模具毕业设计56工件的冲孔、落料及弯曲的级进模设计
- 格式:doc
- 大小:802.50 KB
- 文档页数:38
摘要冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
弯曲是将板料、棒料、管材和型材弯曲成一定角度和形状的冲压成形工序。
本文主要研究工作:利用钢制零件特征之间的关系建立级进模排样设计模型,引如冲压排样设计原则;进一步将钢制零件的形状特征应用于模具结构设计中,建立模具模型,进行模具工艺设计和结构设计,从而确定总体的模具形式;模具投入制造后,可能在制造和生产调试过程中表现出设计的不足和错误,通过总结概括这些问题,可以进行修正工艺设计和模具结构设计,或增加新的工艺规则,为以后的模具设计提供宝贵的经验。
基于以上的研究工作,可以建立一套可行的、适合于小型钢制零件的冲压级进模的设计方法,并在实际生产中应用。
关键词:钢制零件; 级进模;排样设计Steel parts of the stamping process and die designAbstractStamping is installed in the use of stamping equipment (mainly press) on the mold to exert pressure on the materials to produce plastic deformation or separation, to obtain the necessary components of a pressure processing methods. Sheet metal bending is, bar, pipe-bending and profiles some perspective and shape of the stamping process.This paper studies:The use of steel parts to establish the relationship between the characteristics of the Progressive Die layout design models, such as punching with layout design principles; further steel components used in the shape of die structure design, create a model die, die design and technology Structural design, to determine the overall form of the mold; Die in manufacturing, may be in the manufacturing and production process of debugging demonstrated the inadequacies and errors in design, through the speech summed up these problems, that can process design and die structure design, new or increased Technology rules, the die design for the future provide a valuable experience.Based on the above studies, the establishment of a viable, suitable for small steel parts stamping progressive die design and application in production.Key Words:Steel Parts;Progressive Die;Layout Design目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 冲压特点 (1)1.2 冲压加工的作用和地位 (2)1.3 冲压技术的发展趋势 (2)第二章零件的工艺性分析 (4)2.1工件的冲压工艺性分析 (4)2.2 H62材料的化学成分和机械性能 (5)第三章方案的确定和毛坯尺寸的确定 (6)3.1弯曲件展开尺寸的计算 (6)3.2排样方案 (6)第四章模具设计 (8)4.1模具类型及结构形式的选用 (8)4.2主要工艺计算 (8)4.2.1. 冲裁力 (8)4.2.2 弯曲力 (9)4.2.3 推件力与卸料力 (9)4.3 模具总体结构设计 (10)4.3.1 基本结构形式 (10)4.3.2 基本尺寸 (10)4.3.3 模架 (10)4.3.4 压力机的选择 (10)4.3.5 模柄 (10)4.4结构设计 (11) (11) (11) (11) (11) (11)安全装置 (11) (11) (11)凸、凹模设计的原则 (11)凸、凹模结构设计 (12)冲裁凸、凹模的结构设计 (12)弯曲凸、凹模结构设计 (13)凸、凹模设计 (13)侧刃尺寸计算 (14)孔边距,孔间距确定 (14).6凹模的结构设计 (15)卸料板的结构设计 (15)4.5.4 导料系统的设计 (15)导正定位装置的设计 (16)辅助装置的设计 (16)第五章结论 (17)参考文献 (18)第一章绪论模具工业的发展标志一个国家工业水平及产品开发能力。
弯板支架冲孔弯曲模设计摘要本文介绍的是弯板支架冲孔弯曲级进模,该模具实例结构简单实用,使用方便可靠。
首先根据工件图算工件的展开尺寸,再根据展开尺寸算该零件的压力中心,材料利用率,画排样图;其次依据凸、凹模不同的制造方法和冲裁工艺方案计算出凸、凹模的刃口尺寸;计算冲压力,选择冲压设备;根据零件的几何形状要求和尺寸的分析,进行凸、凹模结构设计,最后总体设计。
当所有的参数计算完后,对模具的装配方案,对主要零件的设计和装配要求技术要求都进行分析。
在设计过程中除了设计说明书外,还包括模具的装配图,非标准零件的零件图。
关键词:弯曲;级进模;冲压AbstractThis article introduces is the angle iron support punch holes bending concatenation-mould membrane. This mold example structure is simple. The easy to operate is reliable. First launches the size according to the work piece graphic calculation work piece. Again acts according to launches the size to calculate this components the center of pressure. Material use factor, flowered row of specimen map; Next basis convex-concave mold different manufacture method and the blanking craft plan calculates the convex-concave cutting edge size,computation ramming strength,choice ramming equipment. According to components geometry shape request and size analysis, carries on the convex-concave mold structural design; finally system design. After all parameters calculate, to mold assembly plan, carry on the analysis to the major parts design and the matching requirement. In design process besides design instruction booklet, also includes the mold the assembly drawing,non-standard letter detail drawing.Keywords: bending, concatenation-mould, pressing目录前言 (1)第一章冲裁弯曲件的工艺设计 (3)第二章确定工艺方案及模具的结构形式 (4)第三章模具总体结构设计 (5)第四章模具设计工艺计算 (6)4.1 计算毛坯尺寸 (6)4.2 排样、计算条料宽度及距的确定 (8)4.2.1 排样 (8)4.2.2搭边值的确定 (8)4.2.3 条料宽度的确定 (9)4.2.3 送料步距的确定 (10)4.2.5 材料利用率的计算 (11)第五章冲裁力的计算 (12)5.1 计算冲裁力的公式 (12)5.2总的冲裁力、卸料力、推件力、顶件力、弯曲力和总的冲压力 (12)5.2.1 总的冲裁力 (13)5.2.2卸料力FQ的计算 (13)5.2.3推料力FQ1的计算 (14)5.2.4顶件力FQ2的计算 (14)5.2.5弯曲力F C的计算 (14)5.2.6 总冲压力的计算......................................................................... ..16 第六章模具压力中心与计算. (17)第七章冲裁间隙的确定 (18)第八章刃口尺寸的计算 (20)8.1 刃口尺寸计算的基本原则 (20)8.2 刃口尺寸的计算 (21)8.3 计算凸、凹模刃口的尺寸 (21)8.4冲裁刃口高度 (23)8.5弯曲部分刃口尺寸的计算 (23)8.5.1最小弯曲半径 (23)8.5.2弯曲部分工作尺寸的计算 (24)第九章主要零部件的设计 (28)9.1工作零件的设计 (28)9.1.1凹模的设计 (28)9.1.2冲孔凸模的设计 (30)9.1.3弯曲凸模的设计………...………………………………………… ..319.1.4凸凹模的设计…………...………………………………………… ..319.2模架及其他零部件的设计 (33)9.2.1 上下模座 (33)9.2.2 模柄 (33)9.2.3 模具的闭合高度 (34)第十章模具总装图 (35)第十一章压力机的选择 (37)总结 (38)致谢 (39)参考文献 (40)附录 (41)外文翻译 (42)前言改革开放以来,随着国民经济的高速发展,工业产品的品种和数量的不断增加,更新换代的不断加快,在现代制造业中,企业的生产一方面朝着多品种、小批量和多样式的方向发展,加快换型,采用柔性化加工,以适应不同用户的需要;另一方面朝着大批量,高效率生产的方向发展,以提高劳动生产率和生产规模来创造更多效益,生产上采取专用设备生产的方式。
本科毕业设计 (论文)打印机架挡板模具设计Printer Frame Baffle Mold Design学院:机械工程学院专业班级:机械设计制造及其自动化DZ机械074 学生姓名:成辉学号:510701403 指导教师:刘树春(高级工程师)2011 年 5 月目录1 绪论 (1)1.1 课题研究的意义 (1)1.2 课题的内容 (1)2 零件工艺分析及相关计算 (3)2.1 零件的工艺性分析 (3)2.2 冲裁件的精度与粗糙度 (3)2.3 计算毛坯尺寸和有关计算 (3)3 确定工艺方案 (5)3.1 模具方案的确定 (5)3.2 工序方案的确定 (5)3.3 排样的选择 (5)3.4 材料利用率的比较 (7)4 冲孔模的相关计算 (9)4.1 导向于定位方式 (9)4.2 卸料与出件方式 (9)4.3 模架类型及精度 (9)4.4 冲压模具工艺与计算 (9)4.5 冲裁力的计算 (9)4.6 压力中心的计算 (10)4.7 计算凸模凹模刃口尺寸公差 (10)4.8 凹模的设计 (11)4.9 凹模板上孔壁的最小尺寸 (13)4.10 凸模的设计 (14)4.11 固定件以及定位件的选择 (15)5 落料模的设计 (19)5.1 导向与定位方式 (19)5.2 卸料与出件方式 (19)5.3 模架类型及精度 (19)5.4 冲裁力的计算 (19)5.5 压力中心的计算 (20)5.6 计算凸模凹模刃口尺寸公差 (20)5.7 凹模的设计 (20)5.8 凹模板上孔壁的最小尺寸 (21)5.9 凸模的设计 (21)5.10 固定件以及定位件的选择 (22)6 弯曲模的设计 (26)6.1 弯曲工艺的分析 (26)6.2 弯曲件展开长度计算 (26)6.3 弯曲力的计算 (26)6.4 回弹 (27)6.5 凹模的设计 (28)6.6 固定件以及定位件的选择 (28)7 模具总装图 (29)7.1 冲孔模总装图 (29)7.2 落料模总装图 (30)7.3 弯曲模总装图 (32)结论 (34)致谢 (35)参考文献 (36)1. 绪论1.1课题研究的意义20世纪80年代以来,国民经济的高速发展对模具工业提出了越来越高的要求,同时为模具的发展提供了巨大的动力。
第一章概论1.1 级进模概述一个冲压零件,如用简易模具冲制,一般来说,每项冲压工序,如冲裁〔冲孔、冲切或落料〕、弯曲、拉深、成型等,就需要一副模具。
这对于一个比较复杂的冲压零件来说,则需要几副模具才能完成。
因此这种简易模具的生产效率,相对来说仍是较低的。
对于大批料生产的定型产品,用简易模具进行生产是极不适应的。
多工位级进模是冷冲模的一种。
级进模又称跳步模,它是在一副模具内,按所加工的零件分为假设干个等距离工位,在每个工位上设置一定的冲压工序,完成冲压零件的某部分加工。
被加工材料〔一般为条料或带料〕在控制送进距离机构的控制下,经逐个工位冲制后,便得到一个完整的冲压零件〔或半成品〕。
这样,一个比较复杂的冲压零件,用一副多工位级进模即可冲制完成。
在一副多工位级进模中,可以连续完成冲裁、弯曲、拉深、成型等工序。
一般地说,无论冲压零件的形状怎样复杂,冲压工序怎样多,均可用一副多工位级进模冲制完成。
多工位级进模的结构比较复杂,模具制造精度高,这对模具设计者来说需要考虑的内容很多,尤其是级进模条料排样图的设计,模具各部分结构的考虑等都是十分重要的。
级进模,尤其是多工位级进模,配合高速冲床,实现高速自动化作业,能使冲压生产料率大幅度提高。
它在提高生产效率、降低成本、提高质量和实现冲压自动化等方面有着非常现实的意义。
多工位级进模可以对于一些形状十分复杂的冲压件进行冲裁、弯曲、拉深、成形加工。
对大批量生产的冲压零件尤其应当采用多工位级进模进行冲制。
级进模特点及其现状级进模是在压力机一次行程中完成多个工序的模具,它具有操作安全的显著特点,模具强度较高,寿命较长。
使用级进模便于冲压生产自动化,可以采用高速压力机生产。
级进模较难保证内、外形相对位置的一致性。
多工位级进模冲压工艺具有生产效率高,材料利用率高,冲压设备比较简单,对操作工人技术等级要求不高等优点,所以在工业生产中,应用广泛,并已成为不可缺少的重要加工手段之一。
摘要冲压成型是金属成型的一种重要方法,它主要适用于材质较软的金属成型,可以一次成型形状复杂的精密制件。
本课题就是将室内门门锁锁扣板作为设计模型,将冷冲模具的相关知识作为依据,阐述冷冲模具的设计过程。
本设计进行了冲孔落料级进模的设计。
文中简要概述了冲压模具目前的发展状况和趋势。
对产品进行了详细工艺分析和工艺方案的确定。
按照冲压模具设计的一般步骤,计算并设计了本套模具上的主要零部件,如:凸模、凹模、凸模固定板、卸料板、挡料销、导正销等。
模架采用标准模架,选用了合适的冲压设备。
设计中对工作零件和压力机规格均进行了必要的校核计算。
此外,本模具采用始用挡料销和固定挡料销。
落料凸模内装有导正销,保证了工件上孔和外形的相对位置准确,提高加工精度。
如此设计出的结构可确保模具工作运行可靠和冲压产品大批量生产的要求。
本设计对指定工件进行的级进模设计,利用Auto CAD软件对制件进行设计绘图。
明确了设计思路,确定了冲压成型工艺过程并对各个具体部分进行了详细的计算和校核。
如此设计出的结构可确保模具工作运用可靠,保证了与其他部件的配合。
并绘制了模具的装配图和零件图。
本课题通过对工件的冲压模具设计,巩固和深化了所学知识,取得了比较满意的效果,达到了预期的设计意图。
关键词:模具;级进模;冲孔;落料Abstract: Stamping is an important method of metal forming, it is mainly applied to relatively soft metal forming, can be a molding of precision parts of complex shape. This topic is to petrochemical, chemical, electric power industries in the flange gasket sealing structure as a design model, Die related knowledge as a basis to explain the design process of Die.The design of the banking and punching progressive modulus design.This paper briefly outlined the Stamping Die current development status and trends.The product of a detailed analysis and the identification process.Stamping die design in accordance with the general steps to calculate and design the sets on the main mold parts,such as:punch and die.Punch plate,feet behind the sales,marketking and other derivative is.Die-standard model planes,to choose a suitable stamping equipment.Dsign work on the parts and specifications will press for the necessary checking caculation.In addition,the die block used only with marketing materials and immovable the marketing materials.Blanking punch contents is a derivative sales,and guarantee the workpiece and the shape of the holes in the relative position,imprve processing accuracy.So the structure is designed to ensure reliable operation of die stamping products and mass production requirements.The design of the suspension by the progressive die design, the use of Auto CAD software to design parts drawing. Clear design ideas, determine the process of stamping and forming part of the various specific details of the calculation and verification. The structure of such a design die is used to ensure reliability, ensure coordination with other components. And the mapping of the mold assembly and part drawings.Suspension of the project through the stamping die design, consolidate and deepen the knowledge, and achieved satisfactory results, to achieve the desired design intent.Keywords: stamping die; stamping molding; die design;blanking目次摘要 (1)Abstract: (2)1 绪论 (5)1.1、冲压模具概述 (5)1.2、模具在工业中的地位 (5)1.3、冷冲模具的发展 (6)1.4、模具CAD/CAE/CAM正向集成化、三维化、智能化和网络化方向发展 (7)1.4.1模具软件功能集成化 (7)1.4.2模具设计、分析及制造的三维化 (7)1.5由于本课题设计的模具为级进模,故在这里进行简单的介绍。
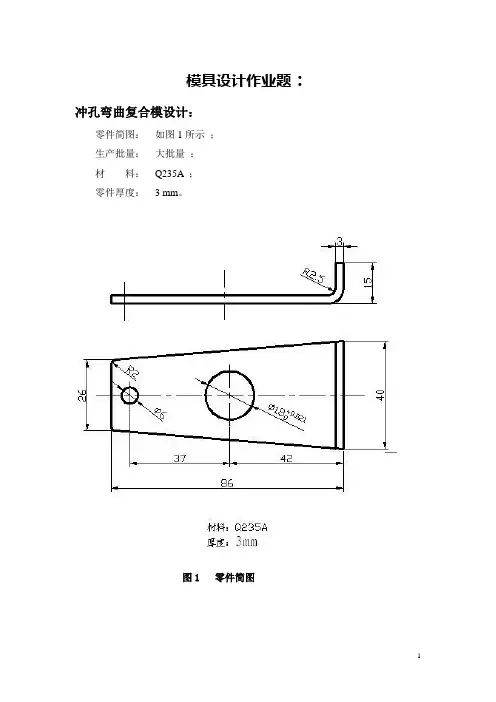
模具设计作业题:冲孔弯曲复合模设计:零件简图:如图1所示;生产批量:大批量;材料:Q235A ;零件厚度: 3 mm。
图1 零件简图1、冲压件的工艺分析以及方案的确定通过对冲压件图样的分析得出对于这类工件,一般采用先落料、冲孔,再弯曲的加工顺序进行加工。
如果把三道工序放到一起,可以大大提高工作效率,降低整个模具的开发成本,能够减轻工作量,节约能源,产品质量稳定而且在加工时不需再将手伸入模具空间, 保护了操作者的人身安全。
将三道工序复合在一起,可以有以下两个不同的工艺方案:方案一、先落料,然后冲孔和弯曲在同一工步;方案二、冲孔为同一工步首先完成,然后再进行弯曲。
采用第一种方案加工工件,不易保证长度尺寸的精度,而且容易磨损内孔冲头,降低模具寿命。
经分析、比较最后确认方案二。
对弯曲的回弹,可以用减小间隙的方法来避免或减小回弹。
该冲压件的形状较为简单对称,由《冷冲压成形工艺与模具设计制造》中的表4-9和表4-11查的,冲裁件内外形达到的经济精度为IT12~IT13,弯曲部分用r=2.5mm 的圆角进行过渡。
除孔0.021018+Φmm 有精度要求外, 其余尺寸的精度要求不高。
Q235- A 钢冲压性能较好, 孔与外缘的壁厚较大, 复合模中的凸凹模壁厚部分具有足够的强度。
因此, 该工件采用落料、冲孔及弯曲复合模加工较合理。
2、主要工艺参数的计算2.1 毛坯尺寸的计算在计算毛坯尺寸前,需要先确定弯曲前的形状和尺寸,又有弯曲半径 r=2.5mm > 0.5t=0.5x3=1.5mm,故这类弯曲件变薄不严重,横断面畸变较小,可以按应变中性层展开长度等于毛坯长度的原则计算毛坯尺寸,即: 12++()180ar kt L l l π+=式中的L ——毛坯的展开长度,k ——与变形程度有关的系数,r K t==2.53 =0.83查书本中表4-5利用插值法算得 k=0.4064,带入数据L=9.5+80.5+3.1490(2.50.40643)180⨯+⨯=95.84 mm2.2 排样的设计与计算排样设计主要确定排样形式、送料步距、条料宽度、材料利用率和绘制排样图。
四川理工学院毕业设计(论文)说明书题目接线端子板冲孔、落料、压弯复合模设计学生系别机电工程系专业班级材料成型及控制工程学号指导教师四.毕业设计附图名称:接线端子板工件图1.材料技术要求:(1)厚度δ=0.560.09mm牌号 H62(软黄铜)(2)表面质量:平整2.大批量生产1摘要摘要:阐述了冲孔、落料、压弯复合模的结构设计及工作原理。
通过工艺分析,在冲压材料厚度较薄的小型弯曲件时,采用冲孔、落料、弯曲复合模比采用连续或级进模简单。
通过冲裁力、顶件力、卸料力等计算,确定模具类型。
该模具采用后侧导柱模架结构形式。
废料从凸凹模和下底座中所开的槽中排出。
本模具性能可靠,运行平稳,能够适应大批量生产要求,提高了产品质量和生产效率,降低劳动强度和生产成本。
关键字:冲压;冲孔、落料、弯曲;复合模;IAbstracAbstract: Expounded punching, blanking, bending modulus of the composite structure design and principle. Process analysis by the stamping of thinner material thickness small curved pieces, will use the punching, blanking, flexural modulus composites than continuous or Progressive Die simple. Punching through, the top pieces, such as the discharge of calculation to determine the type mold. The posterior mold using derivative-scale structures form. Waste from the punch and die and the base under which opened the tank discharges. The mold reliable, stable operation to adapt to the requirements of large-scale production, improve product quality and production efficiency. reduce labor intensity and the cost of production.Keywords: Ramming; The punch holes, Fall the material curving; Superposable die;II前言科学技术发展的进程表明,机械工业是科学技术物化为生产力的重要载体,而模具设计与制造在机械行业占有举足轻重的地位。
(此文档为word格式,下载后您可任意编辑修改!) 安徽建筑工业学院毕业设计 (论文)专业机械设计制造及其自动化班级 08机械(1)班学生学号课题落料冲孔压弯复合模设计指导教师雷2012 年 4 月 1日摘要本设计说明书中概括了模具市场的发展趋势及冲压技术的概念和发展方向,主要是冲孔、落料、压弯复合模具的详细设计过程,包括工艺方案的确定,模具刃口尺寸的计算,以及压力机校核等。
此次设计的零件采用冲压生产时是必要的,由于零件的尺寸、结构、产量限制最好采用复合模生产,还采用弹性卸料装置。
关键词:冲模;复合模;排样。
Abstract:This brochure outlines the design mold ,the development of the market trends and the concept of stamping technology for the future, is punching, blanking, bending composite mold design process in detail, including the process of determining program, mold edge size, the presses, etc., as well as check. The design of the parts used when stamping is necessary, due to the size of components, structure, production-limiting compound die using the best production, but also adopt a flexible discharge device.Keywords:Stamping mold; compound die;black lay第1章绪论1.1模具在工业生产中的重要地位模具是工业产品使用的重要工艺装备,它以其自身的特殊形状通过一定的方式使原材料成型。
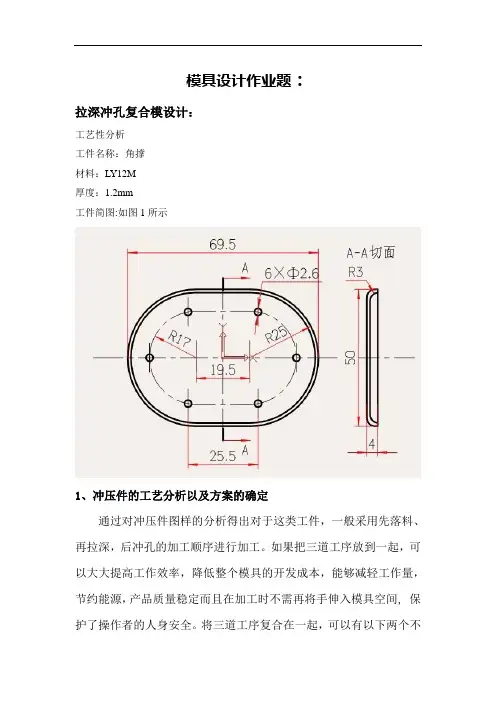
模具设计作业题:拉深冲孔复合模设计:工艺性分析工件名称:角撑材料:L Y12M厚度:1.2mm工件简图:如图1所示1、冲压件的工艺分析以及方案的确定通过对冲压件图样的分析得出对于这类工件,一般采用先落料、再拉深,后冲孔的加工顺序进行加工。
如果把三道工序放到一起,可以大大提高工作效率,降低整个模具的开发成本,能够减轻工作量,节约能源,产品质量稳定而且在加工时不需再将手伸入模具空间, 保护了操作者的人身安全。
将三道工序复合在一起,可以有以下两个不同的工艺方案:方案一、先冲孔、落料为同一工步首先完成,然后再进行拉深。
采用级进模具。
方案二、先落料,然后冲孔和拉深在同一工序;采用复合模具。
由于此零件为盒形件且直边较短拉深后由于回弹的影响,难以保证零件的精度,因此可留一截直边,零件成形后在削去多余的直边。
采用第一种方案加工工件,只需一副模具,生产效率高,但结构复杂,生产成本高。
不易保证长度尺寸的精度,而且容易磨损内孔冲头,降低模具寿命。
方案二也只需一副模具,生产效率高,结构较方案一简单。
经分析、比较最后确认方案二。
该冲压件的形状较为简单对称, 冲裁件内外形达到的经济精度为IT12~IT13,最小孔径为2.60.8 1.20.96≥⨯= mm,查钣金课本表± mm;一般冲裁件剪断面粗糙75~77页:两孔中心距公差,25.50.12度6.3 。
圆角部分r=3mm,其尺寸的精度要求不高,LY12M冲压性能较好,孔与外缘的壁厚较大, 复合模中的凸凹模壁厚部分需要足够的强度。
因此, 该工件采用落料、冲孔及弯曲复合模加工较合理。
2、主要工艺参数的计算2.1 毛坯尺寸的计算在计算毛坯尺寸前,需要先确定拉深前的形状和尺寸,又有拉深圆角半径r=3mm,板料厚度t=1.2mm,r/t=2.5,故这类弯曲件变薄不严重,横断面畸变较小,并且留出8.5的直壁高度,拉伸成型后还需要修边,故毛料展开粗劣计算即可:1)将盒形件两个圆角部分合在一起,组成一个圆筒,其展开半径为: 1222312.5 4.2354R mm π=+⨯⨯+-=, D=70mm 2)直边部分按弯曲计算展开:B=D=70mm ,3)展开后的毛料如下图:4)拉伸成型后如图:2.2 排样的设计与计算排样设计主要确定排样形式、送料步距、条料宽度、材料利用率和绘制排样图。
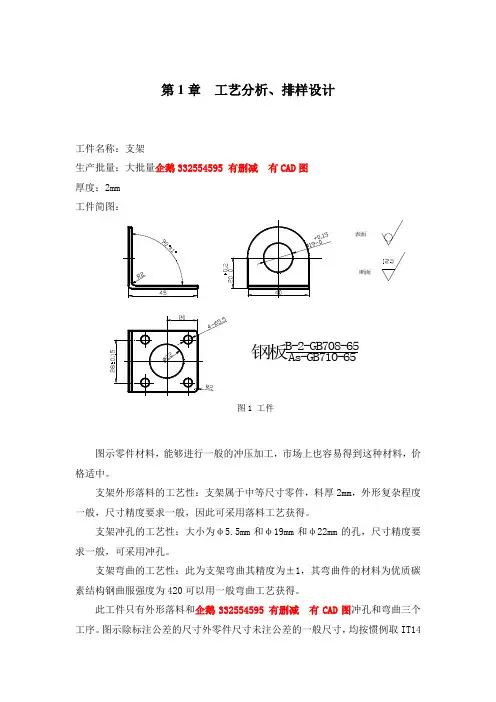
第1章工艺分析、排样设计工件名称:支架生产批量:大批量企鹅332554595 有删减有CAD图厚度:2mm工件简图:表面断面钢板B-2-GB708-65As-GB710-65图1 工件图示零件材料,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
支架外形落料的工艺性:支架属于中等尺寸零件,料厚2mm,外形复杂程度一般,尺寸精度要求一般,因此可采用落料工艺获得。
支架冲孔的工艺性:大小为φ5.5mm和φ19mm和φ22mm的孔,尺寸精度要求一般,可采用冲孔。
支架弯曲的工艺性:此为支架弯曲其精度为±1,其弯曲件的材料为优质碳素结构钢曲服强度为420可以用一般弯曲工艺获得。
此工件只有外形落料和企鹅332554595 有删减有CAD图冲孔和弯曲三个工序。
图示除标注公差的尺寸外零件尺寸未注公差的一般尺寸,均按惯例取IT14级,符合一般级进冲压的经济精度要求,模具精度取IT9级即可。
由以上分析可知,图示零件具有比较好的冲压工艺性和弯曲工艺性,适合冲压和弯曲生产。
毛坯的尺寸计算,该毛坯的工件展开图如图所示图2 弯曲件的展开图按弯曲件展开来计算,由公式中型层半径 r=R+Ktr —中性层半径(mm ) R —弯曲内半径,R=2mmK —中性层位置因素,有表查K=0.31 t —材料厚度t=2mm 则中性层半径r=2+0.31×2=2.62mm中性层长度l=o oo o r 1809062.214.318090⨯⨯=απ=4.1A=40-2-2=36mmB=45-2-2=41mmL=36+41+4.1=81.1mm固其工件的面积为S=2444+1256-95-379.94-283.39-283.39=2941.67mm2 1.1 排样设计1.1.1 确定零件的排样方案设计模具时,条料的排样很重要。
支架零件具有简单结构的特点,单向排列时材料的利用率高,,减少了废料1.1.2 条料宽度、导尺间宽度和材料利用率的计算由于本工件采用少废料排样固侧边不需要搭边值。
目录摘要 .......................................................................................................................................................... - 1 - 第一章绪论....................................................................................................................................... - 2 - 第一节目的................................................................................................................................... - 2 - 第二节设计任务....................................................................................................................... - 2 -1. UG软件使用........................................................................................................................ - 2 -2. 零件冲压方案...................................................................................................................... - 2 -3. 模具结构设计...................................................................................................................... - 2 -第三节设计要求............................................................................................................................. - 2 - 第二章冲压工艺设计........................................................................................................................... - 3 - 第一节冲压件的工艺性分析及工艺方案................................................................................... - 3 -1. 冲压件的形状和尺寸.......................................................................................................... - 3 -2. 冲压件的尺寸精度.............................................................................................................. - 4 -3. 生产批量.............................................................................................................................. - 4 -4. 冲压工艺方案的制定.......................................................................................................... - 4 -第二节确定工艺方案及模具结构型式......................................................................................... - 5 -1. 模具结构形式的选择.......................................................................................................... - 5 -2. 工序与排样.......................................................................................................................... - 5 -3. 制件定位、导正方式.......................................................................................................... - 6 -4. 卸料装置.............................................................................................................................. - 6 -5. 模架选择.............................................................................................................................. - 6 -第三节工艺计算........................................................................................................................... - 7 -1. 毛坯的展开尺寸计算.......................................................................................................... - 7 -2. 凸模、凹模刃口尺寸的计算.............................................................................................. - 7 -3. 冲裁力计算.......................................................................................................................... - 8 -4.压力机公称压力的选取........................................................................................................ - 9 -5.压力中心计算........................................................................................................................ - 9 -第三节模具零件及结构的详细设计........................................................................................... - 10 -1.标准件的选取...................................................................................................................... - 10 -2.模具工作零部件详细设计.................................................................................................. - 11 -第四节模具结构的装配............................................................................................................... - 15 -1.模具装配二维工程图.......................................................................................................... - 15 -2.模具装配过程........................................................................................... 错误!未定义书签。
_x0001_单位代码 11911单位名称重庆理工大学模具设计课程设计姓名:何金星学号: 11109010137学院:材料科学与工程学院中国重庆2014 年 6 月目录第一章前言 (1)单位名称重庆理工大学 (1)第一章前言 (1)1.1我国模具的现状与发展 (1)1.2 本次设计的意义 (3)第二章落料冲孔模具设计 (3)2.1.2冲裁工艺方案的确定 (4)2.2.1 毛坯尺寸计算 (5)第一章前言1.1我国模具的现状与发展中国模具标准件发展现状由于中国模具标准化工作起步晚、进展慢,再加上过去“大而全”、“小而全”、“自产自配”等陈旧观念的影响,因此,中国模具标准件长期以来一直是品种规格少、生产规模小、流通不畅通。
即使是目前生产较多的模架、导向件、推杆推管、弹性元件等,也是中低档产品多,中高档产品少。
一些外资企业生产的高档模具标准件,由于价格昂贵而影响其推广应用。
模具标准件适合于社会化大批量专业化生产,但中国长期以来却一直是散、乱、差的局面。
目前全国虽然已有销售点近百家,但大多数规模不大、库存不多、销售额小,即使是中国模具工业协会标准件委员会模具标准件联合销售网内的50多家经营单位,也存在同样问题。
个别单位计划开展网上销售和电子商务,但这工作起步不久,要形成规模尚待时日。
中国模具标准件市场发展展望模具标准件是模具的重要组成部分,对缩短模具设计制造周期、降低模具生产成本、提高模具质量都具有十分重要的技术经济意义。
国际模具及五金塑胶产业供应商协会副秘书长王金玲表示,模具标准件的专业化生产和商品化供应,极大地促进了模具工业的发展。
广泛应用标准件可缩短设计制造周期达25-40%;可节约由于使用者自制标准件所造成的社会工时,减少原材料及能源的浪费;可为模具CAD/CAM等现代技术的应用奠定基础;可显著提高模具的制造精度和使用性能。
通常采用专业化生产的标准件比自制标准件其配合精度和位置精度将至少提高一个数量级,并可保证互换性,提高模具的使用寿命,进而促进行业内部经济体制、经营机制以及产业结构和生产管理方面的改革,实现专业化和规模化生产,并带动模具标准件商品市场的形成与发展。
摘要本毕业设计的题目是落料、拉深、冲孔模具设计,叙述了冲压的概念、特点、基本工序及应用,分析了冲压技术的现状和发展方向,说明了冲压模具的重要性。
本文先对冲压件进行工艺分析,确定工艺方案,以工序少,模具结构简单,生产周期短,经济效益高为原则,选取最佳工艺方案,采用落料、拉深、冲孔复合模。
确定了冲压模具总体结构设计方案,进行了工艺分析与相关设计计算,包括拉深次数,排样,利用率,冲压力,拉深力等;还进行了压力机的选择及模具零件主要工作部分尺寸及公差的计算。
最后,采用CAD绘制了这一套模具的装配总图和全部非标准件的零件图。
关键词:落料;拉深;冲孔目录摘要 (I)1 绪论 (1)1.1冲压的概念、特点及应用 (1)1.2冲压的基本工序及模具分类 (2)1.3 冲压技术的现状及发展方向 (3)2 冲压件的工艺性分析 (5)2.1冲压件的工艺性分析 (5)2.2 端盖冲压工艺方案的确定 (6)3 主要工艺参数计算 (7)3.1 毛坯尺寸计算 (7)3.1.1确定修边余量 (7)3.1.2计算毛坯直径 (7)3.1.3确定是否需要压边圈 (7)3.2 确定拉深次数 (7)3.3 排样及材料的利用率 (8)3.4 计算工序冲压力 (9)3.5 冲压设备的选择 (10)3.6 模具零件主要工作部分尺寸计算 (11)3.7 弹性元件的设计计算 (13)4 落料、拉深和冲孔复合模结构设计 (14)4.1 落料凹模设计 (14)4.2 冲孔凸模长度及强度校核 (14)4.3 落料拉深凸凹模设计 (18)4.3.1拉深部分凹模圆角半径的确定 (18)4.3.2 凹模拉深部分高度的确定 (19)4.4 拉深冲孔凸凹模设计 (19)4.5 压边及顶件装置类型设计 (20)4.6 压边圈的形式设计 (21)4.7 推件块设计 (21)4.8 卸料板设计 (22)5 标准件的选择 (23)5.1 卸料螺钉的选用 (23)5.2 模柄的选用 (23)5.3 模座的选用 (23)6 结论 (24)致谢 (25)参考文献 (26)1 绪论1.1冲压的概念、特点及应用冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。
模具毕业设计55接线端子板冲孔落料压弯一、设计背景电气连接在现代生活中无处不在,而接线端子板是连接电线的重要组成部分。
为了提高接线端子板的制造效率和质量,本次毕业设计选择了53接线端子板的冲孔、落料和压弯工艺进行研究和设计。
二、设计目标1.提高生产效率:通过优化冲孔、落料和压弯工艺,减少生产过程中的时间和劳动力成本。
2.提高产品质量:通过合理设计工艺参数,确保接线端子板的准确性和一致性。
三、设计步骤1.冲孔工艺设计冲孔是接线端子板制造过程中的重要工艺。
设计冲孔工艺时,需要考虑端子板的尺寸、材料、孔位和孔径。
首先,根据规格要求确定每个孔的直径和位置。
然后,选择合适的冲孔模具,并进行冲击力的计算。
最后,制作冲孔工艺图,明确冲孔的顺序和冲击力。
2.落料工艺设计落料是接线端子板制造过程中的另一个重要工艺。
设计落料工艺时,需要考虑端子板的几何形状、尺寸和材料。
首先,根据端子板的形状和尺寸,选择合适的落料刀具。
然后,确定落料刀具的转速和进给速度。
最后,制作落料工艺图,明确落料的顺序和刀具的使用位置。
3.压弯工艺设计压弯是接线端子板制造过程中的最后一个工艺。
设计压弯工艺时,需要考虑端子板的几何形状、尺寸和材料。
首先,根据端子板的形状和尺寸,选择合适的压弯设备和模具。
然后,确定压弯设备的参数,如压力和角度。
最后,制作压弯工艺图,明确压弯的顺序和参数。
四、设计结果通过以上的工艺设计,可以实现接线端子板的高效制造。
冲孔、落料和压弯工艺的优化可以大大减少生产时间和成本。
此外,合理设计工艺参数还可以提高产品的准确性和一致性,提高产品质量。
五、总结本次毕业设计研究了接线端子板的冲孔、落料和压弯工艺。
通过合理设计工艺参数,可以提高生产效率和产品质量。
在实际生产过程中,需要根据具体的端子板要求和设备情况进行工艺优化,以达到最佳的制造效果。
常州机电职业技术学院毕业设计(论文)作者: ________________ 学号:______________系部: 模具技术系_________________________________ 专业:模具设计与制造____________________________题目U形件冲孔、落料、弯曲级进模设计_________________指导者:评阅者:2011年4月毕业设计(论文)中文摘要该文阐述了U形件冲孔、不完全落料、弯曲、完全落料的冲压模具设计过程。
通过对制件进行冲压工艺性分析,综合考虑了产品质量要求和生产实际,确定了最佳工艺方案为冲孔-不完全落料-弯曲-完全落料,并对模具总体结构进行设计和分析论证。
对工艺参数进行精确详细的计算,正确的选择了压力设备,并对冲模零件进行设计。
设计过程中有效利用了冷冲模国家标准和典型组合,提高了模具设计效率,适应了当代模具设计要求;最后对主要模具零件的加工工艺过程及装配工艺也进行了介绍。
整个过程采用AutoCAD软件绘制模具的二维装配图和零件图,然后利用UG软件进行冲压模具设计,设计全部模具零件,完成装配。
关键词:级进模多工位AutoCAD 装配1引言 (1)2工艺分析 (2)2.1精度分析 (3)2.2材料分析 (3)2.3结构分析 (3)3工艺方案的确定 (3)4冲孔落料工作部分工艺设计4.1毛坯展开尺寸计算 (4)4.2排样 (4)4.3材料的利用率 (6)4.4计算冲压力 (7)4.5计算压力中心 (7)4.6压力机的初选择 (8)4.7凸凹模刃口尺寸计算 (8)5弯曲模工作部分工艺计算5.1凸模圆角半径 (10)5.2凹模的圆角半径 (10)5.3凹模深度 (10)5.4凸、凹模间隙 (10)5.5凸凹模横向尺寸及公差 (11)5.6模架的选择 (12)5.7 其他主要零部件的设计参考文献 (12)改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。