模具设计之模仁
- 格式:doc
- 大小:805.50 KB
- 文档页数:11
模具采购必备基础知识之二:塑胶模具的结构组成图解说明:模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
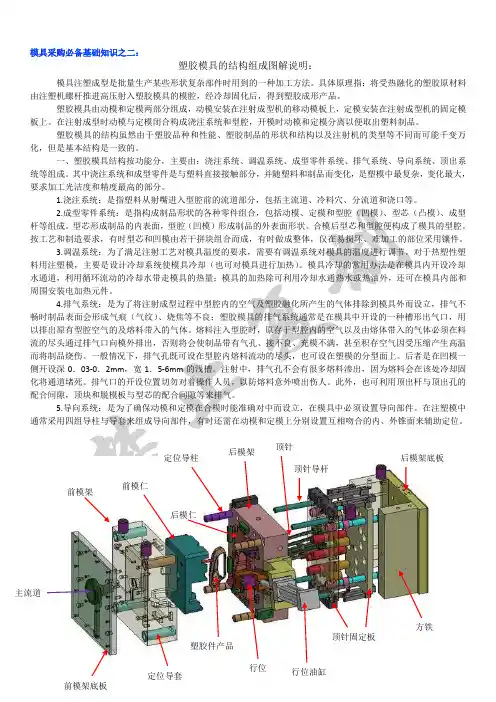
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
主流道前模架前模仁塑胶件产品行位油缸定位导柱行位定位导套方铁顶针固定板前模架底板6.顶出系统:一般包括:顶针、前后顶针板、顶针导杆、顶针复位弹簧、顶针板锁紧螺丝等几部分组成。
当产品在模具内成型冷却后,模具前后模分离打开,由推出机构--顶针在注塑机的顶杆推动下将塑料制品及其在流道内的凝料推出或拉出模具开腔和流道位置,以便进行下一个注塑成型工作循环。
二、塑胶模具按结构分一般由模架、模仁、辅助零件、辅助系统、辅助设置、死角处理机构等几个部分组成。
1、模架:一般都不需要我们设计,可以直接从标准模架制造厂商那里订购,大大节约的设计模具所需时间,所以称它为塑胶模具标准模架。
它构成了塑胶模具最基本的框架部分。
2、模仁:模仁部分是塑胶模具的核心部分,它是模具里面最重要的组成部分。
塑胶产品的成形部分就在模仁里面,大部分时间的加工也花费在模仁上。
不过,相对有些比较简单的模具,它没有模仁部分,产品直接在模板上面成形。
模具的基本结构及相关概念1、模胚即模架:MoldBase 模胚是整套模具的骨架,所有模具的零部件的制作均需考虑模胚的结构。
模胚的成本一般占整套模具的30%左右,模胚由专门的大型模胚厂制造,已标准化,各模具制造厂只需根据自身的需要向模胚厂定制即可。
模胚分为面板、A板(前模板)、B板(后模板)、C 板(方铁)、底板、顶针面板、顶针底板、司筒、导柱、回针、顶针、撑头、限位钉等。
目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、鸿丰模胚、中华模胚等,其中又以LKM名气最大,其模胚广大模具制造厂普遍采用,品质、精度均有保障。
2、模仁又称型腔,即嵌入模胚模板内的成型模芯。
分为前模仁,后模仁,俗称前模(Cavity),后模(Core)。
为何要在模板内嵌入模仁呢?主要是为节约成本。
因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模板则无需太高的要求。
模仁硬度一般为45~65HRC,模胚的模板硬度30~45HRC;用作模仁的钢料每公斤可达RMB 200,而模胚的钢料一般只需RMB20~30元。
注:HRC为洛氏硬度。
3、唧嘴:Sprue。
注塑机炮筒的射胶嘴通过该装置将熔融的塑胶原料注入型腔。
4、滑块又称行位:Slider。
为顺利出模而必须使用的结构部件。
因为有些产品结构特殊,如有侧边有空,有倒扣(勾)等,需用行位才可出模。
5、斜顶:Angle-Lifter。
与行位相似,也是为顺利出模而必须使用的结构部件。
6、还有一些与模具有关的名词:分模线(P/L)、模具基准、缩水率(Shrinkage)、排位(Layout)、钢料、铜公(电极,其材质有铜、石墨等)、倒扣、运水、出模斜度(Draft angle)、冷料井、流道、注塑仿真、分模、出模、开&合模步骤、模号、抛光(省模)、软模、硬模、模具表面处理、试模(TEST MOLD)、改模、装模、交模等。
7、从上可看一套模具按其各部件的功能可细分为:流道系统、成型系统、温度调节系统、排气系统、顶出系统、开合模系统、复位系统。
模具基本知識了解及模具報價基本概念:一、序言据统计,日常生活中一个普通人身上物品直接、间接的与约2千套模具有关!模具行业发达的程度可以说已成一个国家工业现代化的重要标志之一。
国内很多大型企业的模具部门在整个公司中的地位都及其重要,像深圳的比亚迪最初就是由一个小模房发展起来的,而奇瑞汽车的模具制造技术在国际上也是一流的。
随着珠三角经济的持续发展,越来越多的国际性大公司看中这里成熟的模具制造技术及具有丰富从业经验的技术人才,都纷纷把其塑胶、模具部门转来,或把模具发来制造。
珠三角的模具出口数量逐年递增,已成为中国乃至国际最重要的模具生产、加工基地。
特别是家用电器及汽车业的发展速度更快。
说到珠三角模具制造业,就不得提香港、台湾。
上世纪八、九十年代珠三角的经济刚刚起飞,其模具技术几乎空白,而随着香港、台湾的企业把工厂转移到内地,其先进的模具制造技术也带了过来。
当时,一名熟练的模具制造师傅月薪可达上万RMB。
其中,最重要的技术是CAD/CAM,即模具设计电脑化技术和模具加工电脑化技术(CNC,电脑锣技术)两项技术。
现在珠三角的深圳、东莞两地的模具设计及制造技术都达到了较高的水平,在每年举办此类的展览中都有很多的领先国际的新技术、新设备涌现。
这方面的人才亦成为抢手货,甚至长三角、江浙一带的企业也加入这场人才大战中,在各类招聘会中抢夺人才为使更多有志加入此行业的青年朋友、初学者得到相关的基础知识,本人总结了自己这几年从业的经验及平时收集的资料整理成文,供大家参考。
全文分为序言、什么是塑胶模具、必备的知识、塑胶模具结构及分类、常用塑胶原料的特性、塑胶模具的加工方法及工艺、塑胶模具设计要点等几大部分。
限于本人的水平,书中难免有错漏,欢迎各位朋友、同业者批评指正,不胜感激。
本文的部分资料由我的朋友张可良先生提供,在此深表感谢此资料属免费提供,版权所有,任何个人、团体、组织、网站、公司等未经许可不得将其用于商业用途二、什么是塑胶模具人们为满足生产及生活的需要,按一定的要求而制造的生产工具。
试模和量产的成败以及成本的高低,80%決定于设计阶段。
我们的目标应当是让设计部门担负起试模和量产成败的责任,设计工程师要清楚的知道自己设计的产品和模具是如何历经酸甜苦辣之途,才完成任务的,这样设计水平才能不断精进。
设计工程师也应在最短的时间內将最新的更正设计反映在设计图面和文档上,这样知识和经验才能累积、分享和传承。
加工、钳工和品管的责任是按图施工和品管,並且反馈设计合理化的意见。
这样经年累月下來,竞争力不断增强的模具/注塑厂將脱颖而出。
模具结构----六大系统之一:模具成型零件(排位与订料)概述:模具成型零件一由上下内模(包括行位/镶件)组成,它们形成一个封闭的型腔。
通俗来说,凡是有产品胶位的地方都称为模具成型零件。
排位与订料:1:产品在模仁(内模)的排位以最佳效果形成排放位置,要充分考虑进胶的平衡性,流道尽短地流入型腔,要充分考虑进胶位置和分型面因素,要与制品的外形大小,深度成比例。
2:产品到模仁边的距离与产品之间的距离:小件制品距离一般为15-25MM之间,成品之间一般为15-20MM,如有镶呵则一般为25MM 左右,成品间有主流道的最少要有15MM,大件制品距离边一般为30-50MM,有镶呵最小为35,镶呵出多件产品,刚其之间距离为10-15MM左右,成品长度在200MM以上,宽度在150MM以上其产品距离应不小于30MM;3:模仁到模胚边距离:300MM以内,模胚为50-60MM之间;330-350MM以内,模胚为60-70MM之间;550MM 以上,模胚一般要在75MM以上。
4:模仁底部到模胚底部距离;公模300MM以内,模胚为40-50MM之间;330以上,模胚为50-70MM之间;母模300MM以内,模胚为25-30MM之间;330MM以上模胚为25-35MM。
5:模仁用料,母模一般模具国产NAK80,较高要求,则用进口NAK80,有特殊或批量大模具选用热处理材料,有腐蚀性胶料如PVC,POM,NL或透明PMMA,PC等则选择不锈钢系列,如2316,S136,S136H等,公模仁一般选用德国P20,有腐蚀性胶料如PVC,POM,NL 或透明PMMA,PC等亦要选择不锈钢系列,斜顶一般选用进口718,法兰一般选用王牌,散热要求高的镶件用铍铜。
一:材料规格选取:1.模仁材料:1.1.产品为高亮面,模仁中有斜销、滑块等结构,产品表面需咬花,采用STAVAX S136,热处理硬度45~52 HRC1.2.产品为亮面,且加工中需要放电结构较多,采用日本大同NAK80,硬度为HB 370~4001.3.对于快速模具,模仁材料通常选用P20,对于有亮面要求的选用国产NAK80 即可2.模仁尺寸:1.1厂内常用规格为有两种:120mm*160mm, 对应模架规格为2025(A=50,B=90),模腔深度为:24.5mm;150mm*210mm, 对应模架规格为2530(A=50,B=90),模腔深度为:24.5mm;150mm*250mm, 对应模架规格为2535(A=50,B=90),模腔深度为:24.5mm;如需特殊规格,根据实际情况决定1.2规格选用:模仁边缘距产品(包含骨架)尺寸需大于25mm;模仁厚度T与产品区深度H,T≧2H。
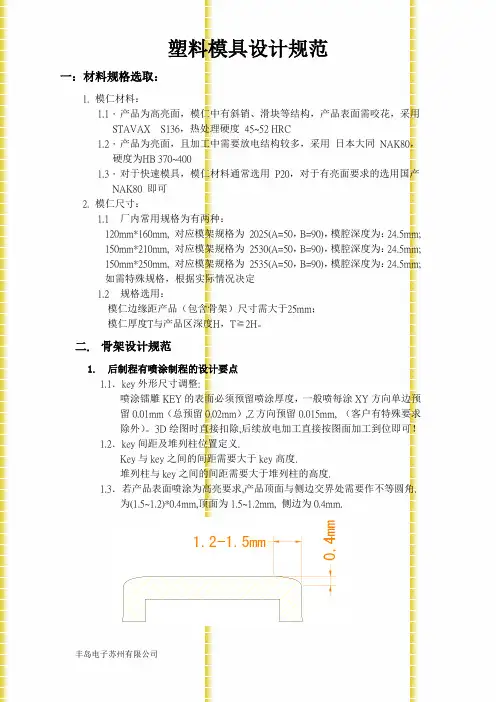
二. 骨架设计规范1. 后制程有喷涂制程的设计要点1.1.key外形尺寸调整:喷涂镭雕KEY的表面必须预留喷涂厚度,一般喷每涂XY方向单边预留0.01mm(总预留0.02mm),Z方向预留0.015mm, (客户有特殊要求除外)。
3D绘图时直接扣除,后续放电加工直接按图面加工到位即可!1.2.key间距及堆列柱位置定义.Key与key之间的间距需要大于key高度.堆列柱与key之间的间距需要大于堆列柱的高度.1.3.若产品表面喷涂为高亮要求,产品顶面与侧边交界处需要作不等圆角.为(1.5~1.2)*0.4mm,顶面为1.5~1.2mm, 侧边为0.4mm.2. 后制程有印刷制程的设计要点2.1.不可有任何凸出物高于印刷面,防止凸出物刮伤网板,3.确定进(出)胶方式:按键类产品须有进胶口和出胶口,其方式主要有直接进(出)胶和搭接进(出)胶两种,进胶方式决定于产品结构:①, 产品侧边允许有毛边,或者产品周边有裙边,通常采用直接进胶.②, 产品侧边不允许有毛边,且无裙边的产品通常采用搭接进胶.C.进(出)胶位置及数量:①按键类产品如果进(出)胶选择在长边,长边尺寸小于14mm,尽量做1个进胶1个出胶的方式;(进出胶需错位) 长边尺寸大于14mm,可采用1个进胶2个出胶的方式;②按键类产品如果进(出)胶选择在短边, 采用1个进胶1个出胶的方式即可.(进出胶无需错位)③对于圆环型产品需要做1进3出,分别均匀分布在产品四周.D. 进(出)胶口尺寸:㈠对于直接进出胶:进(出)胶口宽度尺寸设计,视KEY的形状而定,通常进胶比出胶口大0.5~1.0mm。
模具基本结构一、模仁、模胚1.模胚在未拆开之前,检查其型号、尺寸是否与图纸合符,然后在基准角之对角面打上模具编号和模板序号,要求在每套模具方铁铣上模具编号;每套模具导柱也必须用打磨机刻上模具编号;导套底部开排气槽;B板四个角要求铣撬模坑,尺寸为20 * 45°*DP5。
2.多个产品在同一套模具时,应遵循中间产品大,周边产品小的原则,即压力所在的产品排位在中间,以便整套模走胶均匀。
要求电镀的产品和同样的产品应集中在一起,要求喷油的产品集中在一起。
3.分型面要求光顺漂亮,新模具外观表面尽量不要刮花、生锈,以保证模具美观整洁。
后模仁要求平整,CNC加工刀纹尽可能不损坏,前模型胶位部分省模必须按照粗凿精凿、粗油石精油石、粗砂纸细砂纸的顺序省光后再抛光(晒纹件不须抛光)。
4.在不影响产品顶出和保证顶针板强度的条件下,要求模具受力均匀加撑头,并主要考虑在模具的中间。
撑头长度:3535以下模胚,撑头高度为方铁高加0.15-0.2mm;3535以上模胚撑头高度为方铁高加0.2-0.3mm,撑头一般固定在底板或B板上。
5.产品外观或产品装配好后,操作者手部可触摸到的地方不可有利角。
6.唧嘴要求做定位止转,出胶口要求分型面平0.5-1.0mm。
唧嘴的长度尽可能做短,以减少注射力。
唧嘴定位台阶面不可接触到模仁或镶件。
7.模胚顶棍孔与唧嘴孔必须在同一中心上,顶棍孔直径为Φ40,模胚在3555以上根据注塑机而定为3个,中心数为100,顶针底板要求均匀设置垃圾钉,垃圾钉高度必须一致。
8.所有模具必须加工码模槽,中心距为7英寸、10英寸、12英寸且直身模要求铣码模坑,深25、宽25,长依模板大小而定。
9.所有模具之模仁、大镶件要求通冷却运水,特别是胶位比较深、比较厚的地方,水路直径8.0mm,较大可为Φ10,特大为Φ12,安全距离为4.0mm,离胶位至少保留6.0mm。
尽量避免局部模温过高,水路堵铜位置必须做台阶,模仁和镶件的冷却水路用防水圈从模胚对接出来,如前模通框,水管可直接通过模仁,接在模胚的面板上(面板与A板之间不能开模),进出水管一般设在非侧操作,水管进水刻上“IN1”、“IN2”,出水刻上“OUT1”、“OUT2”。
模具结构设计1.滑块导轨的高至少要为滑块高的1/32.有滑动摩擦的位置注意开设润滑槽,为了防止润滑油外流,不宜把槽开成“开式”,而应该为“封闭式”,一般可以用单片刀在铣床上直接铣出。
3.固定模仁的型腔,对小模一般用线割,这样可以提高模具的精度;而较大模的模腔一般铣削的形式加工出来,加工时注意其垂直度,并且为了防止装配时,模仁不到位,模框的四周应该用铣刀铣深0.2。
4.入子与模仁,模仁与模仁,模仁与模框的相互穿插一般要加1°的斜度,以防装配时碰伤。
5.入子的靠位部分长度公差为-0.02,大小公差为-0.10,模仁相对应的靠位公差为+0.02。
6.有C角的入子最底端到C角部位的公差为+0.01,以防跑毛边。
7.本体模具的主体部分用NAK80的材料,入子、梢等用SKH9、SKH51(材料处理:室化处理,也可以不要)的材料,必要时可以使用VIKING材料。
8.画好部品之后,应先定滑块的位置、大小,防止发生干涉、及强度不够的现象,然后才定模仁寸法。
9.入子大小公差设为-0.01,模仁上入子孔对应的公差为+0.01。
10.模仁上的线割方孔尖角部分用R0.20过度,对应的入子部分也为R0.20,以对应线切割时的线径影响,同时可以防止尖角部分磨损,而产生益边。
11.与定位珠相对应的小凹坑寸法一般为底径φ3夹角90°-120°的圆锥孔。
12.固定侧的拔模角应该大于可动侧,以便离型留在可动侧;而且可以防止部品变形,尤其是壁薄,件长容易变形的零件,固定侧对它的拉力不均容易使部品翘曲,或留在固定侧。
13.对于侧面抽芯力大而部品精度要求又严的零件,最好采用二次抽芯结构。
14.斜梢的斜度+2°=压紧块的斜度(一般为18°或20°或22°).15.模具组立时,应该养成如下习惯:a.用空气枪清理模仁、模腔、入子、流道板、分模面的表面。
b.装配前用油石打光模仁、模腔、入子、分模面的表面,以便装配时顺tang。
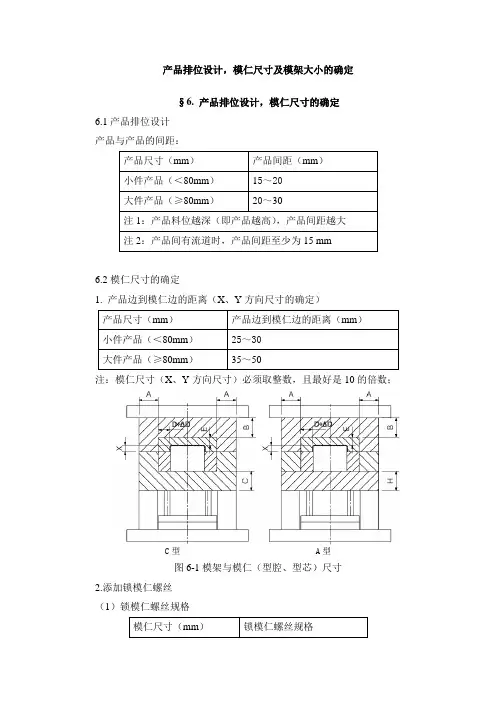
产品排位设计,模仁尺寸及模架大小的确定§6. 产品排位设计,模仁尺寸的确定6.1产品排位设计产品与产品的间距:产品尺寸(mm)产品间距(mm)小件产品(<80mm)15~20大件产品(≥80mm)20~30注1:产品料位越深(即产品越高),产品间距越大注2:产品间有流道时,产品间距至少为15 mm6.2模仁尺寸的确定1. 产品边到模仁边的距离(X、Y方向尺寸的确定)产品尺寸(mm)产品边到模仁边的距离(mm)小件产品(<80mm)25~30大件产品(≥80mm)35~50注:模仁尺寸(X、Y方向尺寸)必须取整数,且最好是10的倍数;C型 A型图6-1模架与模仁(型腔、型芯)尺寸2.添加锁模仁螺丝(1)锁模仁螺丝规格模仁尺寸(mm)锁模仁螺丝规格(2)锁模仁螺丝布置3.初步绘制冷却水道,以确定模仁尺寸(1)冷却水道的直径一般为Φ6、Φ8、Φ10,优先采用大直径冷却水道,其冷却效果较好;(2)冷却水道边到螺丝孔边、顶针孔边的距离最少为4mm;(3)冷却水道中心到模仁边的距离不少于12mm;(4)冷却水道边到产品边的距离不能太近,一般在15mm左右。
4. 模仁高度(厚度)尺寸的确定(Z方向尺寸的确定)度为整数。
§7. 产品排位设计,模架大小的确定7.1模架大小的确定(1)模架的宽×长模架的宽与长由模仁的宽与长和模仁边到A板边或B板边的距离确定模仁边到A板边或B板边的距离一般取50~70mm,于是:模架宽=模仁宽+2×(50~70)mm模架长=模仁长+2×(50~70)mm模仁大小与模架的关系见图7-1。
图中有关尺寸可参考表7-1的经验数据确定。
()图7-1模仁大小与模架注:表中数据为一般情况下的模具设计经验尺寸。
(2)A板和B板的厚度大水口模(二板模):细水口模(三板模):确定本实例的模架为CI2023-A60-B80-C70大水口模架。
“CI”代表工字模,“A”表示A板,“B”表示B板,“C”表示C板(方铁、垫块)7.2调出标准模架(1)调出CI2023-A60-B80-C70标准模架(2)检验调出的模架是否合适a.将后模视图调入模架的后模视图中,调出合适的复位弹簧,检验模仁边到弹簧孔边的距离一般应有5~10mm;(回针中心到距离=ΦD+5~10mm,ΦD为回针直径;或模仁边到回针边的距离≥10~15mm,(40 以上的模胚最好取15mm))。
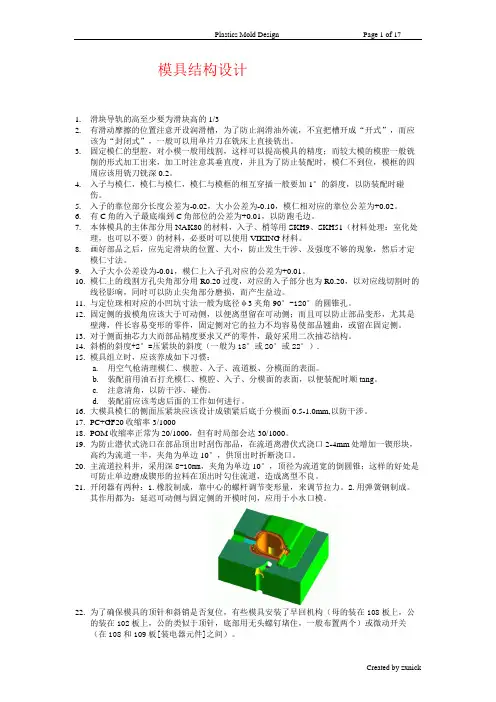
模具設計Mold DesignMold模塊是Pro/ENGINEER中的一個選擇性模塊,此組模塊能完成大部分的模具設計工作,和模塊數據庫一起使用,可大大減少模具設計的時間。
以下是用Mold模塊進行模具設計的基本流程(基本同於2001版中的圖標順序):組裝Ref.prtRef.prt放縮水建立Work piece加入母模仁坯料建立分模線建立分模面Split Mold建立母模仁定義開模步驟Mold OpeningTrim PartGo To Mold Layout一、開新Mold Assembly,組裝Ref Model並建立或組裝Work piece:開新檔案:名稱為模號打開新文件,模塊類型(Type)選擇Manufacturing,而子類型(Sub-type)選擇Mold Cavity。
如下圖所示:如上圖紅框所示選擇項Use default template,若將此項打勾,點擊OK 後,系統建立一個包含三個基準平面和座標系及開模方向的英制檔案;若將此勾選取消,點擊OK後,會出現如下對話框供您選擇:• 組裝Ref Model :(名稱為:模號_Ref )選擇Mold Model--> Assemble 會出現如下五個選項:✧ Ref Model : 組裝參考模型,即我們的成品。
✧ Work piece : 組裝模坯。
✧ Mld Base Cmp : 組裝模座等零件。
✧ Mold Comp : 組裝模具零件(公母模仁坯料)。
✧ Gen Assem : 一般性質的裝配。
選擇Ref Model ,然後選擇已修改好(模具中心已建好,縮水未放)的成品檔進行組立,組立OK 後會出現如下對話框:空檔案 包含三個基準平面與座標系及開模方向的英制檔案包含三個基準平面與座標系及開模方向的公制檔案將Reference Model Type項選擇Merger By Ref;以“模號_Ref ”作為Reference Model Name。
模具设计之模仁挤紧块设计标准模具设计之模仁挤紧块设计标准1. 前言模具设计是现代制造业中至关重要的一环,而模具中的模仁挤紧块设计更是其中的关键环节之一。
本文将针对模具设计中的模仁挤紧块设计标准进行深入探讨,希望能够为读者全面解析模仁挤紧块设计的原理、标准和优化方法,为设计和制造工作者提供有价值的参考。
2. 模仁挤紧块设计的原理在模具设计中,模仁挤紧块是起着非常重要作用的零部件。
它通过挤压模具中的工件,实现对工件的固定和稳定。
在模具工作时,模仁挤紧块的设计原理在于通过外力使模具零件保持在一定位置,防止在模具的运动过程中发生松动和位移,确保了模具的加工精度和稳定性。
3. 模仁挤紧块设计的标准在实际的模具设计中,模仁挤紧块的设计需要符合一定的标准,以确保模具工作的精度和可靠性。
模仁挤紧块的材料需要选择高强度、耐磨损和耐腐蚀的材料,同时需要符合相关的材料标准和规范。
模仁挤紧块的结构设计需要考虑挤紧力的大小和均匀性,以及对模具零部件的保护作用。
还需要考虑模仁挤紧块的安装方式和调整方式,以方便模具的调试和维护。
4. 模仁挤紧块设计的优化方法为了进一步提高模具的加工精度和稳定性,模仁挤紧块的设计还可以通过一些优化方法来改进。
可以通过对模仁挤紧块的表面进行特殊处理,以增加其耐磨损和耐腐蚀的能力。
在模具装配和调试的过程中,还可以结合模具工作的实际情况,对模仁挤紧块的位置和挤紧力进行调整,以达到最佳的工作效果。
5. 个人观点和理解在模具设计中,模仁挤紧块的设计是非常重要的一环,它直接影响着模具工作的精度和稳定性。
在实际的设计过程中,需要综合考虑材料、结构和安装等多个方面的因素,以确保模仁挤紧块能够发挥最佳的作用。
还需要不断地对模仁挤紧块的设计进行优化和改进,以适应不同工件的加工要求。
通过深入学习和实践,我相信模具设计中的模仁挤紧块设计会有更多的创新和突破,为现代制造业的发展做出更大的贡献。
6. 总结模具设计中的模仁挤紧块设计是一个复杂而重要的课题,它关乎着模具工作的精度和稳定性。
模具设计之模仁
引言
我们可以查以上表来确定以模仁及模胚尺寸,模仁在没有其它太多的因素下A=15mm B=20mm C=30mm D=35mm E=30mm,但其实模仁及模胚大小往往都受以下因素影响而发生改变
一、关注运水
运水不可以走底部的情况:
运水离模仁安装螺丝孔6mm以上,产品离运水至少6mm以上
运水走底部或可与产品交叉重叠的情况:
注意离顶针和斜顶5mm—6mm以上
二、关注模仁管位(第二位面)
三、关注斜顶
运水离斜顶6mm以上
对顶斜顶之间1mm以上
斜顶下部分不能超出顶针板
四、与行位的关系
行位行到位后至少三分之二仍然留在模仁及模胚上
五、产品最窄面与高度比(模仁高度尺寸影响较大)
产品最窄面与高度的比值对模仁的底部取值有很大的参考价值,当宽度对高度比大于二比一时,取值可根据最小值取D值深,当宽度比大于一时,或高度大过宽度时,取值就要考虑D值的增大比例为D值/高度大于二倍
六、进浇的排位影响
次级分流道长度L至少大于上级分流道的两位直径
当然除了以上因素以外,顶针,顶出系统,二次顶出结构等都可能影响到模仁模胚大小,当确定模仁确定以后,我们可以查相关龙记,明利,富得巴的模胚资料尺寸装入,但必须注意如下图两个尺寸:
方铁高度定义:
顶出高度为产品高度+2—3mm=S
L=S/0.35+5mm S=产品高度+2-3mm
H>=2*产品高度(但要注意弹弓的藏入模胚够不够)方铁高度=针顶两板+H+垃圾钉高度。