基于FANUC_0i_TTC的曲轴连杆颈内铣控制系统设计及应用
- 格式:pdf
- 大小:410.76 KB
- 文档页数:4

GFM曲轴内铣床电气改造分析北京圣蓝拓 葛新凯随着我国汽车工业的发展,作为汽车发动机核心部件之一的曲轴,需求量也越来越大。
在曲轴的生产过程中,曲轴铣床是不可或缺的设备之一。
内铣床加工速度快,效率高,也形象的称之为“旋风铣”。
奥地利GFM公司生产的博林格内铣床,由于电气系统老化,无法使用。
现采用FANUC数控系统对其进行改造,以下从四个方面对该设备电气改造进行分析,介绍。
第一部分概括介绍:一, 机床概况该机床有左右两个刀盘,刀盘旋转分别是50KW三相异步电机驱动;滑台左右移动分别有两个伺服电机驱动Z1,Z2;滑台前后移动由两个伺服电机驱动X1,X2;偏心旋转轴由伺服电机驱动C1,C2。
二, 加工流程在加工时,曲轴固定在卡盘上,中间有中心架夹紧固定支撑,在刀盘快速的旋转中,利用C轴摆动与X轴的前进,后退进行插补铣圆切削。
三, 改造中系统选定及硬件配置根据机床的结构,结合用户的要求,我们选择高精度,双路径FANUC 0I TTC控制系统,FANUC伺服电机,控制机床的X,Z,C轴的运动。
第二部分:各个部件的外形,以及各部件的安装位置,各部件的功能与作用做一个简单介绍:1,机床操作面板此操作面板集显示,数控系统与一体,集成度高,接线少,故障率低。
机床零件程序的编辑与修改,参数的修改,PLC控制的修改与显示,故障诊断,均通过操作面板实现。
2,机床核心部件图:A,滑台,刀盘,刀盘驱动电机,偏心轴C,机床前后移动轴X,都是固定在滑台上,滑台前后移动,是X轴,向前移动是X轴负方向,向后移动是X轴正方向;滑台左右移动是Z轴,向左移动是Z轴负方向,向右移动是Z轴正方向。
B,中心架,对曲轴起到固定支撑作用,防止主轴在加工中轴向移动。
C,左右移动机床导轨。
支撑左右滑台,左右卡盘,中心架,是机床的机械精度控制基准。
D, 前后移动导轨,X1,X2.左右滑台分别固定在各自的导轨上。
在上面实现滑台的前后移动。
3,机床刀盘,卡盘图:刀盘,通过快速旋转的刀盘,带动刀盘上刀片与曲轴的相对运动,实现金属切削。

FANUC0i-TF系统在车床上的应用案例介绍自去年FANUC 0i Model-F系统在国内推出以来,目前已经在众多机床制造商的车床、加工中心及其他类型机床上使用,并取得一致好评。
此前我们已经针对0i-F系统参数初始化及0i-F在加工中心应用的调试案例进行介绍,本期我们将针对0i-TF系统应用于某国际知名机床厂商生产的卧式车的案例进行详细介绍。
1机床的配置介绍该机床厂商在其全球广泛认可的热销机型——斜床身卧式车床的基础上,增加了桁架与料仓,以应对自动化上下料的需求。
该型号机床的规格参数如下:机床能力最大车削直径320 最大工件长度322 棒料工件直径45主轴卡盘直径169最大主轴电机功率15KW最高主轴转速6000r/min 主轴最大扭矩95.5Nm轴向进给轴向行程-X轴175轴向行程-Z轴330快速进给速度-X轴30m/min 快速进给速度-Z轴36m/min刀塔刀位数12该机床系统及驱动配置情况如下:系统型号0i-TF(TYPE 1)伺服电机型号X:βiS12/3000-BZ:βiS12/3000-BLOADER轴:βiS 8/3000-B *2主轴电机型号βiI12/10000功能选择工件装卸控制功能机械组数PMC多路径功能PMC符号、注释、信息容量的扩展该机床外观图如下所示:2使用到的特殊功能使用到的选项功能:1、工件装卸控制功能 A02B-0339-R417,无需使用双路径系统或者外接PLC,即可实现桁架与车床同时控制2、机械组数(最多两组) A02B-0339-S836#2,排除桁架故障报警导致车床加工停止的情况(0i-F新增)3、PMC多路径功能 A02B-0339-R855#3,使用两个PMC路径分别控制车床与桁架的操作面板和外围电气,提升机床响应速度(0i-F新增)4、PMC符号、注释、信息容量的扩展 A02B-0339-R856#512K,扩展额外的容量用来编辑桁架的报警信息除此之外,还应用到了以下0i-TF新增加的标配功能:1、插补后铃型加减速,减小加工时的冲击2、FSSB高速刚性攻丝,减小攻丝误差3、智能重叠,缩短加工时间4、G71车削循环时间缩短,缩短加工时间3重点调试介绍基础的调试过程建议按照《0i-F 标准化调试手册》中的步骤进行,也可参考本公众号的往期文章《0iF 系统参数是初始化说明》。


本科毕业设计说明书(论文)题目:FANUC 0i mate-TD数控车床PMC控制系统设计专业:机械设计制造及其自动化班级:学号:学生姓名:指导教师:起迄日期:设计地点:毕业设计说明书(论文)中文摘要毕业设计说明书(论文)英文摘要目录前言 (1)第一章绪论 (2)1.1引言 (2)1.2 FANUC数控系统概述 (2)1.2.1 FANUC数控系统的主要类型 (2)1.2.2 FANUC数控系统的特点 (3)1.2.3 FANUC 0系列的主要功能及特点 (4)1.2.4 FANUC 0i系列的主要功能及特点 (4)1.3 FANUC数控车床的创新与应用 (5)第二章FANUC数控车床电气原理图的设计 (5)2.1 常用电器的选型 (5)2.1.1 低压元器件选择 (5)2.2 电气原路图的基础知识 (7)2.2.1 电气原理图 (7)2.2.2 电气原路图的构成要素 (7)2.2.3 电气原路图的画法规则 (7)2.3 电气原理图的设计原则和设计步骤 (8)2.3.1 电气原理图中的图形符号、文字符号和接线端子标记 (9)2.3.2 电气原理图 (9)2.4 电气原理图电路示例 (12)第三章FANUC PMC程序的设计 (13)3.1 概述 (13)3.2 PMC的地址 (14)3.3 PMC程序的结构 (14)3.4 PMC程序基本指令 (15)3.5 PMC程序功能指令 (16)3.5.1功能指令的格式 (18)3.5.2部分功能指令说明 (19)3.6 FANUC数控车床PMC分析 (23)3.6.1 I/O分配表 (23)第四章系统的调试 (26)4.1 FANUC Oi Mate-TD数控系统操作面板 (26)4.2 参数的显示 (27)4.3 存储卡格式PMC 的转换 (30)4.3.1 M-CARD格式→计算机格式 (30)4.3.2 计算机格式→M-CARD格式 (31)4.4与轴设定相关的NC 参数初始设定 (33)结论 (35)致谢 (36)参考文献 (36)前言计算机技术的发展、电子技术的发展、自动控制的发展、传感测量的发展、机械制造的发展以及网络通信技术的发展造就了数控机床的飞速发展。
数控加工中心FANUCOi系数控加工中心FANUCOi系是一种高精度、高效率的数控机床系统,它采用了FANUC公司先进的数控技术,能够精确控制机床的所有运动和加工过程,使得加工零件的精度和效率得到大幅提升。
本文将从FANUCOi系的特点、应用场景、技术优势以及未来发展等方面进行详细介绍。
一、FANUCOi系的特点数控加工中心FANUCOi系具有以下特点:1.高精度:FANUCOi系采用了先进的数字控制技术,能够实现高精度加工,对于工件的直径、深度、等特征精度可以精确控制。
2.高效率:FANUCOi系的加工速度和切削力可以自动调节,加工效率比传统的机床系统要高出很多。
3.灵活性:FANUCOi系可以通过更换工具,在短时间内完成多种不同的加工任务,大大提高了生产效率。
4.操作简单:FANUCOi系的操作界面简单直观,只需轻松的点击几个按钮就可以完成加工零件的设置,操作人员无需过多的数控技术知识就可以顺利掌握。
二、FANUCOi系的应用场景FANUCOi系广泛应用于航空、汽车、精密机械、五金制造、医疗设备、电力设备等领域,尤其在航空航天、汽车制造等大型零部件的加工中有着广泛应用。
航空航天领域:FANUCOi系可以实现高效、精度的加工,满足各种高强度、高精度的航空零件的加工需求,如飞机发动机轴承座、发动机叶片和涡轮盘等。
汽车领域:FANUCOi系可以实现全自动化加工,适用于多种汽车零件的加工,如汽车底盘、发动机缸体、曲轴、齿轮等。
精密机械领域:FANUCOi系可以实现高精度、高效率的加工,适用于各种精密零件的生产制造,如仪器仪表、光学设备、半导体等。
三、FANUCOi系的技术优势FANUCOi系采用了众多先进的数字控制技术,具有以下技术优势:1.高速加工技术:FANUCOi系采用高速刀具,可以加快零件的加工速度,从而提高生产效率。
2.自适应控制技术:FANUCOi系可以按照加工过程中的实际情况来调整加工参数,使得加工过程更加稳定。
第七章FANUC--0i系统数控铣床操作第一节FANUC0i数控系统简介FANUC系列是具有与O-C系列同等的高可靠性的CNC系统是世界上最成功的CNC,精确和完整控制确保其故障率很低,O-D系列配置高可靠性的FANUCC系列和B系列AC伺服电机,机床主轴可配置高速,大功率的FANUCAC主轴电机系列。
O-D系列以包括的方式提供给用户,它包括CNC单元、控制电机、主轴电机和控制电机放大器。
O-TD系列配置,OMD系列一种配置。
用户可根据具体应用选择最佳的系统配置。
FANUC数控仿真系统是一个基于WINDOWS操作系统的应用软件,可根据电脑雕刻排版软件生成的加工数据进行加工,还可根据标准G代码数控程序进行加工。
系统是基于WINDOWS应用软件,并对BEIJING-FANUCSERIESOM-MDII数控系统进行高度仿真,具有良好的人机界面和方便的操作性能;具有同FANUCO-SERIESCNC控制器相同的屏幕、面板组成和功能,加载NC文件时,自动对程序进行语法检查;具有自动、编辑、MDI、MPG、JOG等模式和Dry、M01等开关;编辑模式中,实时提供G代码功能与格式提示信息系统实时处理NC代码,生成机床移动指令。
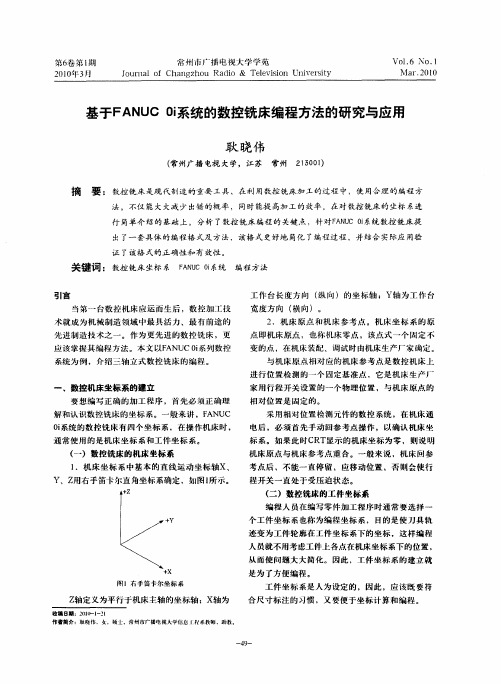
第二节控制面板与操作一.基本操作内容及步骤某k714B数控铣床的操作面板由CRT/MDI面板和机械操作面板组成。
1.CRT/MDI面板(见图7-1-1)图7-1CRT/MDI面板CRT/MDI面板是由一个9英寸显示器和一个MDI键盘组成的。
按任何一个功能按钮和“CAN”,画面的显示就会消失,这时系统内部照常工作。
之后再按其中任何一个功能键,画面会再一次显示。
CRT/MDI面板上的各键功能见表7-1-1.表7-1-1CRT/MDI面板上键的详细说明键RESETHELPOpSHIFTINPUTCANALTERINSERTDELETEPOSPROGOFFSETSETTINGSYS TEMMESSAGECUSTOMGRAPHEOB名称复位键帮助键动运行操作等。