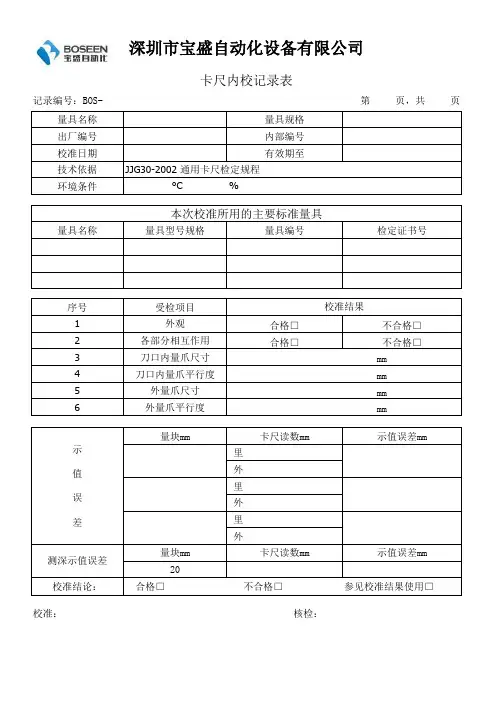
卡尺类检定记录表
- 格式:doc
- 大小:91.00 KB
- 文档页数:1
SOP-QR-104三阶文件生效日期2012.06.19 编号SOP-QR-104版本/次A/1卡尺内校作业指导书编制人曲海涛审核人邱丰批准人张述强日期2012.06.19 日期2012.06.19 日期2012.06.19文件修改记录文件编号修改版本修改页数修改内容描述修改人批准人生效日期A0 首次发行2012.06.19卡尺内校作业指导书版本/次A/11. 目的1.1 确保校准结果的结果的准确性,使校准作业规范化。
2. 范围2.1 本标准适用于本公司现有各种类型之卡尺,包括高度尺、游标卡尺、戴表卡尺、电子数显卡尺。
3. 职责3.1 卡尺保管人:负责所属卡尺维护和保养。
3.2 品保部:卡尺专用量块的维护和保养。
3.3校验人:卡尺内校结果的记录和校验标识标签的确认。
4. 作业内容说明:4.1 卡尺结构:4.1.1游标卡尺结构如下图所示。
4.1.2 电子数显卡尺结果如下图所示。
4.1.3 戴表卡尺结构如下图所示。
卡尺内校作业指导书版本/次A/14.2 校验/检定条件:4.2.1 室内温度:25±3℃4.2.2 相对温度:65±15%4.3 校验/检定用主要标准器具:成都产二级量块.4.4外观检查4.4.1 检查方法:目检与试验;4.4.2 卡尺表面应无锈蚀,碰伤或其它缺陷,刻度和数字应清晰、均匀;4.4.3 尺框沿尺身移动应平稳,不应有阻滞及明显晃动现象,紧固螺丝的作用可靠。
4.5显示值校验/检定4.5.1所卡尺校正外卡任意选五个点校正,第五点须是该卡尺的最大量程范围,所卡尺校正内卡任意选三个点校正,第三点须是该卡尺的最大量程范围. 所卡尺校正深度,任意选四个点校正,第四点须是该卡尺深度的最大量程范围。
所有卡尺必须校正并须校正卡尺的外卡,内卡,深度。
4.5.2 误差:4.5.2.1 所有游标卡尺、带表卡尺在100mm以内(含100mm)受检误差为±0.02mm,受检点在100mm以上误差为±0.02mm;4.5.2.2 数显卡尺100mm以内(含100mm)受检误差为±0.02mm,受检点在100mm以上误差为±0.02mm。
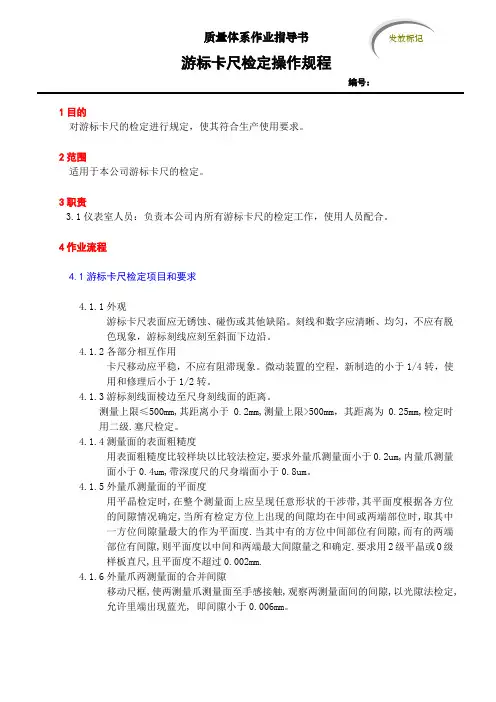
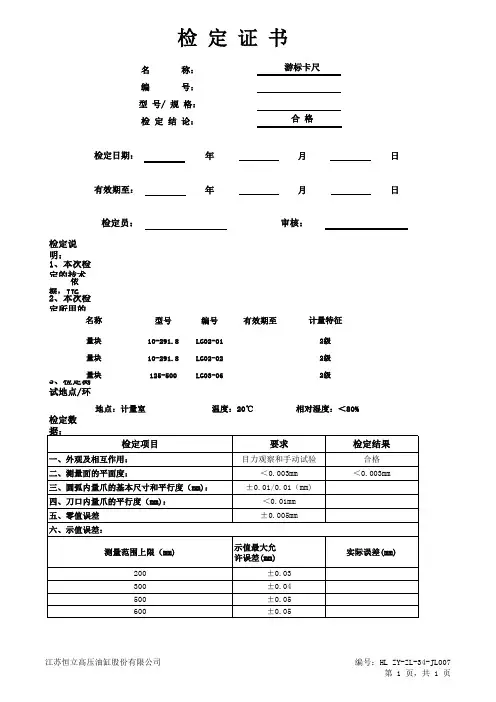
质量体系作业指导书发放标记游标卡尺检定操作规程编号:1目的对游标卡尺的检定进行规定,使其符合生产使用要求。
2范围适用于本公司游标卡尺的检定。
3职责3.1仪表室人员:负责本公司内所有游标卡尺的检定工作,使用人员配合。
4作业流程4.1游标卡尺检定项目和要求4.1.1外观游标卡尺表面应无锈蚀、碰伤或其他缺陷。
刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻至斜面下边沿。
4.1.2各部分相互作用卡尺移动应平稳,不应有阻滞现象。
微动装置的空程,新制造的小于1/4转,使用和修理后小于1/2转。
4.1.3游标刻线面棱边至尺身刻线面的距离。
测量上限≤500mm,其距离小于0.2mm,测量上限>500mm,其距离为0.25mm,检定时用二级.塞尺检定。
4.1.4测量面的表面粗糙度用表面粗糙度比较样块以比较法检定,要求外量爪测量面小于0.2um,内量爪测量面小于0.4um,带深度尺的尺身端面小于0.8um。
4.1.5外量爪测量面的平面度用平晶检定时,在整个测量面上应呈现任意形状的干涉带,其平面度根据各方位的间隙情况确定,当所有检定方位上出现的间隙均在中间或两端部位时,取其中一方位间隙量最大的作为平面度.当其中有的方位中间部位有间隙,而有的两端部位有间隙,则平面度以中间和两端最大间隙量之和确定.要求用2级平晶或0级样板直尺,且平面度不超过0.002mm.4.1.6外量爪两测量面的合并间隙移动尺框,使两测量爪测量面至手感接触,观察两测量面间的间隙,以光隙法检定,允许里端出现蓝光, 即间隙小于0.006mm。
4.1.7圆弧内量爪的尺寸和平行度基本尺寸用外径千分尺沿卡尺内量爪在平行于尺身方向检定,在其他任意方向测量所得之值于基本尺寸之差,应不超过量爪尺寸偏差的上偏差。
平行度在内量爪距外端2mm处开始在平行于尺身方向测量,以内量爪全长范围内最大与最小尺寸之差确定.要求尺寸偏差在±0.01mm,平行度应小于0.01mm4.1.8刀口内量爪的尺寸和平行度将一块为10mm的3级量块长边夹持于两外测量爪测量面之间,紧固螺钉后,该量块应能在量爪测量面间滑动而不脱落。
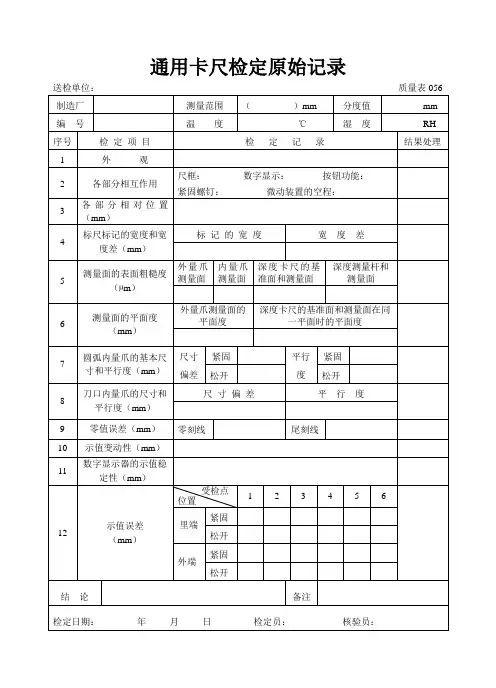

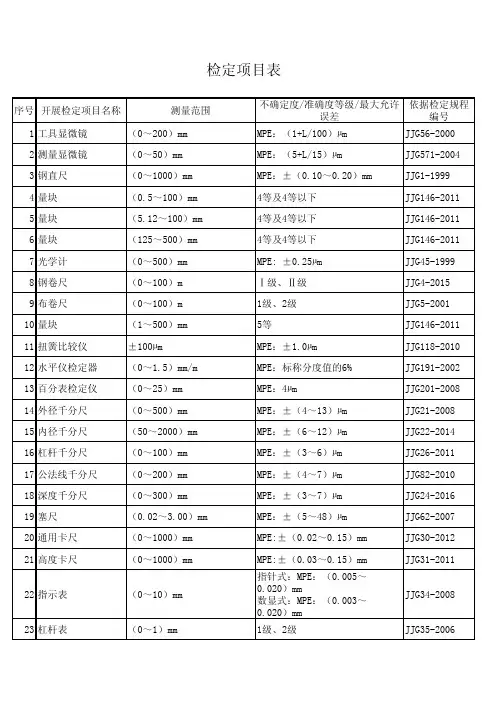
通用卡尺校准规范1.范围本校准规范适用于本公司分度值(游标类和表类)或分辨力(数显类)为0.01,0.02,0.05,测量范围上限到2000mm通用卡尺的校准。
本校准规范规定了通用卡尺的校准条件、校准项目、校准要求、校准方法和校准结果的处理、复校的时间间隔。
2.引用文献和规程:GB/T1214.1~1214.4-1996游标卡尺类卡尺JJG30-2012通用卡尺检定规程3.概述通用卡尺按其主要结构形式,分别为游标卡尺、电子数显卡尺、带表卡尺、深度游标卡尺。
4.校准条件和校准项目4.1校准条件:4.1.1校准室内温度(20±5)℃;湿度不超过80%RH;4.1.2校准前,将被校卡尺及量块等校准用设备同时置于平板上,其平衡温度时间为2小时。
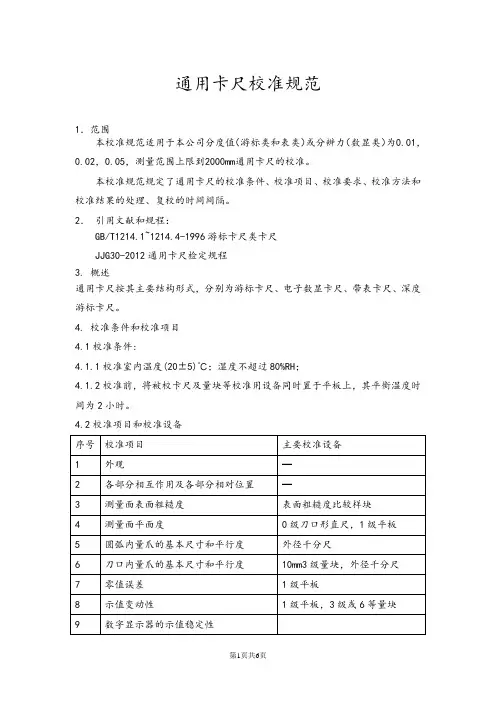
4.2校准项目和校准设备5.1外观5.1.1要求:卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等以及影响外观质量的其他缺陷。
卡尺上必须有制造厂名或商标、CMC标志、分度值和出厂编号。
使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
5.1.2校准方法:目力观察。
5.2各部分相互作用及各部分相对位置:5.2.1要求::尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。
数字显示应清晰、完整,无黑斑和闪跳现象。
各按钮功能稳定、工作可靠;紧固螺钉和微动装置的作用应可靠;主尺尺身应有足够的长度裕量,以保证在测量范围上限时尺框及微动装置在尺身之内。
游标尺刻线与主标尺刻线应平行,无目力可见的倾斜;游标尺标记表面棱边至主标尺标记表面的距离应不大于0.30mm;圆标尺的指针尖端应盖住短标记长度的30%~80%。
指针末端与标尺标记表面之间的间隙应不大于表6的规定。
卡尺两外量爪合并时,应无目力可见的间隙。
表6指针末端与标尺标记表面之间的间隙5.2.2校准方法:目力观察和手动试验。
5.3测量面的表面粗糙度5.3.1要求:应不超过表1规定表1测量面表面粗糙度5.3.2校准方法:用表面粗糙度比较样板进行比较校准。
数显卡尺试行检定规程(JJG526-88)
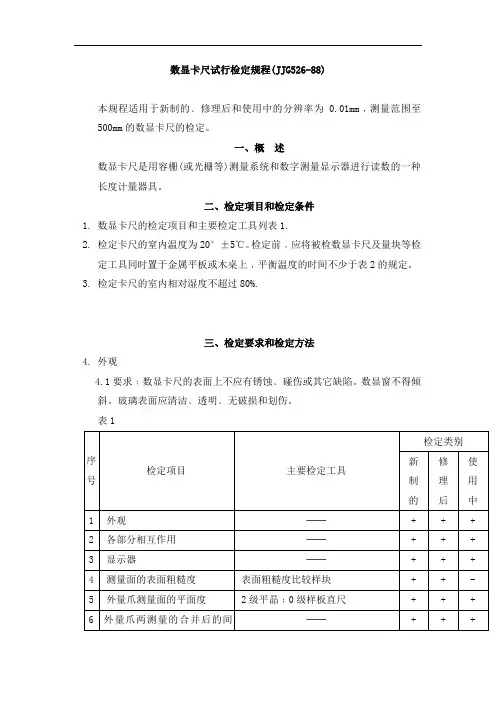
本规程适用于新制的﹑修理后和使用中的分辨率为0.01mm﹐测量范围至500mm的数显卡尺的检定。
一、概述
数显卡尺是用容栅(或光栅等)测量系统和数字测量显示器进行读数的一种长度计量器具。
二、检定项目和检定条件
1.数显卡尺的检定项目和主要检定工具列表1.
2.检定卡尺的窒内温度为20°±5℃。
检定前﹐应将被检数显卡尺及量块等检
定工具同时置于金属平板或木桌上﹐平衡温度的时间不少于表2的规定。
3.检定卡尺的室内相对湿度不超过80%.
三、检定要求和检定方法
4.外观
4.1要求﹕数显卡尺的表面上不应有锈蚀﹑碰伤或其它缺陷。
数显窗不得倾
斜。
玻璃表面应清洁﹑透明﹑无破损和划伤。
表1。
游标卡尺计量检定规程1.0目的规范游标卡尺计量检定的操作,确保游标卡尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于游标卡尺计量检定。
3.0校验设备外校合格的标准量块。
4.0环境条件环境温度:(20±5)℃相对湿度:≤80%RH。
校准前被检测量设备在规定温度下恒温不少于2h。
5.0技术要求和检定方法5.1外观5.5.1要求:卡尺的表面应无锈蚀、碰伤或其它缺陷、刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻至斜面下边缘。
卡尺上应标有分度值,制造厂名、工厂标志和出厂编号。
使用中和修理后的卡尺不应有影响使用准确度的外观缺陷。
5.5.2检定方法:目力观察5.2各部分相互作用5.2.1要求:尺框沿尺身移动应平稳,不应有阻滞现象,紧固螺针的作用应可靠,深度尺不允许有窜动,微动装置的空程,新制造的应不超过1/4转,使用中和修理后的应不超过1/2转,尺身和尺框的配合应无明显晃动。
5.2.2检定方法:观察和试验对于尺身和尺框的配合质量,用于轻轻摆动活动量爪,进行观察检定。
5.3游标刻线面棱边至尺身刻线面的距离5.3.1要求:应不超过JJG30-2012的规定5.3.2检定方法:用2级塞尺比较检定,按JJG30-2012规定。
5.4刻线宽度和刻线宽度差5.4.1要求:应不超过JJG30-2012的规定。
5.4.2检定方法:用工具显微镜检定,尺身和游标的刻线应至少各抽检3条,刻线宽度差以受检刻线中最大与最小宽度之差确定。
5.5测量面的表面粗糙度5.5.1要求:应不大于JJG30-2012的规定5.5.2检定方法:用表面粗糙度比较样块以比较法检定。
5.6外量爪测量面的平面度5.6.1量爪测量的平面度5.6.2检定方法:对于分度值为0.02mm的卡尺用2级平晶或0级样板直尺检定;对于分度值为0.05mm和0.10mm卡尺用1级样板直尺检定。
用平晶检定时,在整个测量面上呈现任意形状的干涉带,用样板直尺以标准光隙法检定时,样板直尺的放置方位根据JJG30-2012规定其平面度根据各方位的间隙情况确定,当所有检定方位上出现的间隙均在中间部位或两端部位时,取其中一方位间隙量最大的作为平面度,当其中有的方位中间部位有间隙,而有的两端部位有间隙,则平面度以中间和两端最大间隙量之和确定。
双金属温度计检定记录
压力表检定记录
Q/YYTH 40752—2001 送检单位:检定日期:年月日压力表名称:允许误差:MPa 测量范围: Mpa 分度值:MPa 制造厂:标准器允许误差:Mpa 出厂编号:检定温度:℃级别:相对湿度:%RH 外观检查:
检定结果:符合级审核:检定员:
非自行指示秤检定记录
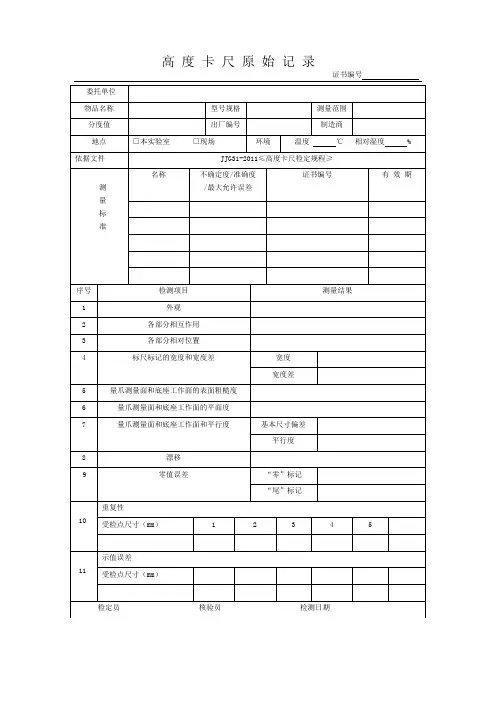
游标卡尺检定记录
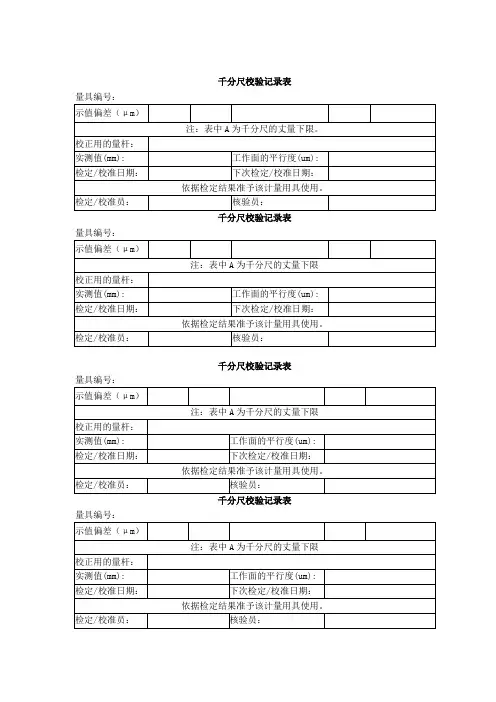
千分尺检定记录
精密压力表(或真空表)检定记录表
检定证书编号:检定员:年月日复核员:年月日备注:2~10和12栏目填写内容为:被检表示值与标准值之差;其差值为十分之一分格数
检定结果通知书检定结果通知书
Q/YYTH40765—2001Q/YYTH40765—2001。
JJG30-2012 通用卡尺检定规程JJG30-2012通用卡尺检定规程是中国国家计量检定规程的一部分,旨在规范通用卡尺的检定方法和要求。
本规程于xxxx年xx月xx日批准,并于xxxx年xx月xx日起施行,代替了JJG30-2002版。
本规程适用于各类通用卡尺的检定。
在进行检定前,需要对卡尺进行清洁和校准,以确保其准确性和可靠性。
在进行检定时,需要考虑以下计量性能要求:标尺标记的宽度和宽度差、测量面的表面粗糙度、测量面的平面度、圆弧内量爪的差不多尺寸和平行度以及刀口内量爪的尺寸和平行度。
标尺标记的宽度和宽度差应符合相关标准要求,以确保读数准确。
测量面的表面粗糙度和平面度应满足标准要求,以确保测量的准确性和重复性。
圆弧内量爪和刀口内量爪的尺寸和平行度也应符合相关标准要求。
本规程的起草单位为XXX,托付全国几何量工程参量计量技术委员会负责讲明。
Zero Error (4)XXX instrument is not zero when the measured quantity is zero。
This error can be XXX。
XXX。
temperature changes。
or XXX.n n (5)XXX on the digital display of a measuring instrument。
This XXX changes。
electrical interference。
or XXX accurate measurements。
it is XXX.XXX (5)XXX a constant reading over time。
This is important for accurate and reliable measurements。
XXX temperature changes。
XXX。
and electrical interference.XXX (5)XXX。
XXX issues。
通用卡尺检定规程页次1/6 文件编号GT-WI-QC-002 制定部门品保部生效日期2007-09-01修订原版次修订日期修订内容核准审核制定A0 2007-5-12 1、由原编号“GT-WIP-QC-02”全面修订的.1、目的对通用卡尺进行内部检定,确保其示值的准确度和精确度以及卡尺整体的完整性。
2、范围适用于我司所有通用卡尺(普通游标卡尺、带表游标卡尺、数显游标卡尺和深度游标卡尺)的内部检定。
3、计量性能要求3.1 测量面的平面度测量面的平面度应不超过表1的规定。
表1 测量面的平面度mm测量范围外量爪测量面的平面度深度卡尺的基准面和测量面在同一平面时的平面度0~1000 0.003 0.005>1000~2000 0.005 0.006注:测量面边缘0.2mm范围内允许塌边。
3.2 圆弧内量爪的基本尺寸和平行度合并两量爪。
圆弧内量爪基本尺寸,新制造的应为10mm或20mm整数,其偏差应符合表2的规定;使用中及修理后的基本尺寸允许为0.1mm的整倍数,保证使用的情况下可为卡尺分度值的整数倍,并在证书内页注明。
平行度应不超过表2的规定。
表2 圆弧内量爪的基本尺寸和平行度mm 分度值圆弧内量爪尺寸偏差平行度0.01,0.02 ±0.010.010.05 ±0.020.10 ±0.033.3 刀口内量爪的尺寸和平行度刀口内量爪的尺寸和平行度应符合表3的规定。
3.4零值误差3.4.1 游标卡尺量爪两测量面相接触(深度游标卡尺的主标尺基准面和测量面在同一平面)时,游标上的“零”标记上的“尾”标记与主标尺相应标记应相互重合。
其重合度应符合表4的规定。
3.4.2 带表卡尺量爪两测量面相接触时,圆标尺的指针应位于正上方。
此时毫米读数部位至主标尺通用卡尺检定规程页 次2/6文件编号GT-WI-QC-002制定部门品保部生效日期 2007-09-01修 订原版次 修订日期修订内容核 准审 核制 定A0 2007-5-12 1、由原编号“GT-WIP-QC-02”全面修订的.“零”标记的距离不超过标记宽度,压线不超过标记宽度的1/2。