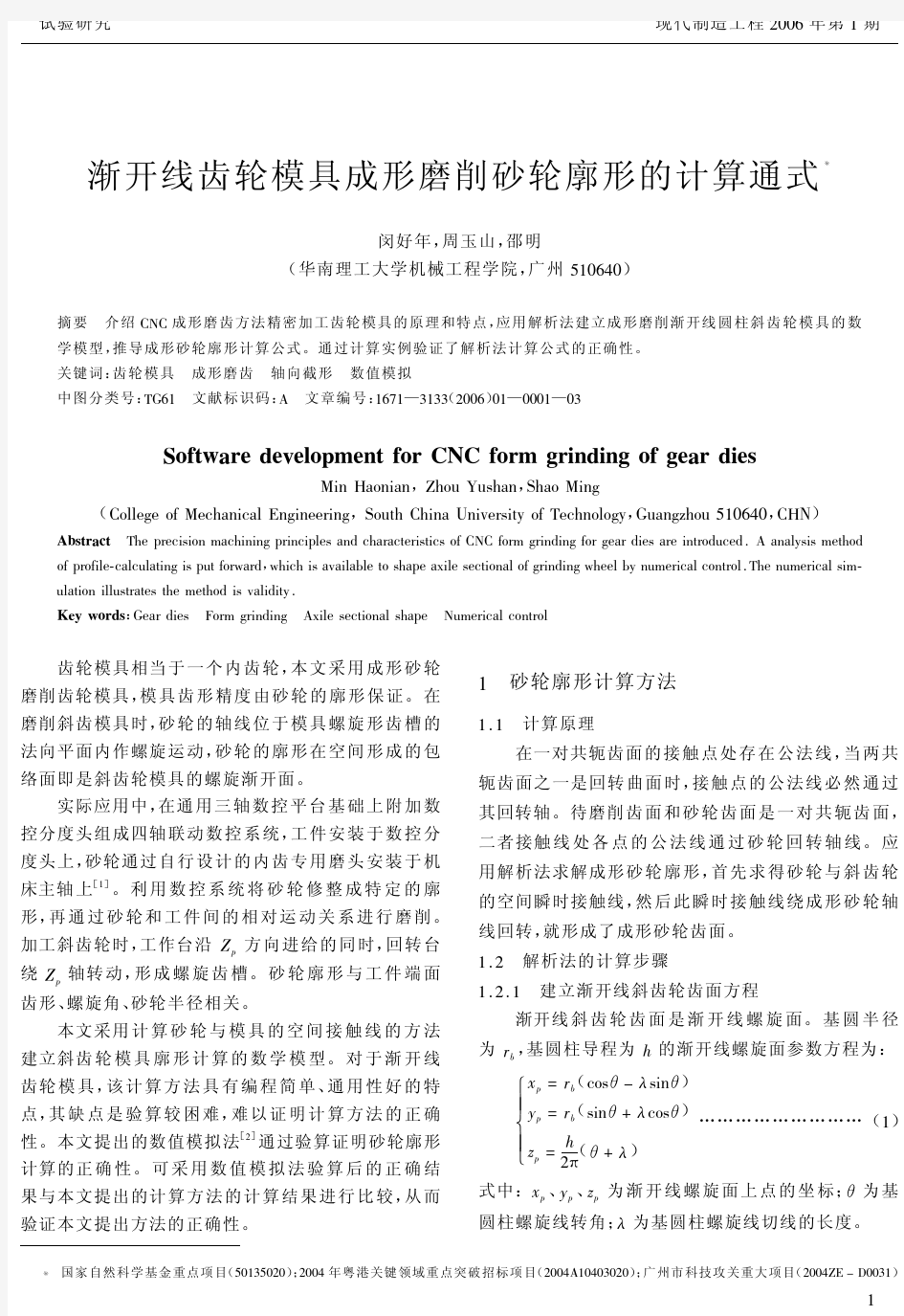
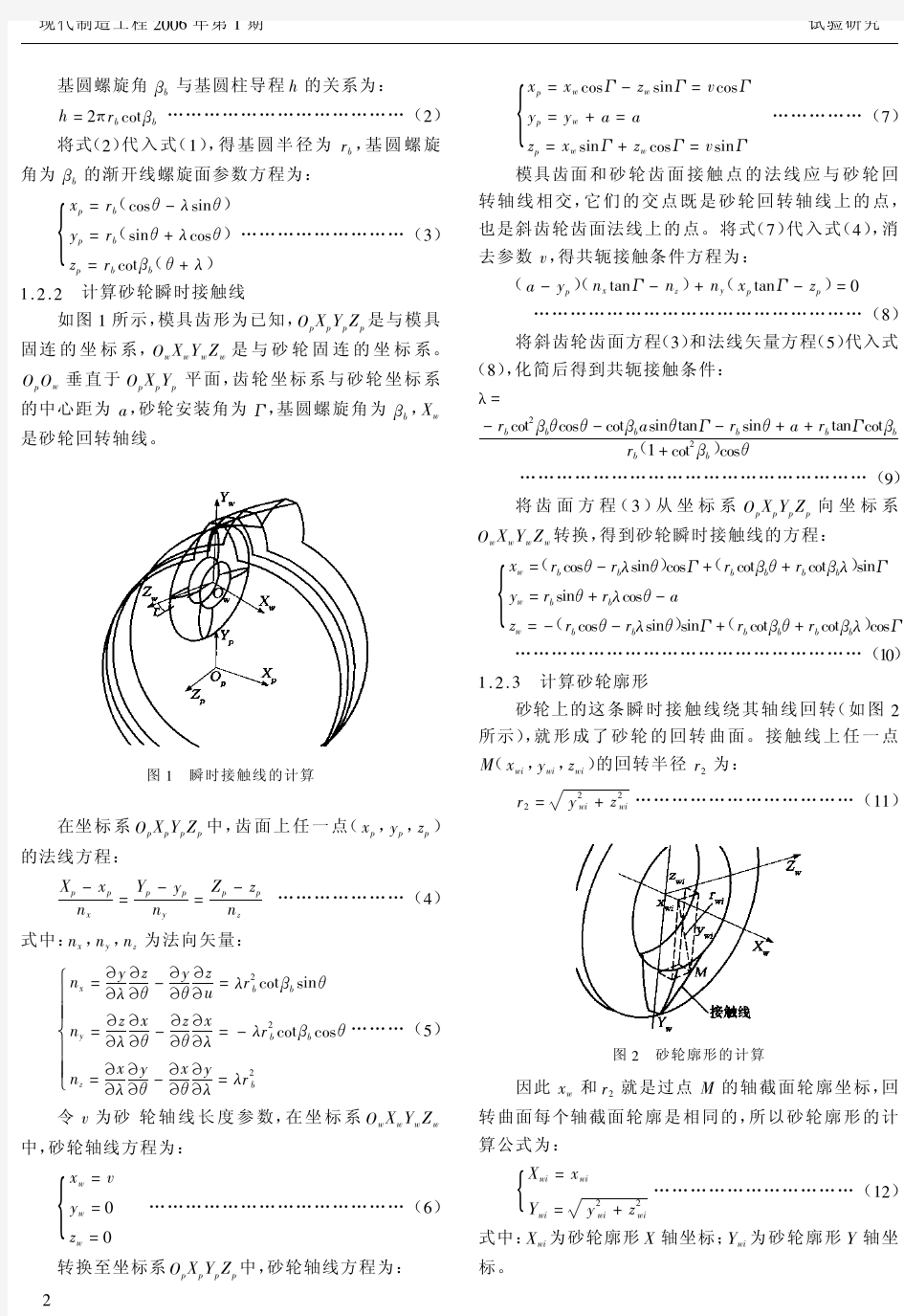
(1)斜齿轮的基本参数 1)螺旋角,斜齿轮的齿廓曲面与其分度圆柱面相交的螺旋线的切线与齿轮轴线之间所夹的锐角,又称为斜齿轮分度圆柱的螺旋角,有左右旋之分,也有正负之别。 2)法面模数与端面模数的关系 m n = m t cosβ 3)法面压力角与端面压力角的关系 tanα n = tanαt cosβ (2)斜齿轮的几何尺寸计算 斜齿轮的几何尺寸是按其端面参数来进行计算的。(表10-5 斜齿圆柱齿轮的参数和几何尺寸的计算公式)。 2.一对斜齿轮的啮合传动 (1)正确啮合的条件 一对斜齿轮的正确啮合的条件,除两个轮的模数及压力角应分别相等外,它们的螺旋角还必须相匹配,以保证两轮在啮合处的齿廓螺旋角相切。因此,一对斜齿轮正确啮合的条件为: 1)两轮的螺旋角对于外啮合,应大小相等,方向相反,即β1=-β2;对于内啮合,应大小相等,方向相同,即β1=β2。 2)两轮的法面模数及压力角应分别相等,m n1 = m n2,αn1 = αn2。又因相互啮合的两轮的螺旋角的绝对值相等,故其端面模数及压力角也分别相等,即m t1= m t2,αt1=αt2。 (2)斜齿轮传动的中心距 a = r1+ r2 = m n(z1 + z1)/(2cosβ)
(3)斜齿轮传动的重合度 斜齿轮传动的总重合度εγ为其端面重合度εα与轴面重合度εβ的两部分之和,即 εγ = εα + εβ 其中:εα是用其端面参数并按直齿轮重合度的计算公式来计算的;而εβ = B sinβ/(πm n) 。 3.斜齿轮的当量齿轮和当量齿数 (1)斜齿轮的当量齿轮,是指与斜齿轮法面齿形相当的直齿轮。即以斜齿轮的法面参数m n、α n、 h an*及c n*为参数,以z v ( z v = z/cos3β)为齿数所构造的直齿轮。该直齿轮的齿形就是相当该斜齿轮的法面齿形。 (2)斜齿轮的当量齿数:z v = z/cos3β。 4.斜齿轮传动的主要优缺点 优点: 1)啮合性能好。其每对轮齿进入啮合和脱离啮合都是逐渐进行的,因而传动平稳、噪声小,所以啮合性能较好。同时这种啮合方式也减小了制造误差对传动的影响。 2)重合度大。这样就降低了每对轮齿的载荷,从而提高了齿轮的承载能力,延长了齿轮的使用寿命,并使传动平稳。 3)结构紧凑。斜齿标准齿轮不产生根切的最少齿数较直齿轮少。因此,采用斜齿轮传动可以得到更加紧凑的结构。 缺点:在运转时会产生轴向推力 5.交错轴斜齿轮传动 (1)交错轴斜齿轮传动的正确啮合条件为: 1) m n1 = m n2 , αn1= αn2 ; 2)Σ =|β1|±|β2|。
齿轮计算公式 节圆柱上的螺旋角:L d /tan 00?=πβ 基圆柱上的螺旋角:n g αββcos sin sin 0?= 齿厚中心车角:Z θ/90?= 销子直径:m 728.1dp ?= 中心距离增加系数:)1cos /(cos )2/)((y b 021-?+=ααZ Z 标准正齿轮的计算(小齿轮①,大齿轮②) 1. 齿轮齿 标准 2. 工齿齿形 直齿 3. 模数 m 4. 压力角 c αα=0 5. 齿数 21,Z Z 6. 有效齿深 m 2h e ?= 7. 全齿深 c m h +=2 8. 齿顶隙 m 35.0,m 25.0,m 2.0c ???= 9. 基础节圆直径 m d 0?=Z 10. 外径 m )2(d k ?+=Z 11. 齿底直径 c 2m )2(d r ?-?-=Z 12. 基础圆直径 0g cos m d αZ ??= 13. 周节 m t 0?=π 14. 法线节距 0e cos m t απ??= 15. 圆弧齿厚 2/m S 0?=π 16. 弦齿厚 )2sin( m S 1 j Z π Z ???=
17. 齿轮油标尺齿高 m m h j +Z ?-??Z =)2cos 1()2/(π 18. 跨齿数 5.0)180/(0m ??=Z αZ 19. 跨齿厚 ])5.0([cos 0o m inva m m S Z ?-?Z ??=πα 20. 销子直径 m 728.1d ?= 21. 圆柱测量尺寸 d m d m +?Z =)cos /cos (0φα (偶数齿) d )]90(cos )cos /cos m [(d 0m +? ??=Z φαZ (奇数齿) 其中, 00 )2 cos ( 1 απ αφ inv m d inv +- ?Z 22. 齿隙 f ? 标准螺旋齿的计算公式(齿直角方式)(小齿轮①,大齿轮②) 1. 齿轮齿形 标准 2. 齿形基准断面 齿直角 3. 工具齿形 螺旋齿 4. 模数 n c m m = 5. 压力角 n 0c ααα== 6. 齿数 1Z 7. 螺旋角方向 0β(左或右) 8. 有效齿深 n e m 2h ?= 9. 全齿深 c m 2h n +?= 10. 正面压力角 n 1s cos m tan βZ α?= 11. 中心距离 n 2 1cos 2m )(βZ Z α??+=
微细超声加工的发展现状及应用 摘要:对微细超声加工的加工原理、材料去除机理和特点进行了阐述,重点在于对国内外微细超声加工的发展和应用进行总结和举例,包括旋转超声加工、成形加工和分层扫描超声加工及微细超声复合加工,最后总结了微细超声加工未来发展趋势 关键词:微细超声加工;旋转超声加工;成形加工;分层扫描;微细超声复合加工 Current Situation and application of micro ultrasonic machining Abstract:Through describing the machining principle、material removal mechanism and characteristics of micro-ultrasonic machining, this paper emphasize on the development and application of micro ultrasonic machining at home and abroad. And the application includes rotary ultrasonic machining, molding process and layered scanning ultrasonic machining and micro-ultrasonic composite processing. Finally the future development trend of micro ultrasonic machining is summarized. Key words:micro-ultrasonic machining rotary ultrasonic machining molding process layered scanning micro-ultrasonic composite processing 前言 科技的日新月异不仅对材料的性能提出了更高的要求,同时对具有微小特征的精密零件有了越来越多的需求。尤其在电子、光学、医疗、生物科技、通信以及航天等领域,零件的小型化和精密化已经成为当前的发展趋势[1,2]。随着微机械(Micro Electro Mechanical System)技术的发展,高新技术产品呈现微型化、精确化,晶体硅、陶瓷和光学玻璃等非金属材料得到广泛应用,微细加工成为现代制造技术重要的发展方向。 MEMs技术具有集成度高、便于大批量生产等优点。但是这种方法难以加工具有特殊性质的金属材料,例如一些极限作业环境下所要求的高强度、高韧性、耐磨、耐高温、抗疲劳等性能的材料。微细切削与某些特种加工相比,生产率高、容易保证加工精度。但是,这类加工方法都存在宏观切削力,而且不能加工比刀具硬的材料。 特种加工方法采用各种物理、化学及其各种理化效应,直接去除材料以达到所要求的形状和尺寸。它们多属于非接触加工,一般没有宏观切削力作用。因此它们在加工微小尺度的零件时具有独特的优越性。目前适合硬脆材料的材料加工手段有光刻加工、电火花加工、激光加工和超声加工等特种加工技术。但是对于晶体硅和陶瓷等非金属材料,材料本身不导电,所以无法用电火花和电化学等方法加工;材料的耐高温和导热性不好,激光加工时加工区域会受热影响作用而开裂;光刻加工虽然可以加工非金属材料同时不受导热性的影响,但是在加工高深径比和复杂三维型腔时难度依然很大。而超声波加工既不受材料导电性和导热性的限制,又可以加工出深径比很大且形状复杂的三维型腔,尤其适用于硬脆性材料的加工。所以超声加工在加工陶瓷和半导体硅等非金属硬脆材料上有得天独厚的优势。随着压电材料及电子技术的发展,微细超声、旋转超声、超声复合等加工技术成为了当前超声加工研究的热点。 1微细超声加工的特点和原理 声波是人耳能感受的一种纵波,频率在16Hz-16kHz。“超声波”,用来描述频率高于人
模数齿轮计算公式: 名称代号计算公式 模数m m=p/π=d/z=da/(z+2) (d为分度圆直径,z为齿数)齿距p p=πm=πd/z 齿数z z=d/m=πd/p 分度圆直径 d d=mz=da-2m 齿顶圆直径da da=m(z+2)=d+2m=p(z+2)/π 齿根圆直径df df=d-2.5m=m(z-2.5)=da-2h=da-4.5m 齿顶高ha ha=m=p/π 齿根高hf hf=1.25m 齿高h h=2.25m 齿厚s s=p/2=πm/2 中心距 a a=(z1+z2)m/2=(d1+d2)/2 跨测齿数k k=z/9+0.5 公法线长度w w=m[2.9521(k-0.5)+0.014z]
13-1 什么是分度圆?标准齿轮的分度圆在什么位置上? 13-2 一渐开线,其基圆半径r b=40 mm,试求此渐开线压力角=20°处的半径r和曲率半径ρ的大小。 13-3 有一个标准渐开线直齿圆柱齿轮,测量其齿顶圆直径d a=106.40 mm,齿数z=25,问是哪一种齿制的齿轮,基本参数是多少? 13-4 两个标准直齿圆柱齿轮,已测得齿数z l=22、z2=98,小齿轮齿顶圆直径d al=240 mm,大齿轮全齿高h=22.5 mm,试判断这两个齿轮能否正确啮合传动? 13-5 有一对正常齿制渐开线标准直齿圆柱齿轮,它们的齿数为z1=19、z2=81,模数m=5 mm,压力角 =20°。若将其安装成a′=250 mm的齿轮传动,问能否实现无侧隙啮合?为什么?此时的顶隙(径向间隙)C 是多少? 13-6 已知C6150车床主轴箱内一对外啮合标准直齿圆柱齿轮,其齿数z1=21、z2=66,模数m=3.5 mm,压力角=20°,正常齿。试确定这对齿轮的传动比、分度圆直径、齿顶圆直径、全齿高、中心距、分度圆齿厚和分度圆齿槽宽。 13-7 已知一标准渐开线直齿圆柱齿轮,其齿顶圆直径d al=77.5 mm,齿数z1=29。现要求设计一个大齿轮与其相啮合,传动的安装中心距a=145 mm,试计算这对齿轮的主要参数及大齿轮的主要尺寸。 13-8 某标准直齿圆柱齿轮,已知齿距p=12.566 mm,齿数z=25,正常齿制。求该齿轮的分度圆直径、齿顶圆直径、齿根圆直径、基圆直径、齿高以及齿厚。 13-9 当用滚刀或齿条插刀加工标准齿轮时,其不产生根切的最少齿数怎样确定?当被加工标准齿轮的压力角 =20°、齿顶高因数h a*=0.8时,不产生根切的最少齿数为多少? 13-10 变位齿轮的模数、压力角、分度圆直径、齿数、基圆直径与标准齿轮是否一样? 13-11 设计用于螺旋输送机的减速器中的一对直齿圆柱齿轮。已知传递的功率P=10 kW,小齿轮由电动机驱动,其转速n l=960 r/min,n2=240 r/min。单向传动,载荷比较平稳。 13-12 单级直齿圆柱齿轮减速器中,两齿轮的齿数z1=35、z2=97,模数m=3 mm,压力=20°,齿宽b l=110 mm、b2=105 mm,转速n1=720 r/min,单向传动,载荷中等冲击。减速器由电动机驱动。两齿轮均用45钢,小齿轮调质处理,齿面硬度为220-250HBS,大齿轮正火处理,齿面硬度180~200 HBS。试确定这对齿轮允许传递的功率。 13-13 已知一对正常齿标准斜齿圆柱齿轮的模数m=3 mm,齿数z1=23、z2=76,分度圆螺旋角β=8°6′34″。试求其中心距、端面压力角、当量齿数、分度圆直径、齿顶圆直径和齿根圆直径。 13-14 图示为斜齿圆柱齿轮减速器 1)已知主动轮1的螺旋角旋向及转向,为了使轮2和轮3的中间轴的轴向力最小,试确定轮2、3、4的螺旋角旋向和各轮产生的轴向力方向。 2)已知m n2=3 mm,z2=57,β2=18°,m n3=4mm,z3=20,β3应为多少时,才能使中间轴上两齿轮产生的轴向
齿轮基本参数:螺纹计算公式 1、齿数Z 闭式齿轮传动一般转速较高,为了提高传动的平稳性,减小冲击振动,以齿数多一些为好,小一些为好,小齿轮的齿数可取为z1=20~40。开式(半开式)齿轮传动,由于轮齿主要为磨损失效,为使齿轮不致过小,故小齿轮不亦选用过多的齿数,一般可取z1=17~20。 为使齿轮免于根切,对于α=20o的标准支持圆柱齿轮,应取z1≥17。Z2=u·z1。 2、压力角α rb=rcosα=1/2mzcosα 在两齿轮节圆相切点P处,两齿廓曲线的公法线(即齿廓的受力方向)与两节圆的公切线(即P点处的瞬时运动方向)所夹的锐角称为压力角,也称啮合角。对单个齿轮即为齿形角。标准齿轮的压力角一般为20‖。在某些场合也有采用α=14.5°、15°、22.50°及25°等情况。 3、模数m=p/ π 齿轮的分度圆是设计、计算齿轮各部分尺寸的基准,而齿轮分度圆的周长=πd=z p 模数m是决定齿轮尺寸的一个基本参数。齿数相同的齿轮模数大,则其尺寸也大。 4、齿顶高系数和顶隙系数—h*a 、C* 两齿轮啮合时,总是一个齿轮的齿顶进入另一个齿轮的齿根,为了防止热膨胀顶死和具有储成润滑油的空间,要求齿根高大于齿顶高。为次引入了齿顶高系数和顶隙系数。 正常齿:h*a =1;C*=0.25 短齿:h*a =0.8;C*=0.3 一般的直齿圆柱齿轮,啮合的条件是: 模数相等,压力角相等 一、60°牙型的外螺纹中径计算及公差(国标GB 197/196) a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值 公式表示:d/D-P×0.6495 例:外螺纹M8螺纹中径的计算 8-1.25×0.6495=8-0.8119≈7.188 b.常用的6h外螺纹中径公差(以螺距为基准) 上限值为‖0‖ 下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118 P1.5-0.132 P1.75-0.150 P2.0-0.16 P2.5-0.17
利用旋转超声加工技术加工陶器 旋转超声加工技术为陶瓷和玻璃的加工应用上提供快速的高质量的加工途径。 旋转超声加工技术是一种混合了利用钻石磨削超声机械来切削材料的工艺,和那些单独利用钻石磨削或者超声加工技术相比,它可以提供一个更高的材料切削速率。通过利用钙、铝、硅酸盐和稳定的氧化镁、氧化锆来做实验可以得出在同样的条件下利用旋转超声加工技术加工材料的切削速率是利用惯例的磨削加工工艺的六到十倍,是超声加工技术的十倍。利用旋转超声加工技术来打很深的洞比超声加工技术更容易,而且洞的精确性更高。这种工艺的其他好处包括有一个更好的表面光洁度和刀具所受到的压力也会更小。 图1 在超声加工中,刀具的形状正好和工件表面的洞或腔的形状一致,在两万赫兹的高速频率中摆动,利用一个恒定的压力插入工件表面(见图1)。在刀尖和工件表面加上一种由水和小磨粒组成的磨粉浆。当磨粒悬浮在刀具和工件表面的
泥浆中时,工件表面的材料被切削掉了,利用震动刀具往下走来作用在工件表面。 图2 在旋转超声加工中,当机器的轴在一个恒定的压力下被动的靠近工件表面是,一个用金属黏合带腐蚀性的钻石做成的空心旋转钻头在轴向做超声震动(见图2)。空心的钻头中喷出冷却液冲走切削垃圾,同时防止切削垃圾干扰钻头,并且让它冷却。通过刀具上直接黏合的腐蚀物,并且结合同时发生的转动和震动,旋转超声加工技术为多种玻璃和陶瓷生产应用提供了一个更快,更高质量的加工途径。 旋转超声加工的历史 尽管超声加工的原理在1927年被认识到,超声加工技术的第一次使用没有在工业文明中被描述直到1940年。自从那是以后,超声加工被引起很大的注意,并被运用在工业中相对很大的领域。在1953年到1954年,第一代超声加工工具的发明,很大程度上是依据钻头和压磨机。到1960年,可以看到各种类型和尺寸的超声加工工具运用在各种运用上,同时很多模型开始进行批量生产。 在陶瓷的应用中,超声加工和普通机械加工相比有很多的优势。导体和绝缘体材料都可以被加工,同时加工复杂的三维立体外形可以像加工简单的外形一样
精密和超精密砂带磨削时磨削机理的研究现状及发展趋势 机电工程系 20124329049 齐伟 摘要:介绍了砂带磨削的特点、应用及关键技术,论述了砂带磨削技术的发展趋势。砂带磨削作为一种新的加工技术,在国外已得到广泛应用,发展非常迅速。砂带磨削是一种高效率、低成本、多用途的磨削加工新方法,它对于各种材料及形状零件加工的适应性和灵活性远超过常规砂轮磨削工艺。 关键词:砂带;磨削;砂带磨削 目录 一、砂带磨削的机理和特点 (1)
二、国内外砂带磨削技术的研究及应用现状 (3) 三、砂带磨削趋势 (6) 引言: 随着汽车、建材、航空及轻工业的进步和发展, 对金属材料和非金属材料特别是难加工材料如不锈钢、钛合金、半导体材料、陶瓷材料等的表面加工质量、
精度、完整性等提出了更高要求, 若采用传统的车削、铣削等工艺方法难以满足这些要求。而砂带磨削作为一种磨削和抛光的新工艺, 是一种优质、高效、低耗的加工方法, 已成为精密、超精密加工的有效方法之一, 在各行各业发挥着越来越大的作用, 现已成为国内外材料和机械交叉学科中引人注目的领域, 具有很大的发展潜力。 一、砂带磨削的机理和特点 1.砂带的结构特点: 砂带是特殊形态的多刀、多刃的切削工具,其切削功能主要是由粘附在基底上的磨粒来完成。 如上图所示,砂带由基材、磨料和粘结剂三要素组成。基材可以是布或纸;粘接剂为胶或人造树脂;磨料可为刚玉、碳化硅或者玻璃砂等。基材在运动的过程中采用高压静电植砂的办法粘结上磨粒,因此砂带上的磨粒几乎都是垂直于基底,锐端向外,定向排列,分布均匀,多刃也基本上是等高排列的。 2.砂带磨削的切削原理: 砂带磨削是根据工件的形状与大小,以相应的方式,使高速运转的砂带与工件表面接触进行磨削或抛光的一种新工艺。 砂带机一般由电机、砂带、接触轮、张紧轮、张紧弹簧与支架、吸尘器及其它辅助部件等组成: 接触轮通常多采用橡胶轮,具有弹性接触的性能,并能在磨削的过程中起一定
基金项目:国家科技重大专项(2014ZX04001-191);秦川机床工具集团股份公司科研项目(科研工作令2014G-科研-035号)收稿日期:2016年1月 大型齿轮磨削装备的关键技术 郭召 秦川机床工具集团股份公司 引言 目前,我国正在大力发展海洋资源勘探装备、大型舰艇、风电、核电、高速机车、航空航天、军工、大型工程机械等新兴产业。这些行业要求齿轮传动在高速、重载、冲击多变及恶劣工况下具有高可靠性、长寿命、高传动效率和低噪音的工作性能。大型、高精度硬齿面齿轮是重型机械传动行业中关键的动力传动元件,这些行业的快速发展造成对大型齿轮磨削装备的需求扩大。 大型磨齿装备概况 传统的大型齿轮精密磨削加工多采用锥面砂轮磨齿机展成磨削,砂轮和工件齿面为点接触,工件分度运动采用蜗轮副单齿分度,加工效率低,上世纪90年代逐渐被淘汰。德国KAPP公司在20世纪80年代初,开发了应用CBN砂轮的成形磨齿机,由于CBN砂轮万能性差,制造价格昂贵,没有得到普及推广。到2 0世纪90年代末期,随着计算机技术及数控技术发展成熟,德国NILES及Pfauter、意大利Sampustensili等多家公司相继推出应用可修整普通砂轮的数控成形砂轮磨齿机。机床操作界面实现人机对话,用户仅需输入磨削齿轮参数,即可完成成形砂轮截形计算及修整,实现工件自动循环磨削。 近年来,大型数控成形磨齿机发展呈现出以下特点:机床集成了在机测量、磨削自动对刀、磨削余量自动分配、磨削状态实时监测、砂轮在机动平衡等先进技术,机床加工精度达到GB/T10095.1-20083级精度,更符合大型、精密齿轮的加工需求。主要的齿轮机床制造商均针对大型齿轮的加工提出各自的解决方案。 (1)德国KAPP-NILES 德国卡帕集团拥有ZE系列、ZP系列、ZPI系列、ZPB系列多款大型磨齿机,为用户提供大型齿轮加工方案。齿轮最大加工直径8m,最大模数 40mm。NILES磨齿机的特点是采用模块化设计,加工直径1 m齿轮的机床与加工直径8m齿轮的机床采用同一磨削功能模块,仅在机床转台和床身长度上有区分。机床基础大件采用球墨铸铁浇铸,相比传统灰铸铁,大幅提升刚性。 (2)德国霍夫勒 霍夫勒公司是德国第二家大型磨齿机制造商,开发了R APID系列、RAPID—MFM系列和RAPID—AI系列大型磨齿机,最大加工直径6m,最大模数50mm。特点在于机床床身、立柱等基础大件采用矿物铸件制造,吸振性、热稳定性性能优越。机床采用直线电机驱动,响应快,无磨损,精度保持性好。机床回转轴采用力矩电机直接驱动,尤其是在机床磨削角控制轴率先采用了力矩电机直驱技术。 (3)美国Gleason-Pfauter 格里森公司以生产螺旋伞齿轮加工设备著称,和德国Pfauter公司联合后,充分吸收Pfauter公司在大型精密滚齿机方面的丰富经验,结合自身在齿轮磨削技术方面的积累,开发了P系列大型磨齿机。双齿面无扭曲磨削工艺可减少50%的精加工时间,独特的新优化磨削(OPTIGRIND)技术可同时使用三个或更多的砂轮,以替代单片砂轮,效率、精度、表面质量兼顾。 (4)意大利桑普 意大利桑普坦斯利公司推出了HG系列大型磨齿机,将滚齿及磨齿进行复合。在一台机床上,可以实现粗、精加工。机床配备自动换刀装置,实现滚刀与砂轮的自动切换。 (5)中国秦川 国内大型磨齿装备研发起步较晚,秦川机床厂在2000年开始研制数控成形磨齿机,2004年推出第一款大型数控磨齿机YK73125,十多年来开发了YK7363、YK7380/A、YK73100、YK73125/A、YK73200、YK73400、YK75200系列大规格数控成形磨齿机,形成了系列化产品,产品销售100多台,解决了我国重型机械传动的关键动力元件加工问题, 提高了大型、高速、重载硬齿面齿轮磨削精度,实现了高速、重载、平稳、高寿命传动。 0 8工具技术
各种齿轮相关的计算公式大全 渐开线圆柱齿轮各部分计算公式 代号 计算公式 模数 m 根据设计或测绘定出 齿数 z 根据运动要求选定。 z 1 为主动齿轮, z 2 为从东齿轮。 分度圆直径 d d 1 1, 2 2 =mz d =mz 齿顶高 h a a h =m 齿根高 h f f h = 齿高 h h= 齿顶圆直径 d a 1 1 , 2 2 da =m(z +2) da =m(z +2) 齿根圆直径 d f f1 f2 =m d =m ,d 齿距 p p=πm 中心距 a a=1/2(d 1 2 1 2 +d )=m/2(z +z ) 传动比 i i=n 1 2 2 1 2 1 /n =d /d =z /z 斜齿分度圆 β cos β =[(大小齿数和 )×模数÷ 2]÷中心距 螺旋角 圆锥齿轮各部分计算公式 名称 代号 计算公式 分度圆锥角 δtan δ 1= z 1 2 δ -δ 或 tan δ = / z , 2=901 2 z2/z1 分度圆直径 d 齿顶高 h a 齿根高 h f 齿高 h 齿顶圆直径 d a 齿根圆直径 d f d 1=mz 1, d 2=mz 2 h a =m h f = h= h a + h f da=m(z+2cos δ) d f =m δ )
外锥距R R=mz/2sinδ蜗杆各部分计算公式 名称代号分度圆直径 d1 齿顶高h a1 齿根高h f1 齿高h1 齿顶圆直径d a1 齿根圆直径d f1 轴向齿距p x 导程角γ导程p2 计算公式d1=mq( q 为蜗杆直径系数) h a1=m h f1= h a1+c=m+= h1=h a1+ h f1= d a1=d1+2ha1=mq+2m=m( q+2)d f1=d1-2 h f1== m () p x =πm tanγ= mz1/d1 =z1/q p2=πmz1 标准模数与蜗杆的直径系数 m/m 1 2 m q 1 1 9 1 1 8 6 4 7 m( q) ,,,18) (,,,) 4(, 10,,) 5(8,10,, 18)
第2章渐开线圆柱齿轮几何参数设计计算 2.1 概述 渐开线圆柱齿轮设计是齿轮传动设计中最常用、最典型的设计,掌握其设计方法是齿轮设计者必须具备的,对于其它类型的传动也有很大的帮助。在此重点讨论渐开线圆柱齿轮设计的设计技术。 2.2 齿轮传动类型选择 直齿(无轴向力) 斜齿(有轴向力,强度高,平稳) 双斜齿(无轴向力,强度高,平稳、加工复杂) 2.3 齿轮设计的主要步骤 多级速比分配 单级中心距估算 齿轮参数设计 齿轮强度校核 齿轮几何精度计算 2.4 齿轮参数设计原则 (1) 模数的选择 模数的选择取决于齿轮的弯曲承载能力,一般在满足弯曲强度的条件下,选择较小的模数,对减少齿轮副的滑动率、増大重合度,提高平稳性有好处。但在制造质量没有保证时,应选择较大的模数,提高可靠性,模数増大对动特性和胶合不利。 模数一般按模数系列标准选取,对动力传动一般不小于2 对于平稳载荷:mn=(0.007-0.01)a 对于中等冲击:mn=(0.01-0.015)a 对于较大冲击:mn=(0.015-0.02)a (2)压力角选择 an=20 大压力角(25、27、28、30)的优缺点:
优点:齿根厚度和渐开线部分的曲率半径增大,对接触弯曲强度有利。齿面滑动速度减小,不易发生胶合。根切的最小齿数减小。缺点:齿的刚度增大,重合度减小,不利于齿轮的动态特性。轴承所受的载荷增大。过渡曲线长度和曲率半径减小,应力集中系数增大。 小压力角(14.5、15、16、17.5、18)的优缺点: 优点:齿的刚度减小,重合度增大,有利于齿轮的动态特性。轴承所受的载荷减小。缺点:齿根厚度和渐开线部分的曲率半径减小,对接触弯曲强度不利。齿面滑动速度增大,易发生胶合。根切的最小齿数增多。 (3)螺旋角选择 斜齿轮螺旋角一般应优先选取整:10-13. 双斜齿轮螺旋角一般应优先选取:26-33. 螺旋角一般优先取整数,高速级取较大,低速级取较小。 考虑加工的可能性。 螺旋角增大的优缺点: 齿面综合曲率半径增大,对齿面接触强度有利。 纵向重合度增大,对传动平稳性有利。 齿根的弯曲强度也有所提高(大于15度后变化不大)。 轴承所受的轴向力增大。 齿面温升将增加,对胶合不利。 断面重合度减小。 (4)齿数的选择 最小齿数要求(与变位有关) 齿数和的要求 齿数互质要求 大于100齿的质数齿加工可能性问题(滚齿差动机构) 高速齿轮齿数齿数要求 增速传动的齿数要求 (5)齿宽和齿宽系数的选择 一般齿轮的齿宽由齿宽系数来确定, φa=b/a φd=b/d1 φm=b/mn φa=(0.2-0.4)
标准齿轮模数尺数通用计算公式 齿轮的直径计算方法: 齿顶圆直径=(齿数+2)×模数 分度圆直径=齿数×模数 齿根圆直径=齿顶圆直径-(4.5×模数) 比如:M4 32齿34×3.5 齿顶圆直径=(32+2)×4=136mm 分度圆直径=32×4=128mm 齿根圆直径=136-4.5×4=118mm 7M 12齿 中心距D=(分度圆直径1+分度圆直径2)/2 就是 (12+2)×7=98mm 这种计算方法针对所有的模数齿轮(不包括变位齿轮)。 模数表示齿轮牙的大小。 齿轮模数=分度圆直径÷齿数 =齿轮外径÷(齿数-2) 齿轮模数是有国家标准的(GB1357-78) 模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45 模数标准系列(尽可能不用)3.25,3.75,6.5,11,30 上面数值以外为非标准齿轮,不要采用! 塑胶齿轮注塑后要不要入水除应力 精确测定斜齿轮螺旋角的新方法
Circular Pitch (CP)周节 齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示 径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言 径节与模数有这样的关系: m=25.4/DP CP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模 1) 什么是「模数」? 模数表示轮齿的大小。 R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。 除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。 【参考】齿距是相邻两齿上相当点间的分度圆弧长。 2) 什么是「分度圆直径」? 分度圆直径是齿轮的基准直径。 决定齿轮大小的两大要素是模数和齿数、 分度圆直径等于齿数与模数(端面)的乘积。 过去,分度圆直径被称为基准节径。最近,按ISO标准,统一称为分度圆直径。 3) 什么是「压力角」? 齿形与分度圆交点的径向线与该点的齿形切线所夹的锐角被称为分度圆压力角。一般所说的压力角,都是指分度圆压力角。 最为普遍地使用的压力角为20°,但是,也有使用14.5°、15°、17.5°、22.5°压力角的齿轮。 4) 单头与双头蜗杆的不同是什么? 蜗杆的螺旋齿数被称为「头数」,相当于齿轮的轮齿数。 头数越多,导程角越大。 5) 如何区分R(右旋)?L(左旋)? 齿轮轴垂直地面平放 轮齿向右上倾斜的是右旋齿轮、向左上倾斜的是左旋齿轮。 6) M(模数)与CP(周节)的不同是什么? CP(周节:Circular pitch)是在分度圆上的圆周齿距。单位与模数相同为毫米。 CP除以圆周率(π)得M(模数)。 M(模数)与CP得关系式如下所示。 M(模数)=CP/π(圆周率) 两者都是表示轮齿大小的单位。 (分度圆周长=πd=zp d=z p/π p/π称为模数) 7)什么是「齿隙」? 一对齿轮啮合时,齿面间的间隙。 齿隙是齿轮啮合圆滑运转所必须的参数。 8) 弯曲强度与齿面强度的不同是什么? 齿轮的强度一般应从弯曲和齿面强度的两方面考虑。 弯曲强度是传递动力的轮齿抵抗由于弯曲力的作用,轮齿在齿根部折断的强度。齿面强度是啮合的轮齿在反复接触中,齿面的抗摩擦强度。 9) 弯曲强度和齿面强度中,以什么强度为基准选定齿轮为好? 一般情况下,需要同时讨论弯曲和齿面的强度。 但是,在选定使用频度少的齿轮、手摇齿轮、低速啮合齿轮时,有仅以弯曲强度选定的情况。最终,应该由设计者自己决定。 10) 什么是螺旋方向与推力方向? 轮齿平行于轴心的正齿轮以外的齿轮均发生推力。 各类型齿轮变化如下所示。
如何解决砂带在磨削过程中容易出现的问题 及砂带磨削的特点 砂纸:https://www.doczj.com/doc/f08461230.html,/ 1、砂带在磨削过程中容易出现的问题及解决方法 (1) 砂带太软 这个问题一般都发生在动物胶的砂带上特别是雨季,动物胶容易吸潮而发软发粘,因此,在雨季或潮湿的在地区应选用半树脂或全树脂粘结剂生产的砂带。对动物胶的砂带不宜过早折开砂带包装物,以避免过度吸潮。如有条件时,再受过潮动物胶再凉干或烘干亦可,但温度不宜过高,以免胶层起泡或焦化。 (2) 磨料容易钝,但不脱落 砂带磨削时,若接触轮太软,则容易出现砂面的磨料虽不脱落但不锋利的状况。如有这种情况的发生,应该增加磨削的压力或更换较硬的接触轮或更换齿轮较宽的接触轮或者更换小直径的接触轮,或者降低砂带的线速度等等,则可以解决砂面不锋利的状况。 (3) 容易脱砂,基底外露 这主要是磨粒粘结不牢,应更换砂带。或者选用较软的接触轮或较大直径的接触轮,以增大砂带的曲率半径,减少磨削压力,或者选用较窄齿轮的接触轮,以提高砂带的线速度。(4) 磨料层堵塞 主要是砂带选择的不对路,若加工油漆,宜选用有特殊涂层的砂带,如加工铝合金、不锈钢、铜等软金属材料时,宜选用抗润滑,抗冷却剂的耐水砂带,以抗水抗潮,磨削木材及其制品时,宜选用黑碳化硅或棕刚玉的磨料。 2、砂带保管注意事项 无论是动物胶或者是全树脂的砂带,都会受气候的影响而产生一定的变化,尤其是动物胶产品的影响最大,即或是半树脂、全树脂的产品因为基体是植物纤维又未经过耐水处理,在不同气候条件下也会产生物理变化。如在室内湿度太大的地方存放太久,就会过多的吸潮而产生卷曲。朝砂面卷曲的原因是粘结剂层与基体吸潮的程度不同,基体吸潮量较多,因而膨胀。若继续吸潮,再加上温度上升,则会发生霉变,导致砂带无法使用。若存放的地方湿度太小,即气候干燥,则产品中的水分过度散发,基本面产生收缩,因而产品容易向基体面卷曲。严重时,产品发脆,容易断裂。因此,砂布等涂附磨具应保存在阴凉、干燥、通风的仓库内。最佳的保管条件是温度15-20C室内相对湿度50-60%。 此外,产品在使用前不宜过早的开箱,开包,最好是随用随开,最多在用前两天开箱为宜。包装好的砂箱,不宜受重压,以免导致砂带折痕,无法使用。半树脂、动物胶的砂带,一般不应超过一年。全树脂砂带不宜超过两年。超过上述期限时,砂带应重新经过检查,确认无问题后方能使用。 砂带在使用前,应提前2-3天将砂带送到工作现场,并将其悬挂起来,使其与工作环境内的温度、湿度达到平衡,并消除或减轻因包装卷挠而产生的卷曲痕迹。 上部用直径大于100mm的空心钢管,管长应大于砂带的宽度。下部要压一直径大于150mm 的空心钢管,上下拉直后放在现场存放。
徐州科源液压股份有限公司生产的合金钢齿轮,表层经渗碳淬火硬化后,在磨齿轮端面时发现裂纹、剥落及烧伤痕迹。根据齿轮渗碳层金相组织的显微分析,可以看出组织为马氏体、残余奥氏体和碳化物。其中,残余奥氏体含量(体积分数)约在30%,碳化物级别为3级。按照《JB/T6141.3-1992重载齿轮渗碳金相检验》标准评判,此金相组织为4级,残余奥氏体含量较高,致使磨削时组织转变量较多,表面应力较大,存在磨削裂纹潜在危险。1显微组织观察与显微硬度测试1.1显微组织分析 根据齿轮心部的显微分析,看到组织为板条状马氏体。 根据表面组织的显微分析, 可以看出磨削平面表层为一较薄的亮层,次表层为颜色较暗的回火层。再往里才过渡到低温回火处理的正常组织。组织分布说明,零件磨削过程中,表层已被加热到奥氏体温度,因未经回火,质地坚硬,难以腐蚀,故在金相试样上呈白亮层。白亮层为二次淬火形成的马氏体组织。该组织的形成是由于磨削区磨削进给量非常大或冷却不足时, 磨削区的温度非常高,达到了奥氏体化临界温度以上,随后冷却时形成了淬火马氏体组织。此时,组织变化造成体积比随之变化,产生了压应力。次表层温度虽也较高, 但在相变温度下却高于低温回火温度,故在磨削过程中继续回火转变,成为回火索氏体和回火屈氏体。该组织容易接受腐蚀, 在金相试样上呈暗黑色,受磨削热的影响,温度可达到200~500℃,致使残留奥氏体转变生成马氏体。这一转变使体积比增大,在工件内部产生相变应力,再加上砂轮磨削工件时所造成的撕裂应力,造成磨削裂纹。1.2硬度及渗碳层深度检测 切割制样,对截面试样进行硬度检测,即在垂直于磨削平面的深度上测其显微硬度。根据测量结果,表面白亮层硬度很高;次层的低硬度与回火温度相对应;往内部的低温回火过渡时,硬度却又升高,并在一定深度范围内保持一定值;直到超过渗碳层后,硬度值逐渐下降。金相法测得渗碳层深1.2~1.4mm ,符合技术要求。1.3裂纹微观形貌 磨削裂纹断面清洁而无氧化色, 呈脆性形态的断口形貌。显微观察磨削裂纹深度较浅(0.2~0.4mm )并沿晶发展,尾部较细尖,裂纹在次表层分叉。2综合分析 由上述显微组织观察结果与显微硬度测试结果的一致性可判断,此批齿轮磨削时产生了磨削裂纹和浅层剥离,属于典型的磨削开裂。 磨削裂纹是磨削拉应力超过材料断裂强度所致。砂轮的切削是利用砂轮中许多多角形的砂粒形成很多小刀,和工件接触时进行摩擦切削。切削过程中, 刀刃(砂粒)前面的金属受到挤压和撕裂,刀刃后面的金属与砂轮的剧烈摩擦使晶粒受拉和滑移,因而引起金属的弹性与塑性变形。当切削作用停止后,金属表层在弹性变形力的作用下力求恢复原位,因此出现平行磨削轨迹的拉伸应力,但磨削裂纹的形成不仅与磨削条件和工艺有关,还与材质、热处理不良等因素有密切关系。2.1磨削工艺的影响 磨削加工工艺参数对磨削烧伤和裂纹的产生具有决定性作用。磨削时,由于金属的塑性变形以及砂轮与工件的剧烈摩擦,使磨削所消耗的80%的功变成热量。大部分的热量导入工件表面,可以使表面瞬时温度达到800~1000℃,严重时甚至可使表面呈金属融化状态。这种高温势必引起工件表面层组织和性能的改变。磨削变热的特点是瞬间(约0.01s )快速升温,形成很陡的温度梯度,随即又以800~1000℃/s 的速度冷却。受热后表层金属体积膨胀,但受到内层冷金属的制约,引起塑性变形方式缓解,因此产生残余拉应力。温度越高,金属导热性越差;温度梯度越陡,则热应力越大。所以,选择合理的磨削工艺参数尤为重要。 (1)磨削深度的影响。增加磨削深度,单颗粒的切削厚度增大,同时参与切削的磨粒数也增多。因此,在磨削过程中磨削力增大、产生热量增多,导致磨削表面及表层内的温度增加,且受到回火作用的程度与深度也增加。因此,磨削深度的增加加大了工件被烧伤的程度和裂纹的形成。所以,必须严格控制磨削深度, 尤其是硬度较高的工件。(2)砂轮切削速度的影响。提高砂轮切削速度或增大 20CrMnTi 齿轮端面磨削裂纹原因分析 郁 静 (徐州科源液压股份有限公司, 徐州221116)摘要:合金钢表层经渗碳、氮化等硬化的零件,在磨加工时较易发生表面磨削损伤。磨削损伤主要指磨削 烧伤和磨削裂纹。磨削烧伤和磨削裂纹的存在,严重降低了零件的使用寿命,是不允许存在的缺陷。本文将重点讨论在实际生产过程中对该类缺陷的原因分析和排查, 并提出相应的解决措施。关键词:20CrMnTi 合金钢齿轮磨削裂纹 工艺与装备 135
学校代码: 本科毕业设计题目:超声磨削装置设计 学院: 姓名: 学号: 专业: 年级: 指导教师:
摘要 旋转超声磨削是在传统机械磨削的基础上,将超声振动加入到磨削工具上的一种新型的复合加工方法。该方法不仅保留了传统机械磨削的一些优良特性,又因加入超声振动后,能较大地提高加工效率,有效地改善工程陶瓷、复合材料等难加工材料磨削表面质量。本文旨在研制出旋转超声磨削装置,该装置能以附件的形式安装在数控机床上或普通机床上,进行常见表面、甚至一些较复杂型面的旋转超声磨削加工。 关键词:旋转超声磨削,工程陶瓷,碳刷,
ultrasonic machining design Abstract:Rotary ultrasonic grinding (RUG) is a new machining method which integrates rotary movement of traditional grinding with ultrasonic oscillation. This method can keep down some excellent grinding characters of Mechanical grinding, greatly enhance process rate and effectively improve the effect of grinding surface of difficult-to-cut materials (stainless steel and composite material and the like). The aim of this paper is that we design and manufacture the grinding device of rotary ultrasonic machining, This device can be installed on numerical control machine or common machine tool as an accessory and can carry out rotary ultrasonic grinding for usual surface and even some complicated surface. Keyword:rotary ultrasonic grinding, engineering chinaware, carbon brush,
齿轮加工机床的效率、精度、性能等方面介绍 来源:机械专家网发布时间:2009-11-20 机械专家网 随着科学技术和经济的发展,齿轮加工业对于齿轮加工机床的性能要求不断提高,反之,齿轮加工机床制造业对于齿轮加工又具有导向作用,形成有机的联动发展。为此,一批能适应社会科技和经济发展节拍的新产品应运而生;反之,则被淘汰。这在齿轮磨床制造业中尤为突出。像瑞士马格公司(Magg)七十余年来一直以其生产的碟形双砂轮磨齿机在国际市场独显风采,作为磨齿机中最高精度的代表产品,采用展成磨削原理,及其它技术措施,可磨削出三级以上精度的齿轮。但是,马格磨齿机亦有不足之处,主要是:效率低展成磨削为点接触加上碟形砂轮自身强度、刚度限制,不能作深切或强力磨削;生产成本高所需的特殊附件多,如缺口分度板齿数须和工件齿数相匹配,工作基圆要与滚圆盘的直径一致等,工作种类愈多,所需附件愈多。为此,这家世界闻名、历史悠久的公司,于八十年代末被瑞士奥立康公司(Oerllkon)兼并。 国内曾研制出Y7032A、Y7063A、Y7160等碟形双砂轮磨齿机,其中原秦川机床厂制造的Y7032A,其主要性能均达到马格公司同类产品SD-32-X碟形双砂轮磨齿机水平,荣获国家科技进步一等奖。但是,由于高效蜗杆砂轮磨齿机制造技术的成熟应用,碟形双砂轮磨齿机的市场占有率逐年缩小。 从马格公司被兼并的现实,留给人们思考的是两个字:“效率”。效率是物质能量的反映,是生命力的象征。为此,自七十年代末至今,国内外磨齿机发展趋势,一直以高效率、高精度为追求目标。 根据国内外资料介绍,提高磨齿机效率、精度、性能等方面,着重从三个方面入手:一是采用CNC技术;二是采用新型磨削材料CBN砂轮;三是采用新的磨削原理,目前重点集中在蜗杆砂轮和成型砂轮磨削两大类技术上。 --蜗杆砂轮磨齿机-- 随着CNC技术的发展和蜗杆砂轮及成型砂轮磨削技术的日益成熟,其加工精度已经赶上原马格磨齿机水平,而生产效率远高于Magg磨齿机,已为市场和专家公认,近年来占有绝大部分的市场。其中蜗杆砂轮磨齿机的生产效率又高于成型磨齿机,且技术成熟较早,所以市场份额就更大一些。国际上代表当今蜗杆砂轮磨齿机制造水平的首推瑞士莱斯豪尔公司(Reishaue),其代表产品有:NZA、AZA、RZ300E、RZ301S、RZ362、RZ801、RZ820等型号蜗杆砂轮磨齿机。其他制造厂商主要有:美国格里森公司的TAG400、匈牙利Cepel公司的FKP-362-10、PCG326-10PLC等,日本Kashifuji公司的KF200、OKMOTO公司的SHG400,中国秦川公司的YE7232、YK7232、YK7250等型号产品及上海机床厂的YKA7232。 表一:国内外同类蜗杆砂轮磨齿机主要性能、特点对照表 型号瑞士中国秦川匈牙利FKP