总装设备基础 - 副本
- 格式:pptx
- 大小:17.91 MB
- 文档页数:105
汽车总装设备班级:汽车0802 姓名:张春学号:11 随着现今产品向个性化、多样化、全球化、小批量方向发展,流水线总装式的大批量生产方式因为其自身的原因而限制了产品种类的多变性,所以已经不能适应快速反应的市场和商品多样化的需求。
为此,有人提出了用户化大批量生产,即采用大量生产的成本生产出满足用户个性化的大量产品。
用户化大批量生产模式强调在现有的流水线上进行工位的整合和调整、各工位作业量的均衡工艺的并行设计和物流的顺畅,从而实现敏捷制造(Agile Manufacture,AM)和高柔度装配。
用户化大批量生产必须从零件装配成产品,所以装配在AM中占有重要的地位。
如何有效实现汽车产品装配自动化和柔性化,如何将计算机辅助技术应用到装配工艺的问题日趋成为汽车行业提高流水线总装效率的关键。
1、汽车装配工艺装备概况1.1整车装配工艺装备概况整车装配线,一般是指由输送设备(空中悬挂和地面)和专用设备(如举升、翻转、压装、加热或冷却、检测、螺栓螺帽的紧固设备等)构成的有机整体。
整车装配所用的设备主要包括:装配线所用输送设备、发动机和前后桥等各大总成上线设备、各种油液加注设备、出厂检测设备以及各种专用装配设备。
1)输送设备。
输送设备主要用于总装配线、各总成分装线以及大总成上线的输送。
完成汽车装配生产过程最重要的设备之一是汽车总装线。
2)大总成上线设备。
大总成上线设备是指发动机、前桥、后桥、驾驶室、车轮等总成在分装、组装后送至总装配线并在相应工位上线所采用的输送、吊装设备。
车轮上线一般采用普通悬挂输送机和积放式悬挂输送机。
发动机、前桥、后桥、驾驶室等大总成上线,传统的方式是采用单轨电动葫芦或起重机。
随着汽车装配的机械化、自动化水平的提高,目前各大总成上线普遍采用自行葫芦输送机和积放式悬挂输送机,也有少数厂家采用了带有升降装置的电动磁轨小车(AGV)自动上线。
3)各种油液加注设备。
随着轿车技术的引进,燃油、润滑油、清洁剂、冷却液、制动液、制冷剂等各种加注设备的水平也有了很大的提高,由过去的手工加注发展到采用设备定量加注,直到自动加注。

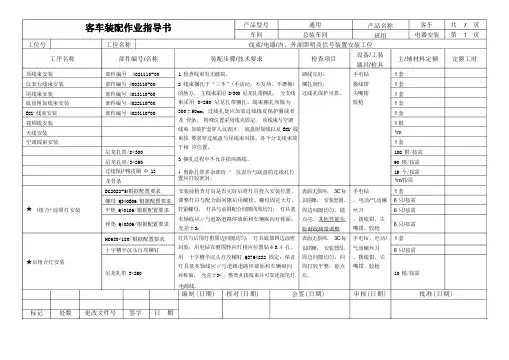
工位号工序名称顶线束安装仪表台线束安装尾线束安装底盘附加线束安装ECU 线束安装视频线安装天线安装空调线束安装★(组合)前照灯安装★后组合灯安装工位名称部件编号/名称部件编号 4021110-00部件编号 4003110-00部件编号 4013110-00部件编号 4022110-00部件编号 4023110-00尼龙扎带/8*300尼龙扎带/3*250过线保护橡皮圈Φ 13龙骨条DG2022-5/根据配置要求螺母 Q340B06/根据配置要求平垫 Q40106/根据配置要求弹垫 Q40306/根据配置要求HC680*180/根据配置要求十字槽半沉头自攻螺钉尼龙扎带 3*250装配步骤/技术要求1 检查线束有无破损。
2 线束捆扎于“三不”(不活动、不发热、不磨擦)的地方,主线束采用 8*300 尼龙扎带捆扎,分支线束采用 3*250 尼龙扎带捆扎。
线束捆扎间隔为300±50mm,过线孔处应加装过线橡皮保护圈或者龙骨条,特殊位置采用线夹固定。
顶线束与空调线束加装护套穿入仪表区,底盘附加线以及 ECU 线束按要求穿过底盘与尾线束对接。
各个分支线束放于相应位置。
3 捆扎过程中不允许损坏路线。
4 剪除扎带多余部份。
仪表台与底盘的过线孔位置应打胶密封。
安装前检查灯具是否完好后将灯具投入安装位置,调整灯具与配合面间隙后用螺栓、螺母固定大灯。
拧紧螺母。
灯具与前围配合间隙四周均匀;灯具基本轴线应∥与道路道路停放面和车辆纵向对称面,允差±30 ,灯具与后围灯框周边间隙均匀;灯具底部四边涂密封胶;用电钻在侧围转向灯相应位置钻φ3.4 孔。
用十字槽半沉头自攻螺钉 Q2764222 固定;保证灯具基本轴线应∥与道路道路停放面和车辆纵向对称面,允差±30;;整理扎接线束并可靠连接尾灯检查项目路线完好;捆扎到位;过线孔保护可靠。
表面无损坏,3C 标识清晰,安装坚固、周边间隙均匀、能点亮、其他性能在检测线测量调整表面无损坏,3C 标识清晰,安装坚固,周边间隙均匀,四周打胶平整,能点亮。