家具工厂制程标准开料开料质量检验标准
- 格式:doc
- 大小:32.92 KB
- 文档页数:1
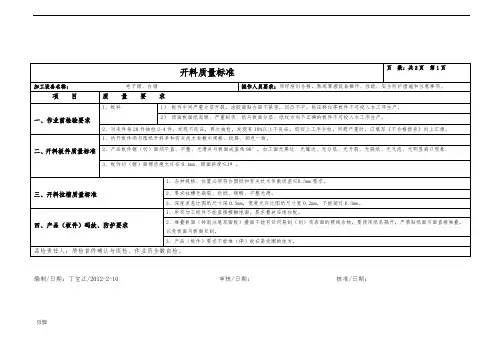
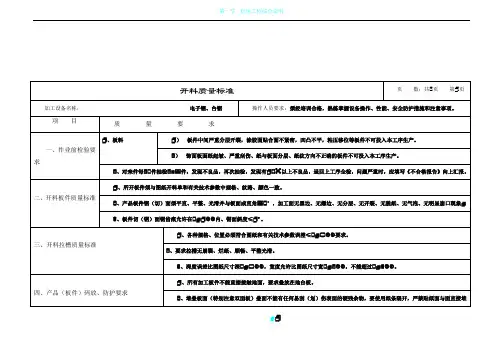
开料(等级质量标准)
A等:数量准确,尺寸精确,无板边爆边,无碰损划伤表面,锯片切口整齐,锯切口光滑,手摸无锯齿痕碍手,余料综合利用到位,场地上日常余料分类整理码放有序,余料总量控制在1立方以内(已锯的备用小条不算余料)。
允许误差:直线1600长以内无误差;直线2000以内,不超过0.3mm;直线2400以内,不超过0.5mm;直角角度对角差无论大小件,不超过0.2mm。
B等:总标准同A等,1延米内有不超出2处的少量爆边,板面有少许不明显划痕,锯口稍欠光滑但触摸不碍手,余料总量控制在1立方左右。
允许误差:直线1600以内不超过0.2mm;直线2000以内不超过0.5mm;直线2400不超过0.7mm;直角角度误差不超过0.3mm;每延米直径1mm以内小爆边(齿状细缺)不超过3处。
C等:总标准同B等,余料分类堆放而整齐有序,总量在1.5-2立方之间,板面时有轻微划痕,锯切口现锯印但不碍手,大小锯片交界线现锯印但没有指甲抠得着的错位,直径1mm 以内的爆边每延米不超过4处。
各项允许尺寸误差比B等大0·2mm。
达不到C等的为等外级,须返工。
以上三个等级的尺寸标准,包括加厚压胶料、冲小条碎料。
检验方式及工具,标准卷尺、游标尺、翻对角、碰对线、目视、触摸;标识清楚,数量准确,分类清点交接。
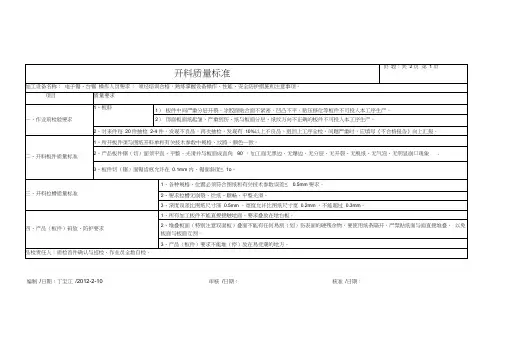
编制/日期:丁宝江/2012-2-10审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:页数:共 1 页第 1 页编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:页数:共 1 页第 1 页编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:。
办公家具的加工质量标准我方所提供货物完全按照招标文件和采购合同要求供货。
保证所供的货物制造质量标准完全按照国家相关制造质量标准制造。
针对本项目材料采购工作,公司总经理、专职项目经理及时与制造商负责该项目的项目经理、设计人员作深入沟通交流,按照中标标的的具体内容,安排生产部工作人员详细计算、编制、制定采购计划表,然后由我公司技术人员携同制造商质检员,依据采购计划表,验收产品原材料,保证原材料符合性。
经质检员按照采购计划表,逐次进行检测、检验合格方可入库进入生产线。
不合格品一律拒收。
严把质量关,把不符合质量、环保标准的材料阻隔于库房之外。
一、制造商企业执行标准1.强制性标准(1)GB 18580-2001 室内装饰装修材料人造板及其制品中甲醛释放限量(2)GB 18581-2009 室内装饰装修材料溶剂型木器涂料中有害物质限量(3)GB 18583-2008 室内装饰装修材料胶粘剂中有害物质限量(4)GB 18584-2001 室内装饰装修材料木家具中有害物质限量2.国家标准(1)GB/T 3324-2008 木家具通用技术条件(2)GB/T 3325-2008 金属家具通用技术条件(3)GB/14532-2008 办公家具、木制柜、架(4)GB/T 3326-1997 桌、椅、凳类主要尺寸(5)GB/T 3327-1997 柜类主要尺寸(6)GB/T 3328-1997 床类主要尺寸(7)GB/T 3976-2003 桌椅功能尺寸3.行业标准(1)QB/T 2384-2010 木制写字桌(2)QB/T 1241-1991 五金家具拉手安装尺寸(3)QB/T 软体家具弹簧软床垫(4)QB/T 2383-1998 餐桌、餐椅(5)QB/T 4071-2010 桌椅(6)QB/T 木家具质量检验及质量评定(7)QB/T 金属家具质量检验及质量评定4.原辅材料标准(1)GB/T 4897-2003 刨花板(2)GB/T 11718-2009 中密度纤维板(3)GB/T 5849-2006 细木工板(4)GB/T 9846-2004 胶合板(5)GB/T 18107-2000 红木(6)GB/T 2006-2006 热固性粉末粉涂料5.企业标准(1)TX 1639-002 木制写字桌(2)TX 1639-004 桌椅二、原材料进厂标准1.选购名牌E1级环保人造板,其中刨花板、中纤板游离甲醛释放限量≤9mg/100g;细木工板、多层板游离甲醛释放限量≤L。
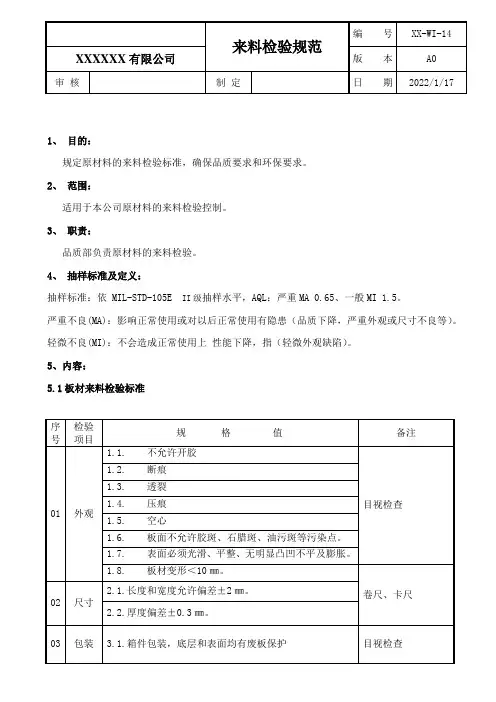
1、目的:
规定原材料的来料检验标准,确保品质要求和环保要求。
2、范围:
适用于本公司原材料的来料检验控制。
3、职责:
品质部负责原材料的来料检验。
4、抽样标准及定义:
抽样标准:依 MIL-STD-105E II级抽样水平,AQL:严重MA 0.65、一般MI 1.5。
严重不良(MA):影响正常使用或对以后正常使用有隐患(品质下降,严重外观或尺寸不良等)。
轻微不良(MI):不会造成正常使用上性能下降,指(轻微外观缺陷)。
5、内容:
5.1板材来料检验标准
5.2木皮来料检验标准
5.3油漆来料检验标准
5.4白乳胶来料检验标准
5.5五金配件来料检验标准
5、表单记录:
来料检验报告单。
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江 /2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.页脚.编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:页脚.。
家具生产品质检验标准文件家具生产品质检验标准文件第一节来料检验标准文件来料检验,是品质检验工作的第一关,优质材料是制造优质产品的基础和保障1、来料检验的内容。
(1) 原材料检验:如木材、板材、木皮等。
(2) 辅助材料检验:如油漆、胶水、补土等。
(3) 耗材检验:如砂布、砂纸、砂轮片、碎布等。
(4) 配件检验:如螺丝、拉手、轨道、合页、饰条、玻璃、大理石等。
(5) 包装材料检验:如内箱、外箱、珍珠棉、标签等。
(6) 刀具、工具检验:如各种锯刀、电动工具、气动工具、手动工具等。
(7) 外协产品检验:如外协电镀零部件、贴面板、椅子白坯等。
2、来料检验的意义(1) 确保进厂材料、物品符合标准。
(2) 防止生产过程中出现各种材料问题异动。
(3) 防止采购过程中出现舞弊行为。
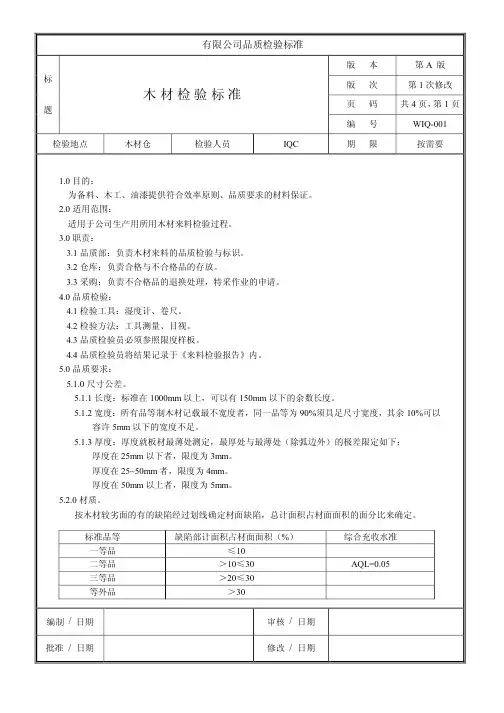
1一、木材来料质量检验标准书1、木材品质控制目的为备料、白身、油漆提供符合效率原则、品质要求的材料保证。
2、配合部门为了有效地控制材料品质,在以品管部为主要归品管理部门之下,需要物控部,生产部、财务部、仓库以及备料车间予以积极配合,协力控制好材料的进厂检验和综合利用工作。
3、订货要求在产品订货来到时,按标准通知供应商准备好标准品木材,以不同供应商已供货产品进行质量跟踪,对不同时期供应材料的质量进行客观评分,建立供应高质量表,经常联系供应商将质量评分的结果反馈给对方,把本厂的质量验收标准贯彻到对材料供应商的具体要求上,对于长期供尖优良品质材料的供应商予以一定的优先,以鼓励供应商按本厂材料质量标准供应合格的材料。
4、具体操作(1) 在订货时向供应商下达具体要求。
(2) 严格按来料检验结果对供应商进行甄别。
(3) 严格按来料检验结果进行退货和扣款处理。
5、质量标准检验方法参照美国阔叶材协会制定的《阔叶材分等标准》的要求。
制定验收和检验标准如下: 木材供应标准要求分三等:第一等、第二等可混合为一个等级,但对桦木、椴木一等材所占比例不得小于20%,如长期达到此要求则检验可以适当放松或在付款期上给予优惠。
编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期:编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 编制 日期:丁宝江 审核 日期: 核准 日期: 。
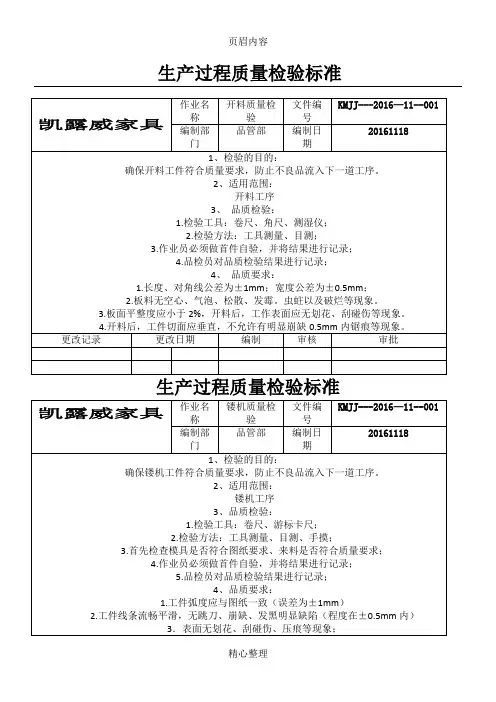
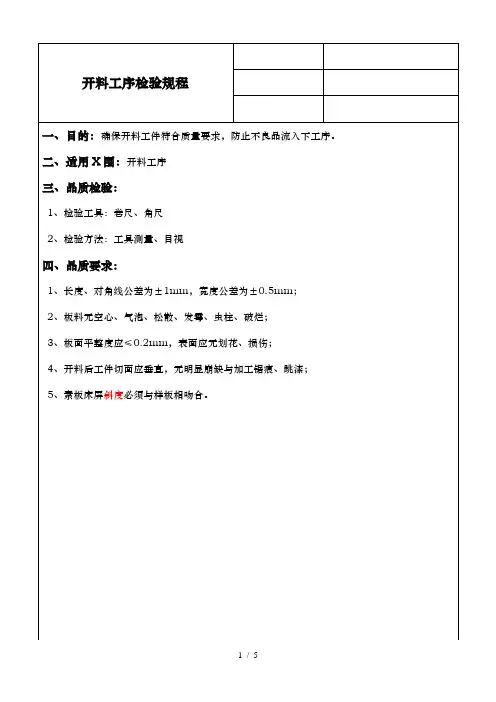
最新家具产品检验标准木工部门1、开料质检标准:确保开料工件符合产品结构,图纸及产品检验标准,防止不良品流入下道工序.2、适用于所有开料加工的工件。
3、品质检验a)检验工具:卷尺,卡尺,角尺,样板。
b)检验方法:工具测量,目视,样板试比。
c)作业员必须作首件检验达到产品检验标准后方可批量生产并记录于《产品部件流程卡》内或《产品部件检验流计表内》d)质检员的检验结果记录于《产品质量首检巡检记录表》内.e)检验标准:施工图纸。
4、品质要求a)按图纸尺寸,料单尺寸,板材的型号要求开料,板件边线长度小于1000mm时,允许误差<0。
5mm;< 1000mm时允许误差1mm;根据板件结构的特性.能长不能短,能短不能长.b)异形工件成品必须与图纸上的尺寸,角度,形状相同,冷压产品,按图纸或料单如修边尺寸,木工部,开料。
c)工件成品边要整直,无斜角,缺角,缺口梯形现象。
d)工件成品表面无划伤,砂痕,压凹的现象。
e)工作成品锯路边允许有<0。
5—1mm的崩裂;封边补色处理后目测不到f)工件成品切面与切面之间(或切面与切面的延长线之间)要相互重直,切面与工件表面要相互重直。
g)面积大于1㎡的工件对角线长度< +1.5㎜面积小于1㎡的工件对角线长度允许< +1mm。
h)按生产计划单数量边进行生产,做到产品配套,无多开,少开现象。
i)工件成品在移交下工序前,在各工件上写出生产单号工件名称,规格数量,摆放整直,存放在规定的位置(配套放)二、排钻1、孔径,孔位,孔深符合图纸要求,孔径公差<0.2m 孔位公差<+0。
5m 孔深公差<1㎜(木榫) 扣件孔深公差0。
5㎜。
2、孔深无钻火爆,孔边无崩边。
冒顶,歪斜现象.3、工件成品无压痕,损伤,划花现象。
4、施工时必须分清工件前后与正反不能加工错方向该孔位对称的工件一定要对称。
5、钻错孔崩边的位置要补好,打磨好合格后方可移交下工序(不能修补的产品必须补料更新)如木皮板过油板。
实木1、断料(1)根据产品设计要求选用合适的材种,干湿度控制在12°以下(2)材料不可有虫孔死节,腐朽。