车刀刃磨练习汇总
- 格式:ppt
- 大小:4.45 MB
- 文档页数:23

梯形螺纹车刀角度的选择、刃磨和安装核心提示:要求:1.正确选择梯形螺纹车刀的几何角度2.正确刃磨梯形螺纹车刀3.正确安装梯形螺纹车刀实施过程一、梯形车刀角度的选择1.车刀的形状梯形车刀是一种简单的成要求:ﻫ1.正确选择梯形螺纹车刀的几何角度2.正确刃磨梯形螺纹车刀3.正确安装梯形螺纹车刀实施过程一、梯形车刀角度的选择1.车刀的形状梯形车刀是一种简单的成形车刀,其螺纹牙形角是30°(英制为29°),梯形螺纹车刀按其加工性质可分为粗车刀和精车刀两种(图3-16)。
图3-16梯形螺纹车刀2.车刀几何参数的选择(1)粗车刀的两刃夹角粗车刀应小于牙形角,精车刀应等于牙形角。
(2)刀尖宽度粗车刀的刀尖宽度应为1/4螺距宽。
精车刀的刀尖宽应比牙底宽W小0. 05mm。
(3)纵向前角粗车刀一般为10°~15°左右,精车刀为了保证牙形角正确,前角应等于0°,但实际生产时取5°~10°。
(4)纵向后角一般为6°~8°。
ﻫ(5)两侧刀刃后角由于受到螺旋角的影响,使车刀的工作角度(前角和后角)发生了一定的变化。
螺纹车刀的左右侧后角的大小关系到刀具强度和锋利性,并且,影响螺纹牙侧的表面粗糙度。
因此:车刀左侧后角αOL=(3°~5°)+φ;车刀右侧后角αOR=(3°~5°)-φ。
二、梯形车刀刃磨步骤ﻫ①粗磨主副后面,刀尖角初步形成。
ﻫ②粗精磨前面形成前角。
③精磨主后刀面,副后刀面。
边磨边用角度样板修正(图3-17)。
ﻫ三、刃磨注意事项ﻫ①刃磨两侧副后刀面时,应考虑螺纹的左右旋向和螺纹升角的大小,然后确定两侧后角的增减。
ﻫ②车刀的刃口要光滑平直,两侧副刀刃必须对称刀头不能歪斜。
ﻫ③刃磨高速钢车刀,应及时冷却以防退火。
ﻫ④刃磨完后,应用油石研去刀刃上的毛刺。
图3-17角度样板ﻫﻫ四、车刀安装①车刀主刀刃必须与工件中心等高(用弹簧刀杆应高于工件中心约0.2mm),同时应和工件轴线平行。
郝晓飞2 刃磨90°车刀实习课了解90°车刀的角度重点掌握90°车刀角度的作用重点掌握90°车刀的角度重点掌握90°车刀的角度90°车刀、砂轮一、组织教学1.点名检查人数2.复习相关内容新课引入3.内容讲解4.课堂小结二、教学内容车刀的结构刀具各组成部分统称为刀具要素,车刀一般由两大部分组成:挟持部分和切削部分,挟持部分通常用普通碳素钢,球墨铸铁等材料组成,切削部分采用各种刀具材料,根据需要制成各种形状。
前面:切屑流过的表面后面:于工件上经切削的表面相对的表面主切削刃:前面于后面的交线,承担主要切削工作,由它在工件上切出过渡表面副切削刃:前面与副后面的交线,它配合主切削刃切除余量并最终形成已加工表面刀尖:主副切削刃连接处相当少的一部分切削刃,未经特别指明可试为一个点,是刀具切削部分工作最恶劣的部分车刀主要角度的作用:前角的作用,前角直接影响切削变形,切削力和刀具强度,增大前角能使切削刃锋利,切削轻快,减少功率消耗,切削变形小,从而减少切削力和切削热的产生,若前角太大,则会使切削刃强度降低,在车削过程中容易产生崩刃前角的选择:车削塑性材料时应取较大的前角,车削脆性材料时,应取较小的前角。
粗车时,车削余量多,进给量大,切削时冲击力大,工件表面硬度较高,所以在不影响车刀锋利前提下选取教小的前角。
精车时,因工件表面有精度要求,增大前角可以减小切削力减小变形,改进工件表面粗糙度,应选取较大的前角,又有于车削余量小,进给量小,相应地具备了允许增大前角进行切削的有利条件。
后角的作用:主要是减少车刀主后刀面于工件加工表面之间的摩擦,影响刀具磨损,增大后角可以减少摩擦,减少切削热,使切削轻快,但若后角过大,则刀具强度下降,容易崩刃。
后角的选择:车塑性材料或强度及硬度较低的材料,后角应选大一点,车削脆性材料或强度较高的材料,后角应选小些。
粗车时车削余量较多,进给量增大,产生的切削力也大,也增大车刀的强度,后角应选小些。

车工刃磨操作口诀:车刀的刃磨是切削加工中一项具有较高技术含量的基本操作,操作者需要熟悉相关理论知识和刃磨原理,熟练掌握刃磨方法及操作技巧。
为便于初学者尽快熟悉和记忆车刀刃磨的概念、方法与技巧,笔者特将相关内容编写为以下口诀:(1)常用车刀种类和材料,砂轮的选用常用车刀五大类,切削用途各不同,外圆内孔和螺纹,切断成形也常用;车刀刃形分三种,直线曲线加复合;车刀材料种类多,常用碳钢氧化铝,硬质合金碳化硅,根据材料选砂轮;砂轮颗粒分粒度,粗细不同勿乱用;粗砂轮磨粗车刀,精车刀选细砂轮。
(2)车刀刃磨操作技巧与注意事项刃磨开机先检查,设备安全最重要;砂轮转速稳定后,双手握刀立轮侧;两肘夹紧腰部处,刃磨平稳防抖动;车刀高低须控制,砂轮水平中心处;刀压砂轮力适中,反力太大易打滑;手持车刀均匀移,温高烫手则暂离;刀离砂轮应小心,保护刀尖先抬起;高速钢刀可水冷,防止退火保硬度;硬质合金勿水淬,骤冷易使刀具裂;先停磨削后停机,人离机房断电源。
(3)JIZ、K(Z、’(Z等外圆车刀刃磨步骤粗磨先磨主后面,杆尾向左偏主偏;刀头上翘
普通车床车刀和麻花钻的刃磨方法l车刀的刃唐方法正确刃磨普通车床车刀是车工必须掌握的基本功之一。
只懂得切削原理和刀具角度的选择知识还是不够的,还要正确地掌握车刀的刃磨技术,否则仍然不能使合理的切削角度在生产实践中发挥作用。
普通车床车刀的刃磨一般有机械刃磨和手匹刃磨两种。
机械刃磨效率高、质量好、操作方便,在有条件的工厂应用较多。
手工刃磨灵活,对设备要求低,目前普通车床仍普遍采用对于一个车工来说,手工刃磨是基础,是必须掌握的基本拄能。
(1)砂轮的选择目前工厂中常用的磨刀砂轮有两种:一种是氧化铝砂轮,另一种是绿色碳化硅砂轮。
刃磨时必须根据刀具材料来决定砂轮的种类。
氧化铝砂轮的砂粒韧性好,比较锋利,但硬度稍低,用来刃磨高速钢车刀和硬质合金车刀的刀杆部分。
绿色碳化硅砂轮的砂粒硬度高,切削性能好,但较脆,用来刃磨硬质合金车刀。
(2)刃磨的步骤与方法现以主偏角为90。
的钢料车刀(YTl5)为例,介绍手工刃磨的步骤, 1)先把车刀前刀面、后刀面上的焊渣磨去,并磨平车刀的底平面磨削时采用粒度号为磁4~F36的氧化铝砂轮。
2)粗磨主后刀面和副后刀面的刀杆部分。
其后角应比刀片后角大2。
~3。
,以便刃磨刀片上的后角一磨削时应采用粒度号为n4~F36的氧化铝砂轮。
3)粗磨刀片上的主后刀面和副后刀面。
粗磨出的主后角、副后角应比所要求的后角大2。
左右,刃磨方法。
刃磨时采用粒度号为F36~F60的绿色碳化硅砂轮。
4)磨断屑槽。
为使切屑碎断,一般要在车刀前面磨出断屑槽。
断屑槽有三种形状,即直线形、圆弧形和直线圆弧形。
如刃磨圆弧形断屑槽的车刀,必须先把砂轮的外圆与平面的交角处用修砂轮的金钢石笔(或用硬砂条)修整成相适应的圆弧。
如刃磨直线形断屑槽,砂轮的交角就必须修整得很尖锐。
刃磨时,刀尖可向下或向上移动。
刃磨断屑槽的注意事项①磨断屑槽的砂轮交角处应经常保持尖锐或具有很小的圆角。
当砂轮上出现较大的圆角时,应及时用金刚石笔修整砂轮。
②刃磨时的起点位置应跟刀尖、主切削刃离开一小段距离。
课程(科目):车工一、砂轮的选择机械加工过程中,目前常用的砂轮有两种;一种是氧化铝砂轮,氧化铝砂轮多呈白色其砂粒韧性好,比较锋利,但硬度稍低(即砂轮磨粒容易从砂轮上脱落),适用于刃磨高速钢车刀和硬质合金车刀的刀柄部分,氧化铝砂轮又称白刚玉砂轮;另一种是碳化硅砂轮,其砂粒硬度高,切削性能好,但较脆,适用于刃磨硬质合金材料的刀具,该砂轮外表颜色一般是绿色。
砂轮的粗细以粒度来表示;GB/T2477-1983中规定了砂轮分为41个粒度号,如“60#、80#、120#、”等。
粒度号越大砂轮越细,反之粒度号越小则砂轮越粗。
粗磨车刀的刀柄时一般应选用60#以下砂轮,精磨车刀的硬质合金时应选80#或120#砂轮(即粗磨车刀时使用粒度号小的砂轮;精磨车刀时使用粒度号大的砂轮)。
二、90°外圆车刀的刃磨方法1.现以90°硬质合金YT15 的外圆半精车刀为例,介绍手工刃磨车刀的方法。
(1)先磨去车刀前面和后面上的焊渣或氧化皮。
(2)粗磨主后面和副后面的刀杆部分以形成车刀后间隙角。
刃磨时,在略高于砂轮中心的水平位置处将车刀翘起一个比刀头后角略大与2°~3°的后隙角,以便刃磨刀头上的主后角和副后角(如图1所示)。
(3)粗磨刀体上的主后面在砂轮上刃磨主后面时,刀柄应与砂轮轴线保持平行,同时刀体底平面向砂轮方向倾斜一个比主后角大2°的角度。
刃磨时,先把车刀已磨好的后间隙面靠在砂轮的外圆上,并以接近砂轮中心的水平位置为刃磨的起始位置,然后使刃磨位置继续向砂轮靠近,并作左右缓慢水平移动。
当砂轮磨至刀刃处即可结束(如图1a所示)刀刃部位有火花出现。
这样可同时磨出к=90°的主偏r角和主后角。
a)磨主后面的间隙角; b)磨副后面上的间隙角图1 粗磨刀柄上的主后面、副后面(4)粗磨刀体上的副后面时,刀柄尾部应向右偏移一个副偏角的角度,同时车刀底平面向砂轮方向倾斜一个比副后角大2°的角度(如图3-2-1b所示)。
车刀刃磨操作口诀1 车刀刃磨操作口诀
常用车刀种类和材料,砂轮的选用
常用车刀五大类,切削用途各不同,
外圆内孔和螺纹,切断成形也常用;
车刀刃形分三种,直线曲线加复合;
车刀材料种类多,常用碳钢氧化铝,
硬质合金碳化硅,根据材料选砂轮;
砂轮颗粒分粒度,粗细不同勿乱用;
粗砂轮磨粗车刀,精车刀选细砂轮。
2 车刀刃磨操作技巧与注意事项
刃磨开机先检查,设备安全最重要;
砂轮转速稳定后,双手握刀立轮侧;
两肘夹紧腰部处,刃磨平稳防抖动;
车刀高低须控制,砂轮水平中心处;
刀压砂轮力适中,反力太大易打滑;
手持车刀均匀移,温高烫手则暂离;
刀离砂轮应小心,保护刀尖先抬起;
高速钢刀可水冷,防止退火保硬度;
硬质合金勿水淬,骤冷易使刀具裂;
先停磨削后停机,人离机房断电源。
3 90°、75°、45°等外圆车刀刃磨步骤粗磨先磨主后面,杆尾向左偏主偏;刀头上翘38 度,形成后角摩擦减;接着磨削副后面,最后刃磨前刀面;前角前面同磨出,先粗后精顺序清;精磨首先磨前面,再磨主后副后面;修磨刀尖圆弧时,左手握住前支点;右手转动杆尾部,刀尖圆弧自然成;面平刃直稳中求,角度正确是关键;样板角尺细检查,经验丰富可目测。
1. 选择砂轮刃磨高速钢车刀时,宜采用46#~60#粒度、中软~中硬的氧化铝(刚玉)砂轮。
刃磨硬质合金车刀时,宜采用粒度为60#~80#、中软~中硬的绿色碳化硅砂轮。
粗磨时,采用小粒度号的砂轮;精磨时,采用较大粒度号的砂轮。
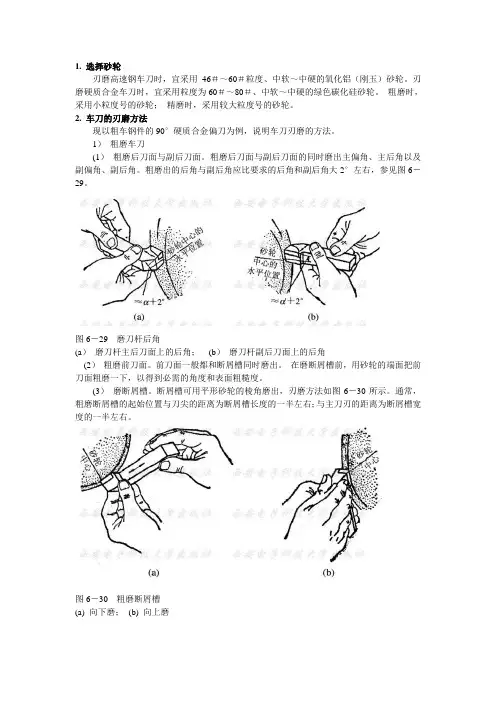
2. 车刀的刃磨方法现以粗车钢件的90°硬质合金偏刀为例,说明车刀刃磨的方法。
1)粗磨车刀(1)粗磨后刀面与副后刀面。
粗磨后刀面与副后刀面的同时磨出主偏角、主后角以及副偏角、副后角。
粗磨出的后角与副后角应比要求的后角和副后角大2°左右,参见图6-29。
图6-29磨刀杆后角(a)磨刀杆主后刀面上的后角;(b)磨刀杆副后刀面上的后角(2)粗磨前刀面。
前刀面一般都和断屑槽同时磨出。
在磨断屑槽前,用砂轮的端面把前刀面粗磨一下,以得到必需的角度和表面粗糙度。
(3)磨断屑槽。
断屑槽可用平形砂轮的棱角磨出,刃磨方法如图6-30所示。
通常,粗磨断屑槽的起始位置与刀尖的距离为断屑槽长度的一半左右;与主刀刃的距离为断屑槽宽度的一半左右。
图6-30粗磨断屑槽(a) 向下磨;(b) 向上磨2)精磨车刀(1)精磨断屑槽。
为使断屑槽的形状修整得更正确,表面粗糙度更细些,粗磨后的断屑槽还需精磨,精磨断屑槽的方法与粗磨相同。
(2)磨负倒棱。
负倒棱一般用杯形砂轮的端面磨出,砂轮的粒度为100#~200#,刃磨方法如图6-31所示。
图6-31磨负倒棱(a)沿刀刃方向的磨刀位置;(b)垂直刀刃方向的磨刀位置(3)精磨后刀面与副后刀面,刃磨方法如图6-32所示,采用的砂轮与磨负倒棱时相同。
当主刀刃全部磨出并且负倒棱宽度达到要求时停止刃磨。
(4)磨过渡刃,刃磨方法如图6-33所示,图6-33(a)所示为刃磨直线形过渡刃,图6-33(b)为刃磨圆弧形过渡刃。
图6-32精磨后刀面和副后刀面(a)精磨后刀面;(b)精磨副后刀面图6-33磨过渡刃(a)刃磨直线形过渡刃; (b)刃磨圆弧形过渡刃(5)磨修光刃,刃磨方法如图6-34所示。
不锈钢车刀刃磨技巧不锈钢车刀刃磨技巧不锈钢车刀是一种重要的机械加工工具,具有磨损较慢、耐用性高等优势。
但是,由于使用时间过长或者操作不当等原因,不锈钢车刀的刃口也会出现磨损或者变钝,这样就会影响工作精度和效率。
因此,掌握一些磨刀技巧非常重要,下面我们就来简单介绍一下不锈钢车刀刃磨技巧。
步骤一:选择磨刀石磨刀石是磨刀必不可少的工具,不同的磨刀石具有不同的磨削效果。
因此,根据不同的刀刃形状和硬度选择不同的磨刀石是至关重要的。
一般来说,对于高速钢刀具,可以选择C5、WA、PA等砂轮,对于硬质合金刀具,可以选择波形金刚石研磨轮等磨具,对于固体硬质合金车刀可以选择CBN砂轮。
步骤二:测量角度在磨刀之前,需要知道不锈钢车刀的切割角度,以便将磨石调整到正确的角度。
使用角度量具,将不锈钢车刀刃口的切割角度测量出来,再调整磨石的位置,使其正确的角度与刀刃相吻合。
步骤三:握紧工具在磨刀时,需要使用合适的固定工具,如夹具、吸盘、万能卡盘等,将不锈钢车刀固定在磨刀机上。
然后,打开磨刀机电源,调整磨刀机的速度,一般来说,砂轮的线速度应该是尽量高于3000m/min。
步骤四:开始磨刀在开始磨刀前,需要将磨石整体砂化,这样可以让砂石粒子更加锋利,以便更好地磨削刀刃。
然后,开始磨刀,在磨刀机上旋转刀具,用砂轮将刀刃磨削到正确的角度。
注意,磨刀时需要维持稳定的压力和速度,同时不要过于压力过大,避免翘曲变形。
步骤五:打磨齿形在将主面磨好之后,需要继续打磨齿形,这样可以更好地提高刀刃的锋利度和耐用度。
采用齿形砂轮对齿形进行磨削,在磨削时,需要将磨轮轻轻接触到刀刃,保持恒定的转速和压力。
总之,不锈钢车刀刃磨技巧是一个比较复杂和细致的过程,需要掌握多种技术和细节,只有在实践中才能积累经验,逐步提高磨刀的效率和精度。
车刀的刃磨一、90硬质合金车刀刃模步骤如下:(1)首先在氧化砂轮上将刀面上的焊渣磨掉,并把车刀平面磨平。
(2)在氧化铝砂轮上粗磨出刀杆上的主后刀面和副后刀面,其后角要比刀头上后角大2 8~3 8。
(3)在碳化硅砂轮上粗磨出刀头上的主后面和副后刀面,其后角比正确后角大2 8~3 8。
(4)磨断屑槽(图1-23)。
(5)精磨刀头主后刀面和副后刀面,使其符合要求(图1-24).(6)磨负倒棱(图1-25)。
(7)磨过渡刃。
二、外圆车刀角度选择1.粗车刀粗车刀必须适应粗车削时切削深`进给快的特点,要求车刀有足够的强度,能在一次进给中车去较多的余量。
选择粗车刀几何参数的一般原则是:(1)为了增加刀头强度,前角(γ0)和后角(α0)应取小些。
但前角过小会使切削力增大。
(2)主偏角(κr)不宜太小,太小容易引起震动。
当工件形状许可时,最好选用758左右,因为这时刀尖角(εr)较大,不仅能承受较大的切削力,而且还有利于刀尖散热。
(3)粗车时用08~38的刃倾角(λs)以增加刀头强度。
(4)为了增加刀尖强度,改善散热条件,提高刀具寿命,刀尖处应磨有过渡刃。
采用直线过渡刃时,过渡刃偏角κrγ=1/2κr,过渡长度bε=0.5mm~2mm;采用圆弧过渡刃时,刀尖圆弧半径rε=0.5mm~1.5mm.其中高速钢车刀取大些,硬质合金车刀取小些。
(5)为了增加切削刃的强度,主切削刃上应磨有副倒棱,其倒棱宽度br=(0.5~0.8)f,倒棱前角γ01=-5 8~-108。
(6)粗车塑性材料(如钢类)时,为保证切削顺利,自行断屑,就在前刀面上磨有断屑槽。
断屑槽常用的有直线型、圆弧型和直线圆弧型三种。
2.精车刀精车时要求工件必须达到规定的尺寸精度和表面粗糙度,因此要求车刀必须锋利,切削刃要平直光洁,刀尖处应磨有修光刃,并使切屑排向工件的待加工表面。
选择精车刀几何参数的一般原则是:(1)为使车刀锋利,切削轻快,前角(γ0)一般应取大些。
刀具│车刀的刃磨小知识一、砂轮的选用1、氧化铝砂轮:呈白色,其砂粒韧性好,比较锋利,但硬度稍低,适用于刃磨高速钢与硬质合金的刀杆部分。
氧化铝砂轮也叫刚玉。
2、碳化硅砂轮:呈绿色,其砂粒硬度高,切削性能好,但较脆,适用于刃磨硬质合金车刀。
砂轮的粗细以粒度表示,粗磨时用粗粒度,精磨时用细粒度。
二、车刀的刃磨的方法和步骤1、先磨去前面、后面上的焊渣,并将车刀底面磨平。
可用粒度号为24-36号的氧化铝砂轮。
2、粗磨主后面和副后面的刀柄部分。
刃磨时,在砂轮的外圆柱略高于砂轮中心的水平位置将车刀翘起一个比刀体上后角大20-30的角度,并作左右缓慢移动,以便刃磨刀体上的主后角和副后角。
可选粒度为24-36,硬度为中软的氧化铝砂轮。
3、粗磨刀体上的主后面。
磨后刀面时,刀柄应与砂轮轴线保持平行,同时刀体的底平面向砂轮方向倾斜一个比主后角大20的角度。
刃磨时,先把车刀已磨好的后隙面靠在砂轮的外圆上,以接近砂轮的中心位置为刃磨的起始位置,然后使刃磨继续向砂轮靠近,并作左右缓慢移动。
当砂轮磨至刀刃处即可结束。
这样可同时磨出主偏角与主后角。
可选用36-60号的碳化硅砂轮。
4、粗磨刀体上的副后角。
磨副后面时,刀柄尾部应向右转过一个副偏角的角度,同时车刀底平面向砂轮方向倾斜一个比副后角大20的角度,具体刃磨方法与粗磨刀体上主后面大体相同,不同的是粗磨副后面时砂轮应磨到刀尖处为止。
也可同时磨出副偏角和副后角。
5、粗磨前面。
以砂轮的端面粗磨出车刀的前面,并在磨前面的同时磨出前角。
6、磨断屑槽。
断屑槽有两种,一种是直线型,适用于切削较硬的材料;一种是圆弧型,适用于较软的材料。
手工刃磨的断屑槽一般为圆弧型,须将砂轮的外圆和端面的交角处用修砂轮的金刚石笔修磨成相应的圆弧。
若刃磨出直线型断屑槽,则砂轮的交角须修磨得很尖锐。
刃磨时可向下磨或向上磨,但选择刃磨断屑槽部位时,应考虑留出刀头倒棱的宽度。
刃磨断屑槽的注意事项:砂轮交角处应经常保持尖锐或具有一定形状的圆弧,当砂轮的棱边有较大的棱角时,应及时修整。
车刀的刃磨的方法1、手工刃磨车刀的前角和后角手工刃磨前角如图1a所示。
车刀前刀面贴向砂轮,根据车刀前角的大小缓缓进给,纵向匀推,逐步磨出所需要的前角。
手工刃磨后角如图1b所示。
手握紧并扶正刀杆,根据后角大小,使车刀后刀面贴向砂轮端面,作均匀的往复运动,就可以磨出需要的后角了。
图1 手工刃磨车刀a)刃磨前角b)刃磨后角2、万能工具磨床上刃磨车刀万能工具磨床上刃磨车刀时使用可倾台虎钳(图2)作为夹具。
可倾台虎钳安装在转动体Ⅰ上,使用中通过转动体Ⅰ和转动体Ⅱ进行各种方向的转动。
可将可倾台虎钳调整到所需要位置。
图2 可倾台虎钳刃磨车刀前角时,通过可倾台虎钳夹住车刀杆(图3a),根据前角数值调整可倾台虎钳的转动角度,使车刀的前刀面贴向砂轮端面,磨床作纵向往复运动,就可以磨出前角了。
在万能工具磨床上刃磨车刀后角(图3b)时,按照后角角度数调整可倾台虎钳的位置,并使车刀的后刀面贴向砂轮,刃磨方法与磨前角基本相同。
图3 工具磨床上刃磨车刀a)刃磨前角b)刃磨后角3、使用专用装置磨车刀成批刃磨车刀时,还可以在万能工具磨床上使用专用装置。
(1)刃磨车刀后角专用装置专用装置有多种形式。
图4所示是自制的刃磨车刀后角的专用磨刀架,使用时将底板安装在外圆磨床或工具磨床上,可刃磨车刀不同角度的后角。
滑板用内六角螺钉(图中未画出)固定在底板上,松开内六角螺钉,滑板就可在底板上作纵向移动。
支座用螺栓和螺母垫圈紧固在滑板上,并可在滑板上作横向移动。
托架跟支座配合,并用螺钉和垫圈紧固,托架上刻有度数。
刀座固定在托架上。
车刀用砂轮侧面刃磨后角时,可松开螺钉,扳转托架进行调节。
车刀用砂轮外圆刃磨后角时,可松开手柄扳转刀座进行调节。
图4 刃磨车刀后角专用装置(2)刃磨车刀R圆弧车刀专用装置磨削R圆弧形车刀或成形样板,如R球面车刀、O形密封圈压模车刀、半圆弧样板等,可在万能工具磨床上使用以下专用装置。
图5所示主要用来磨削R图5 磨削大凹圆弧面车刀专用装置1-锥轴2-螺塞3-压缩弹簧4-轴5-紧定螺钉6-摆杆7-挡板8、11、14、16-螺钉9-螺母10-R成形刀(工件)12-盖板13-垫铁15-定位块轴4外圆用来测量凸R圆弧尺寸,内孔用来测量凹R圆弧尺寸。