制糖压榨机榨辊用CO_2堆焊药芯焊丝YD602-1的研究
- 格式:pdf
- 大小:1.30 MB
- 文档页数:4
焊接技术在制糖机械再制造中的应用摘要:所谓的再制造技术,具体包含了振动时效、焊接、电刷镀、无损检测以及电弧喷涂等多种不同的技术,尤其是焊接技术,被广泛应用在制糖机械废旧产品再制造的过程中,并发挥着不可替代的作用。
基于此,文章将焊接技术作为重点研究内容,阐述其在制糖机械再制造中的具体应用,希望有所帮助。
关键词:焊接技术;制糖机械;再制造;应用在制糖机械再制造的过程中,特别是焊接检验与过程的控制,需要高度重视焊接再制造产品各环节,以保证再制造的产品性能能够与新品性能比肩。
由此可见,深入研究并分析焊接技术在制糖机械再制造中的应用具有一定的现实意义。
一、焊接技术发展历程研究近年来,钢铁是焊接的重要对象,所以作业对象仍以钢铁材料为主。
目前对于钢铁材料的要求明显提高,特别是高强度与高纯净度方面,并以微合金与超细晶粒化为主要发展方向[1]。
为此,在焊接技术方面的要求随之提升,具体表现在两个方面:1)焊接焊缝金属的纯净度要更高;2)对新型焊缝材料加以研发,与新焊接技术要求相吻合。
(一)钎焊一般情况下,钎焊经常被应用在电子工业中,适用于电子封装与电子焊接。
然而,部分有害物质铅会危害人们的身体健康,因而使用钎焊的方式生产电子产品已经不被认可。
所以,借助无铅对原有焊接材料进行有效地替代成为未来的发展方向,即无铅电子原件和无铅装备等。
此外,在更多的新型结构材料被使用在实践中,最常见的就是钛镁合金与铝合金等轻金属化合物,而且压焊、扩散焊以及钎焊等相关技术也被广泛应用。
(二)电弧熔化焊目前阶段,电弧熔化焊始终是应用于焊接作业的基层技术,而最主要的原因就是使用电弧熔化焊技术能够确保产品制作质量达标且高效,实际的成本不高[2]。
近年来,选择电子束、等离子束以及激光束等作为热源的焊接技术应用愈加广泛,在提升生产效率的同时,也使得焊接接头的强度更高,同样可以制造不具备开坡口的对接接头,特别是激光电弧复合焊接技术,被广泛应用在船舶制造以及汽车制造领域当中,发展速度不断加快,使得智能自动化焊接技术成为提高焊接质量与效率不可或缺的方法[3]。
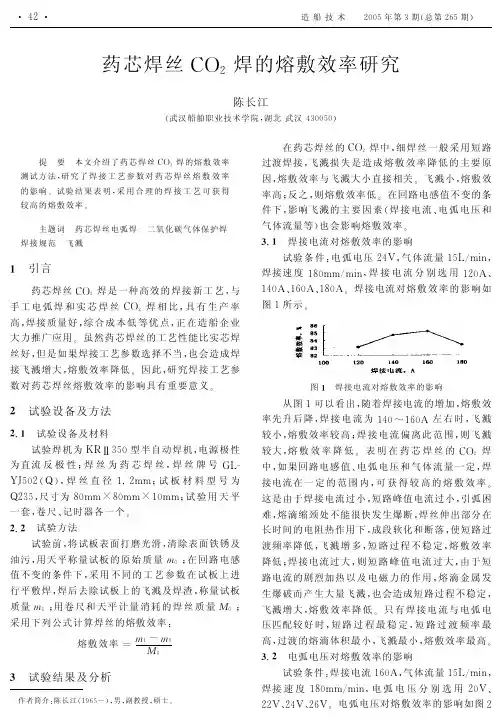
药芯焊丝C O2焊的熔敷效率研究陈长江(武汉船舶职业技术学院,湖北武汉430050)提要本文介绍了药芯焊丝C O2焊的熔敷效率测试方法,研究了焊接工艺参数对药芯焊丝熔敷效率的影响。
试验结果表明,采用合理的焊接工艺可获得较高的熔敷效率。
主题词药芯焊丝电弧焊二氧化碳气体保护焊焊接规范飞溅1引言药芯焊丝C O2焊是一种高效的焊接新工艺,与手工电弧焊和实芯焊丝C O2焊相比,具有生产率高,焊接质量好,综合成本低等优点,正在造船企业大力推广应用。
虽然药芯焊丝的工艺性能比实芯焊丝好,但是如果焊接工艺参数选择不当,也会造成焊接飞溅增大,熔敷效率降低。
因此,研究焊接工艺参数对药芯焊丝熔敷效率的影响具有重要意义。
2试验设备及方法2.1试验设备及材料试验焊机为K RⅡ350型半自动焊机,电源极性为直流反极性;焊丝为药芯焊丝,焊丝牌号G L-Y J502(Q),焊丝直径1.2m m;试板材料型号为Q235,尺寸为80m m×80m m×10m m;试验用天平一套,卷尺、记时器各一个。
2.2试验方法试验前,将试板表面打磨光滑,清除表面铁锈及油污,用天平称量试板的原始质量m;在回路电感值不变的条件下,采用不同的工艺参数在试板上进行平敷焊,焊后去除试板上的飞溅及焊渣,称量试板质量m1;用卷尺和天平计量消耗的焊丝质量M;采用下列公式计算焊丝的熔敷效率:熔敷效率=m1-m0M03试验结果及分析作者简介:陈长江(1965-),男,副教授,硕士。
在药芯焊丝的C O2焊中,细焊丝一般采用短路过渡焊接,飞溅损失是造成熔敷效率降低的主要原因,熔敷效率与飞溅大小直接相关。
飞溅小,熔敷效率高;反之,则熔敷效率低。
在回路电感值不变的条件下,影响飞溅的主要因素(焊接电流、电弧电压和气体流量等)也会影响熔敷效率。
3.1焊接电流对熔敷效率的影响试验条件:电弧电压24V,气体流量15L/m i n,焊接速度180m m/m i n,焊接电流分别选用120A、140A、160A、180A。
CO_(2) 气体保护焊工艺提升路径探析
杜洋
【期刊名称】《中国科技纵横》
【年(卷),期】2024()3
【摘要】CO_(2)气体保护焊是一种十分重要的焊接方式,具备高效率、节约能源、操作简单便利、适用性强等优点,逐渐替代了手工焊条电弧焊的地位。
基于此,分析对比CO_(2)气体保护焊和焊条电弧焊,解析焊接质量的控制要素以及焊接工艺操作要点,为焊接实际操作提供一定的参考。
【总页数】3页(P67-69)
【作者】杜洋
【作者单位】日钢营口中板有限公司
【正文语种】中文
【中图分类】TG441
【相关文献】
1.混合气体保护焊、药芯焊丝焊及CO2气体保护焊工艺与力学性能对比分析
2.CO_(2)气体保护向下立焊修补工艺试验
3.自制CO_(2)气体保护自动焊装置在阀门密封面堆焊应用中的优势
4.CO_(2)气体保护焊的焊缝形貌建模及虚拟化仿真系统开发
5.复杂节点CO_(2)气体保护焊焊接施工技术
因版权原因,仅展示原文概要,查看原文内容请购买。
Q235钢表面CO_(2)堆焊药芯焊丝组织与性能研究
张宇鹏;王永东;王金宇;常萌阳;李统广;姚月;张宁
【期刊名称】《电焊机》
【年(卷),期】2022(52)4
【摘要】为提高Q235普通碳素结构钢的耐磨性能和耐腐蚀性能,采用CO_(2)气体保护焊在其表面堆焊药芯焊丝,利用蔡司高级金相显微镜、显微硬度测试仪、摩擦磨损试验机和电化学工作站等分析测试手段,研究不同焊接电流下的堆焊层的宏观形貌、显微组织、显微硬度、摩擦磨损性及耐腐蚀性。
测试结果表明,当焊接电流为200 A时,堆焊层组织均匀,碳化物均匀弥散分布在组织内部,其显微硬度最高为500 HV,耐磨性能最好,磨损失重量为26 mg,磨损机理为磨粒磨损;当焊接电流为230 A时,热输入量最高,合金元素固溶于奥氏体基体的量增多,使其稳定性增加,从而提高了耐腐蚀性。
【总页数】7页(P82-88)
【关键词】CO;气体保护焊;显微组织;耐磨性;耐蚀性
【作者】张宇鹏;王永东;王金宇;常萌阳;李统广;姚月;张宁
【作者单位】黑龙江科技大学材料科学与工程学院
【正文语种】中文
【中图分类】TG442
【相关文献】
1.Q235钢表面TIG堆焊308L不锈钢的组织和性能研究
2.马氏体耐磨堆焊药芯焊丝熔敷金属组织与性能
3.制糖压榨机榨辊用CO2堆焊药芯焊丝YD602-1的研究
因版权原因,仅展示原文概要,查看原文内容请购买。
通信系统,既整合现有工作面、皮带沿线扩播话机通讯系统,又很好地实现统一广播软件界面管理的,能覆盖全井下的安全语音广播系统。
作为一套独立的基于以太网的安全广播系统,在紧急时刻还可作为调度系统的备用通信系统,实现调度通讯。
保障井下通信系统安全稳定的运行,需要结合行业特色发挥专业优势服务全局。
通信保障工作是一项专业性很强的工作,技术层次高,专业优势明显,要继续融入全局,发挥优势,服务大局。
中心任务是要全力以赴地做好井下突发事件发生时的通信保障,立足于保障企业生产通信指挥,认真总结井下通信保障工作的经验教训,进一步完善方案,改进措施,做细工作,确保全天候调度指挥生产工作。
同时要立足确保措施到位、责任到位,不管在任何时刻、任何地点都能够提供及时、优质、高效、安全的井下通信的需求。
参考文献[1]桂海源.IP电话技术与软交换[M].北京:北京邮电大学出版社,2010.[2]舒华英,胡一闻等.移动互联网技术及应用[M].北京:人民邮电出版社,2001.[3]王平.工业以太网技术[M].北京:科学出版社,2007.[4]罗国庆.软交换的工程实现--现代通信网络技术丛书[M].北京:人民邮电出版社,2004.[5]桂海源,张碧玲.软交换和NGN[M].北京:人民邮电出版社,2009.[6]樊昌信,詹道庸,徐炳祥等.通信原理[M].北京:国防工业出版社,1995.[7]张智江.SIP协议及其应用[M].北京:电子工业出版社,2008.作者简介周雷,男,1964年4月生,现任兖矿新陆建设发展有限公司总经理助理、副总工程师。
工程硕士。
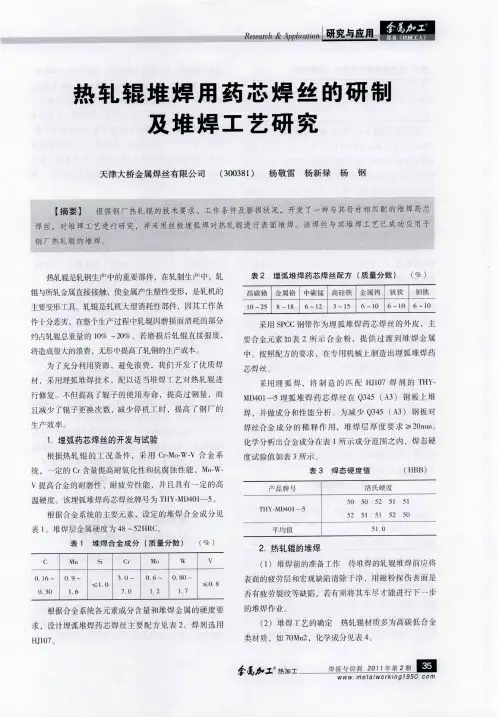
(收稿日期:2011-7-2)堆焊用药芯焊丝的发展现状唐琳琳(山东博润工业技术有限公司,山东淄博255000)摘要文中对堆焊用药芯焊丝做了简单介绍,并对其成分、性能及生产工艺方面的研究现状进行阐述,提出我国耐磨堆焊药芯焊丝的发展方向。
关键词堆焊;药芯焊丝;耐磨性中图分类号:TG422.3文献标志码:A文章编号:1009-0797(2011)05-0065-02随着工业和科技的不断发展进步,耐磨堆焊技术作为材料表面保护的一项有效措施,应用领用正逐渐扩大,并且在许多易磨损领域中该技术已相当成熟。
堆焊药芯焊丝及其应用(培训材料01)山东德运焊业有限公司技术部2008年10月堆焊药芯焊丝及其应用药芯焊丝虽然已有六十多年的历史,但广泛应用还是近十几年的事,其主要原因在于它的制造工艺及其焊丝内填充药粉不成熟和不完善。
直到二十世纪90年代后,人们才逐渐掌握了各种药芯焊丝的配粉和制造技术,其应用才蓬勃发展起来。
近年来,我国药芯焊丝的发展和应用也越来越受到重视,除加强国内研制开发外,还与国外合作,引进了国外的先进设备和技术,开始大力推广和应用。
众所周知,堆焊是硬面领域的一个重要分支,也是焊接领域中的一个重要分支,其物理本质、冶金过程和热过程的基本规律与一般焊接没有区别。
堆焊技术可用于零件的修复和制造,能增加零件表面的耐磨、耐热、耐蚀等性能,其产品是一种复合零件,其效果既能提高零件的使用寿命,又能大量减少贵金属的消耗,经济效益和社会效益都非常显著。
采用药芯焊丝堆焊制作堆焊层,与其他硬面工艺相比,有非常明显的优点:1、与合金粉末热喷涂(焊)相比,药芯焊丝堆焊层厚度不受限制,而粉末涂层厚度一般不超过5mm;其堆焊层的结合强度与一般焊接相当(>750MPa),而粉末涂层结合强度有20~250Mpa。
2、用药芯焊丝堆焊其焊材利用率为97%,而手工电焊条堆焊材料的利用率为55%~65%,热喷涂(焊)合金粉末的材料利用率50~80%。
3、用药芯焊丝能制造出实心焊丝不能制造的高合金、高硬度材料。
4、用药芯焊丝比实心焊丝更容易调整成分,能适应中、小批量生产,方便灵活,制造成本也低。
5、药芯焊丝堆焊速度为8~12kg/h,而手工电焊堆焊速率为1~3kg/h,气焊堆焊速率为1~4kg/h。
堆焊不但速度快,而且堆焊层表面比较平整,操作方便,容易掌握。
以上是药芯焊丝堆焊的优点,在制作大面积硬面时,更显突出。
堆焊药芯焊丝的制造方法有两种:一种是用低碳钢或不锈钢镍、钴带材,经多辊连轧机轧成U型,将预配置好的合金粉末(如合金成分、粒度分布、一定的比重和流动性等)填充进去,在连续轧制封闭开口形成有缝药芯焊丝。
一、概述随着工业化进程的加速和人们生活水平的提高,不锈钢成为了一种广泛应用的材料。
在不锈钢加工中,堆焊是一种常见的工艺,而保护气体对堆焊过程中的焊接质量起着至关重要的作用。
本文旨在对co2气体保护药芯焊丝堆焊不锈钢工艺进行研究,并探讨其在实际应用中的效果。
二、co2气体保护药芯焊丝co2气体保护药芯焊丝是一种现代化的焊接材料,其中药芯中包含了一定量的保护气体,通常是co2气体。
在堆焊不锈钢时,使用co2气体保护药芯焊丝可以提供足够的保护,并且能够在一定程度上提高焊缝的质量,减少气孔和氧化皮的产生。
co2气体保护药芯焊丝在不锈钢堆焊工艺中具有重要的作用。
三、co2气体保护药芯焊丝堆焊不锈钢工艺研究1. 实验材料和设备本研究选取了常见的不锈钢材料作为实验材料,使用了具有一定规格和性能的co2气体保护药芯焊丝。
实验设备包括焊接机、气体保护设备等。
2. 实验方法我们对不同规格的co2气体保护药芯焊丝进行了焊接试验,比较了它们的焊接效果和工艺参数。
选取了一种较为优秀的焊接材料和工艺参数进行了不锈钢堆焊试验,以验证其在堆焊中的实际效果。
3. 实验结果实验结果表明,使用co2气体保护药芯焊丝进行不锈钢堆焊可以获得较好的焊接质量,焊缝密度高、气孔和氧化皮少。
不同规格的焊丝在堆焊中表现出一定的差异,需要根据实际情况选取合适的焊接材料和工艺参数。
4. 实验分析通过实验结果的分析,我们得出了co2气体保护药芯焊丝在不锈钢堆焊工艺中的优点和局限性。
在实际应用中,需要根据具体的堆焊要求和材料性能选择合适的焊接材料和工艺参数,以确保堆焊质量。
四、co2气体保护药芯焊丝堆焊不锈钢工艺的应用1. 工业应用co2气体保护药芯焊丝在不锈钢堆焊工业中得到了广泛应用。
不锈钢制品在工业生产中应用广泛,例如食品加工设备、化工容器等,堆焊工艺的质量直接影响产品的使用寿命和安全性。
co2气体保护药芯焊丝的应用对于提高不锈钢制品的质量和生产效率具有重要意义。
承压设备用药芯焊丝型号概述承压设备用药芯焊丝是一种专门用于承受高压环境下的设备焊接的焊接材料。
它具有良好的耐压性能、优异的焊接性能和稳定的化学成分,可确保焊接接头在高压环境下具有良好的强度和密封性。
用途承压设备用药芯焊丝通常应用于以下领域: 1. 石油化工:炼油装置、化工装置等;2. 电力工业:发电站锅炉、汽轮机等;3. 航空航天:飞机发动机、航天器等;4. 压力容器:储罐、反应器等。
特点1.耐压性能好:承压设备用药芯焊丝采用特殊合金材料制成,具有较高的抗拉强度和耐腐蚀性,能够承受高压环境下的挤压和拉伸力。
2.焊接性能优异:该焊丝在焊接过程中容易熔化并与基材充分结合,焊缝强度高,能够满足承压设备对焊接接头的强度和密封性要求。
3.化学成分稳定:承压设备用药芯焊丝的化学成分经过精确控制,保证其在高温、高压环境下不发生化学反应,从而保障焊接接头的稳定性和可靠性。
型号推荐根据不同的承压设备类型和使用条件,以下是几种常见的承压设备用药芯焊丝型号推荐:1. ER70S-6•简介:ER70S-6是一种通用型药芯焊丝,适用于多种材料的焊接。
•特点:具有良好的流动性、抗氧化性和抗裂性,适用于焊接碳钢、低合金钢等材料。
•应用场景:适用于一般石油化工、电力工业等承压设备的焊接。
2. ER80S-G•简介:ER80S-G是一种低合金高强度药芯焊丝。
•特点:具有较高的抗拉强度、耐热性和耐腐蚀性,适用于焊接高强度低合金钢。
•应用场景:适用于航空航天、压力容器等承压设备的焊接。
3. ER347•简介:ER347是一种不锈钢药芯焊丝,主要由铬、镍和钛等元素组成。
•特点:具有良好的耐腐蚀性和抗热裂性,适用于焊接不锈钢和耐热合金。
•应用场景:适用于石油化工、电力工业等承压设备中对不锈钢材料的焊接。
注意事项1.在选择承压设备用药芯焊丝时,应根据具体的承压设备类型、使用条件和材料要求进行选择。
2.在使用承压设备用药芯焊丝进行焊接时,应注意控制焊接参数,保证焊缝质量。