.
6
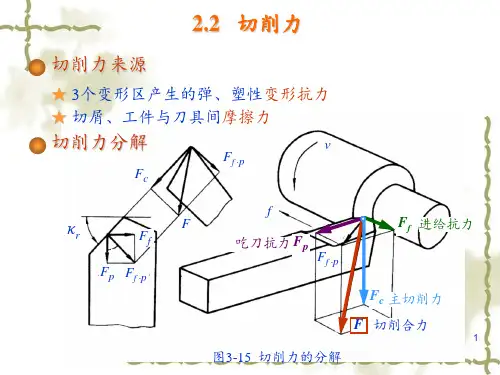
2.2.4 影响切削力因素
切削力F 切削力/ N
刀具几何角度影响
◆ 前角γ0 ↑,若后角不变刀具易切削,切削变形小,F↓; 此外,前角γ0 ↑,剪切角φ ↑,切削变形小,F↓;
◆ 主偏角κr ↑hD ↑切削变形小,F↓,对吃刀抗力和进给抗力影响显著( κr ↑——
Fp↓,Ff↑),当κr 60°~90°时,刀尖圆弧半径rε在切削刃占切削宽度的比例↑,切屑流出时 挤压↑F↑,κr =75°广泛应用
KFc , KFp , KFf —— 考虑切削速度、刀具几何参数、
刀具磨损等因素影响的修正系. 数。
2
单位切削力
切除单位切削层面积的主切削力(令修正系数KFc =1)
pF c C F cap xF c fyF c
A D
apf
K F c
a C pF cfa 1 p xy F F cc
(3-7)
切削功率
◆ 刀尖圆弧半径 rε,rε ↑ 弧部长度增大变形增大F↑.对主切削力影响 不大,对吃刀抗力和进给抗力影响显著( rε ↑ —— Fp↑,Ff↓) ; 因为rε ↑ 切削刃上各点κr 平均值↓ Fp↑,Ff↓
其他因素影响
◆ 刀具材料:与工件材料之间的亲和性和摩擦系数影响 其间的摩擦,而影响切削力 ;
.
9
2.3切削热
切削热来源
★ 切削功和摩擦功:切削过程切削层金属弹塑形变形和切屑与前刀面摩擦及工 件与后刀面摩擦所消耗功,绝大部分转变为切削热
qPc Fcvc
★ 主要来源
QA=QD+QFF+QFR (3-12)
式中,QD , QFF , QFR分别为切 削层变形、前刀面摩擦、后刀 面摩擦产生的热量