塑胶产品结构设计案例
- 格式:pptx
- 大小:924.83 KB
- 文档页数:47
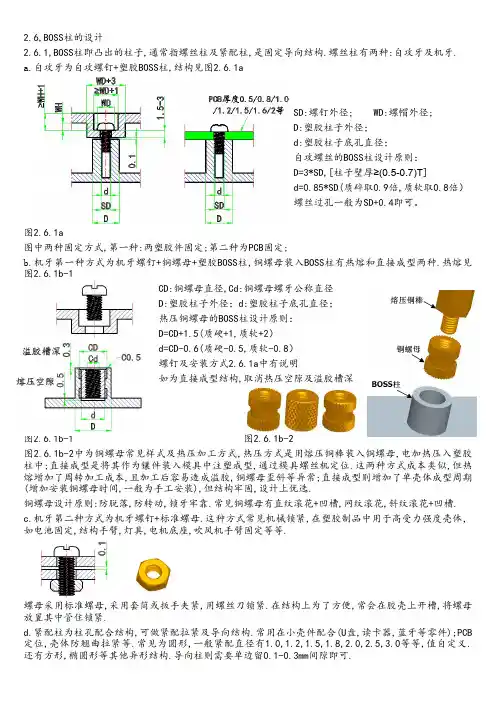
2.6,BOSS柱的设计2.6.1,BOSS柱即凸出的柱子,通常指螺丝柱及紧配柱,是固定导向结构.螺丝柱有两种:自攻牙及机牙.a.自攻牙为自攻螺钉+塑胶BOSS柱,结构见图2.6.1aSD:螺钉外径;WD:螺帽外径;D:塑胶柱子外径;d:塑胶柱子底孔直径;自攻螺丝的BOSS柱设计原则:D=3*SD,[柱子壁厚≥(0.5-0.7)T]d=0.85*SD(质碎取0.9倍,质软取0.8倍)螺丝过孔一般为SD+0.4即可。
图2.6.1a图中两种固定方式,第一种:两塑胶件固定;第二种为PCB固定;b.机牙第一种方式为机牙螺钉+铜螺母+塑胶BOSS柱,铜螺母装入BOSS柱有热熔和直接成型两种.热熔见图2.6.1b-1CD:铜螺母直径,Cd:铜螺母螺牙公称直径D:塑胶柱子外径;d:塑胶柱子底孔直径;热压铜螺母的BOSS柱设计原则:D=CD+1.5(质硬+1,质软+2)d=CD-0.6(质硬-0.5,质软-0.8)螺钉及安装方式2.6.1a中有说明如为直接成型结构,取消热压空隙及溢胶槽深图2.6.1b-1图2.6.1b-2图2.6.1b-2中为铜螺母常见样式及热压加工方式,热压方式是用熔压铜棒装入铜螺母,电加热压入塑胶柱中;直接成型是将其作为镶件装入模具中注塑成型,通过模具螺丝机定位.这两种方式成本类似,但热熔增加了周转加工成本,且加工后容易造成溢胶,铜螺母歪斜等异常;直接成型则增加了单壳体成型周期(增加安装铜螺母时间,一般为手工安装),但结构牢固,设计上优选.铜螺母设计原则:防脱落,防转动,锁牙牢靠.常见铜螺母有直纹滚花+凹槽,网纹滚花,斜纹滚花+凹槽. c.机牙第二种方式为机牙螺钉+标准螺母.这种方式常见机械锁紧,在塑胶制品中用于高受力强度壳体,如电池固定,结构手臂,灯具,电机底座,吹风机手臂固定等等.螺母采用标准螺母,采用套筒或扳手夹紧,用螺丝刀锁紧.在结构上为了方便,常会在胶壳上开槽,将螺母放置其中管住锁紧.d.紧配柱为柱孔配合结构,可做紧配拉紧及导向结构.常用在小壳件配合(U盘,读卡器,蓝牙等零件);PCB 定位,壳体防翘曲拉紧等.常见为圆形,一般紧配直径有1.0,1.2,1.5,1.8,2.0,2.5,3.0等等,值自定义.还有方形,椭圆形等其他异形结构.导向柱则需要单边留0.1-0.3mm间隙即可.H≥3mm(直径小于3)C≥R避空2.6.2,螺钉的选用:螺钉选用根据所使用的安装方式,2.6.1a/b/c中有介绍自攻及机牙安装结构,螺钉分自攻和机牙,自攻即螺距较大的螺钉在材料预留孔中挤压推进的固定咬合方式;机牙即按标准公制或英制牙加工处理的内外螺丝(同规格)相配合固定咬合方式.常用自攻螺钉尾部有平头,尖头等,螺帽有扁圆头,圆头,P盘头,C平头,K沉头.槽型可自定义,常用十字. BOSS柱锁牙达到3圈以上即可.尖头牙在BOSS柱锁牙足够情况下选用,具有导正牙的作用;平头牙在BOSS柱锁牙不够,高度偏低情况下选用,容易牙偏;C平头帽在压缩厚度情况下用,最薄可以做到1.0厚;P圆头:对厚度没要求常用的标准螺丝螺头;K沉头:常用在不超过平面的板件固定.机牙的牙距较小,不做挤压推进,所以仅有平头;螺帽除了自攻常用螺帽,还有内/外六角头,方头等,机牙锁牙达到2圈以上即可.因为机牙牙距较小,锁的圈数越多牢固.通常相同的长度,牙距越小锁牙越紧,强度越强.因此牙也有粗牙和细牙之分.粗牙即普通螺牙,细牙常见管螺纹.机牙的规格型号,请参考标准.2.6.3,塑胶预留自攻螺丝底孔设计参考值如下表所示.常用自攻螺丝装配及测试(10次)时所要用的扭力参考值,如下表所示.。
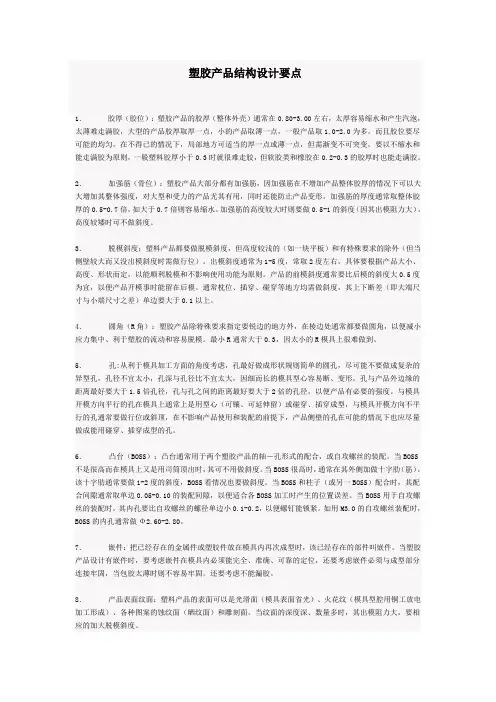
塑胶产品结构设计要点1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
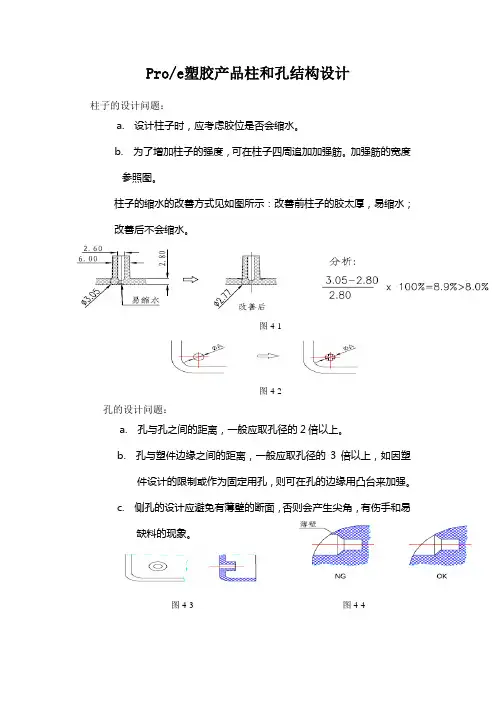
Pro/e塑胶产品柱和孔结构设计
柱子的设计问题:
a. 设计柱子时,应考虑胶位是否会缩水。
b. 为了增加柱子的强度,可在柱子四周追加加强筋。
加强筋的宽度
参照图。
柱子的缩水的改善方式见如图所示:改善前柱子的胶太厚,易缩水;
改善后不会缩水。
图4-1
图4-2
孔的设计问题:
a. 孔与孔之间的距离,一般应取孔径的2倍以上。
b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑
件设计的限制或作为固定用孔,则可在孔的边缘用凸台来加强。
c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和
易缺料的现象。
图4-3 图4-4 “减胶”的问题:
螺丝柱的设计:
5.1 通常采取螺丝加卡扣的方式来固定两个壳体,螺丝柱通常还起
着对PCB板的定位作用。
5.2 用于自攻螺丝的螺丝柱的设计原则是为:其外径应该是Screw
外径的2.0~2.4倍。
图6-2为M1.6×0.35的自螺丝与螺柱的尺寸关系。
设计中可以取:螺丝柱外径=2×螺丝外径;螺柱内径(ABS,ABS+PC)=螺丝外径-0.40mm;螺柱内径(PC)=螺丝外径-0.30mm 或-0.35mm(可以先按0.30mm来设计,待测试通不过再修模加胶);
两壳体螺柱面之间距离取0.05mm。
5.3 不同材料、不同螺丝的螺丝柱孔设计值如表5-2、表5-3所示。
更多关于Proe分享,请参看:。
塑胶壳体设计优秀案例## Excellent Examples of Plastic Enclosure Design.Plastic enclosures are an essential part of many electronic devices. They protect the internal components from damage and provide a finished look to the product. When designing a plastic enclosure, there are a number of factors to consider, including the size, shape, and material.Size and Shape:The size and shape of the enclosure will be determined by the size and shape of the internal components. It is important to leave enough space for the components to fit comfortably inside the enclosure, but not so much space that the enclosure is too bulky or unwieldy.Material:There are a variety of different materials that can be used to make plastic enclosures. The most common materials are ABS, polycarbonate, and acrylic. Each material has its own advantages and disadvantages. ABS is a durable and inexpensive material that is resistant to impact and chemicals. Polycarbonate is a clear material that is more expensive than ABS but is more durable and scratch-resistant. Acrylic is a lightweight and transparent material that is easy to mold and shape.Design Considerations:In addition to the size, shape, and material, there are a number of other design considerations to keep in mind when designing a plastic enclosure. These include:Ventilation: It is important to provide adequate ventilation for the internal components. This will help to prevent the components from overheating.EMI/RFI shielding: If the enclosure will be used to house electronic components that are sensitive toelectromagnetic interference (EMI) or radio frequency interference (RFI), it is important to provide EMI/RFI shielding.Gaskets: Gaskets can be used to seal the enclosure and prevent dust and moisture from entering.Assembly: The enclosure should be easy to assemble and disassemble. This will make it easier to service the internal components.Examples of Excellent Plastic Enclosure Design:There are a number of excellent examples of plastic enclosure design. Some of these examples include:The Apple iPhone: The iPhone is a well-designed electronic device that features a plastic enclosure. The enclosure is made of polycarbonate, which is a durable and scratch-resistant material. The enclosure is also lightweight and easy to grip.The Dyson Air Multiplier: The Dyson Air Multiplier is a fan that features a plastic enclosure. The enclosure is made of ABS, which is a durable and inexpensive material. The enclosure is also aerodynamically designed to help improve the airflow.The Bose SoundLink Mini II: The Bose SoundLink Mini II is a portable speaker that features a plastic enclosure. The enclosure is made of polycarbonate, which is a durable and lightweight material. The enclosure is also water-resistant, which makes it ideal for use in outdoor environments.These are just a few examples of excellent plastic enclosure design. When designing a plastic enclosure, it is important to consider the size, shape, material, and design considerations. By following these guidelines, you can create an enclosure that is both functional and aesthetically pleasing.## 杰出的塑料外壳设计案例。

2.4,扣位2.4.1,扣位也称卡扣,是塑胶件连接固定的常用结构,在强度要求不高的情况下可以用于代替螺丝固定.扣位设计在于“扣”,需要结合紧密,保证测试强度,达到安装目的即可.卡扣常做在装饰件固定,面底壳组装,屏固定,按键限位,盖体扣合,方向球等结构处.2.4.2,卡扣分公扣,母扣,公扣为凸,母扣为凹.卡扣原理:扣合前:有导向斜角引导扣合方向,公母扣均做导入角,一般取60°,45°.扣合中:公扣弹性臂变形压入,弹性臂要保证变形,强度要足够,一般变形量≧扣合量.扣合后:公扣凸与母扣凹贴合,分离方向不易取出,要求扣合面或扣合角小于导向斜角.2.4.3,卡扣常见形式及尺寸a.装饰件扣合,一般为一端插入,另一端扣合,扣合量0.3-0.7mm,插入0.6-1.5mm,如装饰片,电池盖,屏固定及充电器面底壳扣合等,也有全扣位结构,扣位较多,还会增加辅助导向骨.如手机盖,在此不做介绍.图2.4.3ab.下图结构常见内部隐藏扣,不易拆卸,死扣结构;在公扣部件上做插穿结构,可通过插穿孔方便拆卸.如路由器将公扣结构作在面壳壁厚内侧,母扣做在底壳内部,很难拆卸.液晶显示屏外壳也做类似死扣.图2.4.3bc.下图结构常见面底壳组装,第一组图在组合后常会在公扣端加管位骨限制错开,第二组则可以不用特别要求.母扣与公止口组合,公扣与母止口组合;和母扣与母止口组合,公扣与公止口组合的两种情况可以按下面两组图结构进行相应修改即可,安装方式类似.图2.4.3cd.强脱扣位,由材质,韧性决定,材质越软可以强脱越多.一般单边强脱ABS:0.3mm,PC:0.5,PP:0.8, TPE:1.5等,强脱同所承载的壁厚韧性有关,韧性足可以稍微加大强脱深度.具体依结构实际情况定.图2.4.3de.手感扣,通常作在滑动结构上,如电池盖,旋转环等结构.一端为弹扣状,另一端为齿或圆柱.另一种不作弹扣,直接强扣强出,扣合量一般在0.3-0.8之间.F.其他常见扣:2.4.4,卡扣设计考虑要素卡扣需要考虑布局数量位置,安装形式,安装强度,注意事项:a.规则外形,布局按右图方形圆形卡扣分布,方形壳体宽度≤20,宽度不做扣位;20<壳体宽度≤50,作1至2个扣位;圆形壳体一般扣位会均布,如做防呆,可以将扣位稍微移动,保证扣位分布均匀.b.不规则外形,按装配方向选择安装形式,曲线边凸凹处易出现翘曲,受力错位脱开问题,常做扣位+管位骨结构;c.扣位位置尽量靠近转角,防止翘曲,并与螺钉配合组装;卡扣一般在保证强度情况下尽量作少.d.卡扣安装形式与正反扣,要考虑组装,拆卸的方便,考虑模具的制作;e.卡扣处注意防止缩水与熔接痕;f.卡扣斜顶运动空间不小于5,一般取值8,退位不能有干涉,最好为平面,;g.在卡扣上非安装边做R角,不要干涉扣合过程.h.扣位导正,特征:止口,管位骨等,止口,管位骨在上述有说明.。
塑胶件的结构设计:卡扣篇(下)卡扣设计的原则卡扣设计的最终目标是要实现两个零件之间的成功连接固定,要达到连接固定的效果,卡扣设计时需要从以下几方面进行考虑:连接可靠性、约束完整性和装配协调性,它们是卡扣连接成功的关键要求,其他要求还应该包括制造工艺的可行性、成本的高低等。
1. 连接可靠性连接可靠性最核心的一点就是卡扣需要保证有足够的保持强度,以下为悬臂梁卡扣保持力的一般公式:由以上公式可知,保持力Fr 跟Wb、E、Tb、Lb、μs、βe有关;其中Wb:卡扣的宽度;E:卡扣的弹性模量;Tb:卡扣的厚度;Lb:卡扣的长度;Y:卡扣保持面的深度;μs:卡扣的摩擦系数;βe:卡扣的保持面角度。
上面参数,除了弹性模量E、摩擦系数μs跟卡扣所用的材料有关外,其他参数跟卡扣的结构设计相关;通过增大Wb、Tb/Lb的比值、Y、βe都可以增强卡扣的保持强度。
1)增大Wb增大卡扣的宽度Wb,可以增大梁的刚度以及卡扣保持面与配合件的面积,理论上卡扣宽度越大,卡扣的保持强度就越大,但是实际设计中,考虑到制造与装配,常常通过设计多个小卡扣代替一个大卡扣。
卡扣的排布:卡扣应均匀设置在零件的四周,以均匀承受载荷,对于容易变形的地方(如零件的角落),可以考虑尽量让卡扣靠近这些地方。
整圈卡扣一般用在卡合量不大的零件或设计在较软材料上的零件上,常常采用强脱出模,比如常见的一些日化产品的瓶盖。
对于一些宽度较大的卡扣,为了提高母扣的强度,可以在大卡扣中设计两个小卡扣,如下图。
2)增大Tb/Lb的比值增大Tb或减小Lb都可以增大Tb/Lb的比值,实际上也是增大梁的刚度,但是Tb不宜过大,否则会引起外观不良,合理的方式是通过增加加强筋或者局部淘胶,如下图。
Lb也不宜过小,否则难于装配(虽然保持强度增大了),如果因空间限制,Lb过小的情况下,需适当减小Tb,但为了兼顾卡扣的强度,可以考虑在卡扣根部添加加强筋,如下图。
3)增大YY这里指的是卡扣保持面的深度,实际上卡扣的保持强度应该是跟卡合量有关,理论上Y值可以等于卡合量,但是在实际结构设计中,为了便于装配以及后续的调整,一般预留一定的间隙或余量,比如以下某卡扣的设计,前后都预留了0.2-0.5的间隙,预留空间方便后续通过改模增大Y值。