钢结构 对接焊缝
- 格式:ppt
- 大小:149.00 KB
- 文档页数:7
钢结构的焊缝连接在现代建筑和工业领域中,钢结构因其高强度、轻量化和施工便捷等优点而被广泛应用。
而钢结构的连接方式中,焊缝连接无疑是一种极为重要的手段。
焊缝连接,简单来说,就是通过焊接的方法将钢结构的各个部件牢固地连接在一起,形成一个稳定的整体。
这种连接方式能够实现高效的传力,确保结构的安全性和可靠性。
要理解焊缝连接,首先得了解焊缝的类型。
常见的焊缝有对接焊缝、角焊缝和塞焊缝等。
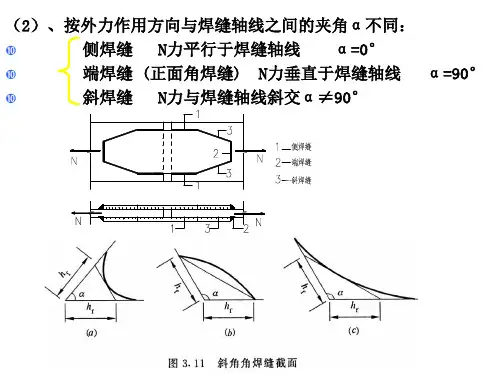
对接焊缝主要用于两个构件在同一平面上的拼接,能够承受较大的拉应力和压应力。
角焊缝则多用于两个构件相互垂直或成一定角度的连接,比如钢梁与钢柱的连接。
塞焊缝相对较少使用,通常在一些特殊的结构部位发挥作用。
在进行焊缝连接时,焊接工艺的选择至关重要。
不同的焊接工艺,如手工电弧焊、气体保护焊、埋弧焊等,各有其特点和适用范围。
手工电弧焊操作灵活,适用于各种位置的焊接,但效率相对较低。
气体保护焊由于有保护气体的存在,焊接质量较高,而且焊接速度较快。
埋弧焊则在大型钢结构的长焊缝焊接中表现出色,效率极高。
焊缝的质量直接关系到钢结构的整体性能和安全性。
焊缝中可能出现的缺陷包括气孔、夹渣、未焊透、裂纹等。
气孔是由于焊接过程中气体未能及时逸出而形成的小空洞;夹渣则是焊接熔渣残留在焊缝中;未焊透意味着焊缝根部没有完全熔合;而裂纹则是最为严重的缺陷之一,它会极大地削弱焊缝的强度和韧性。
为了确保焊缝质量,焊接前需要对焊件进行严格的清理,去除油污、铁锈等杂质。
焊接过程中,要控制好焊接参数,如电流、电压、焊接速度等。
焊接完成后,还需要进行无损检测,如超声波检测、射线检测等,及时发现并处理焊缝中的缺陷。
除了焊接工艺和质量控制,焊缝的设计也是不容忽视的环节。
焊缝的尺寸,包括焊缝的长度、宽度和厚度,需要根据所承受的荷载和结构的要求进行合理的计算和确定。
如果焊缝尺寸过小,可能无法承受设计荷载,导致结构失效;而焊缝尺寸过大,则会增加焊接成本,同时也可能导致焊接残余应力过大,影响结构的性能。
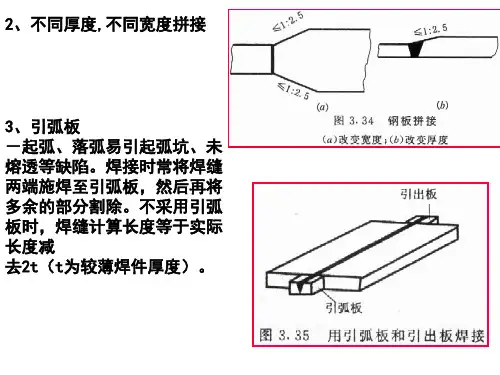
对接焊缝的构造和计算用对接焊缝连接的板件常需把焊接的边缘加工成各种形式的坡口,因此对接焊缝又称为坡口焊缝。
对接焊缝按是否焊透可分为焊透的和部分焊透的两种。
焊透的对接焊缝强度高,受力性能好,故一般均采用焊透的对接焊缝。
只有当板件较厚而内力较小或甚至不受力时,才可采用部分焊透的对接焊缝,以省工省料和减小焊接变形。
但由于它们未焊透,应力集中和残余应力严重,对于直接承受动力荷载的构件不宜采用。
以下仅对焊透的对接焊缝的构造和计算加以详细论述。
一、对接焊缝的构造对接焊缝坡口的形式与尺寸应根据焊件厚度和施焊条件来确定,以保证焊缝质量、便于施焊和减小焊缝截面为原则。
一般由制造厂结合工艺条件并根据国家标准来确定。
(一)对接焊缝坡口的基本形式对接焊缝的坡口形式有I形(即不开坡口或垂直坡口)、单边V形、V形、J形、U形、K形和X形等(图2-11)。
各种坡口中,沿板件厚度方向通常有高度为p间隙为b的一段不开坡口,称为钝边,焊接从钝边处(根部)开始。
当采用手工焊时,若焊件厚度很小(t≤10mm),可采用不切坡口的I形缝(图2-11a)。
对于一般厚度(t=10~20mm)的焊件,可采用有斜坡口的带钝边单边V形缝或V形缝(图2-11b、c),以便斜坡口和焊缝跟部共同形成一个焊条能够运转的施焊空间,使焊缝易于焊透。
焊件更厚(t >20mm)时,应采用带钝边U形缝或X形缝(图2-11e、g)。
其中V 形和U形坡口焊缝需正面焊好后再从背面清根补焊(封底焊缝),X形坡口焊缝需从两面施焊。
用U形或X形坡口与用V形坡口相比可减少焊缝体积。
U形坡口加工困难,X形坡口加工较简单,焊缝体积也较小,常用于有翻转条件的焊件,以便从两面施焊。
在T形或角接头中以及对接接头一边板件不便开坡口时,可采用单边V形、J形或K 形坡口(图2-11b、d、g)。
若受装配条件限制间隙过大时,仍可采用上述坡口,但在坡口下面需预设垫板,如图3-11(h)阻止熔化金属流淌和使根部焊透。

钢板对接焊缝的标准一、焊缝质量标准1.焊缝应符合国家现行标准《焊接质量保证钢熔化焊接接头要求和试验方法》GB/T 12988的要求。
2.焊缝应具有连续性和致密性,焊缝表面应光滑、平整,无气孔、裂纹、夹渣、咬边等缺陷。
3.对于重要焊缝,应进行射线探伤或超声波探伤,以确保焊缝内部质量符合要求。
二、焊缝外观要求1.焊缝表面应平整,不得有明显的凹凸和错边现象。
2.焊缝应与母材平滑过渡,不得有明显的咬边现象。
3.焊缝表面应无气孔、裂纹、夹渣等缺陷。
4.对于埋弧自动焊,其焊缝表面应无明显的烧穿、焊剂夹渣等现象。
三、焊缝内部质量要求1.焊缝内部应无裂纹、气孔、夹渣等缺陷。
2.对于Ⅰ级焊缝,其内部质量应符合《钢结构工程施工质量验收规范》GB50205的要求。
3.对于Ⅱ级和Ⅲ级焊缝,其内部质量应符合《建筑钢结构焊接技术规程》JGJ81的要求。
四、焊缝尺寸要求1.焊缝的余高应符合设计要求,通常为0~4mm。
2.焊缝的宽度应符合设计要求,通常为10~20mm。
3.焊缝的倾斜角度应符合设计要求,通常为50~70°。
4.对于手工电弧焊,其焊缝尺寸应符合《建筑钢结构焊接技术规程》JGJ 81的要求。
五、焊缝无损检测要求1.对于重要焊缝,应进行射线探伤或超声波探伤,以确保焊缝内部质量符合要求。
2.对于Ⅰ级焊缝,应进行100%的射线探伤或超声波探伤;对于Ⅱ级和Ⅲ级焊缝,应进行抽样检测,检测比例应根据设计要求确定。
3.无损检测的方法和验收标准应符合相关规范和设计要求。
六、焊缝力学性能要求1.焊缝的抗拉强度、屈服强度、伸长率等力学性能指标应符合设计要求。
2.对于重要焊缝,应进行力学性能试验,以确保其满足设计要求。
3.力学性能试验的方法和验收标准应符合相关规范和设计要求。
七、焊缝标记要求1.在焊接前,应在焊缝两端分别标注焊工钢印号及焊接日期。
2.标注的内容及格式应符合相关规范和设计要求。
钢结构在现代建筑中得到了广泛的应用,其焊接质量直接影响着建筑的安全性和稳定性。
对于钢结构的焊缝位置、要求和质量检测是非常重要的,下面我们将对钢结构常见的焊缝位置、要求和质量检测进行一表总览。
一、焊缝位置1. 对接焊缝对接焊缝是连接两个零件的焊缝,通常用于连接角钢、工字钢等处。
2. 气焊角焊缝气焊角焊缝一般用于连接角钢、T型钢等处,焊接时应保证焊缝的坡口形状和角度。
3. 焊角焊缝焊角焊缝常见于连接板式构件的角部,焊接时应保证角焊缝的质量和坡口的准确度。
4. 焊角背角焊缝焊接角背角焊缝时需要保持坡口的清洁,焊接质量应符合相关标准要求。
5. 焊角直角焊缝焊角直角焊缝一般用于连接板式构件的直角处,焊缝应呈现出一定的直角度,焊接质量要符合标准要求。
二、焊缝要求1. 焊接材料焊接材料应符合设计要求,应具有良好的可焊性和适当的强度,焊接过程中应注意对焊料的预热和保温。
2. 焊接设备焊接设备应保持良好状态,焊工应具备相关的资质和技能,焊接工艺应符合相关标准要求。
3. 焊接质量焊接质量应符合相关的标准和规范,焊缝应牢固、均匀、无裂纹、气孔和夹渣等缺陷,焊接后应进行相关质量检测。
4. 焊接工艺焊接工艺应合理选择,焊接参数应正确设置,焊接通道应合理布置,焊接过程应采取适当的防护措施。
三、焊缝质量检测1. 外观检查外观检查是焊缝质量检测的基本环节,检测焊缝的表面平整度、电弧气溶胶喷洒情况、未焊通的情况等。
2. 尺寸检测尺寸检测是对焊缝连接部位的尺寸进行精确测量,包括焊缝的厚度、宽度、高度等。
3. 探伤检测探伤检测是利用超声波、X射线等技术对焊缝进行隐裂、夹渣等缺陷的检测,确保焊缝的质量和可靠性。
4. 强度检测强度检测是对焊接部位进行抗拉、抗压等强度性能检测,确保焊接部位的强度符合设计要求。
通过以上一表总览,我们对钢结构常见的焊缝位置、要求和质量检测有了更加清晰的了解。
只有严格按照要求对焊缝进行质量检测和要求,才能保证钢结构的安全性和稳定性,为保障建筑工程的质量和安全提供了有力的保障。