制造设备工时定额计算表20100702
- 格式:xls
- 大小:81.00 KB
- 文档页数:4
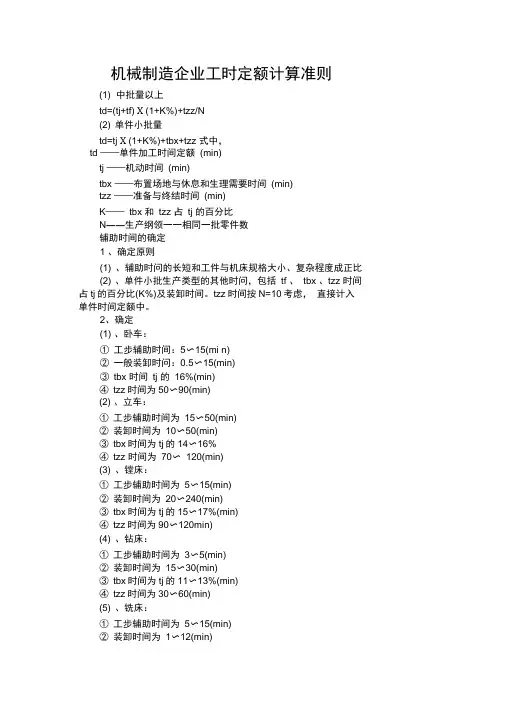
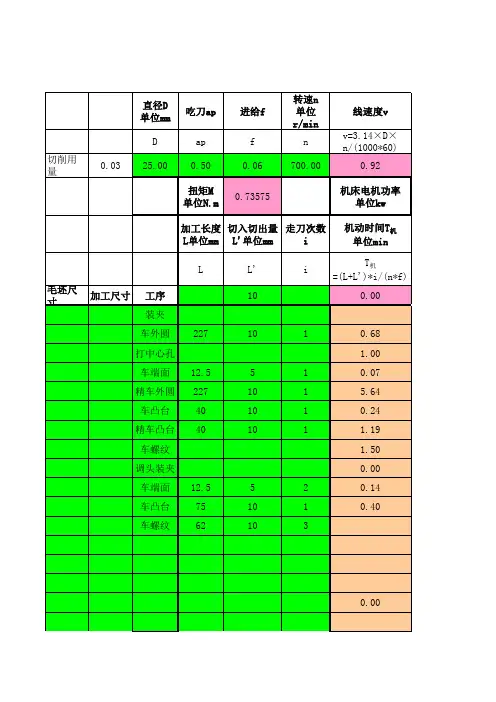
机械制造企业工时定额计算准则(1) 中批量以上td=(tj+tf) X (1+K%)+tzz/N(2) 单件小批量td=tj X (1+K%)+tbx+tzz 式中,td ——单件加工时间定额(min)tj ——机动时间(min)tbx ——布置场地与休息和生理需要时间(min)tzz ——准备与终结时间(min)K——tbx 和tzz 占tj 的百分比N――生产纲领一一相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比(2) 、单件小批生产类型的其他时问,包括tf 、tbx 、tzz 时间占tj的百分比(K%)及装卸时间。
tzz时间按N=10考虑,直接计入单件时间定额中。
2、确定(1) 、卧车:①工步辅助时间:5〜15(mi n)②一般装卸时问:0.5〜15(min)③tbx 时间tj 的16%(min)④tzz时间为50〜90(min)(2) 、立车:①工步辅助时间为15〜50(min)②装卸时间为10〜50(min)③tbx时间为tj的14〜16%④tzz 时间为70〜120(min)(3) 、镗床:①工步辅助时间为5〜15(min)②装卸时间为20〜240(min)③tbx时间为tj的15〜17%(min)④tzz时间为90〜120min)(4) 、钻床:①工步辅助时间为3〜5(min)②装卸时间为15〜30(min)③tbx时间为tj的11〜13%(min)④tzz时间为30〜60(min)(5) 、铣床:①工步辅助时间为5〜15(min)②装卸时间为1〜12(min)③tbx时间为tj的13〜15%(min)④tzz时间为30〜120(min)(6) 、刨、插:①工步辅助时间为6〜10(min)②装卸时间为1〜120(mi n)③tbx时间为tj的13〜14%(min)④tzz时间为30〜120(min)(7) 、磨床:①工步辅助时问为2〜8(min)②装卸时间为0.3〜8(min)③tbx时间为tj的12〜13%(min)④tzz时间为15〜120(min)(8) 、齿轮机床:①工步辅助时间为2〜5(min)②装卸时间为2〜8(min)③tbx时间为tj的11〜12%(min)④tzz时间为50〜120(min)(9) 、拉床:①工步辅助时间为1〜2(min)②装卸时间为0.5〜1(min)③tbx时间为tj的12%(min)④tzz时间为25(min) 切削用量的计算与选择原则1 、计算:(1) 、切削速度Vc①车、铣、钻、镗、磨、铰:Vc=d XnX n/1000(m/min)Vc=(d XnX n)/(1000 x 60)(m/s)式中,d ---- 工件或刀具(砂轮)直径(mm)n ---- 工件或刀具(砂轮)每分钟转数(r/min)②刨、插Vc=L X (1+V 刨程N空程)X n/1000=(5/3) X L X n/1000=0.0017 X L X n(n/min)或用下公式:VC=n X L X (1+m)/1000(n/min) 式中,L 刨程行程A长度(mm) n——每分钟往复次数(次/min) m一般取0.7(因为返程必须速度快)(2) 、每分钟转数或每分钟往返次数n①n=Vc X 1000/( nx d)=(Vc x 3) x 1000/d(r/min)②n=Vc X 1000X 3/(5 X L)=Vc/(0.0017 X L)(双程数/min)式中:d ---- 工件或刀具直径(mm)L ---- 行程长度(mm)(3) 、进给速度VfVf=af X Z X n(mm/min)式中:af ——每齿进给量(mm/z)Z――刀具齿数n ---- 每分钟转数(r/mi n)(4) 、进给量f①f=vf/n(mm/r)②af=f/Z(mm/z)(5) 、切削深度ap①ap=(dw-dm)/2②钻削ap=dw/2式中:d ------- 待加工直径(mm)dm --- 已加工面直径(mm)(注:范文素材和资料部分来自网络,供参考。

1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 *3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0**工件直径为上道工序所留尺寸**当加工孔径较大时,ap取大值;加工孔径较小,且加工精度要求较高时,ap取小值切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些;当某工序大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度三切削用量制定的步骤背吃刀量的选择进给量的选择切削速度的确定校验机床功率四提高切削用量的途径采用切削性能更好的新型刀具材料;在保证工件机械性能的前提下,改善工件材料加工性;改善冷却润滑条件;改进刀具结构,提高刀具制造质量。

工时定额计算手册目录一. 普通车床............................................1.车床时间定额标准(通用部分) ...................................................................................2.C615~C618时间定额标准.............................................................................................. 3.C620时间定额标准....................................................................................................... 4.C630时间定额标准....................................................................................................... 5.C650时间定额标准.......................................................................................................二.镗床........................................... 1.镗床时间定额标准 ........................................................................................................三.立式机床.......................................... 1.立式机床时间定额标准 ................................................................................................四.龙门刨床.......................................... 1.龙门刨床时间定额标准 ................................................................................................五.牛头刨床.......................................... 1.牛头刨床时间定额标准 ................................................................................................六.磨床............................................ 1.平面磨时间定额标准 .................................................................................................... 2.外元磨时间定额标准 .................................................................................................... 3.内元磨时间定额标准 ....................................................................................................七. 铣床.................................................. 1.铣床时间定额标准(一) ............................................................................................八.制齿机床......................................... 1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 ................九.拉床.................................................. 1.拉床时间定额标准 ........................................................................................................十.插床........................................... 1.插床时间定额标准 ........................................................................................................十一钻床............................................... 1.钻床时间定额标准 ........................................................................................................十二. 钳工............................................... 1.钳工时间定额标准(一) .......................................................................................... 2.钳工时间定额标准(二) .......................................................................................... 3. 钳工时间定额标准(三) ...........................................................................................十三. 冷冲模............................................. 1.冷冲模装配时间定额标准 ............................................................................................十四. 冲床................................................ 1.冲床时间定额标准 ........................................................................................................十五. 锻造................................................ 1.锻造时间定额标准(一) ............................................................................................ 2. 锻造时间定额标准(二) .............................................................................................十六. 铸造................................................ 1.铸造时间定额标准 ........................................................................................................ 2. 铸造复杂程度分类 .........................................................................................................十七. 铆工................................................ 1.铆工时间定额标准(一) ............................................................................................ 2.铆工时间定额标准(二) ............................................................................................十八. 点焊................................................1.电焊焊接时间定额标准 ...................................................................................................十九.木型..................................................1.木型制造时间定额标准(一) ....................................................................................2.木型制造时间定额标准(二) ....................................................................................二十. 喷漆...............................................1. 喷漆时间定额标准 .........................................................................................................附录...................................................一.冷冲模赚装配复杂程度分类 ..............................二.公式时间定额标准,设备适用范围及工序内容 ..............三. 应用举例.....................................1.车床C620加工例题......................................................................................................2.2.5m立车.....................................................................................................................3.镗床例题 ..................................................................................................................4.Z525 ................................................................................................................................5.龙门刨(6M)...........................................................................................................6. 牛头刨.........................................................................................................................7.15 吨冲床..................................................................................................................8.M7120—M131W............................................................................................................9.M7120 ............................................................................................................................10.M131W.........................................................................................................................11.设备Y38.....................................................................................................................12.设备B516K.................................................................................................................13.设备L6110 .................................................................................................................14. 设备X52......................................................................................................................一. 普通车床1.车床时间定额标准(通用部分)(续)(续)(续)2.C615~C618时间定额标准3.C620时间定额标准4.C630时间定额标准5.C650时间定额标准二.镗床1.镗床时间定额标准三.立式机床1.立式机床时间定额标准四.龙门刨床1.龙门刨床时间定额标准五.牛头刨床1.牛头刨床时间定额标准六.磨床1.平面磨时间定额标准2.外元磨时间定额标准3.内元磨时间定额标准七. 铣床1.铣床时间定额标准(一)2.铣床时间定额标准(二)(续)八.制齿机床1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准。
工时定额计算手册目录一. 普通车床 (6)1.车床时间定额标准(通用部分) (6)2.C615~C618时间定额标准 (16)3.C620时间定额标准 (20)4.C630时间定额标准 (24)5.C650时间定额标准 (28)二.镗床 (32)1.镗床时间定额标准 (32)三.立式机床 (38)1.立式机床时间定额标准 (38)四.龙门刨床 (42)1.龙门刨床时间定额标准 (42)五.牛头刨床 (46)1.牛头刨床时间定额标准 (46)六.磨床 (48)1.平面磨时间定额标准 (48)2.外元磨时间定额标准 (53)3.内元磨时间定额标准 (58)七. 铣床 (62)2.铣床时间定额标准(二) (70)八.制齿机床 (75)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (75)九.拉床 (82)1.拉床时间定额标准 (82)十.插床 (86)1.插床时间定额标准 (86)十一钻床 (88)1.钻床时间定额标准 (88)十二. 钳工 (94)1.钳工时间定额标准(一) (94)2.钳工时间定额标准(二) (98)3. 钳工时间定额标准(三) (104)十三. 冷冲模 (110)1.冷冲模装配时间定额标准 (110)十四. 冲床 (116)1.冲床时间定额标准 (116)十五. 锻造 (123)2. 锻造时间定额标准(二) (127)十六. 铸造 (131)1.铸造时间定额标准 (131)2. 铸造复杂程度分类 (139)十七. 铆工 (145)1.铆工时间定额标准(一) (145)2.铆工时间定额标准(二) (151)3.铆工时间定额标准(三) (154)十八. 点焊 (158)1.电焊焊接时间定额标准 (158)十九.木型 (166)1.木型制造时间定额标准(一) (166)2.木型制造时间定额标准(二) (172)二十. 喷漆 (177)1. 喷漆时间定额标准 (177)附录 (182)一.冷冲模赚装配复杂程度分类 (182)二.公式时间定额标准,设备适用范围及工序内容 (203)三. 应用举例 (209)1.车床C620加工例题 (209)2.2.5m立车 (218)3.镗床例题 (220)4.Z525 (222)5.龙门刨(6M) (225)6. 牛头刨 (230)7.15 吨冲床 (232)8.M7120—M131W (234)9.M7120 (235)10.M131W (237)11.设备Y38 (239)12.设备B516K (240)13.设备L6110 (242)14. 设备X52 (244)机床 分类 T 准 一. 普 通 车 床1.车床时间定额标准(通用部分)单位(分)C615~C618 C620 C630 C650 一般 15 30 40 60 中等 30 40 60 80 复杂40801202401.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。
工时定额计算手册目录一. 普通车床 (5)1.车床时间定额标准(通用部分) (5)2.C615~C618时间定额标准 (10)3.C620时间定额标准 (12)4.C630时间定额标准 (14)5.C650时间定额标准 (16)二.镗床 (18)1.镗床时间定额标准 (18)三.立式机床 (21)1.立式机床时间定额标准 (21)四.龙门刨床 (23)1.龙门刨床时间定额标准 (23)五.牛头刨床 (25)1.牛头刨床时间定额标准 (25)六.磨床 (26)1.平面磨时间定额标准 (26)2.外元磨时间定额标准 (28)3.内元磨时间定额标准 (30)七. 铣床 (32)1.铣床时间定额标准(一) (32)2.铣床时间定额标准(二) (36)八.制齿机床 (39)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (39)九.拉床 (42)1.拉床时间定额标准 (42)十.插床 (44)1.插床时间定额标准 (44)十一钻床 (45)1.钻床时间定额标准 (45)十二. 钳工 (48)1.钳工时间定额标准(一) (48)2.钳工时间定额标准(二) (50)3. 钳工时间定额标准(三) (53)十三. 冷冲模 (56)1.冷冲模装配时间定额标准 (56)十四. 冲床 (58)1.冲床时间定额标准 (58)十五. 锻造 (61)1.锻造时间定额标准(一) (61)2. 锻造时间定额标准(二) (63)十六. 铸造 (65)1.铸造时间定额标准 (65)2. 铸造复杂程度分类 (68)十七. 铆工 (71)1.铆工时间定额标准(一) (71)2.铆工时间定额标准(二) (74)3.铆工时间定额标准(三) (76)十八. 点焊 (78)1.电焊焊接时间定额标准 (78)十九.木型 (82)1.木型制造时间定额标准(一) (82)2.木型制造时间定额标准(二) (86)二十. 喷漆 (89)1. 喷漆时间定额标准 (89)附录 (92)一.冷冲模赚装配复杂程度分类 (92)二.公式时间定额标准,设备适用范围及工序内容 (103)三. 应用举例 (105)1.车床C620加工例题 (105)2.2.5m立车 (108)3.镗床例题 (109)4.Z525 (110)5.龙门刨(6M) (112)6. 牛头刨 (114)7.15 吨冲床 (115)8.M7120—M131W (116)9.M7120 (117)10.M131W (118)11.设备Y38 (119)12.设备B516K (120)13.设备L6110 (121)14. 设备X52 (122)一. 普通车床1.车床时间定额标准(通用部分)——以手轮最大R代入。