P管理图
- 格式:xls
- 大小:79.00 KB
- 文档页数:4
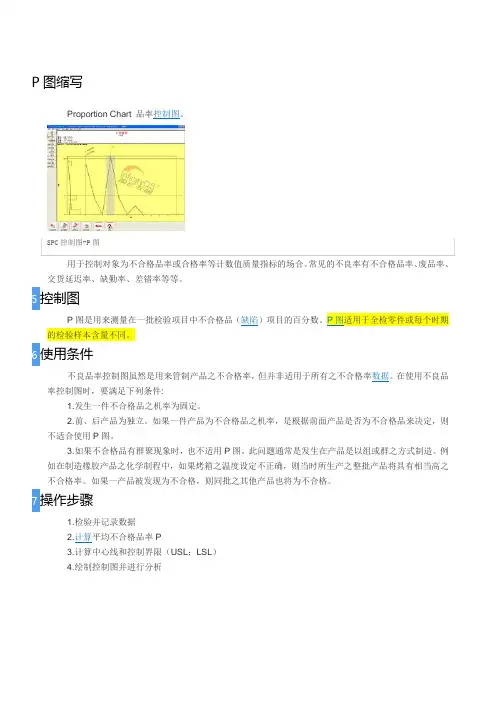
P图缩写Proportion Chart 品率控制图。
SPC控制图-P图用于控制对象为不合格品率或合格率等计数值质量指标的场合。
常见的不良率有不合格品率、废品率、交货延迟率、缺勤率、差错率等等。
5控制图P图是用来测量在一批检验项目中不合格品(缺陷)项目的百分数。
P图适用于全检零件或每个时期的检验样本含量不同。
6使用条件不良品率控制图虽然是用来管制产品之不合格率,但并非适用于所有之不合格率数据。
在使用不良品率控制图时,要满足下列条件:1.发生一件不合格品之机率为固定。
2.前、后产品为独立。
如果一件产品为不合格品之机率,是根据前面产品是否为不合格品来决定,则不适合使用P图。
3.如果不合格品有群聚现象时,也不适用P图。
此问题通常是发生在产品是以组或群之方式制造。
例如在制造橡胶产品之化学制程中,如果烤箱之温度设定不正确,则当时所生产之整批产品将具有相当高之不合格率。
如果一产品被发现为不合格,则同批之其他产品也将为不合格。
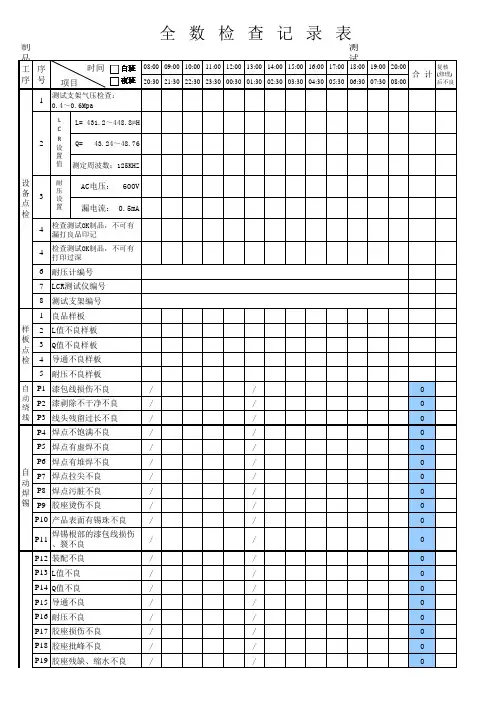
7操作步骤1.检验并记录数据2.计算平均不合格品率P3.计算中心线和控制界限(USL;LSL)4.绘制控制图并进行分析2、下面用不合格率P图的图表来说明。
A、收集数据A.1 选择子组的容量,频率及数量(见图2)a.子组容量——用于计数型数据的控制图一般要求较大的子组容量(例如50到200或更多)以便检验出性能的一般变化。
对于显示可分析的图形的控制图,子组容量应足够大,大到每个组内包括几个不合格品。
(例如n p >5)。
但是应注意如果每个子组代表很长的一段时间的过程操作,大的子组容量会有不利之处。
如果子组容量是恒定的或它们变化不超过±25%是最方便的,但不一定是这样。
如果子组容量相对p来说足够大也是很有好处的,这样能获得下控制限,从而也可以发现由于改进造成的可查明的原因。
b.分组频率——应根据产品的周期确定分组的频率以便帮助分析和纠正发现的问题。
时间间隔短则反馈快,但也许与大的子组容量的要求矛盾。

质量工具P.Pn图管理流程
1、目的
为了改善生产车间过程零部件质量的不良缺陷,对车间在线员工过程反馈的零部件质量缺陷有效分析整改,促使各环节人员提高质量意识,强化领导的管理职能,特制定本管理办法。
2、适用范围
本办法适用公司质量管理部、生产分厂。
3、职责
3.1分厂车间:
3.1.1负责如实记录工序P.Pn图的相关零部件质量缺陷问题点;
3.1.2负责对不良数较多的问题员工进行留存故障件或故障照片;
3.2车间质量科:
3.2.1负责每10天工作日进行收集各道工序,并提交至质量管理部和精益办;3.2.2负责审核车间工序人员提交的P.Pn图,对故障件发动机供货号、零部件厂家(或标识)、不良件图片等不符合要求的进行修改;
3.2.3负责每季度对10道工序评价,质量表现较多好的采取更换其它装配工序。
3.3 质量管理部:
3.3.1负责数据信息的梳理,导出需要“关注”和“整改”的课题,反馈至各负责人;
3.3.2负责相关问题的分析和整改,后续点检跟踪效果;
3.3.2负责批量质量问题责任的判定并考核厂家;
P.Pn管理图处理流程
编制:审核:批准:。