板式家具工艺流程 ppt课件
- 格式:ppt
- 大小:15.76 MB
- 文档页数:16
板式家具生产工艺流程图与工艺说明按照板式家具的设计机构来划分,板式家具可以分为组装家具和拆装家具。
,组装家具是开箱就能用的,非组装家具需要自己组装,当然如果自己不会组装的话,还可以找专门的组装师傅来组装,板式家具大多为非组装。
按照板式家具材质来划分,可以分为各个不同材料的板式家具,例如常见的有MDF板;PB板;多层板等,而加工这些的原始材料比较常见的有柳木、榆木、杉木、橡木等。
按照板式家具的规格来划分,可以分为1200,1500,1800,2000等不同规格的板式家具。
按照板式家具的表面处理工艺来划分,可以分为喷清漆的板式家具,喷油漆的板式家具,不喷漆的板式家具。
按照板式家具喷漆的完成程度来划分,可以分为全部喷漆的板式家具和部分喷漆的板式家具。
就目前来看,为了节省成本起见,板式家具的可见部分一般是喷漆的,而不可见的部分一般是不喷漆的。
以下是板式家具的生产工艺流程图。
板式家具生产工艺流程图板式家具生产工艺说明1、选择合适的板材是首要步骤,根据客户的定制选择不同的板材,例如MDF,PB板,多层板;不同的板材具有不同的加工特性,例如MDF版可以加工出各种造型,PB则握钉力较好,多层板可以加工弯曲造型等等。
2、开料就是切割,根据不同的加工要求,切割木材城不同的部件。
3、冷压工艺:将不同的简单材料在加入结合胶的情况下,压制成型,这一步根据需要设置。
4、封边是针对贴面、PVC和UV处理的板式家具可以封边处理了,也就是把切割的木材边缘封起来。
5、封边处理之后,进入排钻,钻孔按照板式家具的规格来划分,可以分为1200,1500,1800,2000等不同规格的板式家具加工的图纸进行排钻,排好之后打出来的孔完全符合家具组装的需求,贴面板家具到此为止。
6、对于喷漆的板式家具来说,面板往往是非贴面的素板,这时候要喷漆处理;喷漆前先要砂光,否则喷漆是喷不住的,而且喷漆的面板只能是密度板,也就是MDF。
7、砂光完毕之后,还需要不讳,也就是一种介质,灰能挂在板材上,底漆能挂在灰上,这里的灰就是我们常说的腻子。
板式家具生产工艺流程及设备-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN板式家具加工工艺流程及设备流程使用设备加工工艺设备图片开料电子开料锯或推台锯1、大幅面素版据切时应平起平落,每次开料不超过三层。
2、人工锯切后的板件大小头之差应小于 2mm。
3、锯切后的板件应置于干燥处堆放,每个货位允许堆放五十层左右,同时将工艺卡片写清。
定厚砂光宽带砂光机1、进行定厚砂光要求芯料两面削量均衡。
2、要求每次单面砂削量不得超过。
3、砂磨时,要求前后芯料首尾相连接连续进料。
涂胶手工或滚轮机经涂胶的材料胶量应均匀地涂布在材料表面上。
无漏胶。
边沿无余胶溢出。
组胚由人工在组胚工艺台上操作薄木与单板的纤维方向一致。
胶压冷压机或热压机。
将板胚放入压机,加压,稳压,卸压,覆面板堆放。
裁边精密裁边圆锯机和双面裁边锯机覆面板裁边时先经刻痕锯在其背面锯出一条切槽,以切断覆面板背面的纤维,防止产生崩裂现象。
封边直线封边机,曲线封边机,异性封边机覆面板封边要求:结合牢固,密封,表面平整,清洁,无胶痕,确保尺寸与形状的精度。
加工成型边立式铣床,回转工作台铣床,镂铣机,立式铣床加工覆面板需较大幅面。
回转铣床可加工各种弯曲成型的覆面板。
镂铣机可进行铣槽及雕花。
加工装配孔多轴排钻32毫米排钻机。
表面修整卧式砂光机,立式砂光机对于覆面材料进行休整处理以提高光洁度。

板式家具生产工艺流程与木材知识板式家具生产工艺流程图生产工艺流程:板材检验检验开料检验铳型检验砂磨检验冷压粘贴检验后成型检验压平衡板检验齐边精裁防火板检验开料双面板检验开料检验检验检验检验检验检验检验入库包装清洗组装预埋处理钻孔封边质量要求:贴面平整,不允许有起泡.凹后型部位型面一致,圆滑过渡自然;封边牢固平直,无缺口.毛刺,自然流畅。
木材知识木材是人类生活屮必不可少之材料,具备质轻,有较高强度,容易加工之优点,且某些树种纹理美观;但也有容易变形,易腐,易燃,质地不均匀,各方向强度不一致,并且常有天然缺陷,故认识木材重要性,才能正确使用木材。
一.木材的树种和分类分类标准分类名称说明主要用途按树种分类针叶树树叶细长如针,多为常绿树,材质--般较软,有的含树脂,故又称软材,如:红松•落叶松.云杉.冷杉.杉木.柏木等,都属此类建筑工程,木制包装,桥梁,家具,造船,电杆,坑木,枕木,桩木,机械模型等。
阔叶树树叶宽大,叶脉成网状,大部分为落叶树,材质较坚硬,故称硬材。
如:樟木.水曲柳.青冈.柚木.山毛桎.色木等,都属此类。
也有少数质地稍软的,如桦木.锻木.山杨.青杨等,都属此类建筑工程,木材包装,机械制造,造船,车辆,桥梁,枕木,家具,坑木及胶合板等按材质分类原条系指已经除去皮. 根•树梢的木料,但尚未按一定尺寸加工成规定的材类建筑工程的脚手架,建筑用材,家具装潢等原木系指已经除去皮.根.树梢的木料,并已按一定尺寸加工成规定直径和长度的木料1.直接使用的原木:用于建筑工程(如屋梁•梯•掾等).桩木•电杆•坑木等2.加工原木:用于胶合板.造船.车辆.机械模型及一般加工用材等板方材系指已经加工锯解成材的木料,凡宽度为宽度的三倍或三倍以上的,称为板材,不足三倍的称为方材建筑工程.桥梁. 木制包装•家具.装饰等枕木系指按枕木断面和长度加工而成的成材铁道工程二.木材的性质1.木材强度质地不均匀,各方面强度不一致是木材之重要特点,也是其缺点。

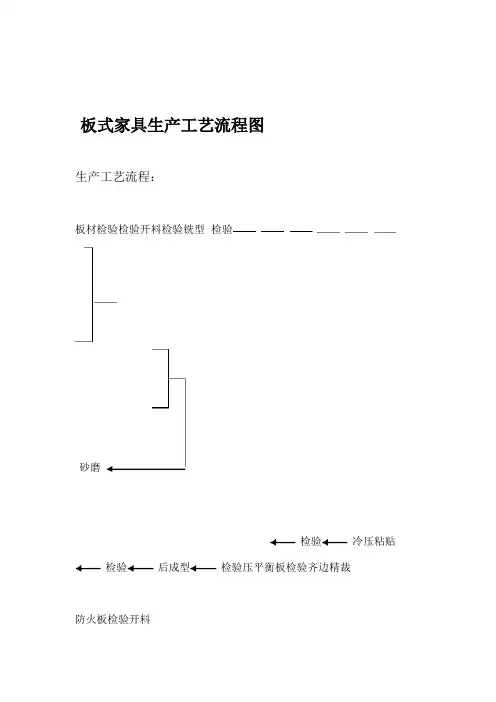
板式家具生产工艺流程图生产工艺流程:板材检验检验开料检验铣型检验砂磨检验冷压粘贴检验后成型检验压平衡板检验齐边精裁防火板检验开料双面板检验检验检验检验检验检验检验检验入库包装清洗组装预埋处理钻孔封边质量要求:贴面平整,不允许有起泡、凹后型部位型面一致,圆滑过渡自然;封边牢固平直,无缺口、毛刺,自然流畅。
木材知识木材是人类生活中必不可少之材料,具备质轻,有较高强度,容易加工之优点,且某些树种纹理美观;但也有容易变形,易腐,易燃,质地不均匀,各方向强度不一致,并且常有天然缺陷,故认识木材重要性,才能正确使用木材。
一、木材的树种和分类分类标准分类名称说明主要用途按树种分类针叶树树叶细长如针,多为常绿树,材质一般较软,有的含树脂,故又称软材,如:红松、落叶松、云杉、冷杉、杉木、柏木等,都属此类建筑工程,木制包装,桥梁,家具,造船,电杆,坑木,枕木,桩木,机械模型等。
阔叶树树叶宽大,叶脉成网状,大部分为落叶树,材质较坚硬,故称硬材。
如:樟木、水曲柳、青冈、柚木、山毛榉、色木等,都属此类。
也有少数质地稍软的,如桦木、椴木、山杨、青杨等,都属此类建筑工程,木材包装,机械制造,造船,车辆,桥梁,枕木,家具,坑木及胶合板等按材分原条系指已经除去皮、根、树梢的木料,但尚未按一定尺寸加工成规定的建筑工程的脚手架,建筑用材,家具潢原系指已经除去皮、根、树梢的木料,并已按一定尺寸加工成规定直径长度的木1直接使用的原木:用于建筑工程(屋梁、檩、掾等)、桩木、电杆、坑2加工原木用于胶合板造船车辆机械模型及一般加工用材板方系指已经加工锯解成材的木料,凡宽度为宽度的三倍或三倍以上的,为板材,不足三倍的称为方建筑工程、桥梁、木制包装、家具、饰枕系指按枕木断面和长度加工而成的成道工二、1木材强质地不均匀各方面强度不一致是木材之重要特点也是其缺点木材沿树干习惯叫顺之强度较垂直树干之横大得多。
例图为松木与杂木三方向之抗压强度。
各方面强度之大小,可以从管形细胞之构造、排列之方面找到原因。

板式家具生产工艺流程一个完整意义上的板式家具生产工艺流程要从原材料的准备,经过木工制作、油漆涂饰到最后产品包装入库等诸多环节和步骤组成。
因为油漆工序在上两期《深圳家具》上已有一些专业人士详尽论述过,所以本次板式生产工艺重点针对木工工序。
提到板式家具生产工艺在很多人看来十分简单,三步一体的开料、封边、打孔,所用的设备也无外乎开料锯、封边机、排钻。
结构要点无非是32系列拆装连接件等,其实实际上的板式家具生产工艺要远比这些复杂得多,同样是一块板件,有些只要一两道工序就可以完成,而有些则十数道甚至数十道工序才能够完成。
如抽屉底板,只要开料就可以,而如一块较复杂的地柜面板其结构是蜂窝空心,面木皮,边实木封边且有边型,上面还要镶嵌玻璃。
单一面板的加工就要二十几道工序才能完成,所以说板式工艺的复杂程度同产品的外观设计、产品结构、用料以及生产线上产品品种的种类数量等诸多因素息息相关,涉及的要素越多就越复杂。
板式生产工艺的主要构成要素:原材料、工艺文件、机器设备、操作工人以及相应的品质和生产管理系统。
其中原材料准时到位是整个工艺流程的前提和基础,而工艺文件则是整个加工流程和管理活动的行动依据,工艺文件要全面细致。
板式家具工艺文件大概有:效果图、三视图、零部件分解图、零部件加工图、五金配件清单、包装方案、安装示意图、原材料明细表(BOM)、零部件加工工艺流程表、产品使用说明书。
其中零部件加工图要与零部件加工工艺流程表结合使用并与生产线上的零部件产品同步运行效果最佳。
零部件加工流程表里面的主要内容要涵盖名称、规格、数量、用料、批次、加工注意事项、特殊检验标准、工时、工序及序列号等基本内容。
机器设备和操作工人则是加工保障。
板式家具的主要生产工艺流程:板式家具因其表面材料和表面装饰效果的不同也有不尽相同的工艺流程,主要代表类别有:木皮板式家具、贴纸板式家具、实色板式家具、三聚氰胺类板式家具以及由以上类别的一种两种或多种组成的混合类别板式家具。
板式家具生产工艺流程图生产工艺流程:板材检验检验开料检验铣型检验砂磨冷压粘贴检验后成型检验压平衡板检验齐边精裁防火板检验开料检验检验检验检验检验检验入库包装清洗组装预埋处理钻孔质量要求:贴面平整,不允许有起泡、凹后型部位型面一致,圆滑过渡自然;封边牢固平直,无缺口、毛刺,自然流畅。
木材知识木材是人类生活中必不可少之材料,具备质轻,有较高强度,容易加工之优点,且某些树种纹理美观;但也有容易变形,易腐,易燃,质地不均匀,各方向强度不一致,并且常有天然缺陷,故认识木材重要性,才能正确使用木材。
一、木材的树种和分类含水率(w%)=(含水木材之重量-干木材之重量)/(干木材之重量)x100%=0.76/3.4x100%=22.3%新伐木材,细胞间隙充满水,100%含有水分,在场地堆放时,细胞腔里之水先蒸发出去,此时木材总重量减轻,但体积和强度都没有什么变化。
到一定时候,细胞腔之水都蒸发完毕,可细胞壁里还充满水,此情况叫“纤维饱和”。
这时含水率约为30%,为方便起见,就规定含水率30%为“纤维的饱和点”。
含在细胞壁之水继续蒸发,引起细胞壁变化,这时,木材不但重量减轻,体积也开始收缩,强度开始增加。
木材强度随含水率变化是因为细胞壁纤维间之胶体是“亲水”之故。
水分蒸发后,胶体塑性减小,胶结力增加,可以和纤维共同抵抗外力之作用,含水量变化对顺纹抗拉强度影响较小,对顺纹抗压强度和弯曲强度影响较大。
例如松木在纤维饱和点顺纹抗压强度约为3KN/CM2。
木材因含水量减少引起体积收缩之现象叫作干缩,干缩也叫作“各向异性”例如从纤维饱和点降到含水率0%时,顺纹干缩甚小,为0.1~0.3%,横纹径向干缩为3.66%,弦向干缩最大竟大9.63%,体积干缩为13.8%,所以当木材纹理不直不匀,表面和内部水分蒸发速度不一致,各部分干缩程度不同时,就出现弯、扭等不规则变形、干缩不匀就会出现裂缝。
木材强度变化和干缩,为使用木材带来诸多不便,我们不可能消除这种客观存在之不利变化,但能认识掌握其变化规律,控制此变化。