Ti-22Al-25Nb合金电子束焊接及焊后热处理工艺
朱瑞灿1 王伟荣1 王国庆2 王 炜1 徐 雯1
(1.首都航天机械公司,北京 100076;2.中国运载火箭技术研究院,北京 100076)
摘要:使用金相显微镜(OM)、扫描电镜(SEM)、透射电镜(TEM)和X射线衍射谱仪(XRD),研究了不同温度热处理后Ti-22Al-25Nb合金电子束焊接接头显微组织,对接头
拉伸性能及断口分析后认为,经过850℃保温2h空冷的热处理可以有效地改善接头的室温和
高温拉伸性能。
关键词:Ti-22Al-25Nb合金;电子束焊接;热处理;显微组织;力学性能
The PWHT Process for Electron Beam Welded Joints of Ti-22Al-25Nb Alloy
Zhu Ruican1 Wang Weirong1 Wang Guoqing2 Wang Wei1 Xu Wen1
(1. Capital Aerospace Machinery Company, Beijing 100076;
2. China Academy of Launch Vehicle Technology, Beijing 100076)
Abstract:The post-weld heat treatment (PWHT) parameters of 800℃, 850℃and 900℃ were carried out. Aimed
at the electron beam welding joints of Ti-22Al-25Nb alloy before and after the heat treatment, the tensile tests on room temperature and 650℃were carried out. The microstructure, mechical properties of Ti-22Al-25Nb (at%) alloys welded joints were investigated by using the equipments optical microscopy (OM), scanning electron microscopy (SEM) and
X-ray diffraction (XRD). The result shows that the mechanics performance of the joints with PWHT of 850 holding
℃
two hours followed cooling in air would get better.
Key words:Ti-22Al-25Nb alloy;electron beam welding;heat treatment;microstructure;mechical properties
1 引言
随着航空航天技术的发展,未来飞行器及航天器
结构设计对高比强度、高弹性模量且综合性能优异的
轻质耐高温结构材料的需求越来越迫切,各种新型材
料的研究也在不停地开展。以Ti2AlNb相为主要组成
相的Ti2AlNb基合金以其较高的比强度、室温塑性、
断裂韧性和蠕变抗力且无磁性等优点[1~9],成为近年
来钛铝系金属间化合物结构材料研究的热点,由于采
用传统的熔焊方法焊接Ti2AlNb合金难度较大,而真
空扩散焊等固相焊接方法[10,11]存在着接头及构件结
构形式的限制,使用范围较窄。电子束焊接技术以其
高能量密度、高熔透性、小变形等优点,成为Ti2AlNb
基合金等难焊金属焊接的最优选择。本文针对名义成
分为Ti-22Al-25Nb(at %)的Ti2AlNb基合金,开展了电
子束焊接工艺研究,主要分析了该合金电子束焊接接
头组织以及焊后热处理对该合金电子束焊接接头组
织性能的影响。
2 试验材料和方法
2.1 试验材料
表1 Ti2AlNb基合金化学成分wt. %
Ti Al Nb
余量 9.9~11.9 41.6~43.6
试验材料为固溶态Ti2AlNb(名义成份
Ti-22Al-25Nb,at %)基合金板材,尺寸为200mm×200
作者简介:朱瑞灿(1983-),工程师,材料学专业;研究方向:钛合金、金属间化
合物等材料的激光和电子束焊接。
收稿日期:2013-05-16
mm×3mm ,表1为母材化学成分,焊前对母材进行喷砂处理和酸洗。 2.2 试验方法
表2 电子束焊接规范
加速电压U /kV
电子束流I b /mA
聚焦方式
焊接速度v /m·min
-1
60 55 上聚焦
1.8
在中压型电子束焊机上进行试板焊接,焊接参数见表2。对焊接试板进行焊后热处理,热处理工艺为:焊接试样在真空热处理炉中随炉升温至800℃、850℃、900℃,保温2h 后通氩气冷却。在焊接试板
上沿垂直于焊缝方向切取拉伸试样和金相试样,对焊态接头和热处理后的接头进行室温和650
℃高温拉伸试验,对拉伸断口形貌进行扫描电镜观察;使用金相显微镜和扫描电镜对接头显微组织进行分析,并对焊
缝区域进行XRD 测试。
3 试验结果
3.1 焊缝显微组织分析
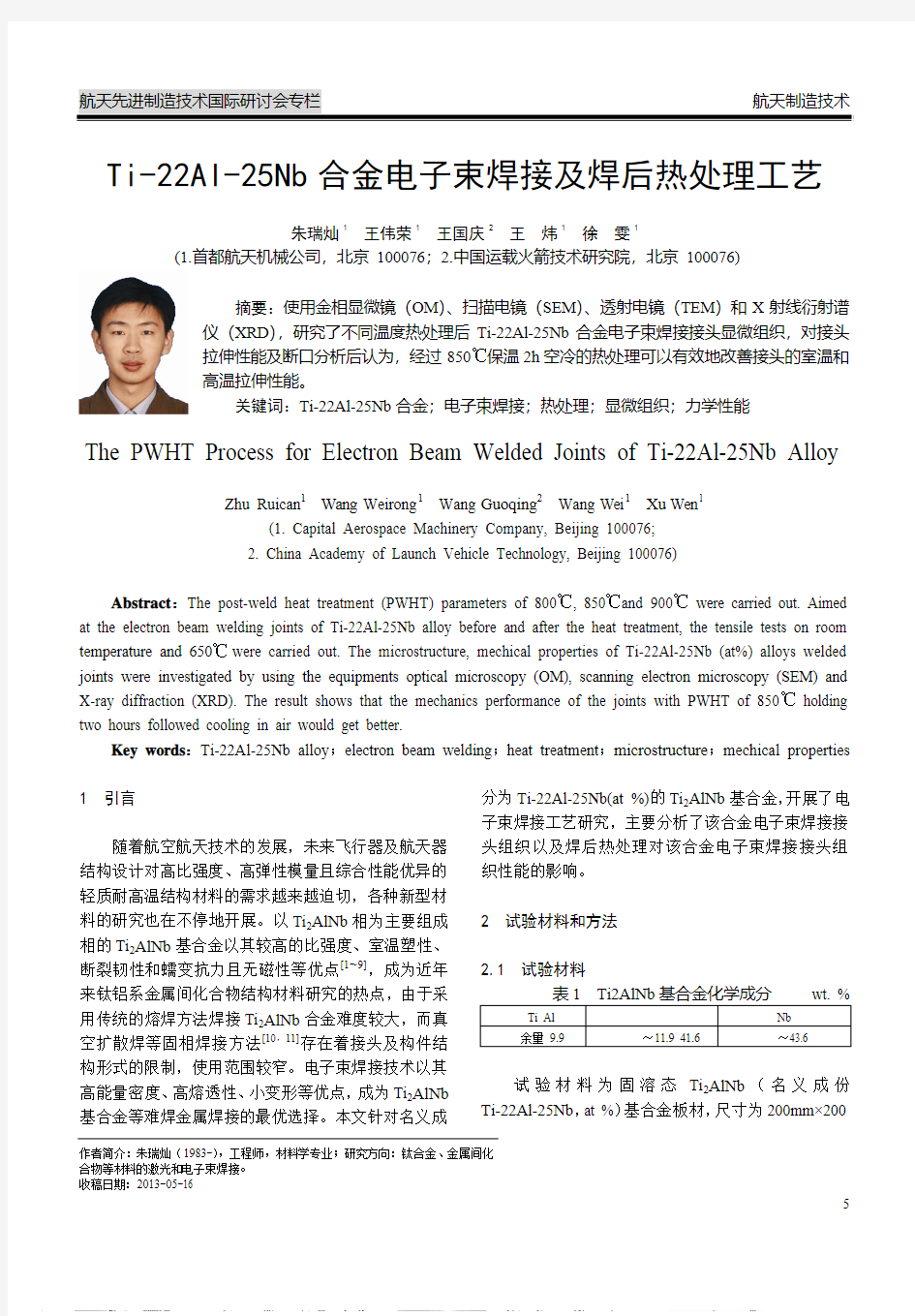
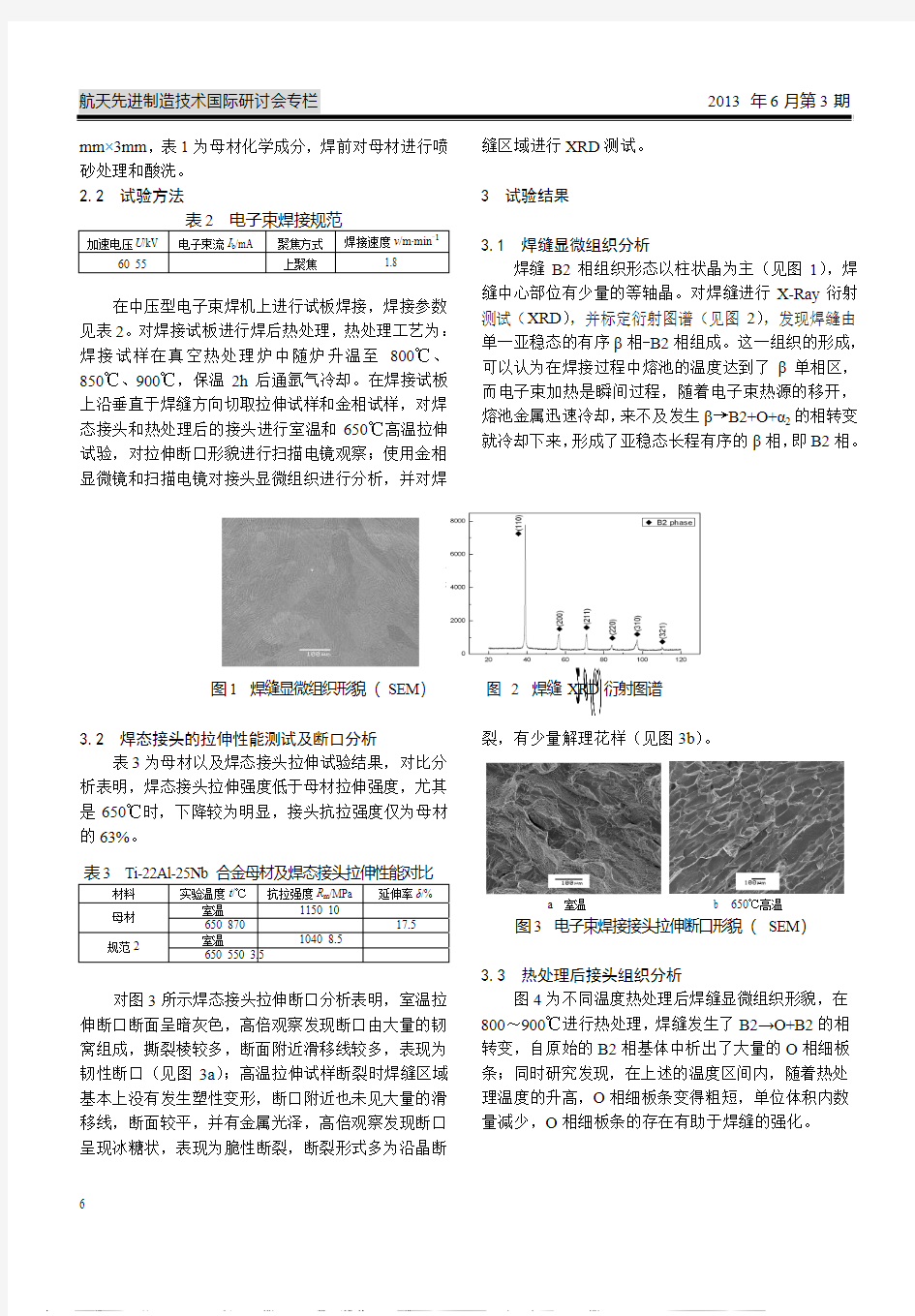
焊缝B2相组织形态以柱状晶为主(见图1),焊缝中心部位有少量的等轴晶。对焊缝进行X-Ray 衍射测试(XRD ),并标定衍射图谱(见图2),发现焊缝由单一亚稳态的有序β相-B2相组成。这一组织的形成,可以认为在焊接过程中熔池的温度达到了β单相区,而电子束加热是瞬间过程,随着电子束热源的移开,熔池金属迅速冷却,来不及发生β→B2+O+α2的相转变就冷却下来,形成了亚稳态长程有序的β相,即B2相。
图1 焊缝显微组织形貌(SEM ) 图2 焊缝XRD 衍射图谱
3.2 焊态接头的拉伸性能测试及断口分析
表3为母材以及焊态接头拉伸试验结果,对比分析表明,焊态接头拉伸强度低于母材拉伸强度,尤其是650℃时,下降较为明显,接头抗拉强度仅为母材的63%。
表3 Ti-22Al-25Nb 合金母材及焊态接头拉伸性能对比
材料 实验温度t /℃ 抗拉强度R m /MPa 延伸率δ
/%
室温
1150 10 母材 650 870 17.5
室温
1040 8.5 规范2
650 550 3.5
对图3所示焊态接头拉伸断口分析表明,室温拉伸断口断面呈暗灰色,高倍观察发现断口由大量的韧窝组成,撕裂棱较多,断面附近滑移线较多,表现为韧性断口(见图3a );高温拉伸试样断裂时焊缝区域基本上没有发生塑性变形,断口附近也未见大量的滑移线,断面较平,并有金属光泽,高倍观察发现断口呈现冰糖状,表现为脆性断裂,断裂形式多为沿晶断
裂,有少量解理花样(见图3b )。
a 室温
b 650℃高温
图3 电子束焊接接头拉伸断口形貌(SEM )
3.3 热处理后接头组织分析
图4为不同温度热处理后焊缝显微组织形貌,在800~900℃进行热处理,焊缝发生了B2→O+B2的相转变,自原始的B2相基体中析出了大量的O 相细板条;同时研究发现,在上述的温度区间内,随着热处理温度的升高,O 相细板条变得粗短,单位体积内数量减少,O 相细板条的存在有助于焊缝的强化。
a 800℃
b 850℃
c 900℃
图4 不同温度热处理后焊缝显微组织形貌
3.4 热处理后接头的拉伸性能及断口分析
对热处理后的试样进行室温以及650℃拉伸试验,试验结果见表4。对结果分析表明,热处理后接头高温拉伸性能以及室高温延伸率与焊态相比均有明显改善,在850℃下进行热处理,焊缝中O 相板条的强化作用达到峰值,接头高温拉伸性能改善最为明显。因此,通过比较接头室温、高温抗拉强度和延伸率认为,在850℃对接头进行焊后热处理,可以获得室/高温性能最佳的匹配状态,室温接头强度可达92%,650℃高温接头强度可达94%。
表
4 不同热处理温度下焊接接头室高温力学性能
热处理参数
试验温度t /℃ 抗拉强度R m /MPa
延伸率δ5/%
室温 995 9.5
800℃ 650℃高温 755 16
室温 1020 12
850℃ 650℃高温 805 14 室温 920 12
900℃
650℃高温
730 17
a 室温
b
650℃高温
图5 规范2电子束焊接接头经850℃焊后
热处理后拉伸断口形貌
图5为850℃热处理后的拉伸接头室温和高温拉伸断口形貌。可以看出,断裂于母材位置的室/高温断口特征均为韧塑性断口,断口断面呈纤维状、灰暗色,断面由大量的等轴韧窝组成,并见大量的撕裂棱出现;高温拉伸断口中的韧窝尺寸要比室温的大,这是因为在高温拉伸时,滑移容易开动,晶体滑移系较多,材料的塑性比室温状态好,更易变形造成的。
4 热处理对焊缝性能强化机理
对接头拉伸断口分析表明,焊态接头室温断口呈明显的塑性断裂,高温断口呈现明显的脆性断裂特征,造成这种现象的主要原因是:焊缝在650℃高温时主要组成相为B2+O 两相,O 相由单一的B2相发生B2→B2+ O 的相转变而来,且相变主要发生在晶界上,在原始B2相界处析出了许多连续的链状O 相薄膜(图6a ),即晶界上析出了连续的网状O 相,恶化了B2晶界,造成了在受到拉伸应力时容易在晶界处萌生裂纹并沿晶界扩展,最后导致接头断裂。
而进行过热处理的接头,焊缝组织变为网篮组
织,即在B2相基体上均匀地分布着O 相细层片,B2相与O 相交互出现,且板条的位向各不相同,最先从晶界上析出的O 相,其形态已由最初连续的沿晶界分布的网状组织已转变为不连续的串珠状组织(图6b ),这种组织可以有效地降低因生成较难变形的O 相而导致的B2晶界恶化,有效地提高了焊缝组织的强度。
a 未进行热处理的焊缝组织
b 经850℃热处理后焊缝组织
图6 焊缝组织形态
5 结束语
a. Ti-22Al-25Nb 合金电子束焊接焊缝由柱状B2相组织组成,焊态接头高温拉伸断口断裂性质为脆性断裂。
b. 经850℃保温2h 后缓冷的焊后热处理,Ti-22Al-25Nb 合金电子束焊接接头室温和650℃高温
(下转第21页)
制造技术研究 航天制造技术 由图可以看出,6种材料与煤油相容性试验后煤油机械杂质含量变化很小,机械杂质含量都在0.004%以内,符合按航天煤油标准机械杂质含量低于0.005%的要求,由此可以看出,该6种材料与煤油相容性试验后对煤油机械杂质基本没有影响。
煤油机械杂质/%
材料与航天煤油接触时间/(天)
图11 煤油机械杂质
6 材料与煤油相容性分析
由前面相容性试验金属材料性能分析、非金属材料性能分析、煤油性能分析可知,金属与煤油接触后,质量与抗拉强度变化很小,金相基本没有变化,金属腐蚀率很小,最大腐蚀率为9.2×10-
14m/s ,远小于
80.5×10-
14m/s 的1级相容性腐蚀率要求,且金属与煤
油相容性试验后,煤油外观、成分、酸值、胶质、电导率、机械杂质基本没有变化,由此可以判定不锈钢
F151、不锈弹簧钢丝1Cr18Ni9Ti 、铝青铜QAL9-4、弹性合金3J1与航天煤油的相容性为1级。非金属材料与煤油接触后,氟塑料Fs-46、氟塑料Fs-3质量基本没有变化,体积溶胀、硬度均达到了1级相容性要求,煤油外观、成分、酸值、胶质、电导率、机械杂质基本没有变化,由此可以判定氟塑料Fs-46、氟塑料Fs-3与航天煤油为1级相容。
7 结束语
本文通过相容性试验,对金属材料质量、抗拉强度、腐蚀率、金相,非金属材料体积溶胀、质量、硬度及航天煤油外观、成分、酸值、胶质、电导率、机械杂质等性能进行测试,既考核了煤油对材料性能的
影响,又考核了材料对煤油性能的影响,在综合分析两方面的影响后得到了6种材料与煤油相容性,结果为:不锈钢F151、不锈弹簧钢丝1Cr18Ni9Ti 、铝青铜QAL9-4、弹性合金3J1、氟塑料Fs-46、氟塑料Fs-3与航天煤油为1级相容。
参考文献
1 李斌,栾希亭,张小平. 载人登月主动力——大推力液氧煤油发动机研
究[J]. 载人航天,2011,1:28~32
2 马瀚英. 航天煤油[M]. 北京:中国宇航出版社,2003
ΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔΔ
(上接第7页)
强度和延伸率达到最佳匹配状态,高温拉伸断口断裂性质转变为塑性断裂。
c. Ti-22Al-25Nb 合金电子束焊接时接头各区域发生了B2→B2+O 的相转变,焊缝处析出的连续的链状O 相薄膜恶化了B2相晶界,降低了接头的室高温性能,而经850℃热处理后,珠串状的O 相弱化了B2相晶界恶化现象,改善了接头的室高温性能。
参考文献
1 Li Shiqiong, Mao Yong. Effect of microstructure on tensile properties and
fracture behavior of intermetallic Ti2AlNb alloys[J].Trans.Nonferrous Met.Soc. China, 2002, 12(4):582~586
2 Mao Y , Li S Q, Zhang J W, et al. Microstructure and tensile properties of
orthorhombic Ti-Al-Nb based alloys[J]. Intermetallics, 2000, (8): 659 3 Xiaobo Liang, Shiqiong Li, Yunjun Cheng, et al. Flow stress behavior and
deformation characteristics of Ti-22Al-25Nb alloys at elevated
temperature[J]. Material Science Forum, 2005, 475-479: 825~828 4 陈国良,林均品. 有序金属间化合物结构材料[M]. 北京:冶金工业出
版社,1999
5 仲增墉. 金属间化合物结构材料[J]. 材料科学进展,1990,4(2):132~
142
6 山口正治, 马越佑吉. 金属间化合物[M]. 丁树深译, 北京:科学出版
社,1991
7 Gogia A K. Microstructure and mechanical properties of orthorhombic
alloys in the Ti-Al-Nb system[J]. Intermetallics, 1998, 6(7-8): 741~748 8 Chu F. Elastic properties of the O phase in Ti-Al-Nb alloys[J].Intermetallics,
1997, 5(2): 147~156
9 Rowe R G . Ti2AlNb based alloys outperform conventional titanium
aluminides[J]. Advanced Materials and processes, 1992, (3): 33~35 10 邹贵生,白海林,谢二虎,等. O 相合金Ti-22Al-25Nb 固态扩散连接
[J]. 中国有色金属学报,2008,18(4):577~582
11 钱锦文,侯金宝,李京龙,等. Ti2AlNb/GH4169真空扩散连接初步研
究[J]. 金属铸锻焊技术,2008,37(13):90~92
电子束焊工艺 一、电子束焊的特点电子束焊是利用会聚的高速电子流轰击工件接缝处所产生的热能,使金属熔合的一种焊接方法。电子轰击工件时,动能转变为热能。电子束作为焊接热源有两个明显的特点:(1)功率密度高电子束焊接时常用的加速电压范围为30~150kV,电子束电流20~1000mA,电子束焦点直径约为0.1~1mm,这样,电子束功率密度可达106W/cm2以上。(2)精确、快速的可控性作为物质基本粒子的电子具有极小的质量(9.1×10-31kg)和一定的负电荷(1.6×10-19C),电子的荷质比高达1.76×1011C/kg,通过电场、磁场对电子束可作快速而精确的控制。电子束的这一特点明显地优于激光束,后者只能用透境和反射镜控制,速度慢。基于电子束的上述特点和焊接时的真空条件,电子束焊接具有下列主要优缺点。 优点:1)电子束穿透能力强,焊缝深宽比大。目前,电子束焊缝的深宽比可达到60:1。焊接厚板时可以不开坡口实现单道焊,比电弧焊可以节省辅助材料和能源的消耗。2)焊接速度快,热影响区小,焊接变形小。对精加工的工件可用作最后连接工序,焊后工件仍保持足够高的精度。3)真空电子束焊接不仅可以防止熔化金属受到氧、氮等有害气体的污染,而且有利于焊缝金属的除气和净化,因而特别适于活泼金属的焊接。也常用电子束焊接真空密封元件,焊后元件内部保持在真空状态。4)电子束在真空中可以传到较远的位置上进行焊接,因而也可以焊接难以接近部位的接缝。5)通过控制电子束的偏移,可以实现复杂接缝的自动焊接。可以通过电
子束扫描熔池来消除缺陷,提高接头质量。缺点:1)设备比较复杂、费用比较昂贵。2)焊接前对接头加工、装配要求严格,以保证接头位置准确、间隙小而且均匀。3)真空电子束焊接时,被焊工件尺寸和形状常常受到工作室的限制。4)电子束易受杂散电磁场的干扰,影响焊接质量。5)电子束焊接时产生的X射线需要严加防护以保证操作人员的健康和安全。二、工作原理和分类(1)工作原理电子束是从电子枪中产生的。通常电子是以热发射或场致发射的方式从发射体(阴极)逸出。在25~300kV的加速电压的作用下,电子被加速到0.3~0.7倍的光速,具有一定的动能,经电子枪中静电透镜和电磁透镜的作用,电子会聚 成功率密度很高的电子束。 这种电子束撞击到工作表面,电子的动能就转变为热能,使金属迅速熔化和蒸发。在高压金属蒸气的作用下熔化的金属被排开,电子束就能继续撞击深处的固态金属,很快在被焊工件上“钻”出一个锁形小孔,小孔的周围被液态金属包围。随着电子束与工件的相对移动,液态金属沿小孔周围流向熔池后部,逐渐冷却、凝固形成了焊缝。电子束传送到焊接接头的热量和其熔化金属的效果与束流强度、加速电压、焊接速度、电子束斑点质量以及被焊材料的性能等因素有密切的关系。(2)分类电子束焊的分类方法很多。按被焊工件所处的环境的真空度可分为三种:高真空电子束焊,低真空电子束焊和非真空电子束焊。高真空电子束焊是在10-4~10-1Pa的压强下进行的。良好的真空条件,可以保证对熔池的“保护”防止金属元素
焊接技术发展趋势 2007-10-20 焊接技术的发展水平,是一个国家机械制造和科学技术发展水平的标志之一。目前焊接技术的发展趋势具有如下特点: ⑴随着新的焊接材料和结构的不断出现,需要开发新的焊接工艺方法。 ⑵改进常用的普通焊接工艺方法,提高焊接过程机械化、自动化水平,提高焊接质量和生产率。 ⑶采用电子计算机控制焊接过程,大力推广焊接机器人、焊接中心。 ⑷发展专用成套焊接设备。 下面介绍部分成熟的焊接新技术: 一、超声波焊接 【超声波焊接】是指利用超声波的高频振荡能对工件接头进行局部加热和表面清理,然后施加压力实现焊接的一种压焊方法。进行超声波焊接时,焊件表面无变形,表面不需严格清理,焊接质量高。超声波焊接适合于焊接厚度小于0.5mm 的工件。目前广泛应用于无线电、仪表、精密机械及航空工业等部门。 二、爆炸焊 【爆炸焊】是利用炸药爆炸产生的冲击力造成工件的迅速碰撞,实现连接工件的一种压焊方法。爆炸焊的质量较高、工艺操作简单,爆炸焊主要用GF 生产复合材料。美国“阿波罗”登月宇宙飞船的燃料箱用钛板制成,它与不锈钢管的联结采用了爆炸焊方法。 三、等离子弧焊 【等离子弧焊】是借助水冷喷嘴对电弧的拘束作用,获得较高能量密度的等离子弧进行焊接的方法。等离子弧能量易于控制,能量密度大,穿透能力强,焊接质量高,生产率高,焊缝深宽比大。但其焊炬结构复杂,对控制系统要求较高,等离子弧焊广泛用于航空航天等尖端技术所用的铜合金、钛合金、合金钢等金属的焊接。 四、扩散焊 【扩散焊】是指将工件在高温下加压,但不产生可见变形和相对移动的固态焊接方法。扩散焊的特点是焊接接头质量高,焊件变形小,它能焊接同种和异种金属材料,特别是不适于熔焊的材料,还可用于金属与非金属间的焊接,能用小件拼成力学性能均一和形状复杂的大件,以代替整体锻造和机械加工。 五、激光焊 【激光焊】是指以聚焦的激光束轰击焊件所产生的热量进行焊接的方法。其特点是:能量密度高,焊接速度快;焊缝可极为窄小,变形很小;灵活性较大,并可实现一般焊接方法难以接近的接头或无法安置的接焊点及远距离焊接,多用于仪器、微电子工业中超小型元件及空间技术中特种材料的焊接。此外,激光还可以 E 用来切割各种金属与非金属材料。 六、磁力脉冲焊 【磁力脉冲焊】是指依靠被焊工件之间脉冲磁场相互作用而产生冲击的结果来实现金属之间连接的焊接方法,其工作原理与爆炸焊相似,适合于焊接薄壁管材和异种金属。 七、电子束焊 【电子束焊】是指利用加速和聚焦的电子束轰击置于真空或非真空中的焊件所产生的热能进行焊接的方法。其焊接特点是:能量利用率高,速度快,焊缝窄而深,焊接变形很小,焊缝金属纯净,焊接质量很高,但焊接设备复杂、造价高、使用与维护要求技术高。在原子能、航空航天等尖端技术部门应用日益广泛。
电子束焊接是一种利用电子束作为热源地焊接工艺.电子束发生器中地阴极加热到一定地温度时逸出电子,电子在高压电场中被加速,通过电磁透镜聚焦后,形成能量密集度极高地电子束,当电子束轰击焊接表面时,电子地动能大部分转变为热能,使焊接件地结合处地金属熔融,当焊件移动时,在焊件结合处形成一条连续地焊缝.对于真空电子束焊机,要焊接地工件置于真空室中,一般装夹在可直线移动或旋转地工作台上.焊接过程可通过观察系统观察. 电子束焊接技术因其高能量密度和优良地焊缝质量,率先在国内航空工业得到应用.先进发动机和飞机工业中已广泛应用了电子束焊接技术,取得了很大地经济效益和社会效益,该项技术从上世纪八十年代开始逐步在向民用工业转化.汽车工业、机械工业等已广泛应用该技术. 我国自行研制电子束焊机始于年代,至今已研制生产出不同类型和功能地电子束焊机上百台,并形成了一支研制生产地技术队伍,能为国内市场提供小功率地电子束焊机. 近年来,出现了关键部件(电子枪,高压电源等)引进、其它部件国内配套地引进方式,这种方式地优点是:设备既保持了较高地技术水平,又能大大降低成本,同时还能对用户提供较完善地售后服务.北京航空工艺研究所以此方式为某航空厂实施设备地总体设计和总成,实现了某重要构件地真空电子束焊接;桂林电器科学研究所也通过这种方式开发了()型双金属带材高压电子束连续自动焊接生产线,该机加速电压、束流~、电子束功率,带材运行速度~,从而使我国挤身于世界上能生产这种生产线地几个国家之一.北京中科电气高技术公司近期为上海通用汽车公司研制成功自动变速车液力扭变器涡轮组件电子束焊机,内可完成两条端面圆焊缝地焊接,并已投入商业化生产. 目前,以科学院电工所地系列为代表地汽车齿轮专用电子束焊机占据了国内汽车齿轮电子束焊接地主要市场份额;我国地中小功率电子束焊机已接近或赶上国外同类产品地先进水平,而价格仅为国外同类产品地左右,有明显地性能价格比优势. 在机理及工艺研究上,北京航空工艺研究所、北京航空航天大学、天津大学、上海交通大学、西北工业大学、中国科学电工所、桂林电器科学研究所、西安航空发动机公司、航天材料及工艺研究所、哈尔滨焊接研究所开展地工作涉及熔池小孔动力学、电子束钎焊、接头疲劳裂纹扩展行为、接头残余应力、填丝焊接、局部真空焊接时地焊缝轨迹示教等. 电子束焊接技术地优点是:焊缝质量好、穿透深度深;热源稳定性、易控制适用于大批量生产,可作为最后加工工序或仅留精加工余量.目前电子束焊接铝合金厚度可达,焊缝深宽可达比. 真空电子束焊接具有以下特点: )电子束能量密度高、一般可达,是普通电弧焊和氩弧焊地万倍.因此可实现焊缝深而窄地焊接,深宽比大于. )电子束焊接,其焊缝化学成份纯净, 焊接接头强度高、质量好.
焊接技术发展趋势.doc
焊接技术发展趋势 2007-10-20 焊接技术的发展水平,是一个国家机械制造和科学技术发展水平的标志之一。目前焊接技术的发展趋势具有如下特点: ⑴随着新的焊接材料和结构的不断出现,需要开发新的焊接工艺方法。 ⑵改进常用的普通焊接工艺方法,提高焊接过程机械化、自动化水平,提高焊接质量和生产率。 ⑶采用电子计算机控制焊接过程,大力推广焊接机器人、焊接中心。 ⑷发展专用成套焊接设备。 下面介绍部分成熟的焊接新技术: 一、超声波焊接 【超声波焊接】是指利用超声波的高频振荡能对工件接头进行局部加热和表面清理,然后施加压力实现焊接的一种压焊方法。进行超声波焊接时,焊件表面无变形,表面不需严格清理,焊接质量高。超声波焊接适合于焊接厚度小于0.5mm 的工件。目前广泛应用于无线电、仪表、
精密机械及航空工业等部门。 二、爆炸焊 【爆炸焊】是利用炸药爆炸产生的冲击力造成工件的迅速碰撞,实现连接工件的一种压焊方法。爆炸焊的质量较高、工艺操作简单,爆炸焊主要用GF 生产复合材料。美国“阿波罗”登月宇宙飞船的燃料箱用钛板制成,它与不锈钢管的联结采用了爆炸焊方法。 三、等离子弧焊 【等离子弧焊】是借助水冷喷嘴对电弧的拘束作用,获得较高能量密度的等离子弧进行焊接的方法。等离子弧能量易于控制,能量密度大,穿透能力强,焊接质量高,生产率高,焊缝深宽比大。但其焊炬结构复杂,对控制系统要求较高,等离子弧焊广泛用于航空航天等尖端技术所用的铜合金、钛合金、合金钢等金属的焊接。 四、扩散焊 【扩散焊】是指将工件在高温下加压,但不产生可见变形和相对移动的固态焊接方法。扩散焊的特点是焊接接头质量高,焊件变形小,它能焊接同种和异种金属材料,特别是不适于熔焊的材料,还可用于金属与非金属间的焊接,能用
电子束焊焊接方法基本概念 电子束焊是利用加速和聚焦的电子束轰击置于真空或非真空中的焊件所产生的热能进行焊接的方法。 基本原理和分类 电子束焊接因具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点而广泛应用于航空航天、原子能、国防及军工、汽车和电气电工仪表等众多行业。电子束焊接的基本原理是电子枪中的阴极由于直接或间接加热而发射电子,该电子在高压静电场的加速下再通过电磁场的聚焦就可以形成能量密度极高的电子束,用此电子束去轰击工件,巨大的动能转化为热能,使焊接处工件熔化,形成熔池,从而实现对工件的焊接。 电子束焊的分类方法很多。按被焊工件所 处的环境的真空度可分为三种:高真空电 子束焊,低真空电子束焊和非真空电子束 焊。 1.高真空电子束焊是在10-4~10-1Pa 的压强下进行的。良好的真空条件,可以 保证对熔池的“保护”防止金属元素的氧化 和烧损,适用于活性金属、难熔金属和质 量要求高的工件的焊接。 2.低真空电子束焊是在10-1~10Pa 的压强下进行的。压强为4Pa时束流密度 及其相应的功率密度的最大值与高真空的 最大值相差很小。因此,低真空电子束焊 也具有束流密度和功率密度高的特点。由 于只需抽到低真空,明显地缩短了抽真空 时间,提高了生产率,适用于批量大的零 件的焊接和在生产线上使用。 3.在非真空电子束焊机中,电子束仍 是在高真空条件下产生的,然后穿过一组光阑、气阻和若干级预真空小室,射到处于大气压力下的工件上。在压强增加到7~15Pa 时,由于散射,电子束功率密度明显下降。在大气压下,电子束散射更加强烈。即使将电子枪的工作距离限制在20~50mm,焊缝深宽比最大也只能达到5:1。目前,非真空电子束焊接能够达到的最大熔深为30mm。这种方法的优点是不需真空室,因而可以焊接尺寸大的
焊接工艺设计级生产大作业 学院:材料科学与工程学院 专业班级:焊接1301班 小组成员:马永亮(130200814) 徐壮(130200812) 孙建(130200116) 何星池(130200112) 郝绪文(130200101) 汪颖(130200525) 马鸣檀(130200530) 经戌末(130200109) 陈诗函(130200802) 作业时间: 2016年11月01日
12mm板厚Q345真空电子束焊接工艺 一、发展背景 电子束的发现迄今已100多年的历史。电子束焊接技术起源于德国,1948年前西德物理学家K.H.Steigerwald首次提出电子束焊接的设想;1954年法国的J.A.Stohr博士成功焊接了核反应堆燃料包壳,标志着电子束焊接金属获得成功;1957年11月,在法国巴黎召开的国际原子能燃料元件技术大会上公布了该技术,电子束焊接被确认为一种新的焊接方法;1958年开始,美国、英国、日本及前苏联开始进行电子束焊接方面的研究,20世纪60年代后,我国开始从事电子束焊接研究。 电子束焊接(EBW)是以高能密度电子束作为能量载体对材料和构件实现焊接和加工的新型特种加工工艺方法。它具有其它熔焊方法难以比拟的优势和特殊功能:其焊接能量密度极高,容易实现金属材料的深熔透焊接、焊缝窄、深宽比大、焊缝热影响区小、焊接残余变形小、焊接工艺参数容易精确控制、重复性和稳定性好等。 随着航空航天、微电子、核能、交通运输及国防工业的飞速发展,各种高强度、高硬度、高韧性的铝合金、镁合金、钛合金和耐高温合金等金属材料以及复合材料广泛应用,加之构件形状日趋复杂化,对焊接工艺、加工精度和表面完整性提出了更高的要求。传统的焊接工艺难以适应高技术制造领域的发展趋势,对这些材料采用包括电子束焊接在内的高能束焊接技术优势较大。 正是由于电子束焊接的上述优点,使该技术获得长足发展,已经成功地应用于各种工业领域,并广泛应用在各种材料上。厚大截面不锈钢的电子束焊接由于能够节约成本且满足质量要求而得到青睐。有许多文献已经证明电子束焊接在航空和医药钛合金上得到了成功应用。有色金属如铜、镍及其合金的电子束焊接以及运输工业中异种材料的电子束焊接正迅猛增长。 二、目的 为了巩固所学常用特种焊接方法与设备的知识,熟悉有关资料,掌握焊接参数的选择和焊接设备的使用与维护,安排了为期一周的课程设计。通过本次焊接工艺设计,锻炼学生们的分析问题的能力,提高焊接操作技能。
电子束焊接技术在工业中的应用和发展 摘要:本文介绍了电子束焊接及主要特点,总结了近年来电子束焊接在航空航天、电子与仪表、汽车等工业领域中应用现状,并对其发展作了展望。 关键词: 电子束焊接应用现状发展 电子束焊接(EBW)是以高能密度电子束作为能量载体对材料和构件实现焊接和加工的新型特种加工工艺方法和现代焊接技术,自50年代首先应用于核工业,经过四十多年的发展,电子束焊接不仅在一些高新技术领域充分应用,而且已成为一般工业部门的一种重要加工手段。 一、电子束焊接的特征 由于高能量密度的电子束流集中作用的结果,使电子束焊接熔池“小孔”形成机理与其他熔化焊有所不同。电子束焊接过程是,高压加速装置形成的高功率电子束流,通过磁透镜会聚,得到很小的焦点(其功率密度可达104~109W/cm2),轰击置于真空或非真空的焊件时,电子的动能迅速转变为热能,熔化金属,实现金属焊接的目的。电子束焊接的特点可概括如下: (1)电子束斑点直径小,加热功率密度大,焊接速度快,热影响区小; (2)可获得深宽比大的焊缝,焊接厚件时可以不开坡口一次成形; (3)多数构件是在真空条件下焊接,焊缝纯洁度高; (4)规范参数易于调节,工艺适应性强; (5)适于焊接多种金属材料; (6)焊接热输入低,焊接热变形小。 但是电子束焊接方法也有一些不足,如: (1)电子束焊机结构复杂,控制设备精度高,所需费用高; (2)焊接前对接头加工、装配要求严格,以保证接头位置准确、间隙小而且均匀; (3)真空电子束焊接时,被焊工件尺寸和形状常常受到工作室的限制,每次装卸工件要求重新抽真空; (4)冷却过程中快速凝固,引起焊接缺陷,如气孔、焊接脆性等; (5)电子束易受杂散电磁场的干扰,影响焊接质量; (6)电子束焊接时产生的X射线需要严加防护,以保证操作人员的健康和安全。 二、电子束焊接的分类 1、根据焊件所处真空度的差异可分为: (1)高真空电子束焊接(真空度为10-4~10-1Pa):该方法电子散射小,作用在工件上的功率密度高,穿透深度大,焊缝深 宽比大,适宜于活性金属、难熔金属及质量要求高的工件焊接,应用最为广泛。
龙源期刊网 https://www.doczj.com/doc/f311731055.html, 钛合金在航空航天应用中的焊接技术 作者:方连军阚田田谭伟龙 来源:《中国新技术新产品》2014年第11期 (沈阳黎明航空发动机(集团)有限责任公司,辽宁沈阳 110043) 摘要:钛合金具有密度小、强度高、耐热性好、导热性及抗疲劳性好、有着较宽的工作温度范围等优点,被广泛地应用于航空航天领域。而钛合金在飞机及其发动机等部方面的应用,不可避免的需要使用焊接手段进行连接,因此,钛合金的焊接方法在扩大钛合金的应用范围上具有重要推动作用。 关键词:钛合金;航空航天;焊接技术 中图分类号:V252 文献标识码:A钛及钛合金是一种密度小、强度高、耐热性好、韧性高、导热性及抗疲劳性好、有着较宽的工作温度范围和优异的抗海水腐蚀性能及超低温性能等一系列优异性能的工程结构材料。因此,被广泛地应用于航空航天领域。钛及钛合金已经成为航空航天工业的支柱之一,相关资料表明,高性能钛及钛合金在航空航天工业中的应用占到了钛材总产量的70%左右。钛制设备虽然一次性投资较高,但全寿命费用较低,经济效益明显,目前高性能的飞机、坦克正在采用钛合金部件,先进发动机的压气机盘、压气机叶片、风扇叶片以及机匣等均由钛合金制造。并且在石油化工部门中钛合金的范围也在逐渐扩展。而钛合金在飞机及其发动机等部方面的应用,不可避免的需要使用焊接手段进行连接,因此,钛合金的焊接方法在扩大钛合金的应用范围上具有重要作用。 1.钛合金的电子束焊 电子束焊目前越来越多地应用到钛合金的焊接中。电子束焊接是利用汇聚的高速电子轰击工件接缝处所产生的热能,使其加热、熔化、冷却结晶,形成焊缝的一种新型焊接技术。真空电子束焊,由于焊接过程是在真空环境中进行,杜绝了空气对焊缝的影响,所以焊缝的保护效果很好。可完全防止大气污染,易获得质量高于非真空环境下的焊缝。真空电子束焊焊接钛及钛合金具有独特的优势,表现为焊接冶金质量好,焊缝窄,深宽比大,焊接角变形小,焊缝及热影响区晶粒细小,接头性能好、焊接快。电子束焊焊后产生的晶粒大多是较均匀的等轴晶,焊接接头有较高的强度。 由于真空电子束焊接需要真空室,所以一般不适合于室外焊接以及大尺寸工件焊接,而且焊缝中易出现气孔,但塑性相对降低,结构尺寸易受真空室限制,不适合于大批量生产。 2. 钛合金的激光焊 激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。自“小孔效应”的激光深熔焊得以实现,激光焊接技术迅猛发展,钛合金激光焊应用研究也得到了广泛重视。激
激光焊接技术应用及其发展趋势 摘要:本文论述了激光焊接工艺的特点、激光焊接在汽车工业、微电子工业、生物医学等领域的应用以及研究现状,激光焊接的智能化控制,论述激光焊接需进一步研究与探讨的问题。关键词:激光焊接;混合焊接;焊接装置;应用领域 引言 激光焊接是激光加工材料加工技术应用的重要方面之一。70年代主要用于焊接薄壁材料和低速焊接,焊接过程属于热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于激光焊接作为一种高质量、高精度、低变形、高效率和高速度的焊接方法,随着高功率CO2和高功率的Y AG激光器以及光纤传输技术的完善、金属钼焊接聚束物镜等的研制成功,使其在机械制造、航空航天、汽车工业、粉末冶金、生物医学微电子行业等领域的应用越来越广。目前的研究主要集中于C02激光和YAG激光焊接各种金属材料时的理论,包括激光诱发的等离子体的分光、吸收、散射特性以及激光焊接智能化控制、复合焊接、激光焊接现象及小孔行为、焊接缺陷发生机理与防止方法等,并对镍基耐热合金、铝合金及镁合金的焊接性,焊接现象建模与数值模拟,钢铁材料、铜、铝合金与异种材料的连接,激光接头性能评价等方面做了一定的研究。 一、激光焊接的质量与特点 激光焊接原理:激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。图1显示在不同的辐射功率密度下熔化过程的演变阶段[2],激光焊接的机理有两种: 1、热传导焊接 当激光照射在材料表面时,一部分激光被反射,一部分被材料吸收,将光能转化为热能而加热熔化,材料表面层的热以热传导的方式继续向材料深处传递,最后将两焊件熔接在一起。 2、激光深熔焊 当功率密度比较大的激光束照射到材料表面时,材料吸收光能转化为热能,材料被加热熔化至汽化,产生大量的金属蒸汽,在蒸汽退出表面时产生的反作用力下,使熔化的金属液体向四周排挤,形成凹坑,随着激光的继续照射,凹坑穿人更深,当激光停止照射后,凹坑周边的熔液回流,冷却凝固后将两焊件焊接在—起。 这两种焊接机理根据实际的材料性质和焊接需要来选择,通过调节激光的各焊接工艺参数得到不同的焊接机理。这两种方式最基本的区别在于:前者熔池表面保持封闭,而后者熔池则被激光束穿透成孔。传导焊对系统的扰动较小,因为激光束的辐射没有穿透被焊材料,所以,在传导焊过程中焊缝不易被气体侵入;而深熔焊时,小孔的不断关闭能导致气孔。传导焊和深熔焊方式也可以在同一焊接过程中相互转换,由传导方式向小孔方式的转变取决于施加于工件的峰值激光能量密度和激光脉冲持续时间。激光脉冲能量密度的时间依赖性能够使激光焊接在激光与材料相互作用期间由一种焊接方式向另一种方式转变,即在相互作用过程中焊缝可以先在传导方式下形成,然后再转变为小孔方式。 1、激光焊接的焊缝形状 对于大功率深熔焊由于在焊缝熔池处的熔化金属,由于材料的瞬时汽化而形成深穿型的圆孔空腔,随着激光束与工件的相对运动使小孔周边金属不断熔化、流动、封闭、凝固而形成连续焊缝,其焊缝形状深而窄,即具有较大的熔深熔宽比,在高功率器件焊接时,深宽比可达5:l,最高可达10:1。图2显示四种焊法在316不锈钢及DUCOLW30钢上的焊缝截面形
电子束焊接与激光焊接的比较 一、前言 电子束技术起源于20世纪50年代,10年后激光器诞生,激光加工技术的研究与应用随即展开。电子束与激光加工的应用领域大体相同,这是因为他们同属于高能密度束流加工技术,其能量密度在同一段数量级,远高于其他热源。同时,他们与材料的作用原理也极其相近。 二、电子束与激光加工的原理 电子束加工(electron beam machining,EBM)是在真空条件下,利用电子枪中产生的电子经加速、聚焦后能量密度为106~109W/cm2的极细束流,高速(光速的60%~70%)冲击到工件表面,并在极短的时间内,将电子的动能大部分转换为热能,形成“小孔”效应,使工件被冲击部位的材料达到几千摄氏度,致使材料局部熔化或蒸发,达到焊接目的。激光器利用原子受激辐射的原理,使物质受激而产生波长均一,方向一致和强度非常高的光束。通过光学系统将激光束聚焦成尺寸与光波波长相近的极小光斑,其功率密度可达105~1011W/cm2,温度可达一万摄氏度,将材料在瞬间熔化和蒸发。 激光焊接分为热导焊和深熔焊,在深熔焊中,巨大的能量同样可以形成“小孔”效应,并随着工件的移动,“小孔”身后的材料迅速冷却凝固成为焊缝。 与传统焊接技术比较,激光焊接与电子束焊接都具有更多优异的特性。能量密度高(大于105W/cm2); 焊接速度高(一般可以达到5~10米/分钟); 热影响区窄(仅为焊缝宽度的10%~20%); 热流输入少、工件变形小; 易实现自动控制、可在线检测焊缝质量; 非接触加工、无后续加工。 三、电子束与激光焊的性能比较 至今,电子束焊经过不断发展已经成为一种成熟的加工技术,无论是汽车制造,还是航空航天,都起着举足轻重的作用。而40多年来,激光加工已从实验室走向了实用化阶段,并进入了原来由电子束加工的各个领域,大有取代电子束加工的势头。但实践证明,激光和电子束作为高能量密度热源,除了具有很多相同技术特点外,在技术和经济性能上,针对不同的应用场合,仍有各自不同的特点。 焊接工艺精度变形热影响焊缝质量深宽比使用条件 电子束焊精密小小好 20:1 需要真空 激光焊精密小很小好 10:1 可选保护气体 电子束焊接的优点是相当突出的: 电子束的能量转换效率非常高(80%~90%),可以研制出很高功率的大
广东白云学院 先进制造技术论文 题目:电子束加工技术及其应用 专业:机械设计制造及其自动化(数控方向) 班级: 07数控本科 姓名:林华英 学号: 0701012229
摘要 (1) 引言 (1) 一.电子束技术在国内外的发展现状 (1) 多轴控制的基本概念: (2) 二.多轴控制特点 (2) 1、 5轴控制加工中心的加工特点: (2) 2、 6轴控制加工中心的加工特点: (3) 3、 6轴控制特点如下: (3) 三.发展趋向。 (3) 1、用5轴控制加工的NURBS插补 (3) 2、利用二次曲面头立铣刀作5轴控制加工 (4) 四.结论 (4) 五.参考文献 (4)
摘要 电子束加工技术是近年发展起来的一种先进制造技术,其在材料表面改性、机械加工等方面的应用已受到广泛关注。主要介绍电子束在表面工程、打孔和焊接等方面的应用。 关键词:电子束;加工原理;工业应用 引言 近年来,许多国家对电子束加工原理及方法进行了大量的实验研究,并在工业上得到一定的实际应用,使得该技术得到了飞速发展。本文主要针对电子束加工技术的研究现状和应用进行理论分析和探讨。 发展、 一.电子束技术在国内外的发展现状 1948 年 ,德国物理学家Steigerwald K. H 发明了第一台电子束加工设备 (主要用于焊接) 。1949年 ,德国首次利用电子束在厚度为0. 5mm 的不锈钢板上加工出直径为<0. 2mm 的小孔。从而开辟了电子束在材料加工领域的新天地。1957年法国原子能委员会萨克莱核子研究中心研制成功世界上第一台用于生产的电子束焊接机,其优良的焊接质量引起人们广泛重视。 20世纪60年代初期,人们已经成功地将电子束打孔、铣切、焊接、镀膜和熔炼等工艺技术应用到各工业部门中,促进了尖端技术的发展。微电子学的发展对集成电路元件的集成度要求不断提高,因而对光刻工艺提出了更高的要求,扫描电子束曝光机研制成功,并在20世纪70年代进入市场 ,使得制造掩膜或器件所能达到的最小线宽已小于 0. 5 μm。 近年来,国外对电子束焊接及其他电子束加工技术的研究主要在于以下几个方面:1)完善超高能密度电热源装置;2)掌握电子束品质及与材料的交换行为特性,改进加工工艺技术;3)通过计算机CNC控制提高设备柔性以扩大应用领域。 我国自20世纪60年代初期开始研究电子束加工工艺,经过多年的实践,在该领域也取得了一定成果。大连理工大学三束材料改性国家重点实验室,采用电子束对材料表面进行照射,研究其对材料表面的改性。郝胜志等以纯铝材为基础研究材料,深入研究不同参数的脉冲电子束轰击处理对试样显微结构和力学性能的影响规律,进而获得强流脉冲电子束表面改性的一些微观物理机制,通过载能电子与固体表面的相互作用过程,建立较为合理的实际加工中的物理模型,利用二维模型数值计算方法模拟计算试样
国内外电子束焊接技术研究现状 摘要综述了电子束焊接技术的国内外研究发展动态。简述了电子束焊接基本原理及国内外研究者已取得的部分研究成果,并展望了异种材料电子束焊接技术的研究方向。 关键词电子束焊接 0引言 随着全球工业化步伐的加快及现代科学技术的突飞猛进,焊接这门古老而现代的技术也在不断地完善和发展,可以说焊接已在现代的生产生活中占有极为重要的地位。近代焊接技术,自1882 年出现碳弧焊开始,迄今已经历了100 多年的发展历程,为了适应工业发展及技术进步的需要,先后产生了埋弧焊、电阻焊、电渣焊及各种气体保护焊等一系列新的焊接方法。进入20 世纪60 年代后,随着焊接新能源的开发和焊接新工艺的研究,等离子弧切割与焊接、真空电子束焊接及激光焊接等高能束技术也陆续应用到各工业部门,使焊接技术达到了一个新的水平。特别是近年来,航空、航天、原子能等尖端工业的发展需求,不断提出了具有特殊性能材料的焊接问题,如高强钢、超高强钢、特种耐热耐腐蚀钢、高强不锈钢、特种合金及金属间化合物、复合材料、难熔金属及异种材料焊接问题。而电子束焊接技术以其与其它熔化焊相比独具的功率密度大、深宽比大、焊接区变形小、能耗低、易于控制实现自动化等优点,在航空、航天及原子能工业和其它军用、民用制造业中得到了高度重视及应用发展。为此,较系统、全面地了解当今电子束焊接技术的国内外的研究发展现状,以及电子束焊接技术及相关工艺应用的成果,对于电子束焊接技术领域研究发展方向的准确把握及其开展进一步研究工作有着极大的指导意义。 1 电子束焊接方法 电子束焊接( EBW) 是利用电子枪中阴极所产生的电子在阴阳极间的高压(25~300 kV) 加速电场作用下被拉出,并加速到很高的速度(0. 3~0. 7 倍光速) ,经一级或二级磁透镜聚焦后,形成密集的高速电子流,当其撞击在工件接缝处时,其动能转换为热能,使材料迅速熔化而达到焊接的目的,见图1 。
电子束焊接技术的发展和研究现状 任新凯 研究生学院5班20090507 摘要:本文简要介绍了电子束焊接这种先进的连接技术,包括电子束焊接的概念、技术特点和分类等,概述了电子束焊接技术的发展历程。简要介绍了这种新技术的国内外发展现状、研究现状和应用情况,重点介绍了我国大飞机生产的可行性和研究现状,指出它在异种材料连接的优势和发展方向。 关键词:电子束焊接技术;研究发展现状;应用;大飞机;异种材料连接 一,前言 焊接是将同种或不同材质、通过加热或加压或同时加压又加热,达到原子间结合而形成永久连接的工艺。下面简单介绍几种重要的现代焊接方法。 1957年美国的盖奇发明等离子弧焊;40年代德国和法国发明的电子束焊,也在50年代得到实用和进一步发展;60年代又出现激光焊等离子、电子束和激光焊接方法的出现,标志着高能量密度熔焊的新发展,大大改善了材料的焊接性,使许多难以用其他方法焊接的材料和结构得以焊接[1]。 在工业生产中得到实际应用的高能束焊接方法有等离子弧焊、电子束焊和激光束焊。这些焊接方法的共同特点是热源的能量密度高,可以一次行程穿透较厚的接头而无需预制坡口,简化了制造工艺,而且束流的中心温度相当高,足以熔化任何金属材料,因此具有较高的经济价值,工业应用的前景广阔[1]。下面仅对电子束焊做一下介绍。 二,电子束焊接技术简介 电子束焊接(EBW)是利用电子枪中阴极所产生的电子在阴阳极间的高压(25~300kV) 加速电场作用下被拉出,并加速到很高的速度(0.3~0.7倍光速),经一级或二级磁透镜聚焦后,形成密集的高速电子流,当其撞击在工件接缝处时,其动能转换为热能,使材料迅速熔化而达到焊接的目的[2]。 2.1 电子束焊接技术特点[2] 第一,电子束焊接能量密度很高,对于任何材料,包括高熔点钨、钼等材料,其焊缝都能快速熔化。一般靠零件自身材料熔接而成。 第二,电子束焊接在真空中进行,可防止材料氧化及其它有害气体侵入。
电子束焊接发展现状 姓名:马新蕊学号:516116002152 随着航空航天、核能、微电子等行业的快速发展,加强了对高韧性、高硬度的铝合金及其他耐高温金属材料和复合材料的需求,这对焊接工艺提出了更高的要求。电子束焊接技术是一种新型的焊接工艺,与传统的焊接技术相比,具有稳定性高、焊缝窄等特点,各国对电子束焊接技术的研究也取得了一定进展。 电子束焊接是指在焊接过程中,经过电子枪产生,在电子光学系统和高压加速共同融合后产生了功率密度较高的电子束,电子束撞击到工件面上后,就能将电子的部分动能转换为热能,促使金融的熔化。熔化后的金属在高压金属蒸汽的作用下被排开,电子束趁机继续撞击固态金属,并在被焊接的工件上钻出一个锁性小孔,液体金属包围小孔周围。然后,在工件和电子束的相对移动作用下,液体金属会沿着小孔周围向熔池后部流动,经过冷却和凝固后形成焊缝。 1948 年西德物理学家 K.H.Steigerwald 首次提出了电子束焊接的设想,这是电子束焊接的起源 [1]。随后法国 J.A.Stohr 博士于 1954 年成功的对核反应堆燃料包壳进行焊接,象征着电子束焊接金属的成功,三年后在法国巴黎召开的“国际原子能燃料元件技术大会” 上第一次公布了电子束焊接技术,标准者电子束焊接作为一种新型焊接技术的诞生。之后世界各国,如美国、前苏联、日本、英国等国都开始对电子束焊接技术进行研究,我国直至上世纪 60 年代,才开始着手研究电子束焊接技术。 国外乃至全球电子焊接技术较为发展的国家是德国、美国、日本等。在工业中应用较为广泛的电子束焊接设备功率要< 150kW,加速电压< 200kV,一次可焊接最大厚度的铝合金为 50mm,钢板为300mm。 目前,国外在电子束焊接设备的研发中具有代表性的国家有德国(PTR 精密技术有限公司)、法国(TECH-META 公司)以及乌克兰( 巴顿电焊研究所 )。其中乌克兰巴顿研究所生产的高压电子束焊机有着稳定的性能和成熟的技术,早在前苏联的航空宇航焊接试验中就得到了成功的实践。日本研发了一种功率在300KW,加速电压在 600kV等超高压电子束焊机,这中焊机能一次性焊接 200mm 厚度的不锈钢,深度比为 70:1。近年来,日、德等国研究了双枪和填丝电子焊机技术,法国成功研制出了三金属薄带材的电子束焊机。 我国最早开始研究电子束焊接技术的组织和单位是北京航空研究所、中科院沈阳金属研究所以及广西桂林电气科学研究所,目前已经研制出了近百台不同类型和功能的电子束焊机。我国成功研制的第一台电子束焊机是 GDH-15 型高压电子束焊机,主要用于航空动力机械制造,其功率为 15kW,加速电压为 150kV。我国第一台自主设计和制造的高压电子枪、大型真空室高压电子束焊机是北京航空工艺研究所于 1992 年研制的。近年来,我国有关电子束焊机研究的文献主要集中在焊接冶金及穿透机理、焊接技术的应用、优化焊接参数等,与国外发达国家相比还存在一定差距,需要继续探索和实践 随着科学技术的快速发展,电子束焊接技术也将呈现代化、科技化发展,其研究的主要方向体现在以下几点。首先,要开拓解决制约新材料和结构应用的有效途径。在研究和开发新材料的电子束焊接技术时,要从焊接科技和材料研制两方面入手。材料研制上,材料的性能与焊接性能往往是一对难以协调的矛盾,新
书山有路勤为径,学海无涯苦作舟 电子束焊接的工作原理及特点 电子束焊接的工作原理是:在真空条件下。从电子枪中发射的电子束在高电压(通常为20~300kV)加速下,通过电磁透镜聚焦成高能量密度的电子束。当电 子束轰击工件时,电子的动能转化为热能,焊区的局部温度可以骤升到6000℃以上。使工件材料局部熔化实现焊接。 电子束焊接特点为: ①加热功率密度大。电子束功率为束流及其加速电压的乘积,电子束功率可从几十kW 到一百kW 以上。电子束束斑(或称焦点)的功率可达106~ 108W/cm2,比电弧功率密度约高100~1000 倍。由于电子束功率密度大、加热集中、热效率高、形成相同焊缝接头需要的热输入量小,因此适宜于难熔金属及热敏感性强的金属材料的焊接。而且焊后变形小,可对精加工后的零件进行焊接。 ②焊缝熔深熔宽比(即深宽比)大。普通电弧焊的熔深熔宽比很难超过2。而电子束焊接的比值可高达20 以上,因此电子束焊可以利用大功率电子束对大厚度钢板进行不开坡口的单面焊。从而大大提高了厚板焊接的技术经济指标。目前 电子束单面焊接的最大钢板厚度超过了100 mm,而对铝合金的电子束焊,最大厚度已超过300mm。 ③熔池周围气氛纯度高。因电子束焊接是在真空度为10-2~10-4Pa 的真空环境中进行的。残余气体中所存在的氧和氮量要比纯度为99.99%的氩气还要少几百倍左右,因此电子束焊不存在焊缝金属的氧化污染问题。因此特别适宜焊接化学活泼性强、纯度高和在熔化温度下极易被大气污染(发生氧化)的金属。如铝、钛、锆、钼、高强度钢、高合金钢以及不锈钢等。这种焊接方法还适用于 高熔点金属,可进行钨钨焊接。
电子束焊接技术在工业领域应用及发展趋势 姓名: 学号: 班号:
电子束焊接技术在工业领域应用及发展趋势 姓名:学号:班号: 摘要:本文概述了电子束焊接技术的定义以及一些特点和不足,并简要阐述了电子束焊接技术在航空航天、汽车制造、电子等工业技术中的应用,并分析了其未来的发展前景与趋势。 关键词:电子束焊接技术工业特点发展 1.前言 电子束焊接技术是将高能电子束作为加工热源,用高能量密度的电子束轰击焊件接头处的金属 ,使其快速熔融 ,然后迅速冷却来达到焊接的目的。 在当今时代,电子束焊接术的每一个进步的积累使人类的航空制造技术更加的完善和强健。电子束技术的高稳定和高强度的特性使飞行器冶金有了更加先进科学和结构精密的设计。目前存在的重要的技术实际上是在减少分解,加热,和残余应力的同时来减少氢脆变,限制氧气和氢污染物。电子束焊接技术作为焊接整合领域的重要技术,目前已经越来越深地影响到航空飞行器的制造和设计领域。这其中重要的原因是它有着先进的自动焊缝跟踪,射束偏转,多溶池焊接。 2.电子束焊接特点: 1 )电子束焊接的能量密度高 ,可焊接一般电弧焊难以实现的焊缝; 2)电子束焊接是在真空中进行 ,焊缝的化学成分稳定且纯净 ,接头强度高 ,焊缝质量高; 3)电子束焊接速度快 ,热影响区小 ,焊接热变形小; 4)电子束焊接适用于焊接几乎所有的金属材料,尤其适合铝材焊接; 5)电子束焊接可获得深宽比大的焊缝 (20∶ 1~50∶ 1) ,焊接厚件时可以不开坡口一次成形; 6)电子束焊接结合计算机技术 ,实现了工艺参数的精确控制 ,使焊接过程完全自动化。 电子束焊接技术是目前发展最快 ,应用最为广泛的电子束技术。[1] 同时,电子束焊接方法也有一些不足,如:电子束焊机结构复杂,控制设备精度高,所需费用高;冷却过程中
电子束焊工艺 1 2 一、电子束焊的特点电子束焊是利用会聚的高速电子流轰击工3 件接缝处所产生的热能,使金属熔合的一种焊接方法。电子轰击工件4 时,动能转变为热能。电子束作为焊接热源有两个明显的特点: 5 (1)功率密度高电子束焊接时常用的加速电压范围为30~ 6 150kV,电子束电流20~1000mA,电子束焦点直径约为0.1~7 1mm,这样,电子束功率密度可达106W/cm2以上。(2)8 精确、快速的可控性作为物质基本粒子的电子具有极小的质量(9.1 9 ×10-31kg)和一定的负电荷(1.6×10-19C),电子的荷质比高达10 1.76×1011C/kg,通过电场、磁场对电子束可作快速而精确的控制。 11 电子束的这一特点明显地优于激光束,后者只能用透境和反射镜控12 制,速度慢。基于电子束的上述特点和焊接时的真空条件,电子13 束焊接具有下列主要优缺点。优点:1)电子束穿透能力强,14 焊缝深宽比大。目前,电子束焊缝的深宽比可达到60:1。焊接厚板15 时可以不开坡口实现单道焊,比电弧焊可以节省辅助材料和能源的消16 耗。2)焊接速度快,热影响区小,焊接变形小。对精加工的工17 件可用作最后连接工序,焊后工件仍保持足够高的精度。3)真18 空电子束焊接不仅可以防止熔化金属受到氧、氮等有害气体的污染,19 而且有利于焊缝金属的除气和净化,因而特别适于活泼金属的焊接。 20 也常用电子束焊接真空密封元件,焊后元件内部保持在真空状态。 21 4)电子束在真空中可以传到较远的位置上进行焊接,因而也可以焊
22 接难以接近部位的接缝。5)通过控制电子束的偏移,可以实现23 复杂接缝的自动焊接。可以通过电子束扫描熔池来消除缺陷,提高接24 头质量。缺点:1)设备比较复杂、费用比较昂贵。2)25 焊接前对接头加工、装配要求严格,以保证接头位置准确、间隙小而26 且均匀。3)真空电子束焊接时,被焊工件尺寸和形状常常受到27 工作室的限制。4)电子束易受杂散电磁场的干扰,影响焊接质28 量。5)电子束焊接时产生的X射线需要严加防护以保证操作人29 员的健康和安全。二、工作原理和分类(1)工作原理电30 子束是从电子枪中产生的。通常电子是以热发射或场致发射的方式从31 发射体(阴极)逸出。在25~300kV的加速电压的作用下,电子被32 加速到0.3~0.7倍的光速,具有一定的动能,经电子枪中静电透镜33 和电磁透镜的作用,电子会聚成功率密度很高的电子束。 34 这种电子束撞击到工作表面,电子的动能就转变为热能,使金属迅速35 熔化和蒸发。在高压金属蒸气的作用下熔化的金属被排开,电子束就36 能继续撞击深处的固态金属,很快在被焊工件上“钻”出一个锁形小37 孔,小孔的周围被液态金属包围。随着电子束与工件的相对移动,液38 态金属沿小孔周围流向熔池后部,逐渐冷却、凝固形成了焊缝。电39 子束传送到焊接接头的热量和其熔化金属的效果与束流强度、加速电40 压、焊接速度、电子束斑点质量以及被焊材料的性能等因素有密切的41 关系。(2)分类电子束焊的分类方法很多。按被焊工件所42 处的环境的真空度可分为三种:高真空电子束焊,低真空电子束焊和43 非真空电子束焊。高真空电子束焊是在10-4~10-1Pa的压强
1.电子束焊接工艺流程 汽车变速箱齿轮电子束焊接工序从齿轮制齿完成后开始至焊后探伤完成齿轮热处理前结束,共分三大工序即焊前准备、焊接、焊后检验。具体工序如图示。 工序说明 1. 清洗:齿轮焊接必须彻底清洗,不得有油、脂、锈蚀及清 洗剂残留。 2. 去磁:用户可根据实际情况决定是否需要。 3. 焊后检验:焊接不合格的齿轮只可再焊接一次。
2.焊接结构齿轮的设计要求
3.电子束焊对工件的特殊要求 一. 对焊件焊接接头的技术要求(图样见上页): 1. 电子5. 电子确规定,二. 对焊件的去2. 清洗4. 清洗束焊缝至凸起边缘距离(L 、l )为: h :焊缝的表面宽度,一般为1.5~2.5mm 突起高度(b 、B ) 其中a 与b 及A 与B 之间关系应满足: a:b ≤1:10、A:B ≤1:10; A h L += 2a h l +=2 2. 压配面底部要求清根或准确地设计过渡圆弧与倒角的配合,以保证压配到位和避免焊缝内部出现气孔; 3. 保持压配深度等高,压配端面平整,上端面高度差允许范围 0.3mm 。压配结合上端面允许有倒角,允许最大值为0.5×450; 4. 要求零件的配合间隙最大为0.03mm ,最大过盈除特殊情况外一般不超过0.03mm ,通常取H7/k6或H7/n6过渡配合; 束焊透深度,视零件所需承受扭矩与疲劳强度而定,图纸应有明一般是压配深度大于焊透深度。 清洗、磁技术要求: 1. 焊件在压装前应进行彻底清洗; 后焊接面应干燥、无油脂、无锈蚀、无清洗剂残留; 3. 单个焊件清洗方法是以100#汽油清洗,再用丙酮擦拭,干燥 后压配; 后,焊件要干燥、压配、塑料袋包装密封好; 5. 焊件在焊接前要进行去磁处理,剩磁小于3高斯,否则由于磁场的作用,会使电子束偏移开焊缝,乃至出现废品。