弯曲件质量问题3资料
- 格式:ppt
- 大小:3.25 MB
- 文档页数:25
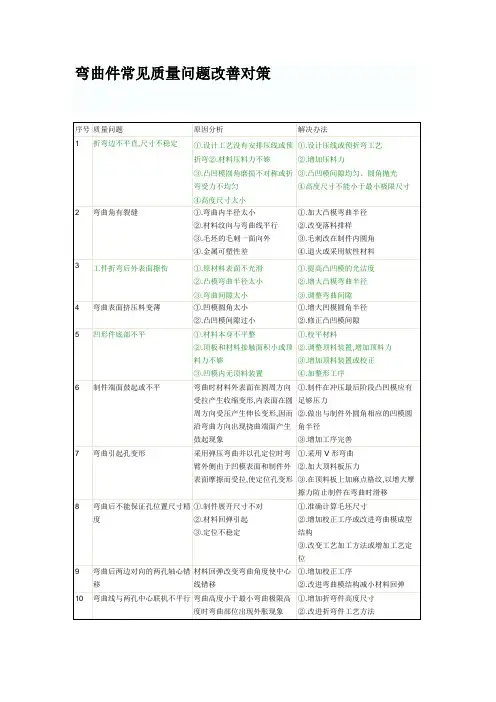
弯曲件常见质量问题改善对策1、弯曲尺寸不合格在弯曲过程中,弯曲件尺寸不合适的质量问题除了弯曲回弹的影响外,主要是从以下方面进行查找应并相应地采取措施。
(1)检查毛坯定位是否可靠。
模具结构中采用的压料装置和定位装置的可靠性,对弯曲件的形状与尺寸精度有较大的影响。
一般弯曲模采用气垫、橡胶或弹簧产生压紧力,但应在弯曲开始前就把板料压紧。
为达到此目的,压料板或压料杆的顶出高度应做得比凹模平面稍高一些,一般高出一个板料厚度,毛坯的定位形式主要以外形为基准和以孔为基准两种。
外形定位操作方便,但定位准确性较差。
孔定位操作不仅大方便,使用范围较窄,但定位可靠。
在特定条件下,有时先用外形初定位,大致使毛坯控制在一定范围内,最好以孔作最后定位,吸收两者的优点,使之定位既准确又方便操作。
(2)检查弯曲工艺顺序是否正确。
当弯曲工件的工序较多,而工序前后安排顺序不对时,也会对精度有很大影响。
例如,对于有孔的弯曲件,当孔的形状和位置精度要求较高时,就应采用先弯曲后冲孔的加工工艺。
(3)检查所用弯曲材料的厚度是否均匀。
在弯曲工程中,若所使用的材料厚度不均,则由于受挤压变形不均影响,很容易使弯曲的材料移动,产生弯曲件的高度尺寸不定。
解决措施是:将凹模修整成可换式镶块结构,通过调整弯曲模间隙的办法来解决;或更换材料,采用料厚均匀稳定的板料。
(4)检查模具两端的弯曲凹模圆角是否均匀一致。
弯曲模在长期使用过程中,常会使凹模圆角半径发生变化,且左右凹模圆角半径不对称一致,从而在弯曲过程中使弯曲件发生移动造成弯曲尺寸发生变化。
解决措施是:修磨凹模圆角半径合格,且使其左右堆成、大小一致。
(5)检查压力机的吨位、气垫压力是否合乎要求。
压力机的吨位及气垫压力会直接影响到弯曲件的尺寸精度,一般应选用吨位大些且精度较高的压力机,通常取加工力是压力机吨位70%-80%比较合适。
(6)检查并重新校核弯曲展开料是否正确。
弯曲件展开料是否正确直接影响到弯曲件尺寸是否合格。
u型弯曲件课程设计一、课程目标知识目标:1. 学生能够理解并掌握U型弯曲件的基本概念、分类及在实际工程中的应用。
2. 学生能够运用相关公式,计算出U型弯曲件所需的力量和工艺参数。
3. 学生能够了解并描述U型弯曲件加工过程中可能出现的质量问题及其原因。
技能目标:1. 学生能够运用CAD软件绘制U型弯曲件的简易图,并进行简单的工艺分析。
2. 学生能够根据实际需求,选择合适的材料和设备进行U型弯曲件的制作。
3. 学生能够运用测量工具,对U型弯曲件的尺寸和形状进行准确测量,评估其加工质量。
情感态度价值观目标:1. 学生能够认识到U型弯曲件在工程领域的重要性和实际应用价值,培养对机械制造专业的热爱。
2. 学生在团队协作中,学会沟通、分享、尊重他人意见,培养良好的团队合作精神。
3. 学生在面对加工难题时,能够积极思考、勇于探索,培养解决问题的能力和创新意识。
本课程针对高中年级学生,结合机械制造学科特点,以实用性为导向,注重培养学生的动手能力和实际操作技能。
课程目标旨在使学生在掌握U型弯曲件基本知识的基础上,提高其工程实践能力,同时培养其良好的情感态度和价值观。
通过分解课程目标为具体的学习成果,教师可进行针对性的教学设计和评估,确保学生达到预期学习效果。
二、教学内容1. U型弯曲件基本概念:介绍U型弯曲件的定义、分类及其在工程中的应用。
- 教材章节:第二章第四节“弯曲件的基本概念”- 内容列举:U型弯曲件的分类、特点及应用场景。
2. U型弯曲件的工艺参数计算:讲解并练习U型弯曲件所需的力量、弯曲角度、回弹角等工艺参数的计算方法。
- 教材章节:第三章第二节“弯曲工艺参数的计算”- 内容列举:弯曲力、弯曲模角、回弹角计算公式及应用实例。
3. U型弯曲件加工质量问题及原因:分析U型弯曲件在加工过程中可能出现的质量问题,探讨其原因及解决办法。
- 教材章节:第四章第三节“弯曲件加工质量问题及对策”- 内容列举:常见的质量问题、原因分析及改进措施。
第三章弯曲
一、填空题
1.弯曲件展开长度的计算依据是。
2.弯曲变形程度用表示。
3.弯曲件最容易出现影响工件质量的问题有、、和等。
4.弯曲校正力的计算公式是,其中表示单位校正力。
二、判断题
1.在其它条件相同的情况下,弯曲线垂直于钢板轧制方向允许的弯曲半径较小。
()
2.相对弯曲半径(r/ t)是表示零件结构工艺性好坏的指标之一。
()
3.在其它条件相同的情况下仅凸模圆角不同,弯曲后凸模圆角半径小的回弹小。
()
4.材料的机械性能对弯曲件影响较大,其中材料的塑性越差,其允许的最小相对弯曲半径越小。
()
5.弯曲件的中性层一定位于工件1/2料厚位置。
()
三、选择题
1.弯曲过程中常常出现的现象。
A、回弹
B、变形区厚度减薄
C、偏移
D、变形区厚度增加
2.相对弯曲半径r/ t表示。
A、材料的弯曲变形极限
B、零件的弯曲变形程度
C、弯曲难以程度
3.最小相对弯曲半径r min/ t表示。
A、材料的弯曲变形极限
B、零件的弯曲变形程度
C、零件的结构工艺好坏
D、弯曲难以程度
四、思考题与练习题
1.弯曲过程中坯料可能产生偏移的原因有哪些?如何减小和克服偏移?
2.完成下图所示弯曲件毛坯图、冲压工序安排。
弯曲工艺与弯曲质量分析实验一、实验目的:理解弯曲工艺参数对弯曲件质量的影响。
二、实验内容:校正弯曲的弯曲力与弯曲质量。
弯曲变形时伴随有弹性变形,当外载荷去除后,塑性变形保留下来,而弹性变形会完全消失,使弯曲件的形状和尺寸发生变化而与模具尺寸不一致,称为弯曲回弹。
板料的弯曲回弹主要表现为弯曲件曲率变化和弯曲角的变化。
回弹问题是冲压成形中最棘手的问题,主要表现在影响回弹量的因素上,实践表明,回弹量随材料强度、模具间隙及弯曲半径的增加而增加,岁板厚的增加而减少,而材料的各向异性将导致各处的回弹量不同。
而会谈两又必须控制在容许范围内,以确保零件的最终形状满足外观要求,并能进行装配。
特别是在近年来由于高强度钢板和铝合金板材的大量使用,回弹问题更为突出。
当板料变形不大时,如2D弯曲件,回弹以弹性为主,当拉力使板料彻底发生塑性变形时,回弹将最小化。
板料冲压成形过程中回弹缺陷的控制方法主要分为两类:一类是通过修正模具型面获模具结构使冲压件过正成形,利用回弹规律,使其卸载后的形状与期望值相符或相近;另一类是制定合理的成形工艺,改变板料成形时的应力状态,抑制回弹变形的发生。
本实验主要研究第二类控制回弹缺陷的方法,即通过制定合理的成形工艺来抑制回弹的发生。
三、实验原理:通过获得实际结构在真实载荷作用及工艺条件下回弹前后的实际数据,然后再整理成为经验公式和图标,用作参考。
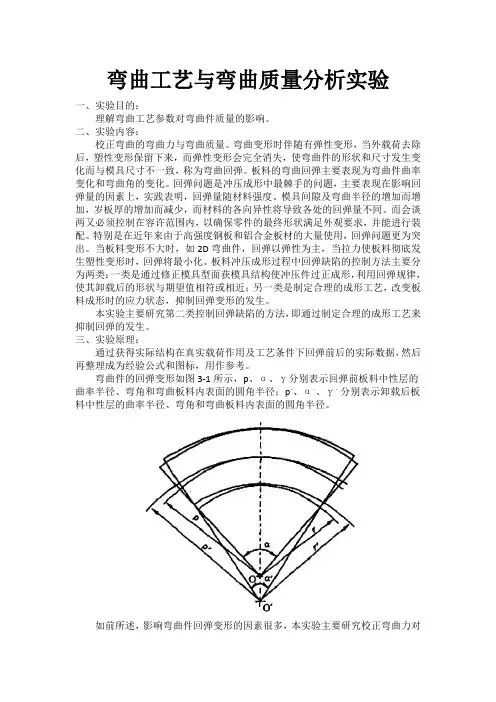
弯曲件的回弹变形如图3-1所示,p、α、γ分别表示回弹前板料中性层的曲率半径、弯角和弯曲板料内表面的圆角半径;p、、α、、γ、分别表示卸载后板料中性层的曲率半径、弯角和弯曲板料内表面的圆角半径。
如前所述,影响弯曲件回弹变形的因素很多,本实验主要研究校正弯曲力对回弹变形的影响。
板料的弯曲过程分为两种情况:一是自由弯曲过程;一是校正弯曲过程(如图3-2和3-3所示)。
图3-2 自由弯曲过程图3-3校正弯曲过程自由弯曲时,由于弯曲件的成形部分在冲压过程中不受模具的校正影响,所以卸载后回弹量较大,故在实际生产中较少使用;而校正弯曲是在板材自由弯曲的终了阶段,凸模继续下行将弯曲件压靠在凹模上,对弯曲件的圆角和直边进行精压,减少了回弹的影响,所以在实际中较为常见。

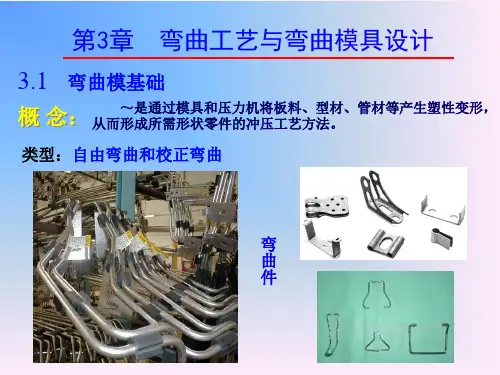
第三章弯曲3.1 弯曲模基础教学要点【目的要求】1、弯曲的类型2、弯曲变形过程分析3、弯曲件回弹4、弯曲件的工艺性5、提高弯曲件质量的措施6、保证弯曲件质量的基本原则教学要点【重点】1、弯曲件回弹、回弹角、影响回弹的因素2、弯曲件的工艺性、最小相对弯曲半径3、影响最小相对弯曲半径的因素4、提高弯曲件质量的措施【难点】1、提高弯曲件质量的措施●弯曲--把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。
弯曲成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。
●属塑性成形工序。
弯曲模:V形弯曲模、Z形弯曲模、凹模转动弯曲模、冲孔切断弯曲级进模●问题:弯曲模与冲裁模在工作零件的结构上有何区别?●弯曲分为自由弯曲和校正弯曲。
自由弯曲:当弯曲终了时,凸模、毛坯和凹模三者紧贴后凸模不再下压。
校正弯曲:当弯曲终了时,凸模、毛坯和凹模三者紧贴后,凸模继续下压,从而使工件产生进一步塑性变形,减少了回弹,对弯曲件起到了校正作用。
方法:压弯、折弯、拉弯,辊弯、辊压成形等●压弯是最常用的弯曲方法。
所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。
●常用的滚弯设备是卷板机。
●对于精度要求较高,长度和曲率半径要求较大、横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。
拉弯时,板材全部厚度上都受拉应力的作用,因而只产生伸长变形,卸载后弹复引起的变形小,容易保证精度。
V形弯曲模具结构图●弯管枪的现身在第二次世界大战结束前,美、英、苏盟军部队在攻克柏林的巷战中,发现德国士兵使用了一种神奇武器--弯管枪,其结构和功能十分奇特。
使用这种弯管枪,整个人可以隐蔽在墙后,枪管则沿墙角弯曲前伸,这样,可在自己完全隐蔽的情况下准确杀伤对手。
盟军作战部队立即将这一重大发现报告给盟军情报部,情报部迅速组织多学科专家进行试验,准备生产制造这种弯管枪。
●弯管步枪弯管步枪的研制和发展始于第二次世界大战初期。
冲压工艺及模具设计试题1答案一、填空题(50分)1.冷冲模是利用安装在压力机上的模具对材料施加压力,使其变形或分离,从而获得冲件的一种压力加工方法。
(4)2.冲压加工获得的零件一般无需进行(机械)加工,因而是一种节省原材料、节省能耗的少、无(废料)的加工方法。
(2)+ε+ε=0。
(2)3.性变形的物体体积保持不变,其表达式可写成ε3124.材料的冲压成形性能包括(形状冻结性)和(贴模性)两部分内容。
(2)5、材料的应力状态中,压应力的成分(愈大),拉应力的成分(愈小),愈有利于材料塑性的发挥。
(2)6、用的金属材料在冷塑性变形时,随变形程度的增加,所有强度指标均(提高),硬度也(提高),塑性指标(降低),这种现象称为加工硬化。
(3)7、件的切断面由(圆角带、光亮带、剪裂带、毛刺区)四个部分组成。
(4)8、裁变形过程大致可分为(弹性变形阶段、塑性变形阶段、断裂分离阶段)的三个阶段。
(3) 10、在设计模具时,对尺寸精度、断面垂直度要求高的工件,应选用(较小)的间隙值;对于断面垂直度与尺寸精度要求不高的工件,以提高模具寿命为主,应选用(较大)的间隙值。
(2) 11、孔时,因工件的小端尺寸与凸模尺寸一致,应先确定凸模尺寸,即以凸模尺寸为基础,为保证凸模磨损到一定程度仍能冲出合格的零件,故从孔凸模基本尺寸应取(在制件的最大极限尺寸附近),而冲孔凹模基本尺寸则按凸模基本尺寸(加上最小初始双面间隙)。
(2)12、凸、凹模分别加工的优点是凸、凹模具有(互换性),制造周期(短),便于(维修)。
+δ≤△Z)的条件。
δ其缺点是(制造公差)小,凸、凹模的制造公差应符合(p d(5)13、搭边是一种(工艺)废料,但它可以补偿(定位)误差和(板料宽度)误差,确保制件合格;搭边还可(提高条料的刚性),提高生产率;此外还可避免冲裁时条料边缘的毛刺被(拉入模具间隙),从而提高模具寿命。
(5)14、为了实现小设备冲裁大工件或使冲裁过程平稳以减少压力机的震动,常用(阶梯凸模冲裁)法、(斜刃冲裁)和(加热冲裁)法来降低冲裁力。
弯曲件常见缺陷及其产生原因作者:张红林杨丽英来源:《价值工程》2011年第22期摘要:本文介绍了弯曲件常见缺陷,产生原因及消除方法。
Abstract: This paper introduces the familiar defects of bending parts, causes and eliminating methods.关键词:弯曲;缺陷;原因;消除Key words: bending;defects;reason;eliminate中图分类号:TH16文献标识码:A文章编号:1006-4311(2011)22-0056-010引言在冲压生产过程中,弯曲件占有很大的比例,弯曲件的质量问题,也是模具设计人员非常关心的问题,由于弯曲过程中产生的缺陷多达十几种,是冲压生产中缺陷种类最多的。
有时几种缺陷在同一弯曲件中同时出现,常常让模具设计人员始料不及。
所以,对其常见缺陷的产生原因及消除方法加以总结,对优化模具设计,提高弯曲件的质量无疑是非常必要的。
1形状和尺寸不符造成形状和尺寸不符的主要原因是由于回弹和毛坯定位不当所造成的。
解决这方面的问题应着重减小回弹,想力法提高毛坯定位的可靠性。
属于形状和尺寸不符方面的问题又可以分为下面一些原因。
1.1 U形弯曲件在弯曲后底部不平①产生原因:产生这种情况是由于在弯曲时,板材与凸模底部没有靠紧所致。
②消除办法:采用带有能产生压紧力的压料顶板,在开始弯曲之前,使顶板对板材施加足够的压力把其压紧。
这时应注意,压料板或压料杆的顶出高度应做得比凹模平面稍微高一些。
1.2 孔的同轴度差①产生原因:在弯曲的时候,毛坯产生了滑动,引起孔中心线错移或者在弯曲后回弹,造成孔中心线的倾斜。
②消除方法:弯曲开始前,毛坯要准确定位。
在某些情况下,还要设置防止毛坯窜动的定位销或者采用压料板压料,防止毛坯在弯曲过程中窜动。
同时也要想办法减小回弹。
1.3 弯曲线和孔中心线不平行①产生原因:弯曲高度小于最小弯曲高度,在最小弯曲高度以下的部分出现张口。
弯曲模具的结构设计是在弯曲工序确定后的基础上进行的,设计时应考虑弯曲件的形状、精度要求、材料性能以及生产批量等因素,下面分析常见各类型弯曲模的结构和特点。
一. V 形件弯曲模V 形件即为单角弯曲件,形状简单,能够一次弯曲成形。
这类形状的弯曲件可以用两种方法弯曲:一种是沿着工件弯曲角的角平分线方向弯曲,称为 V 形弯曲;另一种是垂直于工件一条边的方向弯曲,称为 L 形弯曲。
1-顶杆;2定位钉;3-模柄; 4-凸模;5-凹模;6-下模座;3.4.1 有压料装置的V形件弯曲模V 形件弯曲模的基本结构如图 3.4.1 所示,图中弹簧顶杆 1 是为了防止压弯时板料偏移而采用的压料装置。
除了压料作用以外,它还起到了弯曲后顶出工件的作用。
这种模具结构简单,对材料厚度公差的要求不高,在压力机上安装调试也较方便。
而且工件在弯曲冲程终端得到校正,因此回弹较小,工件的平面度较好。
如果弯曲件精度要求不高,为简化模具结构,压料装置也可以省略不用。
图 3.4.2 所示为无压料装置的 V 形件弯曲模。
1-模柄;2-上模座;3-导柱、导套;4、7-定位板;5-下模座;6-凹模;7-凸模3.4.2 无压料装置的V形件弯曲模当弯曲相对宽度很大的细长 V 形件时,会产生明显的翘曲现象,这种情况下可以采用带侧板结构的弯曲模,以阻碍材料沿弯曲线方向的流动(见图 3.4.3a );也可以改变弯曲凸、凹模形状,将翘曲量设计在与翘曲方向相反的方向上(见图 3.4.3b )。
图3.4.3 减少弯曲件翘曲的模具结构L 形弯曲模常用于两直边相差较大的单角弯曲件,如图 3.4.4a 所示。
弯曲件的长边被夹紧在压料板和凸模之间,弯曲件过程中另一边竖立向上弯曲。
由于采用了定位销定位和压料装置,压弯过程中工件不易偏移。
但是,由于弯曲件竖边无法受到校正,因此工件存在回弹现象。
a〕1-凸模;2-凹模;3-定位销;4-压料板;5-挡块 b〕1-凸模;2-压料板 3-凹模;4-定位板;5-挡块图3.4.4 L形弯曲模图 3.4.4b 为带有校正作用的 L 形弯曲模,由于压弯时工件倾斜了一定的角度,下压的校正力可以作用于原先的竖边,从而减少了回弹。
铁塔主材弯曲检查中的质量问题追踪与整改措施近年来,随着电信行业的快速发展,铁塔建设成为了国内基础设施建设的重要组成部分。
然而,在铁塔主材的弯曲检查过程中,存在着一些质量问题,这不仅对于铁塔的安全稳定造成了潜在威胁,也对工程的质量和进度造成了一定影响。
因此,追踪并整改铁塔主材弯曲检查中的质量问题显得尤为重要。
一、质量问题追踪1. 弯曲度超标问题铁塔主材的弯曲度超标是一个较为常见的质量问题。
由于加工、运输等环节中的疏忽,铁塔主材容易产生过度弯曲的情况。
超标的弯曲度不仅会导致铁塔结构的不稳定,还可能降低整体的抗风能力。
2. 弯曲位置错误问题铁塔主材在加工、组装过程中,如果弯曲位置错误,将直接影响塔架结构的整体刚度。
这种问题的存在将使铁塔在承受外力时失去部分支撑,对于铁塔的安全稳定构成潜在威胁。
3. 弯曲材料质量不合格问题铁塔主材的材料质量是影响弯曲质量的重要因素之一。
如果使用的材料不符合规定标准,容易导致铁塔主材在强度和韧性方面存在问题,进而影响铁塔整体的使用寿命和安全性能。
二、整改措施1. 加强质量管理针对铁塔主材弯曲检查中存在的问题,必须加强质量管理,从源头抓起。
首先,要从供应商的选择上严格把控,选择有信誉和经验的供应商,确保提供的材料符合相关的国家标准和技术规范。
其次,要建立严格的过程控制,对每一道工序都要进行监督和检验,确保弯曲加工的准确性和质量稳定性。
2. 完善操作规范为了避免弯曲位置错误的问题,需要制定详细的操作规范,并加强对工人的培训。
操作规范应明确每个弯曲位置的要求和步骤,确保加工过程的准确性。
同时,对操作人员进行培训,提高其专业水平和技能,降低因操作不当造成的质量问题。
3. 强化弯曲度检查为了及时发现和处理弯曲度超标的情况,需要建立健全的弯曲度检查工作流程。
工作人员应当及时对弯曲件进行检测,并根据相关的技术标准和规范,对超标件进行整改或更换。
同时,需要建立记录档案,追踪和汇总每个工程项目中的弯曲度检查情况,形成有效的质量管理和控制机制。