷依据中华人民共和国钳工技术等级标准和《钳工职业技能鉴定规范》命制。
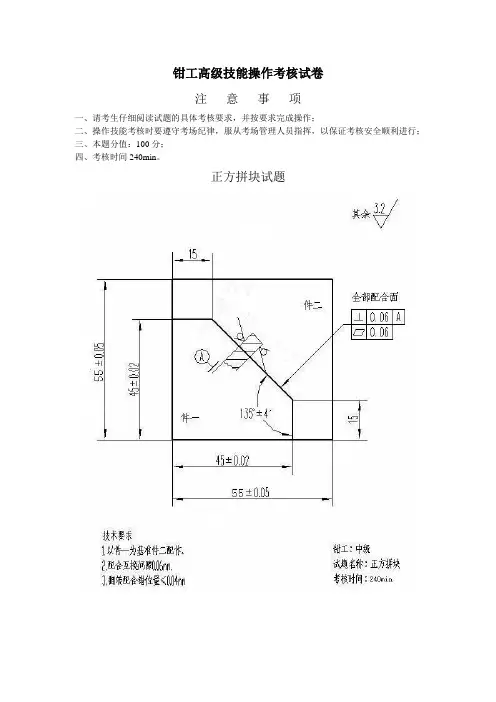
二、本卷试题V型镶配件的加工本件涉及到识图、形位公差、加工程序、方法等方面内容,目的在于提高钳工的划线、钻铰、研配、检测技能。
三、本试卷试题技术含量较高,有一定的难度,要求考生具有一定的理论和实际操作水平,可适用于中级钳工技能考核需要。
四、本试卷操作时间适中,操作使用普通设备,可行性较强,便于实施。
五、本试卷经专家审定认为能够测试高级钳工的技能水平。
高级钳工技能考试准备通知单请各位考生在考试前认真阅读此单,并按要求逐一做好各项准备工作。
一、材料准备(见下备料图表)1.以下所需材料由鉴定所准备序号材料名称规格数量备注1 蓝油若干2 皂化液若干3 45# 2备料图2、按实际鉴定人数准备。
二、设备准备1.以下所需设备由个人准备序号 设 备 名 称 规 格 数 量 备 注 1 划线平台 1500×2000 1 一级 2 分度头 FW160 4 3 三爪卡盘 φ 200 8 4 台式钻床 Z4112 85 钳台 2000×3000 4 六工位,中间设安全网6 台虎钳 125 247 砂轮机 S3SL-250 3 白刚玉砂轮 2、划线平台、钻床、砂轮机、钳台及附件、配套齐全、布局合理。
三、工、量、刃具准备1.以下所需工、量、刃具由鉴定所准备 精度(读数值、分度值) 0.02mm 0.02mm 2' 0.01mm 0.01mm 三角锉 锯弓 锯条 锤子 錾子φ 4mmφ 5mm φ 9.8mm φ 12mmφ 10mm游标卡尺 万能角度尺 千分尺 塞尺 塞规90°角尺 刀口尺 检验棒V 形架直柄麻花钻0-150mm0°-320° 25-50mm 50-75mm 0.02-0.05mm φ 10mm 100mm×63mm 100mm φ 10mm× 100mm 250mm(1号纹)200mm(2号纹) 200mm(3号纹) 150mm(4号纹)150mm(2号纹)名 称 规 格 高度游标卡尺 0-300mm 数 量 自定 21 自定 21 21 21 21 自备 21 21 样冲 划规 划针钢板尺 软钳口 锉刀刷数 量 4 21 21 21 2121 4 21 21 421副 21 2121 21 21 21 21 2121 21副21精度(读数 值、分度值)名 称铰杠扁锉 手用圆柱铰刀 H7 一级 规 格0-150mmH7 h62、①小型工具可根据鉴定所条件,通知个人准备;②检验量具为检验专用。
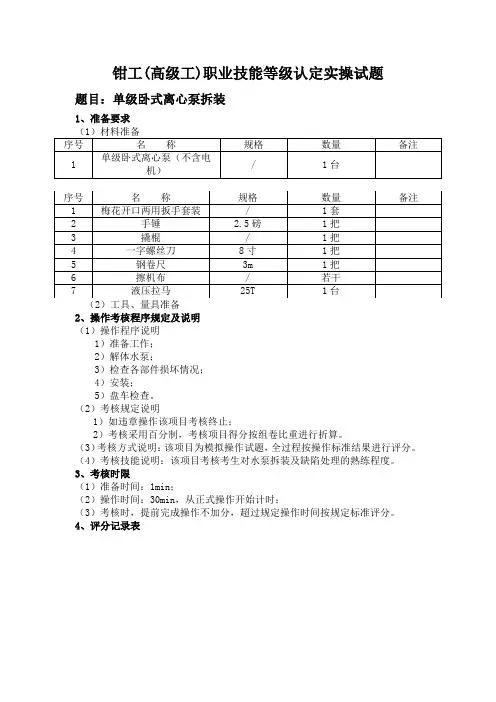
题目:单级卧式离心泵拆装1、准备要求2、操作考核程序规定及说明(1)操作程序说明1)准备工作;2)解体水泵;3)检查各部件损坏情况;4)安装;5)盘车检查。
(2)考核规定说明1)如违章操作该项目考核终止;2)考核采用百分制,考核项目得分按组卷比重进行折算。
(3)考核方式说明:该项目为模拟操作试题,全过程按操作标准结果进行评分。
(4)考核技能说明:该项目考核考生对水泵拆装及缺陷处理的熟练程度。
3、考核时限(1)准备时间:1min;(2)操作时间:30min,从正式操作开始计时;(3)考核时,提前完成操作不加分,超过规定操作时间按规定标准评分。
4、评分记录表车间:班组:姓名:试题名称:单级卧式离心泵拆装考核时间:30min考评员:核分员:年月日题目:检修闸板阀1、准备要求:(1)材料准备:(2)工、量具准备:2、操作考核程序规定及说明(1)操作程序说明:1)准备工作;2)拆卸;3)换盘根;4)技术要求;5)安全说明。
(2)考核规定说明:1)如违章操作该项目终止考核。
2)考核采用百分制,考核项目得分按组卷比重进行折算。
(3)考核方式说明:该项目为实际操作试题,全过程按操作标准结果进行评分。
(4)考核技能说明:该项目考核考生制作盘根以及拆卸和安装闸板阀的熟练程度。
3、考核时限(1)准备时间:1min。
(2)操作时间:25min,从正式操作开始计时。
(3)考核时,提前完成操作不加分,超过规定操作时间按规定标准评分。
4、评分记录表车间:班组:姓名:试题名称:检修闸板阀考核时间:25题库:套丝的方法1、准备要求:(1)材料准备(2)设备准备(3)工、量具准备2、操作考核程序规定及说明(1)操作程序①将套丝圆钢顶端倒角15~30°,以利板牙切入,否则不利切入会造成顶端乱牙;将圆钢夹在钳口内,夹正夹紧,并尽量低些。
②板牙开始套丝时,要检查校正,务使板牙与圆钢垂直,然后适当加压力,按顺时针方向扳动绞手,当切入1~2扣时,就可不加压力旋转,同攻丝一样要经常反转,使切削断碎及时排削。
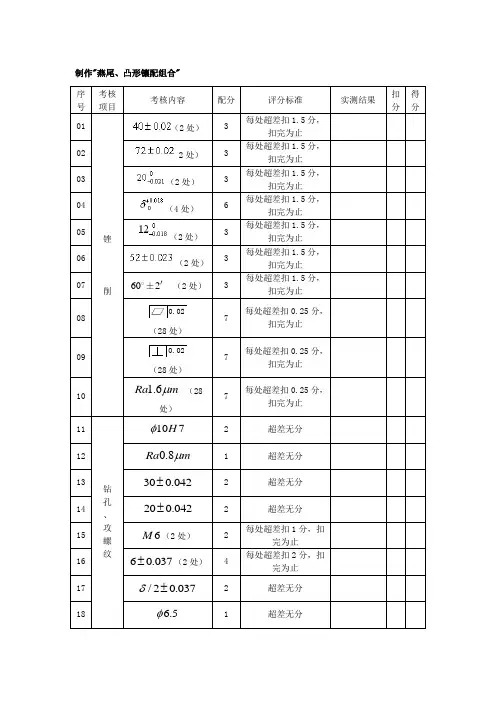
制作"燕尾、凸形镶配组合" 序号 考核 项目
考核内容
配分 评分标准 实测结果
扣
分 得
分 01 锉 削
(2处) 3 每处超差扣1.5分,
扣完为止 02 2处) 3 每处超差扣1.5分,
扣完为止 03 (2处) 3 每处超差扣1.5分,
扣完为止 04 (4处)
6 每处超差扣1.5分,
扣完为止 05 (2处) 3 每处超差扣1.5分,
扣完为止 06 (2处)
3 每处超差扣1.5分,
扣完为止 07
602 (2处)
3
每处超差扣1.5分,
扣完为止
08
0.02
(28处)
7
每处超差扣0.25分,
扣完为止
09
0.02
(28处)
7
每处超差扣0.25分,
扣完为止
10
1.6Ra m μ (28
处)
7 每处超差扣0.25分,
扣完为止
11 钻 孔 、 攻 螺 纹
107H φ
2 超差无分 12 0.8Ra m μ
1 超差无分 13 300.042±
2 超差无分 14 200.042±
2 超差无分 15 6M (2处) 2 每处超差扣1分,扣
完为止 16 60.037±(2处)
4 每处超差扣2分,扣
完为止
17 /20.037δ±
2 超差无分 18
6.5φ
1
超差无分
评分人:年月日核分人:年月日。
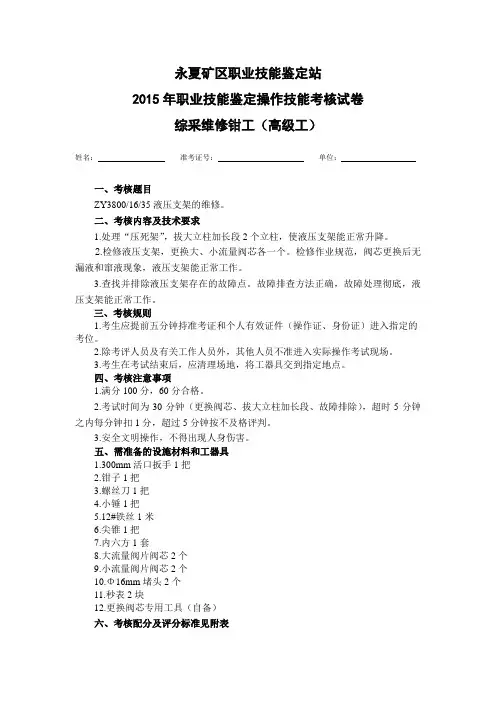
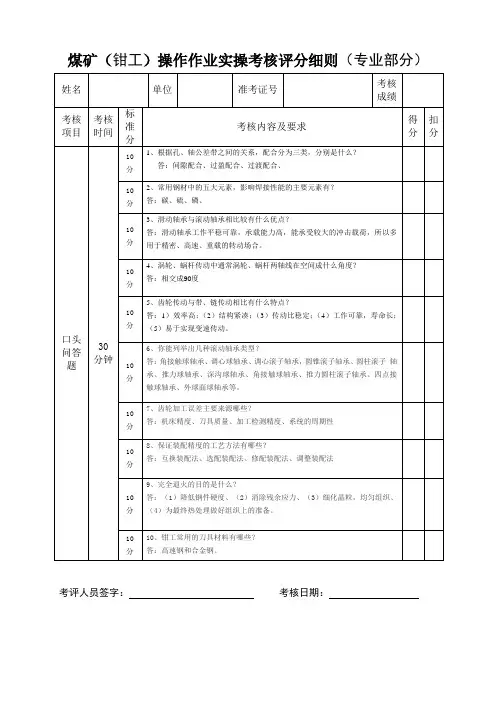
永夏矿区职业技能鉴定站2015年职业技能鉴定操作技能考核试卷综采维修钳工(高级工)姓名:准考证号:单位:一、考核题目ZY3800/16/35液压支架的维修。
二、考核内容及技术要求1.处理“压死架”,拔大立柱加长段2个立柱,使液压支架能正常升降。
2.检修液压支架,更换大、小流量阀芯各一个。
检修作业规范,阀芯更换后无漏液和窜液现象,液压支架能正常工作。
3.查找并排除液压支架存在的故障点。
故障排查方法正确,故障处理彻底,液压支架能正常工作。
三、考核规则1.考生应提前五分钟持准考证和个人有效证件(操作证、身份证)进入指定的考位。
2.除考评人员及有关工作人员外,其他人员不准进入实际操作考试现场。
3.考生在考试结束后,应清理场地,将工器具交到指定地点。
四、考核注意事项1.满分100分,60分合格。
2.考试时间为30分钟(更换阀芯、拔大立柱加长段、故障排除),超时5分钟之内每分钟扣1分,超过5分钟按不及格评判。
3.安全文明操作,不得出现人身伤害。
五、需准备的设施材料和工器具1.300mm活口扳手1把2.钳子1把3.螺丝刀1把4.小锤1把5.12#铁丝1米6.尖锥1把7.内六方1套8.大流量阀片阀芯2个9.小流量阀片阀芯2个10.Φ16mm堵头2个11.秒表2块12.更换阀芯专用工具(自备)六、考核配分及评分标准见附表综采维修钳工(高级工)实操考核表说明:表中每小项对应的分数扣完为止。
考评成绩A: _______ B: ______ 最终成绩:考评员:A: ____________ B: ____________ 考评组长:姓名:准考证号:单位:实操用时:姓名:准考证号:单位:说明:表中每小项对应的分数扣完为止。
实操用时:。
高级钳工理论试题及评分标准01国家职业技能鉴定统一试卷得分评分人高级钳工知识试卷OFH-01二、选择题(11~30题。
请选择正确的答案,将相应的字母填入括号中。
每题2分,满分40分)11.钳工常用的刀具材料有碳素工具钢、合金工具钢、硬质合金和()。
注意事项1.请首先按要求在试卷的标封处填写您的姓名、考号和所在单位的名称。
2.请仔细阅读各种题目的回答要求,在规定的位置填写您的答案。
3.不要在试卷上作任何标记,不要在标封区填写无关内容。
第一部分第二部分第三部分第四部分第五部分第六部分总分总分人得分得分评分人一、填空题(1~10题。
请将适当的词语填入划线处。
每题2分,满分20分)1.将机件的表面按其实际形状大小摊开在一个平面上所得的图形称为2.在钻头外缘处磨出过渡刃,以增加外缘处的刀尖角,改善散热条件,增加刀齿强度,提高切削刃与棱边尖角处的,提高钻头的耐用度。
3.钻钢件时,使用可降低切削温度和增加润滑性能。
4.机床的运动包括主体运动和进给运动,精密机床的精密性,具体表现为和导轨部分的精密性。
5.齿轮与轴装好后,对于精度要求高的应检查径向圆跳动误差和圆跳动误差。
6.滚动轴承是标准部件,内圈与轴相配合为基孔制,外圈与轴承座配合为制。
7.汽缸最大容积与最小容积(均包括燃烧室容积)的比值称为8.声级计是依靠微音器将被测声波转换为电信号,再经过内部电路后,最后在上指示出读数。
9.毛坯制造时,如果批量较大,应尽量利用精密铸造、精锻、冷挤压等新工艺,使大大减少,从而可缩短加工的机动时间。
10.在起重工作中,多人操作要有专人指挥,,交底清楚,严格按总指挥的命令或信号工作。
高级钳工知识试卷(共4页)A面/第1页(A)高碳钢(B)高速钢(C)中碳钢(D)低碳钢12.采用长柱孔定位可以消除工件()自由度。
(A)两个平动(B)两个平动两个转动(C)三个平动一个转动(D)两个平动一个转动13.磨床的纵向导轨发生的均匀磨损,可使磨削工件产生()超差。
钳工实操考试试题
姓名:准考证号:考试时间:120分钟锉削平面1,并达到精度要求(30分)(使用工具有台斧钳、粗锉刀、精锉刀、角规、长方体工件)
1、錾削平面使其达到尺寸要求(25分)(材料准备:台斧钳、铁锤、錾子、角
规,直径为25mmX30mm的圆形棒料)
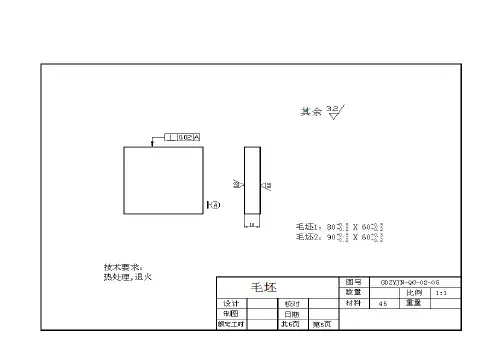
毛坯图样:
零件图样:
2、使用游标卡尺(30分)(材料准备:游标卡尺、圆形棒料、长方体工件、螺
母)分别测量外圆、内孔、长度
3、安全文明生产(15分)
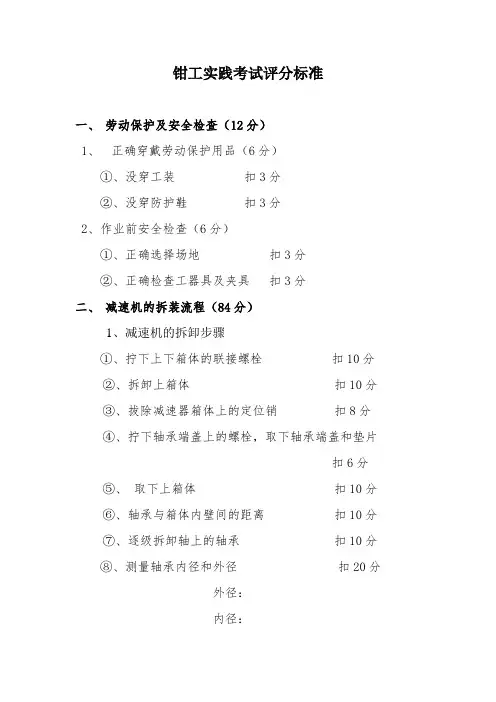
钳工评分标准
1、锉削评分标准:
(1)锉削姿势:站立姿5分、锉刀的握法5分、动作操作5分(共15分)(2)尺寸精度15分(偏差0.02扣1分)
2、錾削评分标准(25分)
(1)錾削姿势:站立姿5分、锉刀的握法5分、动作操作5分(共15分)(2)尺寸精度10分(每偏差0.05扣2分)
(3)有违规操作视情节扣分(例如用铁锤敲打釜钳的扣8分)
3、游标卡尺(30分)
测量三处:外圆、内孔、长度,每处分值为10分,读数每偏差0.02mm扣1分,偏差大于0.3mm,将取消该分值
4、安全文明生产(15分)
有下列行为的:严重违规操作、扰乱考场纪律、在考场内打闹等与考试无关的事,经监考员警告不改的,将取消该项考试成绩,停止该项目考试,离开考场。
技工(高级技师)技能鉴定钳工理论试题考试注意事项:1、考试时间:120分钟2、考试总分:100分3、按要求填写考生姓名4、请仔细阅读各种题目的回答要求,在规定位置填写正确答案一、填空题(每题1分,共20分)123、三视图的投影规律是 、 、 等。
4、渐开线齿轮的正确啮合条件是:两轮的模数和 必须分别相等。
5、换向阀是利用阀芯和阀体的 来变换油液流动的方向,接通或关闭油路。
6、滚动轴承游隙分为 、 两类。
7、 设备安装要进行找正,概括起来主要是进行三找即:找中心 、 、 。
8、选用向心推心轴承,它能同时承受 载荷和 载荷。
9、液压控制阀可分为 、 、 三大类。
10、常用密封件有: 、 、 等。
11、磨擦表面的润滑状态有 、 、 、 。
12、离心泵常用的轴密封装置有 密封和 密封两种。
13、离心泵在工作时产生不平衡的轴向力,这对设备是十分有害的。
单级泵通常消除轴向力的方法有 、采用 叶轮、采用平衡叶片和平衡管。
14、三相笼型异步电动机的定子是用来产生 的。
15、设备维修三要素是指 、 、 。
16、双螺母锁紧属于 防松装置。
17、过盈联接装配,是依靠配合面的 产生的摩擦力来传递转矩。
18、 可以提高旋转机械轴承的稳定性,减小油膜震荡发生的机会。
19、在圆柱形轴承、椭圆形轴承、可倾瓦轴承中, 抗振性最好。
20、尺寸链中封闭环 等于所有增环基本尺寸与所有减环基本尺寸之差。
二、判断题(每题1分,共20分)1. 在牛头刨床上,刨刀的往复直线运动成为主运动。
(2. 锉刀粗细共分5号,1#最粗,5号最细。
( )3. 铰铸铁孔时,加煤油润滑会使铰孔后的孔径缩小。
( )4. 安装据条不仅要注意齿尖方向,还要注意松紧程度。
( )5. 原始平板刮削时,应采取四块平板相互研刮的方法。
( )6. 弯曲时,中性层一般不在材料的正中,而是偏向内层材料一边。
( )7. 国家标准规定了基孔制合基轴制,一般情况下,应优先采用基轴制。
钳工实操试题1.题目利用主办方提供的机加工件毛坯在规定时间内制作阶梯镶配件。
(附图)2.评分标准:钳工技能竞赛评分表单位姓名考件名称直角配件总得分时间定额240min实际操作时间min超过时间定额min考核起止时间序号考核项目考核内容及要求配分检测结果评分标准扣分得分备注1 锉削15±0.02mm(2处) 10 每超差0.02mm扣1分2 30±0.02mm(2处) 10 每超差0.02mm扣1分3 锯割30±0.5m(2处) 10 不符合要求不得分4 15±0.5mm(2处) 10 不符合要求不得分5錾削45±0.5m(1处) A面20需錾削2mm左右厚度,完成后通知监考人员,监考人现场根据錾削量、平整情况给以评可先錾削后再做配定,每超差0.10 mm扣2分,扣分不超过10分。
合6配合间隙≤0.04mm(5处) 25每超差0.01mm扣2分,超差0.02mm以上不得分7 错位量≤0.04mm 5 每超差0.01mm扣2分, 超差0.02mm以上不得分8 60±0.05mm 5 每超差0.05mm扣1分9对B面的平行度0.04 5每超差0.01mm扣2分,超差0.02mm以上不得分安全文明生产安全生产按有关规定每违反一项规定从总分中扣除2分;发生重大事故者取消考核资格扣分不超过10分文明生产按有关规定每违反一项规定从总分中扣除2分其它项目未注公差按IT14要求每超差一处扣2分从总分中扣除考件局部无缺陷酌情扣1一5分裁判组长:裁判员:日期:注: 每提前半小时交卷者加2分,以此类推.加分最多不超过10分.2.实际操作竞赛要求及赛场纪律2.1.1参赛板件材料由赛场指挥组提供,选手不得自带材料进入赛场内。
需在组委会给定的时间内,按规定时间内完成划线、锉削、錾削、锯割、工件配合,达到试题要求,其时间长度不得超过10分钟。
2.1.3选手不得在工件上制造明显的异常标记。