标准工时——MOD法
- 格式:ppt
- 大小:173.50 KB
- 文档页数:58

标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3围,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
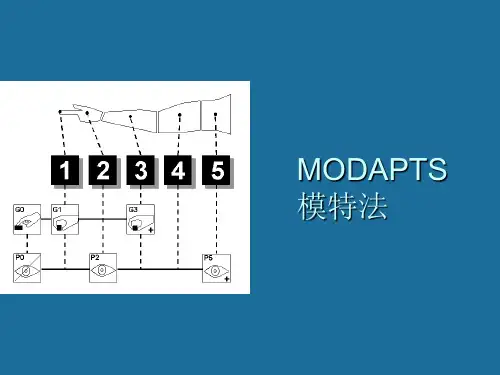
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
标准时间= 正常时间+( 正常时间×宽放百分数)= 正常时间×(1+ 宽放率);宽放率= ×100%= 管理宽放率+生理宽放率+ 疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3 范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD 法)来确定;MOD 法动作分析方法以及实例分析:(1) 移动动作M(5 个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4 及伸直手臂的动作M5。
(2) 终结动作(6 个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1) 抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1 ;③复杂地抓G3 (注)。
2) 放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11 种) 其它动作共分为:1) 下肢动作又分为:①足踏动作F3 ;②走步动作W5 。
2) 重量因素L1 考虑重量对时间值的影响。
3) 其它动作又分为:①目视动作E2( 独);②校正R2(独);③单纯地判断和反应动作D3( 独);④按下动作A4( 独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1) 基本动作——上肢动作1) 移动动作(M) 移动动作包括 5 种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD ,相当于手指移动了 2.5cm 的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD ,相当于动作距离为5cm 左右。
标准工时之MOD法标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MO D,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
标准工时评定规则1.目的:为公平设定本公司之动作单元之时间标准,以资评估产品之标准工时及生产线人力之依据,故制定此细则.2.范围:凡本公司之所有产品之操作员正常操作时间均适之.3.本标准工时系统采用模特排时间法(Modolar Arrangement of Predetermined Time Standard,简称:MOD法)4.MOD法说明:模特法的基本原理来源于大量人体工程学的试总结,归纳有以下几个方面:(1)所有由人进行的作业,均是共通的基本动作组成的,模特法将实际生产作业中的人体动作归纳为21种.(2)不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等.(3)人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作时间的2倍,小臂的动作时间是手指动作时间的3倍,由此就可以定义手指一次动作时间为人体动作的基本单位时间,同时其他动作与之成倍数关系计算求得.模特法根据人的动作级次,选择以一个正常人的级次最低、速度最快、能量消耗最小的一次,即手指动作的时间消耗值,作为它的时间单位,即1MOD=0.129S模特法的21种动作都以手指动作一次(移动距离2.5cm)的时间消耗值为基准进行试验、比较,来确定各动作的时间值.具体21个动作的分类及表示符号见下表:MOD法动作时间分类表分类内容符号附加条件上肢动作基本动作移动动作移动手指动作M1手腕动作M2小臂动作M3大臂动作M4伸直手臂的动作M5反射式动作连续反复多次的反射动作M1/2M1 M2M3终结动作抓握碰触、接触G0不需注意力的抓取G1复杂的抓取G3 需精神上的注意放置简单的放置P0较复杂的放置如对准P2 需精神上的注意具有装配目的的放置P5 需精神上的注意下肢动作脚部动作蹬踏动作F3 大腿动作行走动作W5其它动作独立进行的动作(此动作进行时其他动作停止)目视观察E2校正R2判断与反应D3按下A4可同时进行的肢体动作旋转动作C4弯腰弯体---站起B17 往复进行坐下---起身S30 往复进行附加因素重量因素(负重动作) L1非动作时间:NO 名称符号内容例1 延时BD 表示一只手进行动作,另一只手处于停止状态,不给予时间右手M左手BD2 保持H 表示用手拿着或抓着物体一直不动的状态,主要指扶持与固定的动作,不给时间左手H右手P23有效时间UT指人的动作以外,机械或其他工艺要求发生的,非动作产生的因有附加时间,需要准确测时.如机械的工作时间、焊锡、铆接、测试、涂布等插件焊锡时的执锡时间UT或仪表测试时间由上表知,MOD法把人的动作分成上肢、下肢、其他等动作,分别由符号M、G、P、F、W……代表,符号后仅赋予数字1、2、3……代表模特时间值,如M1代表1MOD=0.129SEC,M2即代表2MOD、以此类推.5.本公司MOD法制定标准工时基准如下:(1)以MOD分析之正常时间(即100%效率水平).(2)本细则规定之标准作业距离为20CM.(3)私事宽放:因本厂采取中休制度,故宽放率为0%.(4)疲劳宽放:因本厂作业强度属轻、中度作业,故取宽放标准为15%.(5)作业宽放:如,a.台及场地的简单清洁与准备,包括转换产品品种时的时间消耗.b.来料及零件不良造成的停顿.(SMT零件脚宽不准)c.现场监督者与检查员临时抽检及口头指示造成的偶发停顿.d.上下工位的传递中偶发问题等.以上各宽放平均取:3%.(6)特殊宽放:如管理宽放、小批量的宽放、奖励宽放、机械干扰的宽放、不同作业人群的宽放等,平均取:2%.和计以上可知本公司取平均宽放率为20%.以上为一般正常状况之基准,如产品设计或工作环境等有异常时,得酌情修正.6.标准工时如下各页所示.6.1.1 DIP H/I段插件工时如下:插件時間研究一覽表6.1.2 DIP H/I段切板、上插销及目检工时:1)切板后放入输送带共: ∑ac/2=4.7SEC/EANo 动作描述分析式 MOD数标准时间1 a.取基板,并检查SMT标记左手:HM4G1M3右手:M4G1M4M3检查判断:E2D312 2.6SEC2 b.切板(每块) 左手:M4P5+UT=2.5SECM4右手:M4P5+UT=2.5SECM4**** 2.5 SEC3 c.放入输送带(2块) 左手:M4P0G1M4P0M4G1M4右手:M2P0左手:M4P0M4右手:H28 4.3SEC2)压PHONE JACK后上插销(每块) 共: ∑ad/2=6.3SEC/EANo 动作描述分析式 MOD数标准时间1 a.取PHONE JACK后再取基板右手:M4G1HM4左手:M4G1M4P218 2.8SEC插件時間研究一覽表2b.压PHONE JACK(2颗)右手:P5M3左手:C4P2右手:M4G1M4P5M3 31 4.8SEC 3 c.取插销再上插销(2块) 左手:M2H M4G3M4P2G1H 右手:G1HM2G1M2P224 3.7 SEC 4 d.放入输送带 左手:HP0右手:G1R2M3P2 8 1.2SEC6.2 DIP T/U 段一般动作标准: 1)拆板后切板,放入输送带 共:∑ae/2 =6.4SEC/EANo 动作描述分析式 MOD 数标准时间1a.取下散热板治具(2片) 左手:M4G1M2G1M4P0右手:H12 1.9 SEC 2 b.拆断余板一端 右手:M4G1M4M2P2M3左手:HM2G1M3P0 22 3.4 SEC 3 c.拆断余板另一端 右手:M3C4M2P2M3 左手:HM2M1M3P0 20 3.1 SEC 4 d.切板(2连板)左手:M4P5+UT=2.5SECM4 右手:M4P5+UT=2.5SECM4 **** 2.5SEC 5 e.放入输送带(2块) 左手:M4P0G1M4P0M4G1M4右手:M2P0 左手:M4P0M4 右手:H 28 4.3SEC双手双手2)取插销后刮锡渣放入输送带 共: ∑aC=3.3+2.2N SEC/EANo动作描述分析式 MOD 数 标准时间1 a. 取插销及PCB 板 左手:M4G1M2G1M4P0右手:M4G1M4P212 1.9SEC 2b.刮锡渣=UT*N 颗UT=1.8SEC **** 2.2NSEC 3 c.放入输送带 左手:H右手:M2G1M4P2 9 1.4SEC2)取基板检查零件是否过长后剪过长零件脚共∑ad=5.4+3(L+N) +0.006NB+1.3N SEC(L:PCB 板长,W:PCB板宽,N:零件总颗数,B:零件过长比率) No 动作描述分析式 MOD 数标准时间1a.自输送带取基板,并翻转 左手:M4G1M4C4M3 右手:H 16 2.5SEC 2 b.检查零件脚是否过长时间=每目检一次所需时间(S1)*移动目光检视区域次数(n)+判断每颗零件脚是否过长时间(S2)*零件总数(N)*零件过长比率(B)UT=0.4(L+W)/7.5+0.006N SEC(因人目光一次可看75*75CM)之区域,故看完一片PC 板需看n 次, n=(PCB 宽/7.5)*(PCB 长/7.5)(Unit:CM)抽样求得S1=0.4SEC,S2=0.006SEC) ****=3(L+N)+0.006NBSECL:CMW:CM2 b.取气剪 左手:H右手:M4G1M4 9 1.4 SEC 3 c.剪零件脚(每颗) UT=1.3 SEC **** 1.3N SEC 4 d.放回输送带 左手:M4C4P2 右手:H 10 1.5SEC3)取基及支架放于治具上,再锁螺丝 自攻螺丝:共: ∑ad=4.5+0.022L(1+N)+1.5N SEC 机械螺丝:共:∑ad=4.5+0.027K(1+N)+1.5N SECNo 动作描述分析式 MOD 数标准时间1a.取基板及支架放于治具上 左手:M4G1M4P2 右手:M3G1M3P211 1.7SEC(自攻螺丝)(机械螺丝) (自攻螺丝)(机械螺丝) 2b.锁螺丝(第一颗) (L:自攻螺丝长度:mm)(K:机械螺丝长度:mm) 右手:M3G1M3P2M3P2+ 0.022*L左手:H右手:M3G1M3P2M3P2+ 0.027*K左手:H **** ****2.2+0.022*L (自攻螺丝) 2.2+0.027K (机械螺丝) SEC SEC3c.连续锁螺丝(每颗*N) (N:锁螺丝数量)(L:自攻螺丝长度:mm) (K:机械螺丝长度:mm)右手:(M3P2M3P2+0.022*L)*N左手:H 右手:(M3P2M3P2+0.027*K)*N左手:H ****(1.5+0.022*L)*N OR (1.5+0.027*K)*NSEC4 d.放入输送带 左手:M4P0 右手:H 4 0.6SEC3)输送带上取基板、正检 共a+b=1.4+0.14N SEC(N:零件总颗数)No动作描述分析式 MOD 数 标准时间1 a.自输送带取基板 左手:M4G1M4右手:H9 1.4 SEC 2 b.检查零件面(每颗) UT=0.14 SEC **** 0.14NSEC 补跷件后将基板放回输送带. 共: a i= 13.2+(6.47NB) SEC(N:零件总颗数,B:正检不良率) No动作描述分析式 MOD 数 标准时间1 a.按住跷件,反过PC 板 左手:M4G1M4A4C4右手:M3G1C4 17 2.6 SEC 2 b.取络铁左手:H右手: M4G1M49 1.4SEC 3c.清除焊孔=每点时间(S)*总焊锡点(N)*不良率(B)UT=2.3 SEC **** 2.3NBSEC4 d.压入跷起之脚(每颗) 左手:C4D3M2A4C4 右手:H17 2.6 SEC/EA 5e.左手取锡丝, 右手取络铁左手:M3G1M3P5 右手:M4G1M421 3.3SEC 6f.补焊=每点时间(S)*总焊锡点(N)*不良率(B)UT=2.47 SEC **** 2.47NBSEC7 g.放锡丝和络铁 左手:M3P0 右手:M4P29 1.4 SEC 8h.用静电刷清洁焊点(每点) 左手:M3G1M3*(2M2*N*B)右手:H**** 1.7NBSEC双手=拿静电刷时间(S)*总焊锡点(N)*不良率(B) 9 i.放回输送带上 左手:M3G1M4P0M4 右手:H 12 1.9SEC4)输送带上取基板、背检、补焊后将基板放回输送带. 共∑ag=8.5+(0.07N+4.17NB) SEC(N:零件总颗数,B:背检不良率)No 动作描述分析式 MOD 数 标准时间1a.自输送带取基板,翻转背面向上 左手:M4G1M4C4右手:HC4 13 2.0 SEC 2 b.检查焊锡面(每点) UT=0.07 SEC **** 0.07N SEC 3c.左手取锡丝, 右手取络铁左手:M3G1M3P5 右手:M4G1M421 3.3SEC 4d.补焊=每点时间(S)*不良点数(N) =每点时间(S)*总焊锡点(N)*不良率(B)UT=2.47 SEC **** 2.47NBSEC5 e.放锡丝和络铁 左手:M3P0 右手:M4P29 1.4SEC 6f.用静电刷清洁焊点(每点) =拿静电刷时间(S)*总焊锡点(N)*不良率(B)左手:M3G1M3*(2M2*N*B) 右手:H **** 1.7NBSEC 7 g.放回输送带上 左手:M3G1M4P0M4 右手:H 12 1.9SEC5)贴散热片 共:∑a c=10.9SEC/EANo动作描述分析式 MOD 数 标准时间1 a.撕背胶 左手:M4G1M4H右手:M2P2M2M4P0 19 2.9 SEC 2 b.贴片 右手:M4G1M4P0 左手:M2P516 2.5 SEC 3 c.压片 左手:M2H右手:M3M2+UT=3.8SECM4 **** 5.5SEC双手6)锁螺丝自攻螺丝:共:∑ac=3.2+0.022L(1+N)+1.4N SEC/EA 机械螺丝; 共:∑ac=3.2+0.027K(1+N)+1.4N SEC/EANo动作描述分析式 MOD 数 标准时间1 a.取螺丝及锁固物 左手:M3G3M3H右手:M4G1M4P211 1.7SEC 2b.锁螺丝(第一颗)(L:自攻螺丝长度:mm)(K:机械螺丝长度:mm)左手:H (自攻螺丝)右手:M3G1P2M2P2+0.022*L左手:H (机械螺丝)右手:M3G1P2M2P2+0.027*K****1.5+0.022L(自攻螺丝) 1.5+0027K (机械螺丝) SEC3 c.继续螺螺丝左手: H (自攻螺丝)右手:(M3P2M2P2+0.022*L)N 左手:H (机械螺丝)右手:(M3P2M2P2+0.027*K)N ****(1.4+0.022L)N(自攻螺丝) (1.4+0027K)N (机械螺丝)SEC。