型卧式车床主轴箱展开图
- 格式:ppt
- 大小:4.66 MB
- 文档页数:64
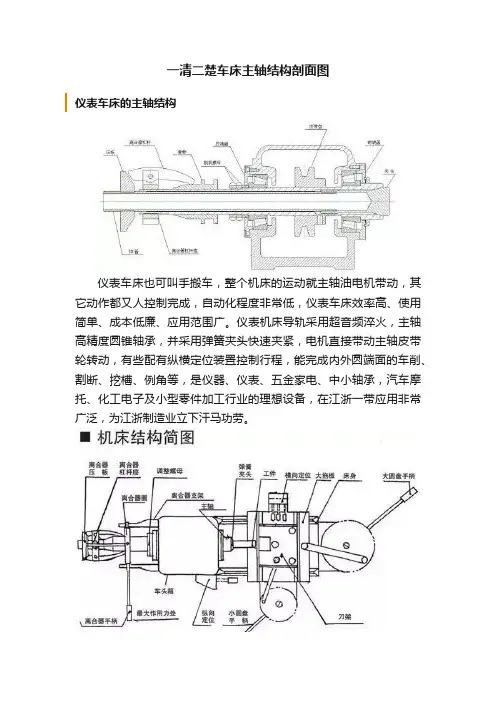
一清二楚车床主轴结构剖面图
仪表车床的主轴结构
仪表车床也可叫手搬车,整个机床的运动就主轴油电机带动,其它动作都又人控制完成,自动化程度非常低,仪表车床效率高、使用简单、成本低廉、应用范围广。
仪表机床导轨采用超音频淬火,主轴高精度圆锥轴承,并采用弹簧夹头快速夹紧,电机直接带动主轴皮带轮转动,有些配有纵横定位装置控制行程,能完成内外圆端面的车削、割断、挖槽、例角等,是仪器、仪表、五金家电、中小轴承,汽车摩托、化工电子及小型零件加工行业的理想设备,在江浙一带应用非常广泛,为江浙制造业立下汗马功劳。
数控车床主轴结构
数控车床又称为CNC(computer numerical control)车床,用计算机控制的车床。
将编制好的加工程序输入到数控系统中,由数控系统控制车床X、Z坐标轴的进给运动部件的动作顺序、移动量和进给速度,再配以主轴的转速和正反转向,便能加工出各种形状的轴类和盘类回转体零件。
普通车床主轴
主轴前支承采用内锥孔双列圆柱滚子轴承来承受径向力,提高主轴的径向刚度和主轴回转精度,采用两个推力球轴承来承受轴向力,降低主轴轴向窜动量,提高主轴轴向刚度。
后支承采用内锥孔双列圆柱滚子轴承,起到径向支承作用,主轴结构可以详见下图。
电主轴结构
主轴作为机床的核心部件,电主轴将机床主轴与交流伺服电机轴合二为一,即将主轴电机的定子、转子直接装入主轴组件的内部,并经过精确的动平衡校正,具有良好的回转精度和稳定性,形成一个完美的高速主轴单元,也被称为内装式电主轴,其间不再使用皮带齿轮传动副,从而实现机床主轴系统的“零传动”,通电后转子直接带动主轴运转。
机械公社祝
春节快乐,恭喜发财!大家恭喜发财。
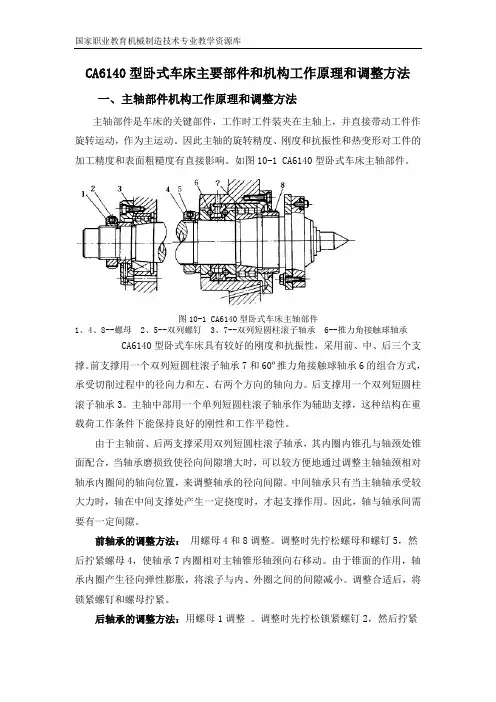
CA6140型卧式车床主要部件和机构工作原理和调整方法一、主轴部件机构工作原理和调整方法主轴部件是车床的关键部件,工作时工件装夹在主轴上,并直接带动工件作旋转运动,作为主运动。
因此主轴的旋转精度、刚度和抗振性和热变形对工件的加工精度和表面粗糙度有直接影响。
如图10-1 CA6140型卧式车床主轴部件。
图10-1 CA6140型卧式车床主轴部件1、4、8--螺母2、5--双列螺钉3、7--双列短圆柱滚子轴承 6--推力角接触球轴承CA6140型卧式车床具有较好的刚度和抗振性,采用前、中、后三个支撑。
前支撑用一个双列短圆柱滚子轴承7和60º推力角接触球轴承6的组合方式,承受切削过程中的径向力和左、右两个方向的轴向力。
后支撑用一个双列短圆柱滚子轴承3。
主轴中部用一个单列短圆柱滚子轴承作为辅助支撑,这种结构在重载荷工作条件下能保持良好的刚性和工作平稳性。
由于主轴前、后两支撑采用双列短圆柱滚子轴承,其内圈内锥孔与轴颈处锥面配合,当轴承磨损致使径向间隙增大时,可以较方便地通过调整主轴轴颈相对轴承内圈间的轴向位置,来调整轴承的径向间隙。
中间轴承只有当主轴轴承受较大力时,轴在中间支撑处产生一定挠度时,才起支撑作用。
因此,轴与轴承间需要有一定间隙。
前轴承的调整方法:用螺母4和8调整。
调整时先拧松螺母和螺钉5,然后拧紧螺母4,使轴承7内圈相对主轴锥形轴颈向右移动。
由于锥面的作用,轴承内圈产生径向弹性膨胀,将滚子与内、外圈之间的间隙减小。
调整合适后,将锁紧螺钉和螺母拧紧。
后轴承的调整方法:用螺母1调整。
调整时先拧松锁紧螺钉2,然后拧紧螺母,其工作原理与前轴承相同。
但必须注意采用“逐步逼紧”法,不能拧紧过头。
调整合适后,将拧紧锁紧螺钉。
一般情况下,只需调整前轴承即可,只有当调整前轴承仍不能达到回转精度要求时,才需调整后轴承。
二、多片式摩擦离合器机构工作原理和调整方法CA6140型车床主轴箱的开停和换向装置,现大多采用的是机械双向多片式摩擦离合器,其结构如下图10-2 a所示。
实验了解CA6140车床的工艺范围和机床结构一、试验内容:1. 了解机床的工艺范围和主要技术规格;2. 认识机床的主要组成部分,熟悉机床的操纵系统;二、实验目的:1.通过本次实验,加深了解CA6140普通车床的工艺范围和主要用途;2.了解CA6140普通车床主轴箱的主要构造;3.了解CA6140普通车床溜板箱的主要构造。
三、实验设备、仪器及工具:1.CA6140普通车床2.CA6140普通车床模型3. 必要的电源、工具四、实验注意事项:1、注意安全,遵守试验室安全操作规程,车床工作时不准戴手套和拿棉纱,女同学应戴工作帽。
2、做打开主轴箱盖,观察和调试主轴箱有关内容时,防止主轴盖落下,特别注意不要开动车床,为安全起见,应把车床开关总是断开。
3、未经直到老师同意,不得拆卸机床上别的任何机构和零件,试验完成后。
必须擦拭机床,加上润滑油,打扫现场,归还工具。
五、试验步骤1.了解CA6140普通车床的工艺范围和主要用途卧式车床的工艺范围很广,能进行多种表面的加工:各种轴类、套类和盘类零件上的回转表面,如车削内外圆柱面、圆锥面、环槽及成形回转面;车削端面;车削螺纹;还可以进行钻孔、扩孔、铰孔和滚花等工作,如下图1所示。
图 1 车床所能加工的典型表面2.观察了解车床的各主要部件:1-主轴变速箱、2-刀架、3-尾座、4-床身、5-右床腿、6-溜板箱、7-左床腿、8-进给箱等,如下图2所示。
图 2 卧式车床外形图3.打开主轴箱盖观察:1)主轴(VI)轴的结构:CA6140 型卧式车床的主轴是一个空心阶梯轴。
主轴前端的莫氏 6 号锥孔用于安装前顶尖或心轴,利用锥面配合的摩擦力带动顶尖或心轴转动。
主轴前端采用短锥法兰式C型结构,用于安装卡盘或拨盘。
拨盘或卡盘座 4 由主轴3端部的短圆锥面和法兰端面定位,由卡口垫2和插销螺栓5紧固,螺钉1锁紧。
这种结构装卸方便,工作可靠,定心精度高,主轴前端的悬伸长度较短,有利于提高主轴组件的刚度,应用很广。
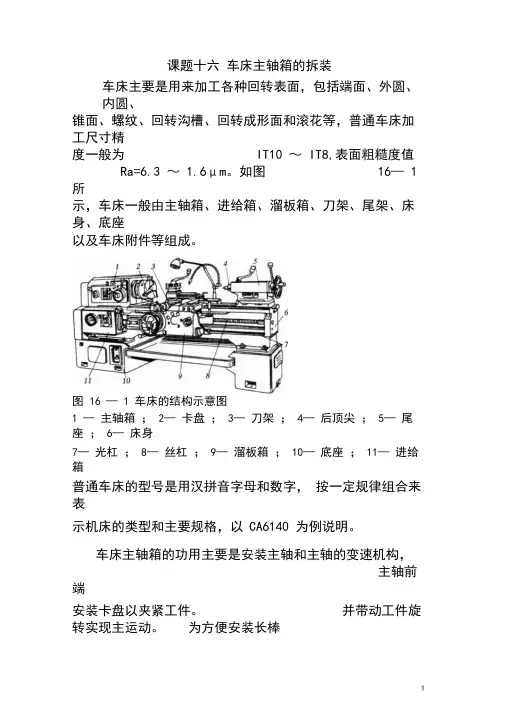
课题十六车床主轴箱的拆装车床主要是用来加工各种回转表面,包括端面、外圆、内圆、锥面、螺纹、回转沟槽、回转成形面和滚花等,普通车床加工尺寸精度一般为IT10 ~ IT8,表面粗糙度值Ra=6.3 ~ 1.6μm。
如图16— 1 所示,车床一般由主轴箱、进给箱、溜板箱、刀架、尾架、床身、底座以及车床附件等组成。
图16 — 1 车床的结构示意图1 —主轴箱;2—卡盘;3—刀架;4—后顶尖;5—尾座;6—床身7—光杠;8—丝杠;9—溜板箱;10—底座;11—进给箱普通车床的型号是用汉拼音字母和数字,按一定规律组合来表示机床的类型和主要规格,以 CA6140 为例说明。
车床主轴箱的功用主要是安装主轴和主轴的变速机构,主轴前端安装卡盘以夹紧工件。
并带动工件旋转实现主运动。
为方便安装长棒料,主轴为空心结构。
车床的主轴箱是车床的变速机构和动力分配机构,它能正常、平稳运转是车床工作的首要条件。
主轴箱也是一个复杂的装配体,是一个集合了带传动、链传动、齿轮传动、凸轮机构、离合器机构、变速拨叉机构以及各种轴、轴承等的复杂的机构。
本课题以车床主轴箱为例来叙述机床主轴部件的拆卸、检测、装配与调整。
16.1拆装过程中的注意事项1.拆卸前,仔细观察拆卸对象,确定拆卸顺序,做好位置记号;按照教师的要求,对机构、轴系组件进行拆卸;拆下后按装配顺序成组放好;紧固螺钉、键、销等件拆卸后装入原孔(槽)内,防止丢失。
2.拆装中,用铜棒传力,不得用手锤直接敲打工件;拆卸滚动轴承用拉马;拆卸轴上零件时,着力点应尽量靠近轮毂;拆装过程要放稳工件,注意安全。
3.拆卸螺纹联接要特别检查有无防松垫片或其他防松措施;拆卸角接触轴承、推力轴承要特别注意轴承装配方向及其调整垫片的位置。
4.拆卸中用力适当;拆卸弹性挡圈或调节弹簧力的螺纹连接件时,防止零件弹出伤人。
5.拆卸圆锥销时,要用冲子,从小端施力,禁止反向敲击。
6.装配时注意装配件的初始位置和装配顺序;螺纹紧固力应均匀;按教师要求进行间隙(游隙)位置的调整,调整后盘动机构,手感应轻便且阻力均匀无窜动。