FANUC基本参数设定演示教学
- 格式:doc
- 大小:68.00 KB
- 文档页数:7
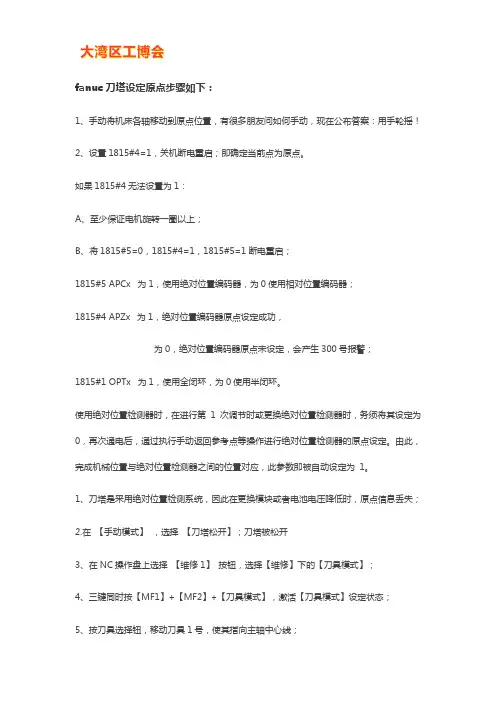
fanuc刀塔设定原点步骤如下:1、手动将机床各轴移动到原点位置,有很多朋友问如何手动,现在公布答案:用手轮摇!2、设置1815#4=1,关机断电重启;即确定当前点为原点。
如果1815#4无法设置为1:A、至少保证电机旋转一圈以上;B、将1815#5=0,1815#4=1,1815#5=1断电重启;1815#5 APCx 为1,使用绝对位置编码器,为0使用相对位置编码器;1815#4 APZx 为1,绝对位置编码器原点设定成功,为0,绝对位置编码器原点未设定,会产生300号报警;1815#1 OPTx 为1,使用全闭环,为0使用半闭环。
使用绝对位置检测器时,在进行第1 次调节时或更换绝对位置检测器时,务须将其设定为0,再次通电后,通过执行手动返回参考点等操作进行绝对位置检测器的原点设定。
由此,完成机械位置与绝对位置检测器之间的位置对应,此参数即被自动设定为1。
1、刀塔是采用绝对位置检测系统,因此在更换模块或者电池电压降低时,原点信息丢失;2.在【手动模式】,选择【刀塔松开】;刀塔被松开3、在NC操作盘上选择【维修1】按钮,选择【维修】下的【刀具模式】;4、三键同时按【MF1】+【MF2】+【刀具模式】,激活【刀具模式】设定状态;5、按刀具选择钮,移动刀具1号,使其指向主轴中心线;6、解除【刀具模式】,三键同时按;7、选择【刀塔松开】,刀塔被锁紧,标记现在的位置;8、再次选择【刀塔松开】,刀塔松开状态;9、三键同时按下【刀塔模式】,选择【刀箱原点设定】,选择F正转后,按下刀具选择按钮,刀塔旋转,在设定位置停下,绝地零点被设定;10、三键按下【刀塔模式】,解除设定;11、三键按下【刀塔模式】,激活设定;12、移动刀塔至标记位置;13、三键按下【刀塔模式】,接触设定;14、选择【刀塔松开】,刀塔被夹紧;15、连续断开电源两次,电源接通后,结束校准。
原点设定失败原因1>把电机旋转1圈左右,重新设定。
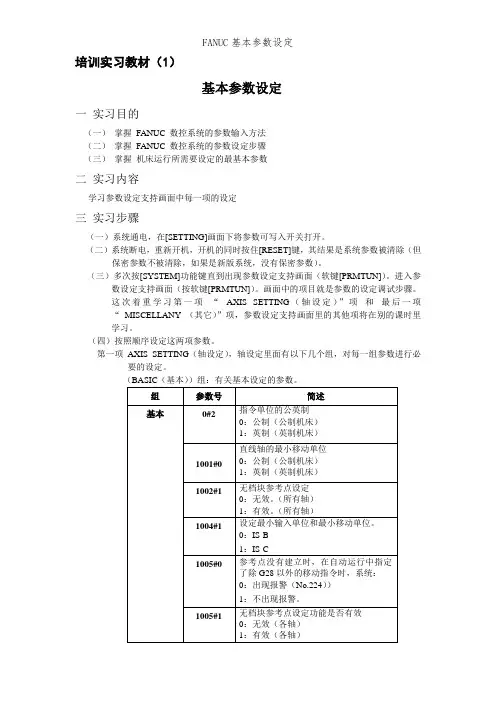
培训实习教材(1)基本参数设定一实习目的(一)掌握FANUC 数控系统的参数输入方法(二)掌握FANUC 数控系统的参数设定步骤(三)掌握机床运行所需要设定的最基本参数二实习内容学习参数设定支持画面中每一项的设定三实习步骤(一)系统通电,在[SETTING]画面下将参数可写入开关打开。
(二)系统断电,重新开机,开机的同时按住[RESET]键,其结果是系统参数被清除(但保密参数不被清除,如果是新版系统,没有保密参数)。
(三)多次按[SYSTEM]功能键直到出现参数设定支持画面(软键[PRMTUN])。
进入参数设定支持画面(按软键[PRMTUN])。
画面中的项目就是参数的设定调试步骤。
这次着重学习第一项“AXIS SETTING(轴设定)”项和最后一项“MISCELLANY (其它)”项,参数设定支持画面里的其他项将在别的课时里学习。
(四)按照顺序设定这两项参数。
第一项AXIS SETTING(轴设定),轴设定里面有以下几个组,对每一组参数进行必要的设定。
(BASIC(基本))组:有关基本设定的参数。
(COORDINA TE(坐标系))组:有关坐标系的参数。
(ACC./DEC.(加/减速))组:有关加减速的参数。
最后一项“MISCELLANY (其它)”项里面有一个组,对该组的参数进行设(五)设完之后,用手动进给方式尝试轴的进给,同时观察系统诊断画面,看看在梯形图正常的情况下,轴为什么不能实现进给?注意以下几个参数:PRM NO. 1023PRM NO. 1800#1(#404报警的屏蔽)PRM NO. 3003#0 3003#2 3003#3(互锁信号的屏蔽)PRM NO. 3004#5(硬限位信号的屏蔽)查找参数说明书,了解它们的详细意义,然后进行正确的设定。
考虑一下,在实际的机床当中,这些参数的设定!。
FANUC_0i系统参数的设定方法FANUC_0i系统参数是机床控制系统中的一种重要参数,它们决定了机床的运行模式、功能和性能。
正确设置FANUC_0i系统参数对于机床的正常运行和高效生产非常重要。
下面将介绍FANUC_0i系统参数的设定方法。
其次,设定FANUC_0i系统参数需要进入系统参数设定模式。
可以通过以下步骤进入系统参数设定模式:1.打开机床电源,进入FANUC_0i系统界面。
2.在FANUC_0i系统界面上按下“SYSTEM”按钮,进入系统菜单。
3.在系统菜单中选择“PARAMETER”选项,进入参数菜单。
4.在参数菜单中选择“SYSTEM”选项,进入系统参数菜单。
5.在系统参数菜单中选择“EDIT”选项,进入系统参数设定模式。
进入系统参数设定模式后,可以根据实际需要对FANUC_0i系统参数进行设定。
下面是一些常见的FANUC_0i系统参数的设定方法:1.机床坐标系参数:机床坐标系参数用于定义机床的坐标系原点和坐标轴方向。
可以根据实际情况设定机床坐标系参数,通常需要根据机床的结构和操作习惯进行调整。
2.运动参数运动参数:运动参数用于定义机床的运动速度和加减速度。
可以根据加工工件的要求和机床的性能设定运动参数,以确保机床的运动平稳和加工质量。
3.工具补偿参数:工具补偿参数用于定义刀具的几何和补偿信息。
可以根据使用的刀具和加工工件的要求设定工具补偿参数,以确保刀具的补偿精度和加工质量。
4.编程参数:编程参数用于定义机床的编程方式和规范。
可以根据编程人员的习惯和加工工件的要求设定编程参数,以确保编程的准确性和可读性。
在设定FANUC_0i系统参数时,需要注意以下几点:1.确保设定参数的合理性,避免设定错误导致机床故障或加工质量下降。
2.保存设定参数的备份,以备后续需要恢复时使用。
3.定期检查和更新设定参数,以适应机床的运行状态和加工工艺的变化。
总之,正确设定FANUC_0i系统参数对于机床的正常运行和高效生产至关重要。
FANUC系统数控机床调试参数FANUC数控机床调试参数系统第一次通电,必须把参数写保护打开(设定画面第一项PWE=1),否则参数无法写入。
在MDI方式下,按软键盘上的SYSTEM,在参数画面下将参数3190#6(CH2)设成1,断电重启,画面上的文字转换成中文。
注:无特殊情况下,第一次通电最好不要进行全清。
一、FSSB设定先把参数8130和1010的值设为3,表示3个轴;参数1023设成1;2;3,参数1902#0=0(当参数1902#1 ASE=1时,表示当选择FSSB自动设定方式时,自动设定完成)。
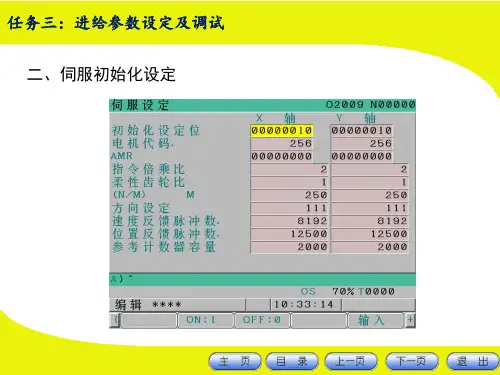
进入SYSTEM,按显示器下的键,画面进入伺服设定,初始化位设为0,将在表5中查得的电机代码输入(0i-Mate系列的Z轴电机代码要比X、Y两轴的代码大1)。
进入伺服调整画面,按照调试手册P15的图中设定X、Y、Z的各项,断电重启。
如果启动后不出现调试手册中P16表1的报警,则FSSB设定完成,否则重新设定FSSB(线路正常情况下)。
如果出现466号报警,将参数2165设为25、25、45(0i-Mate);45、45、45(0i-MC),复位即可消除此报警。
二、主轴设定在参数4133中输入主轴电机代码(表6中查得电机代码),把4019#7设定为1进行自动初始化。
断电重启,设定参数3736为4095,3741号参数为电机的最高转速(即主轴电机的额定转速)。
注:参数4020与3741的值必须一致,否则主轴的转速将与倍率开关的档位不对应三、各种功能对应的参数设定0i-Mate系列按照调试手册中P25-P26的AI先行控制中的参数设定;0i-MC 系列按P26-P27的AI轮廓控制中的参数设定。
其中参数1432为4000~10000、1620为150、1621为80。
四、其它参数的设定当以上的参数设好之后,如无出现报警现象,将下面参数输入。
参数如下:参数号功能设定值范围0020 I/O通道选择(同设定画面中的设定)0——RS2324——卡138#7=1 MDN=1:使用存储卡进行DNC操作有效1002#0 JAX=1:手动和回参考点同时控制轴数为3轴1006#5 ZMI=1:回零时停在负方向1020 各轴的编程名称X——88Y——89Z——901022 基本坐标系中各轴的属性X——1Y——2Z——31023 各轴的伺服轴号X——1Y——2Z——31241 第二参考点的设定1300#2 存储式行程检测切换信号EXLM有效LMS=11320 机床正向软限位1321 机床负向软限位1401#4 进给率为0时快速移动停止RF0=11410 空运行速度5000mm/min1420 各轴快速移动速度8000 mm/min1421 各轴快速移动倍率的F0速度500 mm/min1422 最大切削进给速度6000 mm/min1423 各轴手动连续(JOG)进给速度1000 mm/min1424 各轴手动快速移动速度3000 mm/min1425 各轴返回参考点减速后(FL)的速度300 mm/min1622 插补后切削进给时间常数150 ms1624 插补后JOG进给时间常数20 ms1800#1 位置控制就绪信号PRDY接通之前,速度控制就绪信号VRDY先接通时,不出现伺服报警CVR=11821 各轴的参考计数器容量80001825 各轴的伺服位置环增益3000~50001851 各轴反向间隙补偿量2022 电机旋转方向(根据实际情况调整正负值)X——-111Y——111Z——1113003#0 互锁无效ITL=13003#2 各轴互锁无效ITX=13003#3 各轴方向互锁无效DIT=13003#5 限位开关零点触头接常闭DEC=0限位开关零点触头接常开DEC=13105#0 MDI方式显示DPF=13105#2 实际主轴速度和T代码显示DPS=13108#7 显示手动连续进给速度JSP=13111#0 显示伺服设定画面SVS=1 #1 显示主轴调整画面SPS=1 #2 显示同步误差值是峰值SVP=13117#0 在程序检查画面显示打开或关闭主轴速度表和负载表SMS=13190#6 显示简体汉字CH2=13202#4 程序O9000~9999的编辑禁止(刀库用)NE9=13210加密3211解密3605#0 使用双向螺补功能BDP=13620~3627 螺距补偿的设定4077 主轴定位5001#5 刀具补偿用H代码TPH=1当5001#2 OFH=0时有效6071=6 当设为0时无效,M00不能调用9001~9009子程序6711加工零件数6712加工零件总数参数6711和6712的设定只有当6700#0 为0时有效7113 手轮进给倍率1008131#0 使用手轮进给HPG=1注:如果软键盘上的键值不对应,将参数3100#2置1,3100#3置0即可如果在手动和回参考点是不能同时控制3轴,将1002#0 JAX置1即可栅格量的调整:在诊断画面中,参数302号可以看到各轴的栅格量,最好应在4000~5000之间,栅格量的调整只要调整零点开关的位置当参数4020和3741不一致时,显示出来的主轴转速与主轴倍率选定的不对应攻丝参数设定5200#4(DOV)=1 刚性攻丝退刀时倍率有效(倍率值在参数NO.5211中设定)5200#5(PCP)=1 刚性攻丝不使用高速深孔攻丝循环5201#0(NIZ)=1 进行刚性攻丝的平滑处理5204#0(DGN)=1 在诊断画面上显示主轴和攻丝轴的偏差量的偏差值5210=29 指令刚性攻丝的M代码5211=200 刚性攻丝退刀时的倍率值5241=3000 刚性攻丝时主轴的最高转速(第1档)5242=3000 刚性攻丝时主轴的最高转速(第2档)5243=3000 刚性攻丝时主轴的最高转速(第3档)5261=2000 主轴和攻丝轴的直线加减速时间常数(第1档)5262=2000 主轴和攻丝轴的直线加减速时间常数(第2档)5263=2000 主轴和攻丝轴的直线加减速时间常数(第3档)5280=1000 刚性攻丝时主轴和攻丝轴的位置控制回路增益5300=20 刚性攻丝时攻丝轴的到位宽度5301=20 刚性攻丝时主轴的到位宽度5310=32000 刚性攻丝时攻丝轴移动时位置偏差的极限值5311=32000 刚性攻丝时主轴移动时位置偏差的极限值5312=800 刚性攻丝中攻丝轴停止时的位置偏差极限值5313=800 在刚性攻丝中主轴停止时的位置偏差极限值5314=32000 在刚性攻丝中攻丝轴移动时位置偏差的极限值。
FANUC数字伺服参数的初始化设置1-4 数字伺服参数的初始化设置由于数字伺服控制是通过软件方式进行运算控制的,而控制软件是存储在伺服ROM中。
通电时数控系统根据所设定的电机规格号和其它适配参数——如齿轮传动比、检测倍乘比、电机方向等,加载所需的伺服数据到工作存储区(伺服ROM中写有各种规格的伺服控制数据),而初始化设定正是进行电机规格号和其它适配参数的设定。
设定方法如下:1. 在紧急停止状态,接通电源。
2. 确认显示伺服设定调整画面的参数SVS (#0)=1 (显示伺服画面)* 按照下面顺序,显示伺服参数的设定画面按 [SYSTEM] 健,再按翻页(扩展)键,找到软件键 [SV-PRM]* 使用光标、翻页键,输入初始设定必要的参数(1)初始设定位#3(PRMCAL)1:进行参数初始设定时,自动变成1。
根据脉冲编码器的脉冲数自动计算下列值。
PRM 2043(PK1V),PRM 2044(PK2V),PRM 2047(POA1),PRM 2053(PPMAX),PRM 2054(PDDP),PRM 2056(EMFCMP),PRM 2057(PVPA),PRM 2059(EMFBAS),PRM 2074(AALPH),PRM 2076(WKAC)#1(DGPRM)0:进行数字伺服参数的初始化设定。
1:不进行数字伺服参数的初始化设定。
#0(PLC01)0:使用PRM 2023,2024的值。
1:在内部把PRM 2023,2024的值乘10倍。
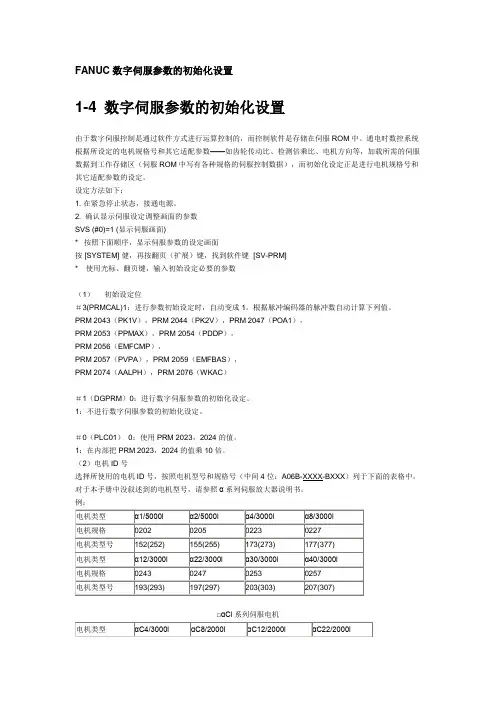
(2)电机ID号选择所使用的电机ID号,按照电机型号和规格号(中间4位:A06B-XXXX-BXXX)列于下面的表格中。
对于本手册中没叙述到的电机型号,请参照α系列伺服放大器说明书。
例:□αCi系列伺服电机(3)任意AMR功能(4)CMR(5)关断电源,然后再打开电源。
(6)进给齿轮比N/M(F.FG)。
[例]对检测单位为1μm,指定如下:[例]对旋转轴,机械有一1/10的减速齿轮和设定为1000度的检测单位,则电机每转一转工作台旋转360/10度的移动量。
功能追加将追加文件名改为“CNCOPSET ” OP 读 诊断1148#1#7 为1则为追加成功四轴驱动接线图四轴检测信号X2.0第四轴夹紧X2.1 第四轴放松 Y1.6 第四轴松开X9.3四轴原点M 代码A1:+24vA2:0v1、3脚短接模块电源线四轴动力线FSSB 光缆接口 四轴编码器第四轴夹紧M10 第四轴松开M11关于FANUC系统加第四轴调试首先把第四轴的驱动器固定,连接上电源、光纤、编码器、马达线等。
做好一些开机准备。
检查三轴参数资料正确。
自动设定:1.按SYSTEM键调整参数#8130(总控制轴数)调为4,关电重启。
2.将#1020 A=65。
#1023 设定为1;2;3;4等。
对应光缆接口X,Y,Z ,A等。
关电重启(注:要关掉总的电源)3.请确认#14476=0( DFS FSSB )为0I-MD专用方式,当次参数为1(为0I-MC兼容方式)。
根据控制器型号和驱动器选择,以下是0I-MD设置方式。
4.请确定参数FMD(No.#1902.0)=0:请按照如下步骤执行基于FSSB 设定画面的自动设定。
1 放大器设定画面上按照从控装置号的顺序显示伺服放大器和脉冲模块的信息。
2 设定连接于每个从控装置的轴控制号。
此时,在旁边显示控制轴名称。
(脉冲模块除外)3 选择轴设定画面,在每个控制轴中设定脉冲模块的连接器号等功能数据。
4 按下软键“设定”,进行自动设定。
设定数据有问题时,发生告警,请再次重新进行正确设定。
通过这一操作执行自动计算,设定参数(No.1023, No.1905, No.1936,No.1937,No.14340~14349, No.14376~14391)。
此外,表示各参数的设定已经完成的参数AES(No.#1902.1)成为”1”,进行电源的OFF/ON 操作时,按照各参数进行轴设定。
5.将K0.3=1,这个时候有显示第四轴的坐标,调整参数,关电重启(注:要关掉总的电源)。
定形切割参数设置部分页面说明
一.圆程序参数设置页面
2
进入参数设置页面后按shift和向下箭头键进入圆参数设置页面二,如下:
对于直径在10mm以内的圆需要设置“BlendType”类型为LIN(线性),对于
直径大于10mm的圆为默认设置CIR(弧形)。
本页面其余参数不做要求,可以采用默认设置。
BlendType
:即允许用户设置配合切入、切出的运行类型,可以选择线性或圆
弧型,10mm以内的圆选择线性运行模式;
Directing
:方向默认设置即可;
OnCNTVal、OffCNTVal
:起点和终止点CNT的大小,0~100之间,默认值为
30
,对直径较小的圆可以适当调小该值;
StartAngle:
起始角度,通常不需更改;
PSPDVal:0~110
,改小会降低速度。
二.方程序参数设置页面2:
进入参数设置页面后按shift和向上箭头键进入方形参数设置页面二,如下:
其中Radius#1~Radius#4的值指四个倒角半径的大小。
#CornPts:值必须是3.
CircTvl%:可调节切方速度的比率,如设置为80%,切方速度设定为50
,则实
际速度为
40.
二.槽程序参数设置页面2:
进入参数设置页面后按shift和向下箭头键进入槽形参数设置页面二,如下:
BI、BOCNTVal:允许程序员设置配合进出的CNT
值,同样的,尺寸较小的槽
形,将CNT值适当调小。
2011.05.21
FANUC机床调试参数系统第一次通电,必须把参数写保护打开(设定画面第一项PWE=1),否则参数无法写入。
在MDI方式下,按软键盘上的SYSTEM,在参数画面下将参数3190#6(CH2)设成1,断电重启,画面上的文字转换成中文。
注:无特殊情况下,第一次通电最好不要进行全清。
一、FSSB设定先把参数8130和10的值设为3,表示3个轴;参数1023设成1;2;3,参数1902#0=0(当参数1902#1 ASE=1时,表示当选择FSSB自动设定方式时,自动设定完成)。
进入SYSTEM,按显示器下的键,画面进入伺服设定,初始化位设为0,将在表5中查得的电机代码输入(0i-Mate系列的Z轴电机代码要比X、Y两轴的代码大1)。
进入伺服调整画面,按照调试手册P15的图中设定X、Y、Z的各项,断电重启。
如果启动后不出现调试手册中P16表1的报警,则FSSB设定完成,否则重新设定FSSB(线路正常情况下)。
如果出现466号报警,将参数2165设为25、25、45(0i-Mate);45、45、45(0i-MC),复位即可消除此报警。
二、主轴设定在参数4133中输入主轴电机代码(表6中查得电机代码),把4019#7设定为1进行自动初始化。
断电重启,设定参数3736为4095,3741号参数为电机的最高转速(即主轴电机的额定转速)。
注:参数4020与3741的值必须一致,否则主轴的转速将与倍率开关的档位不对应三、各种功能对应的参数设定0i-Mate系列按照调试手册中P25-P26的AI先行控制中的参数设定;0i-MC 系列按P26-P27的AI轮廓控制中的参数设定。
其中参数1432为4000~100、1620为150、1621为80。
四、其它参数的设定当以上的参数设好之后,如无出现报警现象,将下面参数输入。
参数如下:参数号功能设定值范围0020I/O通道选择(同设定画面中的设定)0——RS2324——卡138#7=1MDN=1:使用存储卡进行DNC操作有效1002#0JAX=1:手动和回参考点同时控制轴数为3轴1006#5ZMI=1:回零时停在负方向1020各轴的编程名称X——88Y——89Z——901022基本坐标系xx轴的属性X——1Y——2Z——31023各轴的伺服轴号X——1Y——2Z——31241第二参考点的设定1300#2存储式行程检测切换信号EXLM有效LMS=1 1320机床正向软限位1321机床负向软限位1401#4进给率为0时快速移动停止RF0=11410142014211422142314241425162216241800#118211825185120223003#03003#23003#53105#03105#23108#73111#0#1#23117#03190#63202#4321032113605#0空运行速度5000mm/min各轴快速移动速度8000 mm/min各轴快速移动倍率的F0速度500 mm/min最大切削进给速度6000 mm/min各轴手动连续(JOG)进给速度1000 mm/min各轴手动快速移动速度3000 mm/min各轴返回参考点减速后(FL)的速度300 mm/min插补后切削进给时间常数150 ms插补后JOG进给时间常数20 ms位置控制就绪信号PRDY接通之前,速度控制就绪信号VRDY先接通时,不出现伺服报警CVR=1各轴的参考计数器容量8000各轴的伺服位置环增益3000~5000各轴反向间隙补偿量电机旋转方向(根据实际情况调整正负值)X——-111Z——111互锁无效ITL=1各轴互锁无效ITX=1各轴方向互锁无效DIT=1限位开关零点触头接常闭DEC=0限位开关零点触头接常开DEC=1MDI方式显示DPF=1实际主轴速度和T代码显示DPS=1显示手动连续进给速度JSP=1显示伺服设定画面SVS=1显示主轴调整画面SPS=1显示同步误差值是峰值SVP=1在程序检查画面显示打开或关闭主轴速度表和负载表SMS=1显示简体汉字CH2=1程序O9000~99的编辑禁止(刀库用)NE9=1加密解密使用双向螺补功能BDP=13620~3627螺距补偿的设定4077主轴定位5001#5刀具补偿用H代码TPH=1当5001#2OFH=0时有效6071=6当设为0时无效,M00不能调用9001~9009子程序6711加工零件数6712加工零件总数参数6711和6712的设定只有当6700#0为0时有效7113手轮进给倍率1008131#0使用手轮进给HPG=1注:如果软键盘上的键值不对应,将参数3100#2置1,3100#3置0即可如果在手动和回参考点是不能同时控制3轴,将1002#0JAX置1即可栅格量的调整:在诊断画面中,参数302号可以看到各轴的栅格量,最好应在4000~5000之间,栅格量的调整只要调整零点开关的位置当参数4020和3741不一致时,显示出来的主轴转速与主轴倍率选定的不对应攻丝参数设定5200#4(DOV)=1刚性攻丝退刀时倍率有效(倍率值在参数NO.5211中设定)5200#5(PCP)=1刚性攻丝不使用高速深孔攻丝循环5201#0(NIZ)=1进行刚性攻丝的平滑处理5204#0(DGN)=1在诊断画面上显示主轴和攻丝轴的偏差量的偏差值5210=29指令刚性攻丝的M代码5211=200刚性攻丝退刀时的倍率值5241=3000刚性攻丝时主轴的最高转速(第1档)5242=3000刚性攻丝时主轴的最高转速(第2档)5243=3000刚性攻丝时主轴的最高转速(第3档)5261=2000主轴和攻丝轴的直线加减速时间常数(第1档)5262=2000主轴和攻丝轴的直线加减速时间常数(第2档)5263=2000主轴和攻丝轴的直线加减速时间常数(第3档)5280=1000刚性攻丝时主轴和攻丝轴的位置控制回路增益5300=20刚性攻丝时攻丝轴的到位宽度5301=20刚性攻丝时主轴的到位宽度5310=32000刚性攻丝时攻丝轴移动时位置偏差的极限值5311=320005312=8005313=8005314=32000刚性攻丝时主轴移动时位置偏差的极限值刚性攻丝中攻丝轴停止时的位置偏差极限值在刚性攻丝中主轴停止时的位置偏差极限值在刚性攻丝中攻丝轴移动时位置偏差的极限值。
F A N U C基本参数设定
培训实习教材(1)
基本参数设定
一实习目的
(一)掌握 FANUC 数控系统的参数输入方法
(二)掌握 FANUC 数控系统的参数设定步骤
(三)掌握机床运行所需要设定的最基本参数
二实习内容
学习参数设定支持画面中每一项的设定
三实习步骤
(一)系统通电,在[SETTING]画面下将参数可写入开关打开。
(二)系统断电,重新开机,开机的同时按住[RESET]键,其结果是系统参数被清除(但保密参数不被清除,如果是新版系统,没有保密参数)。
(三)多次按[SYSTEM]功能键直到出现参数设定支持画面(软键
[PRMTUN])。
进入参数设定支持画面(按软键[PRMTUN])。
画面
中的项目就是参数的设定调试步骤。
这次着重学习第一项“ AXIS
SETTING(轴设定)”项和最后一项“ MISCELLANY (其它)”项,
参数设定支持画面里的其他项将在别的课时里学习。
(四)按照顺序设定这两项参数。
第一项 AXIS SETTING(轴设定),轴设定里面有以下几个组,对每一组参数进行必要的设定。
(BASIC(基本))组:有关基本设定的参数。
(COORDINATE(坐标系))组:有关坐标系的参数。
(FEED RATE(进给速度))组:有关进给速度的参数。
(ACC./DEC.(加/减速))组:有关加减速的参数。
关于编程的参数和刀具补偿
最后一项“MISCELLANY (其它)”项里面有一个组,对该组的参
数进行设定。
(MISC(其它))组:有关DO/DI和串行主轴的参
数。
(五)设完之后,用手动进给方式尝试轴的进给,同时观察系统诊断画面,看看在梯形图正常的情况下,轴为什么不能实现进给?注意以下几个参数: PRM NO. 1023
PRM NO. 1800#1(#404报警的屏蔽)
PRM NO. 3003#0 3003#2 3003#3(互锁信号的屏蔽)
PRM NO. 3004#5(硬限位信号的屏蔽)
查找参数说明书,了解它们的详细意义,然后进行正确的设定。
考虑一下,在实际的机床当中,这些参数的设定!。