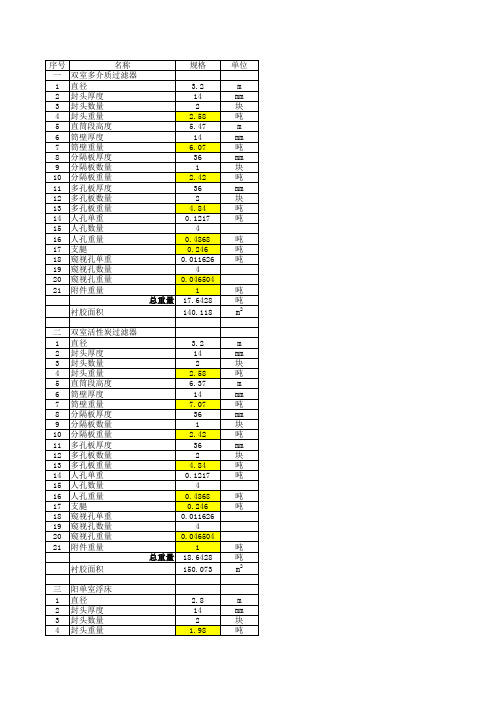
衬胶面积计算
- 格式:xls
- 大小:20.50 KB
- 文档页数:2

橡胶衬里1 概述橡胶衬里具有防护金属或其它基体免受多种介质侵蚀的能力。
各种橡胶衬里不仅能耐受酸、碱、无机盐及很多有机物的腐蚀,而且具有良好的综合性能,如弹性、耐磨性、抗冲击性、耐弯曲性、吸震性及与金属或其它基体的粘合性能。
橡胶衬里广义上是指“衬胶”技术,即在金属或其它基体上衬贴橡胶材料,形成连续、封闭性隔离层以防护介质对基体的侵蚀、磨蚀等物化损伤。
橡胶衬里在工业上应用已有100多年的历史。
在行业处于天然橡胶加工的时代,橡胶衬里主要采用热硫化(以硫化罐法为主)硬质、半硬质胶,以提高其抗腐蚀和粘接性能。
随着高分子材料的发展,多种合成橡胶(氯丁、丁基、卤化丁基、乙丙、氯磺化聚乙烯、丁腈、氟橡胶)及其它材料逐渐引入了橡胶衬里,使其在耐酸、碱、油、耐热、抗冲击、高弹等性能上有了实质性进展。
近二十年来为满足大型设备的防腐蚀要求,衬胶技术也在不断进步。
常压蒸汽硫化、热水硫化衬胶工艺日臻完善,自然硫化、预硫化衬胶也已经大面积推广应用。
此外液态(溶液、乳液、悬浮液、无溶剂液体)橡胶材料的防腐蚀涂层及热塑性弹性体的热喷涂工艺,也在一定领域中趋向实用。
橡胶衬里防腐性能可靠,施工简便、快捷,且成本较低,在各种防腐措施中占有重要地位,特别是在承受复杂应力和强烈腐蚀的苛刻工作条件下及大型设备容器的防腐蚀方面,橡胶衬里更是首选的重要方法之一。
10.2 术语与分类10.2.1 术语(1)橡胶衬里:在金属或其它基体上贴衬橡胶材料,形成连续、封闭性隔离层以防护介质对基体的侵蚀、磨蚀等物化损伤。
(2)衬里用橡胶板:将橡胶及其配合剂混合后,进行混炼、返炼,然后经挤出机或压延机生产的厚度大于1mm的橡胶板。
(3)硬胶:俗称胶木胶,是具有极高化学饱和度的橡胶,邵尔D硬度可达70~85度。
天然橡胶、丁苯橡胶、丁腈橡胶以及异戊二烯橡胶等都可制成不同特性的硬质胶,其抗腐蚀性能比相应的软质胶要好,范围也宽,但耐磨、抗冲击性能较差。
硬质胶与金属的粘接强度高,只要硫化充分就可获得理想的硬质衬里。

电厂用水处理设备质量验收标准标准性质:强制性发文单位:电力工业部标准号:DL 543-94标准状态:制定有效性:现行发布日期:1994-05-30实施日期:1994-11-01标准简介:中华人民共和国电力行业标准电厂用水处理设备质量验收标准DL 543-94Quality Inspection Standard for Water Treatment Equipment Used in PowerPlant中华人民共和国电力工业部1994-05-30批准1994-11-01实施1 主题内容及适用范围本标准规定了电厂用水处理设备的验收技术要求、检验方法、标志、包装、运输、贮藏及现场验收规则等要求。
本标准适用于电厂用机械过滤器类、离子交换器类、除二氧化碳器类及酸、碱贮存槽、计量箱等水处理设备,也适用于防腐管道附件等的质量验收。
2 引用标准JB2932-86 水处理设备制造技术条件GB150-89 钢制压力容器JB/Z360-89 水处理设备技术文件JB2880-81 钢制焊接常压容器技术条件GB5575-85 化工设备衬里用未硫化橡胶板CD130A16-85 橡胶衬里设备技术条件HGJ32-90 橡胶衬里化工设备ZBJ98004-87 水处理设备原材料入厂检验ZBJ98003-87水处理设备油漆、包装技术条件第一篇材料3 技术要求3.1 制造水处理设备所用材料的质量及规格应符合相应的国家标准、部标和有关技术条件要求,并具有质量保证书。
3.2 设备本体材料应按GB150-89《钢制压力容器》选用。
3.3 水处理设备主要原材料的入厂检验应符合ZBJ98004-87《水处理设备原材料入厂检验》。
3.4 焊接钢制受压元件使用的焊条,应符合GB981~984-85《焊条》的规定,焊丝应符合GB1300-77《焊接用钢丝》的规定。
3.5 设备上连接管道的法兰和几何尺寸相类似的锻件按JB74-85-59《管路法兰》的规定。

衬里工业管道施工工艺标准QDICC/QB127-20021、适用范围本工艺标准适用于钢管衬里管道的预制、安装工程。
2、施工准备2.1图纸准备2。
1。
1根据设计图将管线编号,现场放线测量并绘制每条管线的单线图.2。
1.2根据衬里的工艺要求,在单线图上确定每条管线的自由管段及封闭管段并进行编号。
2.1.3编制每条管线的自由管段的预制图。
确定自由管段的预制尺寸时应注意扣除法兰垫片及翻边衬里层、阀门、仪表一次元件所占的长度。
2.1。
4绘制自由段预制图时,应结合仪表专业图纸确定管路开孔位置并设置接管座。
2。
1。
5橡胶衬里钢管管段的预制长度应符合硫化工艺的要求,具体可按下表确定.2。
2 材料要求2.2.1检查管道组成件、管道支撑件及衬里材料的材质、规格、型号、质量应符合设计文件的规定,并按国家现行标准进行外观检验,不合格者不得使用。
其中三通尽量采用成品拉制三通.2。
2.2合金钢管道组成件应采用光谱分析或其他方法对材质进行复查,并做好标记。
2.2。
3存在下列情况的材料应进行材质复检:1)钢号、炉批号、规格型号与质量证件不符;2)质量证件中,关键参数不清或有异议;3)规定质量证件中应有的有关实验数据或参数而文件中未列出或没有注明。
2.2。
4 施工用消耗材料:电焊条、电焊丝、钨极棒、砂轮片、氩气、氧气、乙炔气等应有制造厂产品质量证明书.焊丝经除锈、除油脂、油漆;电焊条经烘烤、保温后,按焊条管理要求发放领用。
2。
3 预制场地与设备、机具准备:2。
3。
1铺设与预制管段相适应的预制钢板平台。
2.3。
2在钢板平台上预制卡具。
直管段预制卡具应保证管段两端法兰平行度且能保证两端法兰角度一致.以便于以后管道安装连接。
2.3。
3机具设备准备:磨光机、无齿锯、磁力半自动切管机、电焊机、氩弧焊机、坡口机、钻床、等离子切割焊机、焊条恒温箱、焊条烘干箱、去湿机、射线探伤机、搅拌机、空气压缩机、电磁检漏仪、中频加热设备(或火焰加热器)、硫化炉等。

重量换算成平米是58平米/吨,管支架30平米/吨。
焊口数,是10米按1.27个口算量。
管廊上,做跨接线,需要套两个定额,跨接线和构件接地(含材料)。
如果河北省没有跨接线定额需要套避雷引下线加上主材价格。
法兰跨接线,只做跨接线即可。
设备构件接地:大设备4处,小设备2处,泵按1处长方形的周长=(长+宽)×2正方形的周长=边长×4正方形的面积=边长×边长三角形的面积=底×高÷2平行四边形的面积=底×高长方形的面积=长×宽梯形的面积=(上底+下底)×高÷2直径=半径×2半径=直径÷2圆的周长=圆周率×直径= 圆周率×半径×2圆的面积=圆周率×半径×半径圆柱的底面积公式就是圆形的计算公式。
已知底面直径求底面积:(直径÷2)²×3.14已知底面半径求底面积:半径²×3.14拱面积=2*3.14*SR(曲直半径)*拱高长方体的表面积= (长×宽+长×高+宽×高)×2 长方体的体积=长×宽×高正方体的表面积=棱长×棱长×6正方体的体积=棱长×棱长×棱长圆柱的侧面积=底面圆的周长×高圆柱的表面积=上下底面面积+侧面积圆柱的体积=底面积×高圆锥的体积=底面积×高÷3长方体(正方体、圆柱体)的体积=底面积×高阀门类型:Z 闸阀J 截止阀L 节流阀Q 球阀D 碟阀H 止回阀和底阀G 隔膜阀A 安全阀T 调节阀X 旋塞阀Y 减压阀S 疏水阀DZ电磁阀O 电磁动传动方式:1.电磁一液动2.电一液动3.蜗轮4.正齿轮转动5.伞齿轮转动6.气动7.液动8.气一液动9.电动其它手轮、手柄、板手无号表现边接方式;1.内螺纹2.外螺纹3.法兰(用于双弹簧安全阀)4.法兰5.法兰(用于杠杆式、安全门、单弹簧安全门)6.焊接7.对夹8.卡箍9.卡套示密封面或衬里:T 铜合金H 合金钢B 锡基轴(巴承合金氏合金)Y 硬质合金X 橡胶J 硬橡胶SA聚四氟乙烯SB聚三氟乙烯SC 聚氟乙烯SD酚醛塑料SN尼龙表现阀体材料:Z 灰铸件(一般不表现)X 可锻铸铁Q 球墨铸铁T 铜合金B 铅合金II铬钼合金钢L 铬合金P 铬镍钛钢V (II)铬钼钒合金钢R 铬镍钼钛钢 F 氟塑料P 皮革(渗硼钢)S 塑料D 渗氮钢CJ衬胶TC搪磁CS衬塑料CQ衬铅W 密封圈由阀体加工 C 碳钢(一般不表现)G 硅铁。
中华人民共和国电力行业标准电厂用水处理设备质量验收标准DL 543--94 Quality Inspection Standard for Water Treatment Equipment Used in Power Plant1 主题内容及适用范围本标准规定了电厂用水处理设备的验收技术要求、检验方法、标志、包装、运输、贮藏及现场验收规则等要求。
本标准适用于电厂用机械过滤器类、离子交换器类、除二氧化碳器类及酸、碱贮存槽、计量箱等水处理设备,也适用于防腐管道附件等的质量验收。
2 引用标准JB2932--86 水处理设备制造技术条件GBl50--89 钢制压力容器JB/Z360--89 水处理设备技术文件JD2880--81 钢制焊接常压容器技术条件GB5575--85 化工设备衬里用未硫化橡胶板CDl30A16--85 橡胶衬里设备技术条件HGJ32--90 橡胶衬里化工设备ZBJ98004--87 水处理设备原材料入厂检验ZBJ98003--87 水处理设备油漆、包装技术条件第一篇材料3技术要求3.1制造水处理设备所用材料的质量及规格应符合相应的国家标准、部标和有关技术条件要求,并具有质量保证书。
3.2设备本体材料应按GB150--89《钢制压力容器》选用。
3.3 水处理设备主要原材料的入厂检验应符合ZBJ98004--87《水处理设备原材料入厂检验》。
3.4焊接钢制受压元件使用的焊条,应符合GB981~984—85《焊条》的规定,焊丝应符合GB1300—77《焊接用钢丝》的规定。
3.5设备上连接管道的法兰和几何尺寸相类似的锻件按JB74—85—59《管路法兰》的规定。
3.6设备容器法兰和几何尺寸相类似的锻件按JBll57—1164—82《压力容器法兰》的规定。
3.7硬聚氯乙烯板应符合GB4454—84《硬聚氯乙烯板材》的规定。
管材应符合GB4419—84《化工用硬聚氯乙烯管材》的规定。
其他塑料板及管材应符合相应标准的规定。
橡胶衬里施工技术方案工程名称:热电联供车间阴、阳床内部衬胶编制单位:一、总则我公司以一流的产品质量、一流的技术,以客户至上的精神,保质保量的完成“热电联供车间阴、阳床内部衬胶”1。
1根据“衬胶设备”1.2根据相关标准1.3根据贵公司各种胶板及内衬的施工规范.工程概况:二、材料来源1.所有衬里的施工均由我公司承担。
2.所有材料将视我公司施工进度提前发至建设工地现场,提供合格证和发货清单给甲方,在甲方对其供货渠道和质量认可后方可开始施工。
3.材料经需方认可后存放于事先准备好的仓库中。
三、材料介绍1.预硫化丁基胶板性能预硫化丁基胶板 P-CIIR-28 2㎜,完全满足介质腐蚀耐磨损的要求,有关物理化学指标如下:橡胶衬里组分:橡胶衬里的物理性能:(预硫化丁基胶板P—CIIR-28)胶板物化性能表底涂材料的性能粘接剂材料性能:1.硫化丁基胶衬里工艺预硫化橡胶板衬里工艺规程1.目的规范预硫化橡胶板衬里各道工序作业。
2.适用范围预硫化橡胶板防腐衬里。
3。
引用标准GB18241.1—2001 橡胶衬里第一部分设备防腐衬里HGJ32-1990 橡胶衬里化工设备4.职责技术部:负责控制工艺规程实施过程中的操作性及工艺修订工作。
质检部:负责各道工序质量控制,协助工艺规程修订。
生产部:负责工艺规程的实施工作,并及时反馈意见,协助工艺规程修订.5。
预硫化橡胶板衬里工艺流程钢体检查处理胶板准备喷砂胶粘剂制备下料清洗涂底涂料打毛清洗检查处理封口验收6.橡胶衬里设备检查处理6.1橡胶衬里设备、管道及管件结构设计制作应符合HGJ32-90标准中第4条规定。
6.2橡胶衬里设备金属壳体的制造、试验及验收执行HGJ32—90标准中第5条规定。
6。
3新制设备钢板表面应符合GB8293-88标准中A、B两种表面要求。
6。
4橡胶衬里设备壳体表面缺陷足以影响衬里质量时,必须在衬里施工前进行补焊、打磨处理.6.5橡胶衬里设备应符合图纸设计要求,并在衬里施工前完成所检查、处理、验收工作.6.6橡胶衬里设备设计时需热处理,必须在衬里施工前按设计要求进行处理.7.预硫化橡胶板衬里工艺7。
橡胶衬里工艺规程1 总则1.1 本规程适用于金属设备、管道及管件的橡胶衬里工程。
常用的橡胶衬里天然橡胶板新旧牌号对照参照表1。
表1 常用天然橡胶板新旧牌号对照表1.2 设备、管道及管件的金属表面以软、硬橡胶作为覆盖层,能耐化学介质的腐蚀。
天然橡胶的耐腐蚀性能见表2。
表2 天然橡胶的耐腐蚀性能1.3 常用硫化胶的物理机械性能见表3。
表3 常用天然橡胶的物理机械性能1.4 橡胶衬里在下列温度范围内保持其耐热稳定性:1.4.1 软橡胶在65~70℃范围内;1.4.2 硬橡胶在30~60℃范围内;1.4.3 当受热时间为1~2小时,温度在80℃以下,软硬橡胶均可满足耐热要求。
2 橡胶的质量要求和保管2.1 胶料的质量要求2.1.1 胶板表面完整平滑、无波纹、气泡、裂纹和打皱等缺陷。
2.1.2 胶板两侧及尾部应整齐,没有毛边、锯齿,厚薄均匀一致。
胶板规格、宽度800~1000毫米,长10米以上,厚度(1)1.5±0.25毫米,(2)2±0.25毫米,(3)3±0.5毫米;2.1.3 胶板应无杂质和自然硫化现象;2.1.4 胶桨胶料应能全部溶于溶剂汽油中;2.1.5 硬质胶桨与金属结合扯离强度达4MPa以上。
2.2 胶板保管2.2.1 胶板应用垫布卷在木轴上并悬挂在支架上,避免挤压,互相粘结;2.2.2 胶板应保管在通风良好的半暗库内,避免阳光直射或温度过高(应离热源2米以上)而产生老化现象;2.2.3 保管库内温度一般为5~25℃左右,其相对湿度在40~50%左右;2.2.4 贮存胶板时应避免与液体燃料、油类、酸、碱或其它易燃物质接触;2.2.5 凡自行加工的胶板,每卷不得超过50公斤,否则受压变形。
胶板上应用细布或塑料作垫布,卷在木轴上,不应用滑石粉代替垫布。
2.3 胶桨2.3.1 配制方法和要求2.3.1.1 配制时先将胶桨板表面的杂物除去(如滑石粉、棉绒毛等),然后用剪刀将胶板剪碎,置于配料桶中,注入溶剂汽油在常温下搅拌。
中华人民共和国电力行业标准电厂用水处理设备质量验收标准DL 543-94 Quality Inspection Standard for Water Treatment EquipmentUsed in Power Plant中华人民共和国电力工业部1994-05-30批准1994-11-01实施1 主题内容及适用范围本标准规定了电厂用水处理设备的验收技术要求、检验方法、标志、包装、运输、贮藏及现场验收规则等要求。
本标准适用于电厂用机械过滤器类、离子交换器类、除二氧化碳器类及酸、碱贮存槽、计量箱等水处理设备,也适用于防腐管道附件等的质量验收。
2 引用标准JB2932-86 水处理设备制造技术条件GB150-89 钢制压力容器JB/Z360-89 水处理设备技术文件JB2880-81 钢制焊接常压容器技术条件GB5575-85 化工设备衬里用未硫化橡胶板CD130A16-85 橡胶衬里设备技术条件HGJ32-90 橡胶衬里化工设备ZBJ98004-87 水处理设备原材料入厂检验ZBJ98003-87水处理设备油漆、包装技术条件第一篇材料3 技术要求3.1 制造水处理设备所用材料的质量及规格应符合相应的国家标准、部标和有关技术条件要求,并具有质量保证书。
3.2 设备本体材料应按GB150-89《钢制压力容器》选用。
3.3 水处理设备主要原材料的入厂检验应符合ZBJ98004-87《水处理设备原材料入厂检验》。
3.4 焊接钢制受压元件使用的焊条,应符合GB981~984-85《焊条》的规定,焊丝应符合GB1300-77《焊接用钢丝》的规定。
3.5 设备上连接管道的法兰和几何尺寸相类似的锻件按JB74-85-59《管路法兰》的规定。
3.6 设备容器法兰和几何尺寸相类似的锻件按JB1157~1164-82《压力容器法兰》的规定。
3.7 硬聚氯乙烯板应符合GB4454-84《硬聚氯乙烯板材》的规定。
管材应符合GB4419-84《化工用硬聚氯乙烯管材》的规定。