台达自动化产品在往复裁板锯上整合应用
- 格式:pdf
- 大小:151.52 KB
- 文档页数:3

在锯片往复式裁板机上应用可编程序控制器的设计
吕荣
【期刊名称】《木工机床》
【年(卷),期】1992(000)002
【摘要】1.引言BJC2125锯片往复式裁板机是我厂生产的一种卧式重型下料锯,可以加工2000×2500mm,总厚度达70mm 的多层刨花板、纤维板、胶合板和木板。
机床工作时,上、下料、测量等由人工完成,劳动强度大、效率低、安全系数低,且精度差,严重影响整机性能。
如果进料、锯切、输送、测量等由机床自动完成,则可克
服上述缺点,还较大地提高整机性能和工作效率。
可编程序控制器(以下简
【总页数】6页(P38-43)
【作者】吕荣
【作者单位】牡丹江木工机械厂
【正文语种】中文
【中图分类】TS642
【相关文献】
1.永宏PLC在锯片磨齿机上的应用 [J], 滕浩;;;
2.可编程序控制器在牵伸卷绕机上的设计及应用 [J], 纪志祥
3.小型CPIE可编程序控制器在粉体包装机上的应用 [J], 于振武
4.多色胶印机上应用可编程序控制器 [J], 李广禄
5.数控裁板锯锯片快速装夹机构的设计与分析 [J], 肖志群;秦振伟;罗必凡
因版权原因,仅展示原文概要,查看原文内容请购买。

案例精选Interview台达SCARA 机器人点胶方案实现快速换线免治具作业中达电通股份有限公司项目背景点胶,就是将产品工艺中的胶水或者其他液体精准地点滴、灌注、涂抹到精准位置的过程。
在诸如手机、 电路板、电脑、led 灯等种类繁多的电子产品生产加工中,都需要点胶这道工艺。
台达应用SCARA 机器人推岀 的解决方案可以显著提高点胶精度,助力精密电子产品的加工生产。
台达SCARA 机器人点胶方案设备构成如图1 所示。
-CWIMSIWJ口AUIHMI图1台达SCARA 机器人点胶方案设备构成最早的点胶为手动点胶机,也就是半自动点胶机, 由于缺少了机械运动部分,只能人工的手持岀胶头,在 所需的点胶产品上进行点胶操作,不仅精度无法保证, 生产效率也大打折扣。
项目方案SCARA 机器人作为一种圆柱坐标型的工业机器人,具有四个轴和四个运动自由度,包括X 、Y 、Z 方向的平动 自由度和绕Z 轴的转动自由度。
SCARA 系统在X 、Y 方向上具有顺从性,而在Z 轴方向具有良好的刚度,特别适合于 装配工作。
SCARA 机器人的另一个特点是其串接的两杆结构,类似人的手臂,可以伸进有限空间中作业然后收回,适合于搬动和取放物件。
台达SCARA 机器人点胶方案由四块模组构成,即机械手臂模组实现运动控制功能,具有自动控制、自动调 整、及时换线的特性;视觉模组可以实现自动抓拍产品坐标及时换线的功能;传送模组负责输送定位,具有免治具 作业,及时换线的特点;工安模组可以及时监控及报警, 及时停止及启动光栅保护功能。
台达SCARA 机器人点胶方案系统架构如图2所示。
图2台达SCARA 机器人点胶方案系统架构项目总结依托台达SCARA 机器人的点胶方案,具有占地空 间小,精度高,速度快的特点,同时可以实现随线点胶,提高3C 电子产品的产线生产速度,特别适用于电子 组装,如涂胶、锁螺丝、焊锡、插件、取放、移载等工艺,也适合金属、橡胶、塑料制造等行业。

台达A2伺服在模切机上的应用前言:模切机是模切压痕设备的统称。
模切包括按模板压痕和按模板压切。
用钢刀将印品压切成单个图形的产品称作模切;利用钢线在印品上压出痕迹或者留下弯折的槽痕称作压痕。
模切主要用于商标,不干胶及电子行业。
模切机对生产速度和精度要求很高,目前市场上用的较多的控制架构是PLC 发脉冲控制伺服或步进;本文提供另一种新颖的方法,介绍A2伺服的PR 模式用在平压平型模切机上。
一、 设备主要结构光电传感器拖料信号拖料伺服实际照片如下图:平压平型模切机的模切版台和压切机构的形状都是平板状的。
模切版被固定在平整的版台上,被加工板料放在压板上。
工作时,模切版台固定不动,压板通过曲轴连杆作用往复运动,使得版台与压板不断地离合。
当版台与压板与开时,给一拖料信号给A2伺服,A2伺服按照要求送一次料。
之后,版台与压板合压一次,便实现一次模切。
二、工艺流程模切机的工作流程模式有程控和光控,光控相对复杂。
1.光控模式:用在材料上有色标的场合,要求每次切割位置相对色标是固定的。
光控的过程如下(参考下图):当A2伺服收到拖料信号后,开使进行送料,在走的过程中,如果已送料的长度小于盲区长度的大小,此时,即使有色标信号,伺服也不理会;当已送料长度大于盲区长度后,伺服捕捉此后出现的第1个色标,当碰到色标信号后,伺服以碰到色标的位置为起点,再走窗口的距离,然后停止。
如果,色标信号一直不出现,伺服就以一开始的速度走设定的送料长度。
2、程控模式:一般用在材料上没有色标的场合,当A2伺服收到拖料信号后,伺服走一固定的距离,也就是设置的送料长度。
三、功能实现目前世面上大多数模切机的控制由PLC发脉冲控制步进或普通伺服,盲区和窗口都是由PLC判断,此种方式的缺点在于,当PLC碰到色标后再发指定窗口脉冲数,即使发的窗口脉冲数是正确的,由于伺服存在跟随误差,最终的切割位置还是会有所偏离色标信号。
为避免这种情况,一般PLC程序会做处理,也就是当碰到色标信号后,先发出CCLR信号(清除脉冲误差量),同时发出窗口的脉冲数,这可以提高部分精度。

台达机电产物在砌块成型机上的应用由于建筑行业的迅猛开展,对于各种型号的砖构件需求量日益加大。
用于建筑业的砖构件原材料粘土日益减少,而且地盘回生能力很弱,原先制砖对地盘撑持消耗巨大;而且实心红砖产物型号单一,难以满足各种场所的应用要求。
国家已出台文件将在近几年关闭所有实心粘土烧制砖的砖窑,以砌块成型砖取而代之。
再加上砌块成型砖在质量上较之于传统的烧制砖有明显的优势,成型速度也很快,而且是自然枯燥,因此将成为未来制砖行业的主流。
本文结合台达机电自动化产物的集成应用工程介绍砌块成型机自动化道理。
2 砌块机的机械布局及工作道理2.1工艺流程〔图1〕2.2 主体布局砌块机主要包罗 4局部:液压系统、;主机〔主要包含机体、布料小车、模头、模模具、振动箱、配料箱等〕;出砖输送带;电控柜,如图2所示。
1〕液压系统。
液压系统主要功能在于控制模头、模箱的升降,因为液压的平稳加压,使设备能保持不变,不会有太大冲击。
有的机型还用液压系统控制振动电机〔即油泵电机〕,以此来代替普通电机,解决了普通电机经常会烧毁的问题。
〔2〕主机。
主机整个机架由焊工焊接而成〔图3〕。
此中模具采用线切割加工工艺制造,包管砌块砖光滑无毛刺,尺寸精准;对于振动电机,原客户使用普通电机,由于频繁起停,经常造成电机烧毁,虽然颠末屡次改造,亦不克不及解决底子问题,于是采用了油泵振动电机,此举解决了电机烧毁的问题,但又呈现漏油的短处。
而操纵变频器的限流来庇护电机,效果明显,但因本钱问题存在推广难度。
〔3〕出砖输送带〔图4〕。
出砖局部主要功能是将成品砖送离砌块机。
扫灰电机的作用主要是将落在成品砖上的废料清理掉,这样凉干后就不会有废料粘在上面,保持砖头的清洁。
〔4〕模具〔图5〕。
模具永远是各种成型机械的关键组件。
砌块机模具首先通过精确的计算机CAD设计,然后由高精度数控加工中心为核心的加工设备加工与先进的处置工艺,最后是高级工程技术人员操纵丰富经验反复调试,得到型腔精度高,上下模间隙均匀一致,具有抱负的硬度和使用寿命,缔造出可不雅的经济效益。

台达A2伺服在大幅面激光切割机上应用伺服数控产品处应用工程师张广伟关键词:龙门结构、大幅面、高解析智能伺服、双伺服同驱、第二编码器反馈1. 引言今天,CN技术和激光加工切割新技术已经广泛应用于金属,皮革,广告雕刻等切割加工领域。
与传统的切割加工方法相比,借助于CAM技术,CNC激光切割机可以灵活的加工出工件,切割速度更快,成本更低。
但是因为机械设计原因,一般的激光切割机的幅面只能维持在2mX3m的有效工作范围。
,要突破这一范围,两个方向的机械丝杆将会很长,直径相对较粗,这样无疑降低了机械刚性,很容易产生共振。
而且为了克服丝杆直径增加的转动惯量,伺服马达的电机转矩以及惯量都要相应的加大,同时为了保证精度,加工速度无法加快。
而采用新型的龙门机构设计的大幅面机器,幅面跨度可能达到3mx5m有效的加工行程,使用了安装在床身侧面的导轨设计,激光头纵向位移轴就可以方便的以门字形结构跨坐在横向位移导轨上,同时位移由横向两个伺服马达同步位移驱动两根丝杆来完成横向位移,如下图所示,这样负载的重量就有2边导轨和丝杆分开来承受,就可以很好的解决大幅面机械,幅面过大,机械刚性不足的问题。
解决了机械上的问题,那怎么样才能很好的驱动电机使两边的伺服马达能够保持高精度的位置同步呢?本文就以龙门激光切割机为案例,详述了如何利用台达A2伺服独有的龙门同驱功能,仅以一路脉冲命令作为命令来源,即可实现两个伺服马达之间的高精度同步控制方案。
2. 台达高精度龙门同驱方案传统的龙门同驱电机控制,往往借助于上位控制器单元来协调,如果上位控制器是脉冲机型的,就只能通过伺服轴COPY功能来实现,或者上位控制器是电压命令型CNC,CNC输出两路模拟量电压,同时将两颗同步伺服的编码器信号反馈到位置环,同时两直线轴之间实现插补同步运动和半闭环控制。
但是,无论是以上何种方式,都需要上位控制器的配合,需要独立的两路命令通道才能够控制两轴同驱。
与传统龙门同驱控制架构相比,新的A2控制方式,无需修改上位控制器的硬件接口设置和参数设计,只需要改变上位控制器和A2伺服接线,以及设定相应的参数既可以实现双伺服同驱功能,这是A2伺服运动控制的一大特色功能。


38F o c u s聚焦■绿色环保台达为金属压铸产品制造商导入 绿色智能工厂升级方案★台达集团在制造数字化趋势以及业务发展的促进下,某 以厨房卫浴设备产业相关的装饰品、设备的制造为主 的金属压铸产品制造商,通过加大投入,对制造系 统持续升级,以保持企业的竞争力。
在其新建大型厂 区,全面导入自动化生产的系统,实现整体制造、厂 务、能源的可视化管理,达成绿色智能工厂。
台达绿色智能工厂架构制造及能源可视化设备控制及联网K网建霊控1^■满仪表@厂务及能*糸W图1台达绿色智能工厂解决方案1实施与应用此项目为新厂建设,预估投产后可为集团再增 加17%〜18%的产能,成为公司未来几年营运成长的 动能。
在整个导入的过程中,台达业务工程团队积极 与客户沟通,多次实地诊断,精准掌握现场情况以 及客户需求:为生产设备打造可视化平台,通过数 据收集和分析呈现实时运转状态、能耗情况,确保正 常生产;针对空调、照明、电梯等厂务设施同步导入 节能、智能监控管理方案,在收集运行数据的同时,也可通过能源信息分析管理体系,规范能源使用的行 为,降低能源消耗,提高能源使用效率。
对此,台达阶段性导入自动化驱动、控制、感 测、监控等设备在各项厂务设备中,再将制程、厂 务设备串连至中央监控系统(SCADA工业组态软件 DIAView)以及能源管理系统(DIAEnergie),通过 数据收集和分析可以实时监视厂区各设备的运转状 态、耗能状况,确保生产正常。
在双方的协同合作之 下,一个专属的绿色智能工厂逐渐成形。
项目幵始实际执行时,台达依客户需求和规划,首先进行设备节能,将变频器、电能回馈设备等提高 能源使用效率、电能回馈的产品,导入在如空调、水 处理等高能耗设备中,打造高效节能的厂务系统。
其 次,针对厂内主要的油、电、水、气等相关能耗设 施,包括照明、空调、水处理、电力监控等,安装台 达的控制器及智能电表,进行各项设备的运作控制、排程、以及用电监测和收集等。
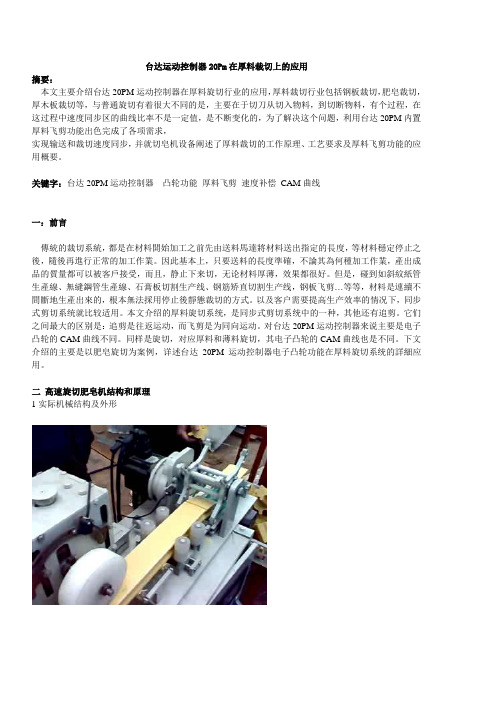
台达运动控制器20Pm在厚料裁切上的应用摘要:本文主要介绍台达20PM运动控制器在厚料旋切行业的应用,厚料裁切行业包括钢板裁切,肥皂裁切,厚木板裁切等,与普通旋切有着很大不同的是,主要在于切刀从切入物料,到切断物料,有个过程,在这过程中速度同步区的曲线比率不是一定值,是不断变化的,为了解决这个问题,利用台达20PM内置厚料飞剪功能出色完成了各项需求,实现输送和裁切速度同步,并就切皂机设备阐述了厚料裁切的工作原理、工艺要求及厚料飞剪功能的应用概要。
关键字:台达20PM运动控制器凸轮功能厚料飞剪速度补偿CAM曲线一:前言傳統的裁切系統,都是在材料開始加工之前先由送料馬達將材料送出指定的長度,等材料穩定停止之後,隨後再進行正常的加工作業。
因此基本上,只要送料的長度準確,不論其為何種加工作業,產出成品的質量都可以被客戶接受,而且,静止下来切,无论材料厚薄,效果都很好。
但是,碰到如斜紋紙管生產線、無縫鋼管生產線、石膏板切割生产线、钢筋矫直切割生产线,钢板飞剪…等等,材料是連續不間斷地生產出來的,根本無法採用停止後靜態裁切的方式。
以及客户需要提高生产效率的情况下,同步式剪切系统就比较适用。
本文介绍的厚料旋切系统,是同步式剪切系统中的一种,其他还有追剪。
它们之间最大的区别是:追剪是往返运动,而飞剪是为同向运动。
对台达20PM运动控制器来说主要是电子凸轮的CAM曲线不同。
同样是旋切,对应厚料和薄料旋切,其电子凸轮的CAM曲线也是不同。
下文介绍的主要是以肥皂旋切为案例,详述台达20PM运动控制器电子凸轮功能在厚料旋切系统的詳細应用。
二高速旋切肥皂机结构和原理1实际机械结构及外形Drive HMI如上图所示,左为一测米轮,右为切刀,侧米轮后带一2000线的编码器,,2,电气控制原理上图所示为电气控制原理,图中分为送料单元和剪切单元,送料单元通过20PM上的DA卡,给变频器一0--10v的信号控制送料速度,剪切单元由20PM,根据HMI设定的长度,以及编码器反馈的物料的速度和位置,控制剪切伺服动作,对肥皂进行定长裁切。

台达伺服系统在CNC雕刻机上的应用
本文在分析CNC雕刻机加工性能需求的基础上,结合惯量匹配浅谈如何将台达伺服系统合理的应用在CNC雕刻机上。
1 引言
随着中国创造业品牌建设工程的启动,五金、广告制品等行业对高速高精度雕刻机的的需求与日俱增。
例如在经济发达的华东地区市场需求达到几千台高速高精度雕刻机。
高速高精度雕刻机设备日益成为CNC(计算机数字控制)技术的应用领域。
雕刻机是用于广告、模具类产品生产加工专用加工设备。
因为产品的市场变幻比较频繁,所以雕刻机不但要求一次性选购价格以及初始功能,还要求产品的升级应用能力。
市场的需求是变化无常的,惟独具有率先的技术开发能力和升值潜力的产品,才干延伸产品的用法寿命,开辟产品的用法范围。
2 CNC雕刻机进给系统
2.1 进给系统简介
CNC雕刻机进给系统主要任务是将滑动件(工作台或主动头、立柱等)沿着导轨,依命令速率平稳的运动。
进给系统除了考虑机械传动元件的设计外,还牵涉到伺服定位控制问题。
所以说,本质上进给系统是机电一体化集成系统,系统使加工工件或刀具能依既定的速度、位置、做高精度的移动,参见图1。
图1 控制流程图和系统框架
而一台好的CNC雕刻机要具备稳定性好、精度高以及迅速响应的特性。
那么,要实现这样的条件,要考虑到的重要的环节就是:惯量匹配和
第1页共5页。

Scial食品加工与包装科技44 食品安全导刊 2018年5月(接上页)近年来,包装工业发展十分迅猛,行业总体产值已达到万亿级,行业年复合增长率约为17.98%,其中纸质包装行业是国内包装业产值最大的子行业之一,几近占据半壁江山。
包装产业的迅速发展对包装机械提出了更多、更高的要求,包装机械产业也在配合产业自动化趋势,朝着机械功能多元化、结构设计标准化及模组化、控制智能化和结构高精度化方向发展,并向高科技的包装设备产业方向研发。
立体间歇式包装机是包装机中非常重要的一个分类,其自动化程度较高、性能稳定,被广泛应用于化妆品、药台达自动化解决方案助力立体间歇式包装机提高效率和可靠性□ 台达 供稿品、食品、保健用品、音像制品、文具用品、日用品等外包装的生产。
针对立体间歇式包装机的需求特点,台达开发了包含台达可编程控制器(PLC)、伺服驱动器以及人机界面(HMI)等自动化产品在内的解决方案,可大幅提高机台性能,解决包装机高速运行与停止切场占据领先地位;②进一步改善在西班牙市场的排名,在今后几年内进入最佳矿泉水的前十位;③确立产品出口的支柱地位,将出口量扩大到20%以上;④实现整体增长,近期目标是2018年增长100%,长期目标是到2024年增长200%(以2014年的销量作为基数)。
“我们希望在国内和国际层面将Fuensanta 提升为天然矿泉水的一个优质品牌,ErgoBloc L 就是一个标志”,Esther Cueli Vicente 说。
“我们必须感谢克朗斯对我们圆梦之路所提供的支持。
”以非碳酸水为主西班牙共有大约80家矿泉水企业,总销售额约10亿欧元。
根据西班牙矿泉水协会ANEABE 的统计数据,全部西班牙天然矿泉水灌装商在2015年总计增长6.3%,大约为55亿升,借此,西班牙成为继德国、意大利和法国之后的欧洲第四大矿泉水灌装国,其消费量甚至居第三位。
西班牙人每年人均消费矿泉水约120升,相当于每天饮用一水杯。

台达G系列变频器在全自动砌块成型砖机上的应用引言随着科技的不断进步,越来越多的自动化设备被广泛应用于各个行业。
其中,全自动砌块成型砖机作为建筑行业的重要设备之一,其效率和生产质量对于整个工程的进行都起着至关重要的作用。
而台达G系列变频器作为一种关键的电气控制设备,在全自动砌块成型砖机上的应用也变得越来越普及。
台达G系列变频器的概述台达G系列变频器是一种高性能的变频驱动器,广泛应用于各类机械设备中。
该系列变频器采用了先进的矢量控制技术,具有运行平稳、控制精度高、响应速度快等优点。
在全自动砌块成型砖机上的应用,可以帮助提高生产效率,降低能耗,并实现更加精准的控制。
台达G系列变频器在全自动砌块成型砖机上的应用优势1. 提高生产效率台达G系列变频器通过精确的速度控制,可以根据生产需求和材料特性灵活调整砌块成型砖机的工作速度。
这样可以实现生产过程中的快速切换,节约时间,并大幅提升生产效率。
2. 降低能耗砌块成型砖机通常需要大量的动力驱动,传统的电机控制方式无法有效地利用能源。
而台达G系列变频器通过调整电机的转速和输出功率,可以实现按需供电,避免能源的浪费,从而降低能耗。
3. 精准控制台达G系列变频器具有高精度的定位和速度控制功能,可以实现对全自动砌块成型砖机各个关键部件的精确控制。
这样可以确保每一块砖的质量和尺寸都符合要求,提高产品的一致性和可靠性。
4. 维护便捷台达G系列变频器采用模块化设计,安装和维护十分便捷。
同时,该系列变频器还具有自诊断和故障检测功能,可以实时监测设备运行状况并及时处理异常情况。
这样可以大大减少设备故障和停机时间,提高全自动砌块成型砖机的稳定性和可靠性。
结论台达G系列变频器在全自动砌块成型砖机上的应用为建筑行业带来了很多便利和优势。
它不仅提高了生产效率和质量稳定性,降低了能耗和维护成本,还使砌块成型砖机的操作更加智能化和可靠。
随着技术的不断发展,相信台达G系列变频器在全自动砌块成型砖机上的应用将会得到更广泛的推广和应用。

|Solution For the Club|解决方案俱乐部基于台达一体化的复合机智能升级解决方案•中达电通股份有限公司墾料薄膜曩合机复合机就是将两层或者两层以上的材料用粘合剂粘合成为一体,使原有材料通过加工结合成为不同功能产品的一种机器设备。
复合机应用十分广泛,如薄膜和铝箔、纸张、无纺布等生产过程中,常用复合机将胶片、海绵、布料等原材料进行复合生产。
常见的软包装材料基本上都是复合成品。
针对某包装设备厂开发的无溶剂高速复合机生产线,台达充分研究了生产的工艺要求,以及该行业设备机械特点,以“PLC-based多轴运动控制器DVP50MC系列+伺服驱动系统ASDA-A2系列+精巧高效型矢量控制变频器MH300系列”为核心,打造了一体化解决方案,充分满足了实际工艺的需求,提升了复合机设备的智能化水平,并为设备的持续升级开发提供了极大的方便。
复合工艺系统分析1.干式复合法复合基材上均匀涂布一层溶剂型粘合剂,经过烘箱使粘合剂干燥后,在热压状态下与其他基材层复合后形成复合材料的方法。
由于它是在胶粘剂“干"的状态(无溶剂状态)下复合的,因此叫干式复合。
主要特点:对基材的适应性广。
可用于各种塑料薄膜、铝箔、镀铝薄膜复合,尤其适于同种或异种塑料薄膜;生产效率高;使用聚氨酯粘合剂,其粘合强度大,并有良好的耐热性和耐化学药品性,可用作耐高温蒸煮袋等。
主要缺点是粘合剂用量大,能源消耗大,生产成本较高;且聚氨酯粘合剂有一定的毒性。
2.湿式复合法指在复合基材表面涂布一层水溶剂粘合剂,在粘合剂未干的状态下加压,通过压棍与其它基材粘合,再经烘道干燥而成的复合材料的方法。
这种复合方法成本较低。
因使用水溶性溶剂,没有耐水性,所以,只适用于在干燥的条件下使用。
3.无溶剂复奇去采用100%固体的无溶剂型胶黏剂,在无溶剂复合机上将两种基材复合在一起的一种方法,又称反应型复合。
在无溶剂复合中,因不使用溶剂,节省了大量能源,减少了生产设备的占地面积,同時解決环境污染问题,复合薄膜成品中亦中无残留溶剂。