第九章__剑杆织机
- 格式:ppt
- 大小:1.84 MB
- 文档页数:19
第六章开口1. 梭口的形状、尺寸、种类、梭口对称度、梭口清晰度的概念。
(P117)2. 掌握开口过程中影响拉伸变形的因素。
(P122)梭口高度梭口对称度梭口长度后梁位置3. 梭口形成时期。
开口时期经纱离开经位置线即综平位置到梭口满开为止,称为开口时期。
这个时期经纱处于运动状态,经纱张力由小到大逐渐增加。
静止时期梭口满开后,经纱在梭口上下两个极端位置上处于静止状态,以便于引纬器通过梭口,这个时期称为静止时期;闭口时期梭口开始闭合,经纱由静止进入运动状态,直至综平位置,这个时期称为闭口时期。
经纱张力逐渐减小。
4.对综框运动规律的要求。
(1)对综框速度的要求:在开口时期,经纱张力由小到大逐渐增加,综框运动的速度应由快到慢逐渐减小,接近满开时速度最小;在闭口时期,经纱张力由大到小逐渐降低,综框运动的速度则应相应的由慢到快逐渐增大,综平时速度最大;(2)对综框加速度的要求:在开口终了及闭口开始的瞬间,也就是综框由运动到静止和由静止到运动的瞬时,加速度应该尽可能小;其余时间内,速度的变化要均匀缓和,以避免综框产生跳动和冲击,从而使经纱张力的波动较小,断头的可能性降低;(3)开口、静止、闭合三个时期的时间分配要合理;(4)在满足引纬顺利进行的前提下,综框运动的动程应该尽量小。
5. 开口运动的工艺参数(开口时间经位置线)开口时间:在开口过程中,上下交替运动的综框相互平齐的瞬时主轴所处的位置角称为开口时间(又称综平度或综平时间)。
经位置线:所谓经位置线是指综平时织口、综眼、停经架中导棒和后梁握纱点等各点所连接的一条折线,即经纱在织机上综平时的实际位置线。
第七章引纬1. 引纬方法的分类。
❖按照引纬介质的不同,将引纬方式分为:梭子引纬片梭引纬剑杆引纬喷气引纬喷水引纬❖按照引纬方式将织机分为两大类:有梭织机剑杆织机新型织机(无梭织机)片梭织机喷水织机喷射织机喷气织机❖多相(多梭口)织机也属于新型织机。
2. 梭子飞行速度计算、梭子飞行时的受力分析的结论。
第九章送经和卷取题库4-0-8问题:[单选]在下列边撑中伸幅强度最弱的是()。
A.A、刺环式边撑B.B、刺辊式边撑C.C、刺盘式边撑D.D、全幅式边撑问题:[单选]依靠刺针伸幅的边侧式边撑在织制细而密的织物时,宜采用()。
A.A、细、长和密度大的刺针B.B、细、短和密度大的刺针C.C、细、长和密度小的刺针D.D、细、短和密度小的刺针问题:[单选]在目前大多数织机中普遍采用的送经机构是()。
A.A、消极式送经机构B.B、积极式送经机构C.C、调节式送经机构D.D、电子式送经机构(天津11选5 )问题:[单选]在GA747型剑杆织机上调节送经量的信息源的机械部件是()。
A.A、织轴感触辊和后梁B.B、织辊感触辊C.C、后梁系统D.D、停经装置问题:[单选]在间歇式送经机构中一般送经运动发生在()。
A.A、打纬时期B.B、综框开口时期C.C、综框满开后的静止时期D.D、综框闭合时期问题:[单选]摩擦离合器式送经机构属于一种()。
A.A.间歇式送经机构B.B.连续式送经机构C.C.积极式送经机构D.D.消极式送经机构问题:[单选]连续式送经最显著的优点是()。
A.A.送经量调节方便B.B.送经量调节范围大C.C.经纱张力调节简便D.D.经纱张力控制的准确性较好问题:[单选]下列织物中必须采用双轴制送经的是()。
A.A.缎纹织物B.B.高密府绸织物C.C.泡泡纱织物D.D.绉织物。
仅供参考[整理] 安全管理文书剑杆织布机安全操作规程日期:__________________单位:__________________第1 页共5 页剑杆织布机安全操作规程一、引纬1、送纬剑,接纬剑进第一根边纱的时间为70~75。
一般来讲,接纬剑与综平的时间差不多,过早纬纱会被经纱夹断,形成布边分段断纬,过迟会产生缩纬,有些品种尾纱要靠经纱来夹持。
2、要注意掌握这样一种原则,进剑早则出剑迟,进剑迟则出剑早。
3、送纬剑、接纬剑中央交接时间为180,送纬剑头距第一片轨道片的距离为110mm~115mm左右为宜,两是剑头端距尺寸以60mm~70mm为宜,各种齿轮间隙要小,过大动程很容易撞坏剑头。
4、引纬的整个过程是这样的:纬纱由储纬器,涨力片通纬纱检测器、选色杆、送纬剑、纬纱剪刀,然后引到中央交接,接纬剑把纬纱接过去,接出布边,释放凸轮释放,至此整个引纬过程便完成了。
储纬器的主要作用是使纬纱卷绕涨力均匀能在正常运转中送出一定量的纱。
涨力主要使用是使纬纱有一定的涨力,纬纱的涨力过小,废边纱尾就会增长,甚至会松弛到纬纱被带进织口,形成双纬。
能力过大,又会使废边夹不住纬纱,引起缩纬,布边处缺纬。
二、上机工艺工艺参数:1、后梁平纹高度70mm斜纹110mm~120mm多臂90mm~110mm2、停经架平绞高度65mm斜纹40mm第 2 页共 5 页多臂30mm~40mm3、边撑:筘幅+60mm,经幅比筘幅大20mm不同的布种要采用不同的综丝眼,这样对开口有好处。
不同的品种对停止经片重量的要求也不一样。
如果总经根数较多建议增加综框数量,这样有效预防断经率。
上机注意事项:1、钢筘距纬纱剪刀1mm~2mm,这个基准要定好,大于这个距离会影响纬纱进入剪刀内,造成断纬,并浪费纬纱,小于这个距离,钢筘与剪刀就会碰撞,另外,钢筘下面的钢皮条要垫好。
2、紧螺丝最好一个人紧到底,如果两个人合紧,必须从中央分开,同时往两侧紧。
剑杆织机介绍以及优点大耀纺织一直肩负着“为卖布而生”的使命,致力于打造中国最大的以棉纤维为主的纱线、坯布、面料的现货平台,基于以上三大品类做中国最好的综合服务商。
随着客户对产品的质量要求越来越高,我们也不断努力研究技术、产品,争取为客人提供最优质的产品与服务。
目前大耀纺织所使用的织机有喷气织机、剑杆织机、有梭织机等。
下面为大家简单介绍一下剑杆织机方面的知识。
世界上生产剑杆织机的厂商主要集中在欧洲,而我国自20世纪60年代中期开始研制剑杆织机。
世界上出名的牌子有必佳乐,意达,多尼尔,苏尔寿等,国内的是广东丰凯,山东日发,浙江泰坦等。
下面让我们来了解一些平时工厂使用的剑杆织机:一、剑杆织机的分类1、广东丰凯飞越型高速剑杆织机机筘幅 190cm,织造牛仔布,织机速度可达450~520r/min织物适应性:适织棉、毛、麻、化纤、混纺等织物;纱线范围:人造纤维:5Tex~1000Tex、长丝:10D~3300D、棉:3英支~60英支。
图为广东丰凯飞越型高速剑杆织机2、山东日发纺织机械有限公司的RFRL20高速剑杆织机主攻国内中端剑杆织机市场。
RFRL20高速剑杆织机机筘幅 190cm,织造色织衬衣布,展示速度 450r/min。
图为RFRL20高速剑杆织机3、经纬纺织机械股份有限公司榆次分公司JWG1728剑杆织机机筘幅190cm,织造色织格子布,速度可以达到 550r/min。
图为JWG1728剑杆织机4、必佳乐GTXplus织机适合织造轻薄、中厚、厚重及各式时尚流行的织物。
可生产多种不同类型的织物,由薄质衬衣料子、厘子布、牛仔布、灯芯绒、粗纺或精纺毛料、装饰布等,以至各类工业用布由薄质帐篷布至厚重涂层织物及滤布等。
织物幅宽GTXplus剑杆织机可用幅宽为190厘米(75寸)、220厘(87寸)、240厘米(95寸)。
纱线类型及支数:天然和人造纤维的短织纱,由200公支至3公支(英支120-1.8)连续长丝和卷曲变形纱,由22旦-4000旦,各种混纺纱和花式纱线。
天马剑杆织机操作方法
天马剑杆织机是一种高效率的织机,操作方法如下:
1. 开机准备:首先,确保织机的电源已经接通,并检查各个部件是否正常工作。
然后,将纬纱线和经纱线分别穿过相应的张力调整装置,并将纬纱线放入纬纱杆。
2. 调整织机参数:根据需要织造的面料类型和规格,调整织机的参数。
主要包括织造速度、密度和张力等。
根据具体的机型,可能需要使用机器上的控制面板或者遥控器进行参数调整。
3. 上机操作:将经纱固定在经轴上,并调整好张力。
然后,将纬纱线分别穿过织维机的纬维杆,并将纬纱线穿过活动织维杆,固定在纬轴上。
调整纬纱线的张力,使其与经纱线的张力匹配。
4. 进行织造:将织布图样文件输入到织机控制系统中。
然后,按下启动按钮,织机开始自动运行。
在织造过程中,织机会根据图样文件的指示进行纬纱和经纱的交织,完成织布。
5. 监控和调整:在织造过程中,及时观察织机的运行状况和产出的面料质量。
如果发现线断、错花等问题,及时停机检查,并进行调整和修复。
6. 停机和收尾:当织造工作完成或需要暂停时,按下停机按钮,织机会自动停
止运行。
然后,将织机清洁整理,检查各个部件是否正常,并及时排除故障。
以上就是天马剑杆织机的操作方法,希望对您有所帮助。
如果您有其他问题,可以继续咨询。

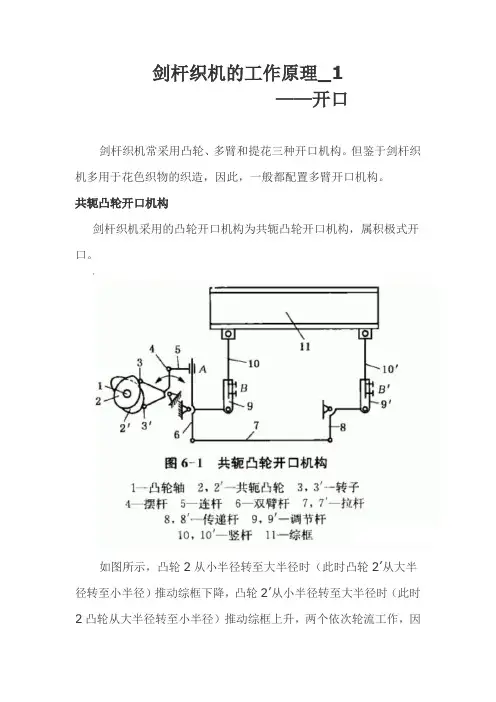
剑杆织机的工作原理_1——开口剑杆织机常采用凸轮、多臂和提花三种开口机构。
但鉴于剑杆织机多用于花色织物的织造,因此,一般都配置多臂开口机构。
共轭凸轮开口机构剑杆织机采用的凸轮开口机构为共轭凸轮开口机构,属积极式开口。
如图所示,凸轮2从小半径转至大半径时(此时凸轮2’从大半径转至小半径)推动综框下降,凸轮2’从小半径转至大半径时(此时2凸轮从大半径转至小半径)推动综框上升,两个依次轮流工作,因此综框的升降运动都是积极的。
由于共轭凸轮装于织机外侧,能充分利用空问,可以适当加大凸轮基圆直径和缩小凸轮大小半径之差,从而达到减小凸轮压力角的目的。
此外,共轭凸轮开。
多臂开口机构(1)STAUBL12232型多臂开口机构无梭织机(剑杆、喷气、喷水、片梭)采用最多的是瑞士STAUBI,l多臂开口机构,其原理有往复式和回转式两种。
下面以STAUBLI2232型多臂机为例进行分析。
2232型多臂机的提综机构如上图,上拉刀12、下拉刀17与复位杆6等组成·运动体,由共轭凸轮驱动而实现其运动规律。
共轭凸轮轴受织机主轴传动,速比为1:2。
在织造过程中,拉刀与复位杆保持同步往复运动。
综框的提升运动由上拉刀12或下拉刀17拉动上拉钩11或下拉钩16而实现,综框的下降运动则由复位杆6推动平衡杆18而实现。
与其他多臂机,,样,平衡杆再通过提综臂使综框升降。
因综框升降均由运动部件传动,所以属积极式多臂开口机构。
拉刀在带动拉钩之前能做一定量的转动,消除与拉钩之间的间隙,这是由凸轮轴7上的沟槽凸轮驱动的。
拉钩运动结束后,沟槽凸轮再通过连杆使拉刀倒转,恢复原来的位置。
拉刀的这种转动避免了拉钩受到的冲击,使得2232型多臂开u机构能达到450r/min的高速。
2232型多臂机的选综装置为机械式,由花筒1、塑料纹板纸7、探针2、横针3、竖针4以及上连杆1()和下连杆1 4组成。
塑料纹板纸7卷绕在花筒1上,靠花筒两端圆周J:的定位输送孔定位。
天马剑杆织机操作方法
天马剑杆织机操作方法如下:
1.准备工作:将织机放在平稳台面上。
连接机器电源,启动电机。
检查机器是否维护良好,如织机床是否平稳,零件是否紧固,灰尘是否清除等。
2.上线:将经线加工成经筘。
将经筘置于经轴上,并将其插入经线引导板。
将经筘沿织机经轴槽向下滑动,直至经筘停在经筘托盘上。
3.底线:将底线穿过织机的针孔和剑杆穿孔。
将底线端口引从剑杆底部的底线引导板经过机器底部并托住。
4.预备阶段:将织机移动到所需位置。
通过操纵机器上的刹车和离合器,开始让机器运行一段时间,以使纱线整齐地传输并缠绕在剑杆上。
5.开始操作:根据需要选择需要的代码并输入程序。
按下“开始”按钮后,织机将开始织布。
控制织机速率以确保纱线拉力稳定。
6.注意事项:织机操作期间应保持耐心和密切观察。
检查剑杆的纱线和松紧度。
必要时进行微调,以确保高质量的织物。
在织布结束后,关闭电源并清理织机。
7.保养织机:要求织机定期进行维护,以确保其正常工作。
在间隔时间内对织机
进行清除,并加油。
如果需要更多保养,可以按照制造商的说明进行操作。
(1)采用SDP测长装置,该装置既保留RDP测长有拘束飞行有利高速的优点,又解决了RDP测长需要提供一个高耗能储纬风机的缺点,采用电磁针控制储纱,可降低能耗25%。
(2)采用柔性喷射系统,通过对ZW300型的喷嘴、喷针及水泵进行改进,实现了高速运转下的稳定引纬,而且耗水量比ZW300型减少40%。
由于该机以织造简单面料为主,所以提高速度,降低能耗、水耗,以及最大限度地追求织物的低成本是该机的总体设计思路。
二、日本日产公司此次日产公司展出了两台LW550型系列喷水织机、其中尤以重磅型LW55X最具特色。
1.LW55X高密、重磅型喷水织机该机织造范围广,尤其擅长织造高密及重磅织物,其主要特点为:(1)LW55X通过强化撑挡及箱式墙板的设计提高了整体框架的刚性(与LW540系列产品相比提高了两倍以上),使得在进行高密重磅织物的织造时减少振动,保证了各个系统的稳定性。
(2)为适应经纱上机张力达600kg的织造,该机将送经系统中的导纱辊、后梁、卷取部分的摩擦棍以及脱水筒全部大型化设计,提高了刚性,使其在高张力条件下织造时织口稳定。
(3)和津田驹工业的四喷嘴机一样,采用一对水泵进行交替引纬。
(4)除了使用脱水风机对织物进行吸水干燥外,在机上还增加了一平板型的电加热器对织物再进行干烘,保证了重磅高密织物的干燥效果。
该机使用PAW两色自由选纬、CC(曲柄连杆)独立开口,采用电子送经、电子卷取及光电探纬等高新技术。
2.LW551-4-190型高速喷水织机该机展出时车速为1400r/m i n,据介绍如织造尼龙塔夫绸类产品时,实用转速可高达1200r/min。
其主要技术特点有:(1)传动采用高力矩制动;自动步进点动或变频点动。
(2)采用RD测长系统,以适应高速;测长风机为多节涡轮式鼓风机;采用陶瓷型柱塞水泵和喷芯的引纬系统。
三、韩国双龙重工业株式会社该公司展示了两台喷水织机,一台为SW2000-MAX型双喷自由选纬机,一台为SW2000-1S型高速单喷平纹机。
剑杆织机原理
剑杆织机是一种利用剑杆进行纬向穿插的织机,是纺织行业中常见的一种织机
类型。
它的工作原理主要包括剑杆的运动、织物的形成和织物的取下三个过程。
首先,剑杆织机的工作原理与普通织机有所不同。
在剑杆织机中,剑杆的运动
起着至关重要的作用。
剑杆是织机上的一种装置,它可以在织机上上下运动,通过剑杆的运动,可以实现纬线的穿插。
剑杆的上下运动是由织机的传动系统驱动的,通过控制传动系统的运动,可以控制剑杆的上下运动,从而影响织物的纬向穿插。
其次,剑杆织机的工作原理还涉及到织物的形成过程。
在织机上,经线和纬线
交织形成织物。
经线是织物上纵向的线,纬线是织物上横向的线。
在剑杆织机上,剑杆的运动可以影响纬线的穿插,从而影响织物的纬向密度。
通过控制剑杆的运动轨迹和速度,可以调整织物的纬向密度,实现不同规格的织物生产。
最后,剑杆织机的工作原理还包括织物的取下过程。
在织机上,织物是由织机
的取布机构取下的。
取布机构可以根据织物的规格和要求,调整取布速度和张力,确保织物的正常取下。
同时,取布机构还可以对织物进行整理和定型,使织物的表面更加平整、整齐。
综上所述,剑杆织机的工作原理主要包括剑杆的运动、织物的形成和织物的取
下三个过程。
通过控制剑杆的运动,可以影响织物的纬向穿插,从而调整织物的纬向密度;通过控制取布机构,可以确保织物的正常取下。
剑杆织机在纺织行业中具有重要的应用价值,可以生产出不同规格、不同用途的织物产品,满足市场的需求。
剑杆织机操作规程
一、断丝针的处理
1.断丝针处理应首先观察织机本体,检查织头卡住的断丝针(如有);
2.如果发现织头上有断丝针的话,则应立即将织机停止,并用平头或
细头钳子夹住断丝针,将断丝针拔出,然后检查断丝针是否损坏;
3.拔完断丝针后,应及时进行检查,看看织机是否有其他诸如抬丝杆
滑块及其他部件卡住的情况;
4.如果发现有其他组件卡住的情况,应及时拆除;
5.检查完毕后,应立即将织机重新启动;
6.开机后,应及时检查织机的运行状态,如有异常情况,应及时调整,确保正常运行。
二、密筘操作
1.在进行密筘处理前,应首先检查织机机壳,查看织机是否正常;
2.若发现要进行密筘处理,则应立即停止织机运行;
3.关机后,应立即检查织机,查看是否有织线卡住的情况;
4.若发现有织线卡住的情况,应立即拆下织线,重新织出;
5.若在卸下织线的过程中发现有断丝针的情况,应立即将断丝针拔出,进行检查和处理;
6.拔完断丝针后,应立即检查织头是否发生变形;
7.若发现发生变形的情况,应立即更换新的织头;
8.更换织头后,应及时检查织头是否正确安装;
9.安装完毕后。
剑杆织机的用途
剑杆织机是纺织行业中一种常见的织布机械设备,主要用途是用来织
布或编织织物。
它能够高效地生产各种类型的织物,包括棉布、毛料、丝绸、尼龙、涤纶等。
剑杆织机的工作原理是通过织机的织法和处理方式将纱线交织而成的
织物。
在织布过程中,织机将纱线从横向和纵向交织在一起,形成一
个二维的织物。
剑杆织机具有高速、高效、自动化程度高等特点,能
够快速生产出高质量、定型好的织物。
除了生产纺织品外,剑杆织机还可以用于制作编带、鞋带、车床布带
等各种用途。
由于其高效、自动化程度高等特点,剑杆织机被广泛应
用于纺织业的各个领域。
它不仅能够提高生产效率,降低成本,还可
以产生更多的利润。
在纺织业中,剑杆织机具有不可替代的重要性,为整个纺织产业提供
了不可估量的价值。
未来,随着科技的不断进步,剑杆织机将不断更
新换代,更加高效、智能化,不断促进纺织产业的快速发展。
剑杆织机经停的原理剑杆织机是一种用于织造布料的机械设备,其原理是将纬线和经线交错织制,形成纺织物。
剑杆织机经停是指在织造过程中,纬线或经线不再运动,以进行特定操作或调整。
剑杆织机的基本工作原理是通过纬线和经线的交错运动,使得经线在纬线上穿过而形成交织结构。
织机上部分的织机会在每次穿越过程中穿梭一次,以确保纱线正确穿过。
在剑杆织机上,纬线和经线同时运动,形成织造模式。
然而,在某些情况下,需要暂停纬线或经线的运动,以满足特定需求。
剑杆织机经停的原理涉及到不同的部件和控制机制。
这些部件包括剑杆、剑杆槽、剑杆传动系统和控制器。
主要的经停原理如下:1. 剑杆控制:剑杆是剑杆织机的重要部件,用于控制纱线的穿梭。
当需要经线停止运动时,剑杆会通过控制系统将其停在梭穿梭的位置。
剑杆槽是剑杆的位置指示器,它帮助确定剑杆的准确位置。
2. 剑杆传动系统:剑杆的运动是通过传动系统实现的。
传动系统包括轴、齿轮和链条等部件。
当剑杆停在特定位置时,传动系统会使得剑杆位置保持稳定,确保经线暂停。
3. 控制器:剑杆织机的控制器负责控制织机的运动和停止。
在经停时,控制器接收到信号后,会通过控制系统停止纬线或经线的运动。
控制器还可以根据需求调整剑杆运动的速度和位置,以满足特定的织造需求。
剑杆织机经停的原理可以通过以下示例说明:假设在织造过程中需要对织物进行调整或更换颜色。
首先,控制器会接收到信号并判断需要经线停止运动。
然后,控制器会通过剑杆传动系统将剑杆停在纱线需要停留的位置。
此时,纱线不会再继续通过剑杆槽,而是保持在剑杆上。
在这个时间段内,可以进行织布调整或更换纱线颜色的操作。
一旦调整完成,控制器会再次接收信号,并通过控制系统恢复纱线的运动。
总结来说,剑杆织机经停的原理主要是通过剑杆控制、传动系统和控制器的协同作用实现。
经停时,剑杆会停留在特定位置,使得纱线不再运动。
这样可以进行织布调整、更换纱线颜色或其他需要纱线暂停的操作。
经停结束后,控制器会重新启动经线的运动,使得织机继续进行正常的织造过程。