注塑模具基本结构与注塑机
- 格式:ppt
- 大小:2.55 MB
- 文档页数:71
注塑模具介绍及典型结构分析注塑模具是在注塑机上使用的一种工具,用于将熔融的塑料注入到模具腔中,冷却并形成所需的产品形状。
它是塑料注塑成型过程中不可缺少的组成部分。
注塑模具通常由模具基板、进料系统、冷却系统、腔体、顶出系统和模具腔板等部分组成。
1.模具基板:模具基板是模具的主要支撑结构,通常由钢材制成。
它具有足够的刚度和强度来抵抗注塑过程中的压力和热应力。
2.进料系统:进料系统是将熔融的塑料从注塑机送入模具腔体的通道。
它通常包括喷嘴、导流槽和进料孔。
进料系统的设计对产品的填充、流动和冷却有着重要影响。
3.冷却系统:冷却系统用于从注射模具中引出热量并加快产品冷却。
它通常由冷却孔和水管组成。
冷却系统的设计应使塑料能够均匀冷却,以防止产品缩短、翘曲和变形。
4.腔体:模具腔体是产品的实际成型空腔。
它的形状和尺寸应与所需产品的形状和尺寸相匹配。
模具腔体由腔板和芯棒组成。
腔板是模具的主要成型部分,芯棒是用于形成产品中的内部结构的部分。
5.顶出系统:顶出系统用于将成型产品从模具腔体中顶出。
它通常包括顶针和顶出板。
顶出系统的设计应使产品能够顺利顶出,同时避免产品损坏。
注塑模具的典型结构可以根据产品形状和要求的不同而有所变化,下面是一些常见的注塑模具结构:1.平板模具:平板模具是最简单和最常见的注塑模具结构,适用于产品形状简单、尺寸较小的情况。
它由两个平板组成,中间夹着模具腔板。
2.滑块模具:滑块模具适用于具有复杂形状、有空心结构或需要多个材料注塑的产品。
它包括一个或多个滑块,通过滑动来形成产品中的空心部分或添加附加材料。
3.悬挂模具:悬挂模具适用于需要动态脱模的产品。
它的结构类似于滑块模具,但模具腔板安装在一个悬挂板上,可以以一定的角度进行移动,以便更容易顶出成型产品。
4.热流道模具:热流道模具适用于要求填充均匀、减少废品产生的高精度产品。
它包括热流道系统,通过加热来控制塑料的流动和冷却过程。
总之,注塑模具在塑料注塑成型过程中起到至关重要的作用,通过不同的结构设计,可以满足不同产品的形状、尺寸和要求。

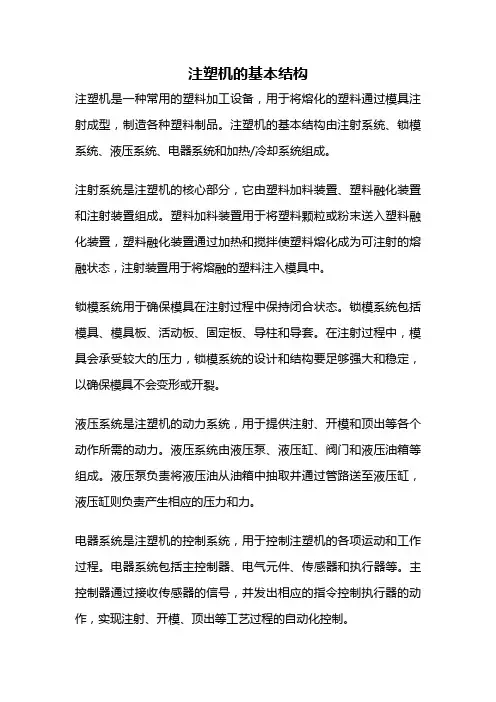
注塑机的基本结构注塑机是一种常用的塑料加工设备,用于将熔化的塑料通过模具注射成型,制造各种塑料制品。
注塑机的基本结构由注射系统、锁模系统、液压系统、电器系统和加热/冷却系统组成。
注射系统是注塑机的核心部分,它由塑料加料装置、塑料融化装置和注射装置组成。
塑料加料装置用于将塑料颗粒或粉末送入塑料融化装置,塑料融化装置通过加热和搅拌使塑料熔化成为可注射的熔融状态,注射装置用于将熔融的塑料注入模具中。
锁模系统用于确保模具在注射过程中保持闭合状态。
锁模系统包括模具、模具板、活动板、固定板、导柱和导套。
在注射过程中,模具会承受较大的压力,锁模系统的设计和结构要足够强大和稳定,以确保模具不会变形或开裂。
液压系统是注塑机的动力系统,用于提供注射、开模和顶出等各个动作所需的动力。
液压系统由液压泵、液压缸、阀门和液压油箱等组成。
液压泵负责将液压油从油箱中抽取并通过管路送至液压缸,液压缸则负责产生相应的压力和力。
电器系统是注塑机的控制系统,用于控制注塑机的各项运动和工作过程。
电器系统包括主控制器、电气元件、传感器和执行器等。
主控制器通过接收传感器的信号,并发出相应的指令控制执行器的动作,实现注射、开模、顶出等工艺过程的自动化控制。
加热/冷却系统用于控制模具的温度,以确保注塑过程中塑料的熔化和冷却过程的良好控制。
加热/冷却系统由加热装置、温度控制器和冷却装置组成。
加热装置通过加热元件将热能传递给模具,温度控制器用于监测和调节模具的温度,冷却装置则通过冷却水或冷却气体将模具冷却至一定温度,以便于顶出和取出成型品。
注塑机的基本结构包括注射系统、锁模系统、液压系统、电器系统和加热/冷却系统。
这些部件相互协作,完成塑料制品的注射成型过程。
了解注塑机的基本结构对于正确操作和维护注塑机具有重要意义,能够提高生产效率和产品质量。
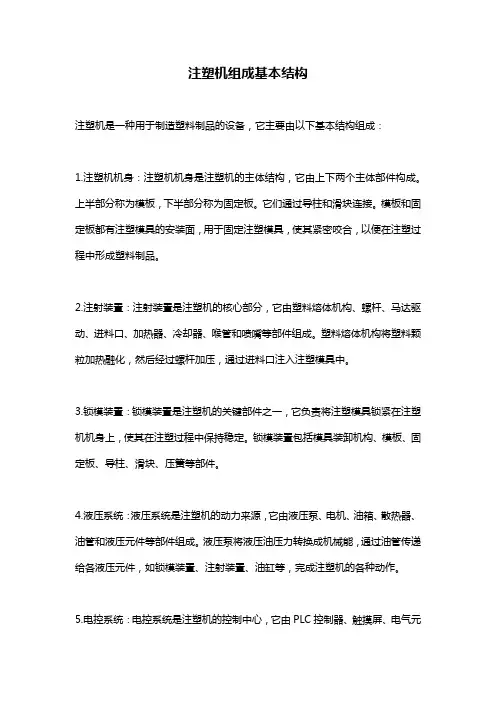
注塑机组成基本结构
注塑机是一种用于制造塑料制品的设备,它主要由以下基本结构组成:
1.注塑机机身:注塑机机身是注塑机的主体结构,它由上下两个主体部件构成。
上半部分称为模板,下半部分称为固定板。
它们通过导柱和滑块连接。
模板和固定板都有注塑模具的安装面,用于固定注塑模具,使其紧密咬合,以便在注塑过程中形成塑料制品。
2.注射装置:注射装置是注塑机的核心部分,它由塑料熔体机构、螺杆、马达驱动、进料口、加热器、冷却器、喉管和喷嘴等部件组成。
塑料熔体机构将塑料颗粒加热融化,然后经过螺杆加压,通过进料口注入注塑模具中。
3.锁模装置:锁模装置是注塑机的关键部件之一,它负责将注塑模具锁紧在注塑机机身上,使其在注塑过程中保持稳定。
锁模装置包括模具装卸机构、模板、固定板、导柱、滑块、压簧等部件。
4.液压系统:液压系统是注塑机的动力来源,它由液压泵、电机、油箱、散热器、油管和液压元件等部件组成。
液压泵将液压油压力转换成机械能,通过油管传递给各液压元件,如锁模装置、注射装置、油缸等,完成注塑机的各种动作。
5.电控系统:电控系统是注塑机的控制中心,它由PLC控制器、触摸屏、电气元
件和传感器等部件组成。
电控系统可以控制注射装置、液压系统、锁模装置和其他设备的开关、温度、压力和速度等参数,实现注塑机的自动化控制和监视。
以上是注塑机的基本结构组成。
注塑机的性能和稳定性不仅取决于其各部件的质量和性能,还取决于各部件之间的协调和配合。
注塑模具原理及结构知识讲解注塑模具是一种常用的工业模具,广泛应用于塑料制品的生产过程中。
它的原理和结构对于理解和操作注塑工艺具有重要意义。
下面将详细介绍注塑模具的原理和结构知识。
一、注塑模具的原理:注塑模具的原理是通过将已熔化的塑料注入模具的腔室中,让塑料在模具中冷却成型,最终取出成品。
具体步骤包括:1.装模:将模具放入注塑机的模具固定板上。
2.注塑:将塑料颗粒加热融化,通过注塑机的射嘴注入到模具的腔室中。
3.冷却:在模具中冷却一定时间,让塑料逐渐凝固。
4.脱模:打开模具,将冷却成型的塑料制品取出。
注塑模具的原理是利用塑料的可塑性和流动性,在模具中通过加热和冷却过程,使塑料形成所需的形状和结构。
二、注塑模具的结构:注塑模具的结构主要由以下几个部分组成:1.模具座:模具座是注塑模具的基础部分,用于固定模具并与注塑机连接。
2.模具芯:模具芯用于成品的内部形状,它的结构一般比较复杂,需要通过动模使其与模具腔配合。
3.模具腔:模具腔用于成品的外部形状,它与模具芯配合,形成成品的空腔。
4.导柱和导套:导柱和导套用于确保模具的定位和活动。
导柱固定在模具座上,而导套则位于模具芯和模具腔的连接处。
5.冷却系统:冷却系统用于控制模具中塑料的冷却过程。
一般采用水冷却,通过在模具中设置冷却通道,将冷却水流经过,使模具中的塑料快速冷却凝固。
6.顶针和顶板:顶针和顶板用于顶出成品。
顶针直接接触模具腔内的塑料,在成型结束后,通过顶板将成品从模具中取出。
7.喷嘴:喷嘴负责塑料的加热和注射。
它连接注塑机的射嘴,将已熔化的塑料注入模具中。
8.排气系统:排气系统用于排出注入模具中的空气。
在注塑过程中,空气可能被困在塑料中,通过排气系统可以将空气排出,避免空气对成品的影响。
以上就是注塑模具的原理及结构知识的讲解。
注塑模具是塑料制品生产中不可或缺的工具,掌握其原理和结构对于理解和应用注塑工艺具有重要作用。
注塑模具的结构复杂,需要经验丰富的工程师进行设计和制造,并在使用过程中进行维护和保养,以确保其正常运行和寿命。
注塑模具结构基本常识1. 引言注塑模具是注塑成型过程中必不可少的工具,它的结构直接影响着产品的质量和生产效率。
因此,了解注塑模具的基本结构是每个从事塑料加工的人员都应该掌握的知识。
本文将介绍注塑模具的基本常识,包括结构组成、主要部件以及常见的模具类型等内容。
2. 注塑模具的结构组成注塑模具主要由模具座、模板、导向机构、顶出机构、注射系统和冷却系统等组成。
2.1 模具座模具座是注塑模具的基础,它承载着整个模具的重量,并固定在注塑机上。
模具座需要具备足够的刚度和稳定性,以确保模具在注塑过程中的稳定性和精度。
2.2 模板模板是注塑模具中最重要的部件之一,它由上模板和下模板组成。
上模板和下模板通常由高硬度的金属材料制成,如工具钢。
模板之间通过导柱和导套进行固定,以保证开关模时的精度和平衡。
2.3 导向机构导向机构用于保持模板之间的位置固定,在模具开合过程中起到导向作用。
常见的导向机构包括导柱、导套和导板等,其设计要求具备高强度、高精度和耐磨损等特点。
2.4 顶出机构顶出机构用于将注塑成型后的产品从模具中顶出。
顶出机构通常由顶出杆、顶出板和顶出销等部件组成,其设计要求灵活可靠,确保产品能够顺利脱模。
2.5 注射系统注射系统是将熔融塑料从注塑机的射嘴注入到模腔中的部分,它包括射嘴、喷嘴、喷嘴喉部、喷嘴板和喷嘴保温装置等。
注射系统的设计需要考虑到塑料流动的均匀性、稳定性和射出压力的控制等因素。
2.6 冷却系统冷却系统用于控制模具的温度,以保证注塑成型周期的稳定和产品的质量。
冷却系统通常由冷却水管、冷却水道和冷却水口等组件组成,其设计要求水路布置合理、冷却效果良好。
3. 常见的注塑模具类型根据注塑产品的形状和结构特点,注塑模具可以分为单面模、多面模、复合模和家用电器模等类型。
3.1 单面模单面模是指模具只有一个模腔,适用于制造单一形状的产品。
它结构简单、生产周期短,常用于生产一些简单的注塑产品。
3.2 多面模多面模是指模具具有多个模腔,可以一次性生产多个产品。
第一章 注塑机工作原理及构造第一节 注塑机工作原理一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。
注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。
注塑成型是用塑性 的热物理性质,把物料从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。
在料筒内装有在外动力油马达作用下驱动旋转的螺杆。
物料在螺杆的作用下,沿着螺槽向前输送并压实。
物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。
当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。
然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。
型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。
塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。
1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆图1-19 注塑成型原理图注射座动作选择第二节 注塑机组成注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。
第二节注 塑 机 结 构2.1注塑机总体结构公司目前主力机型为系列,该机型主要可分为注射部分(01部注塑机注塑部件塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴合模部件合模装置 调模装置 制品顶出装置机身液压系统泵、油马达、阀蓄能器、冷却器、过滤装置 管路、压力表冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器电器控制系统动作程序控制;料筒温度控制;泵电机控制安全保护;故障监测、报警;显示系统机械手加料装置图1-21 注塑机组成示图分)、合模部分(02部分)、安全防护门(03部分)、液压传动部分(04部分)、润滑部分(05部分)、电器控制部分(06部分)和机身部分(07部分),括号内为公司内部简称。