
称重法透湿性测试标准ASTM E96概要
摘要:本文详细介绍了ASTM E 96 的内容,并对于关键测试部分以及关键技术参数给予了详细的介绍。关键词:称重法,增重法,减重法,透湿杯,测试环境,密封
透湿性指标是包装材料的主要性能指标之一。随着人们对产品防潮、防水重视程度的增加,阻湿性能更优的包装材料(即包装材料的透湿性更小)已经成为包装材料开发和使用的重点,近几年受到越来越多的关注。包装商、材料供应商、产品制造商以及各检测机构纷纷引进透湿性检测设备,加强对包装材料透湿性能测试的力度。现在市场上销售的透湿性测试仪的主要有称重法(Cup Method)透湿仪和传感器法透湿仪两大类。
ASTM E 96 是称重法测试标准之一,它不但详细介绍了在其它标准中常见的增重法(Desiccant Method),而且还介绍了在透湿性测试领域中与增重法具有同等地位的减重法(Water Method)。
1、称重法概要
称重法是一种独立的透湿性测试方法,测试原理简单明了:在规定的温度、相对湿度下,使试样两侧保持一定的水蒸气压差,测量透过试样的水蒸气量,计算透湿性相关参数。称重法可以分为渗透进入透湿杯的增重法和渗透离开透湿杯的减重法两种方法,它们的测试原理相同。
The purpose of these tests is to obtain, by means of simple apparatus, reliable values of water vapor transfer through permeable and semipermeable materials, expressed in suitable units. These values are for use in design, manufacture, and marketing.(进行这些试验是为了通过简单的设备获得可信的可渗透材料以及半渗透材料的水蒸气透过值。这些测试值将用于设计、生产以及商贸。)
2、增重法与减重法的测试原理
ASTM E 96将增重法和减重法都视为基础测试方法。The test methods are limited to specimens not over 11/4in. ( 32mm ) in thickness……Two basic methods, the Desiccant Method and the Water Method, are provided for the measurement of permeance.(这两种试验方法可用于检测厚度不大于11/4in.(32mm)的试样……增重法和减重法两种基本方法都可以用来检测试样的水蒸气透过系数。)
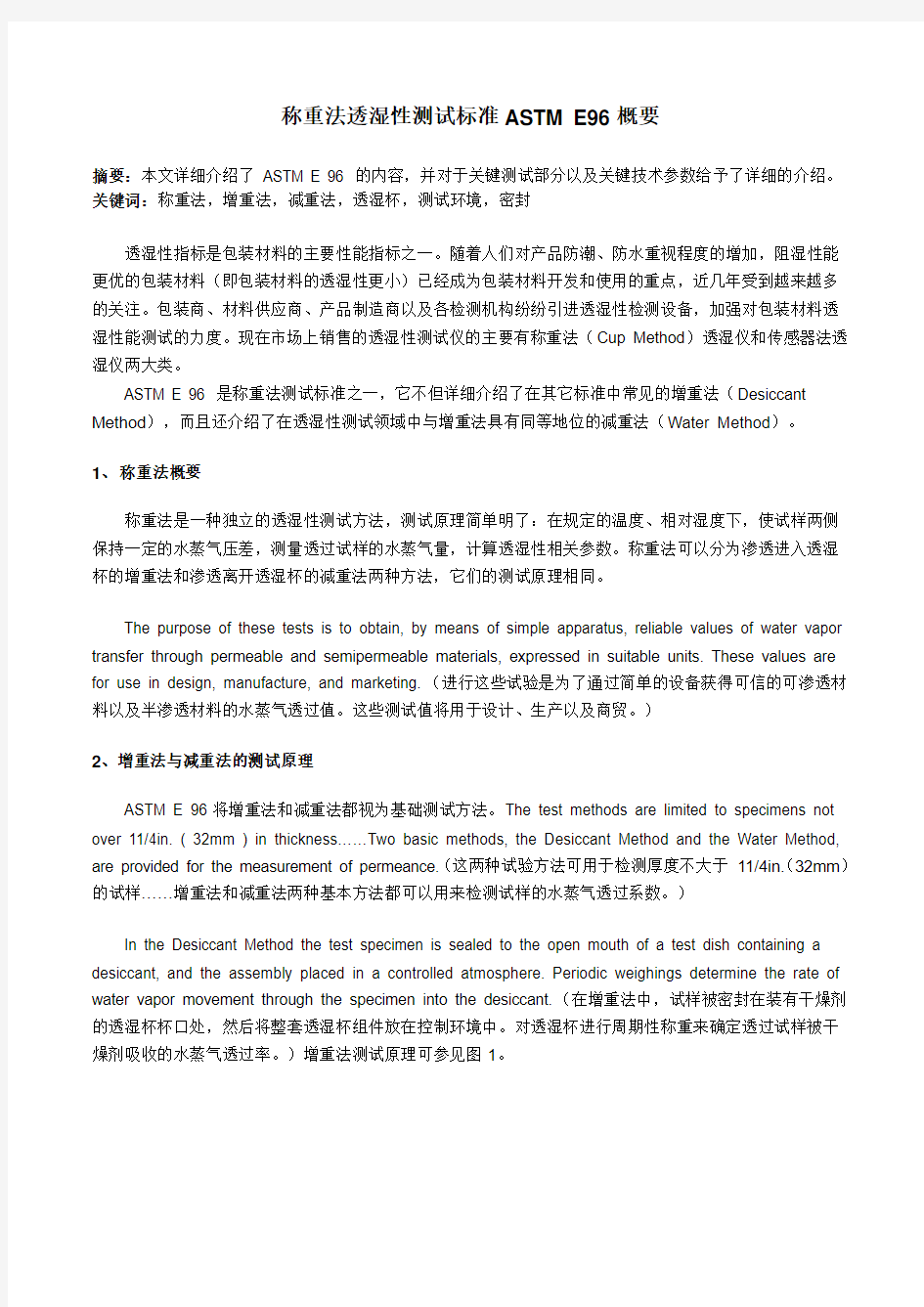
In the Desiccant Method the test specimen is sealed to the open mouth of a test dish containing a desiccant, and the assembly placed in a controlled atmosphere. Periodic weighings determine the rate of water vapor movement through the specimen into the desiccant.(在增重法中,试样被密封在装有干燥剂的透湿杯杯口处,然后将整套透湿杯组件放在控制环境中。对透湿杯进行周期性称重来确定透过试样被干燥剂吸收的水蒸气透过率。)增重法测试原理可参见图1。
图1. 增重法测试原理
In the Water Method, the dish contains distilled water, and the weighings determine the rate of vapor movement through the specimen from the water to the controlled atmosphere.(在减重法中,透湿杯中盛有蒸馏水,通过称重数据确定从蒸馏水一侧渗透通过试样进入控制环境中的水蒸气透过率。)图2 为减重法测试原理图。
图2. 减重法测试原理
The vapor pressure difference is nominally the same in both methods except in the variation, with extremes of humidity on opposite sides.(两种测试方法的水蒸气压差相同,都是试样一侧极湿而另一侧极干,只是水蒸气压差相对于试样的方向有变化。)
这里需要对称重法的适用范围加以说明:ASTM E 96不仅适用于检测塑料薄膜、纸张、纤维板等包装材料的水蒸气透过率,而且还可以检测gypsum(石膏)、plaster products(石膏制品)、wood products (木材制品)的透湿性,因此标准中对试样的厚度要求非常宽松。对于很厚的试样,防止试样出现边缘泄漏是最重要的一点。但是在包材检测领域中很少会有很厚的试样,因此在之后的标准介绍中就不再涉及这种厚度过大的建材检测及其使用的相应设施,尽管这些也是ASTM E 96的一部分内容。
3、试验实现
进行称重法试验至少需要以下3部分设备组件:透湿杯、测试环境、以及称重系统。
3.1 透湿杯
The test dish shall be of any noncorroding material, impermeable to water or water vapor. It may be
of any shape. Light weight is desirable. A large, shallow dish is preferred, but its size and weight are limited when an analytical balance is chosen to detect small weight changes.(透湿杯应采用任何不腐蚀的、并且水或水蒸气无法渗透的材料。它可以是任意的形状。最好重量轻。首选透湿杯是大而浅的杯子,但是
选定了用于检测微小重量变化的分析天平后它的尺寸和重量也就受到了一定的限制。)Different depths may be used for the Desiccant Method and Water Method, but a 3/4in. ( 19mm ) depth ( below the mouth ) is satisfactory for either method.(用于增重法和减重法的透湿杯深度可以不同,但一般深度在(杯口之下)
3/4in.(19mm)对于两种试验方法都很合适。)
如果试样容易皱折或是歪曲的话,需要在透湿杯杯口上加一个外缘或是支架以起到支撑试样的作用。
一般情况下,过薄的试样多需要使用外缘或是支架来辅助试验。
3.2 测试环境
在ASTM E 96中使用测试腔来实现测试环境,要求温度保持在±1℃之内,湿度保持在±2%RH之内。Air shall be continuously circulated throughout the chamber, with a velocity sufficient to maintain uniform conditions at all test locations.(应在测试腔中保持空气的持续循环,空气循环的速度应能足以保持所有的测试位置状态均一。)一般来讲,由于进行透湿性测试的试验温度多要高于实验室环境温度,所以采用单
加热的方式来控温的比较多。
3.3 称重系统
ASTM E 96 中是采用分析天平对透湿杯进行称重的,当然也可以采用其它的称重方式。标准中对分析天平的灵敏度有一定的要求:The balance shall be sensitive to a change smaller than 1% of the weight change during the period when a steady state is considered to exist.(当认为水蒸气的渗透已经进入稳定
状态后,天平对重量变化的灵敏度要小于在一段时间内重量变化的1%。)因此,如果你采用的分析天平的灵敏度较高,那么相应的称重间隔时间就可以比较短,如果你采用的分析天平的灵敏度较低,相应的称重
间隔时间就要延长了很多。采用高精度分析天平或是其它的高精度称重系统,对提高试样的透湿性测试精
度以及缩短试验时间都是有益的。
4、制样
The material shall be sampled in accordance with standard methods of sampling applicable to the material under test. The sample shall be of uniform thickness. If the material is of nonsymmetrical construction, the two faces shall be designated by distinguishing marks.(应按照当前试样的相关取样标准进行材料试样的制取。试样应厚度均一。如果试样为非对称结构,应使用指定符号对试样两面加以区分。)Test specimen shall be representative of the material tested.(测试试样应该能够代表当前测试的材料。)在ASTM E 96 中对在不同情况下的试样制取数目以及试验方式都有详细规定。
Attach the specimen to the dish by sealing ( and clamping if desired ) in such a manner that the dish mouth defines the area of the specimen exposed to the vapor pressure in the dish. Thoroughly seal the edges of the specimen to prevent the passage of vapor into, or out of, or around the specimen edges or any portion thereof.(通过密封(如果需要可用夹紧方式)将试样与透湿杯装夹在一起,这样透湿杯的杯口就确定了试样的试验面积。完全密封试样的边缘以防止水蒸气进入、离开、在试样边缘周围或它的任何部分。)
试样装夹效果的好坏将直接影响到试验结果的准确性,其中最关键的一点就是试样边缘的密封。蜡封和使用密封圈密封是常用的两种密封方式。
蜡封工艺比较复杂,先要按照一定的比例配制密封蜡,并将配制好的蜡加热到熔化状态,再将蜡浇灌到透湿杯的边缘处以密封试样,待蜡冷却定型后再清理透湿杯的边缘。应当特别注意的是当密封蜡的配制成分不同时,在试验过程中蜡的挥发重量也不相同,这就会直接影响试验结果的准确性。
密封圈密封的适应性、可操作性要比蜡封好的多。Gasketed types of seals are also in use on appropriately designed dishes. These simplify the mounting of the specimen, but must be used with caution, since the possibility of edge leakage is greater with gasketed seals than with wax seals.(使用密封圈的密封方式在一些设计适当的透湿杯中也有应用。这简化了试样的装备,但应小心使用,因为使用密封圈的密封方式出现边缘泄漏的可能性比使用密封蜡要大。)
装夹完成的试样可参见图4。
图4. 减重法试样装夹示意图
5、试验过程
整个试验过程可以分为试样的平衡、进行周期性称重以判断试样是否已经达到了渗透平衡,当试样达到渗透平衡后即可停止试验。
5.1 增重法的试验过程
Fill the test dish with desicca nt……Leave enough space so that shaking of the dish, which must be done at each weighing, will mix the desiccant. Attach the specimen to the dish and place it in the controlled chamber……Weigh the dish assembly periodically, often enough to provide eight or ten data points during the test. At first the weight may change rapidly; later a steady state will be reached where the rate of change is substantially constant.(向透湿杯中添加干燥剂……留出足够的空间以满足摇动透湿杯混合杯内干燥剂的目的,这一步是每次称重都必须要做的。将试样装夹在透湿杯上,并将装夹有试样的透湿杯放进测试腔中……对透湿杯进行周期性称重,需要在整个试验中获得8到10组数据。一开始重量可能会迅速变化;之后会达到一个(渗透)稳定的状态,这时的变化率就非常稳定了。)
5.2 减重法的试验过程
Fill the test dish with distilled water……The air space thus allowed has a small vapor resistance, but it is necessary in order to reduce the risk of water touching the specimen when the dish is handled. Such contact invalidates a test on some materials such as paper, wood, or other hygroscopic materials. Attach the specimen to the dish. Weigh the dish assembly and place it in the controlled chamber on a true horizontal surface.(向透湿杯中添加蒸馏水……留出的空气隙可有很小的水蒸气阻抗性能,但是空气隙的存在可减小在处理透湿杯时水接触到试样的风险。这种接触可以使得对一些材料的试验直接无效,例如纸张、木材、以及其它吸湿性材料。将试样装夹在透湿杯上。称量试样、透湿杯组合的重量并将它放置在测试腔中绝对水平的表面上。)之后的试验过程与增重法完全一致:对透湿杯进行周期性称重,直至重量变化率保持恒定。
5.3计算结果
ASTM E 96将试验过程分为增重法和减重法两部分介绍,但是数据处理方法是一致的。
Calculate the water vapor transmission, and permeance as follow.(按照下式计算水蒸气透过率和水蒸气透过系数。)
?G = weight change ( from the straight line ), g(从直线段获得的重量变化量,单位是g)
?t = time, h(时间,单位为h)
?G/t = slope of the straight line, g/h(直线段的斜率,单位是g/h)
? A = test area ( cup mouth area ), m2(测试面积(杯口面积),单位是m2)
?WVT = rate of water vapor transmission, g/h·m2(水蒸气透过率,单位是g/h·m2)
?p = vapor pressure difference, mmHg(水蒸气压差,单位是mmHg)
?S = saturation vapor pressure at test temperature, mmHg(在试验温度下的饱和蒸汽压,单位是mmHg)
?R 1 = relative humidity at the source expressed as a fraction ( the test chamber for desiccant method; in the dish for water method )(在水蒸气一侧的相对湿度,表示为百分数(对于增重法是指测试腔中的相对湿度,对于减重法是指透湿杯中的相对湿度))
?R 2 = relative humidity at the vapor sink expressed as a fraction(在水蒸气吸收侧的相对湿度,表示为百分数)
处理数据通常有两种方式:一种是图形分析,另一种是数字分析。当然现在结合最先进的计算机数据分析处理,不但可以将精确称重采点的间隔无限缩小,更能“图文并茂”地进行数据分析,Labthink TSY-T1和TSY-T3的监控软件(参见图5)不但具有强大的数据分析采集功能,而且还具有作图、数据统计分析等功能。
图5. Labthink TSY-T3监控软件
6、注意事项
6.1 测试环境的选择
A permeance value obtained under one set of test conditions may not indicate the value under a different set of conditions. For this reason, the test conditions should be selected that most closely approach the conditions of use.(在一组试验条件下得到的水蒸气透过系数值不一定能表示试样在其它不同的试验条件下的水蒸气透过系数值。因此,所选择的试验条件应该是最接近实际使用条件的。)在ASTM E 96的附录中给出了几组标准的试验条件以供用户选择。
6.2 试样装夹可能引起误差
When the specimen area is larger than the mouth area, this overlay upon the ledge is a source of error, particularly for thick specimens. The overlay material results in a positive error, indicating excessive water vapor transmission. The magnitude of the error is a complex function of the thickness, ledge width, mouth area, and possibly the permeability.(当试样面积大于杯口面积时,试样在透湿杯边缘的覆盖就成为一个误差来源,尤其是对于较厚的试样。试样覆盖将导致一个正向误差,表示有额外的水蒸气透过。误差的大小是试样厚度、边缘宽度、杯口面积、可能还包括水蒸气透过量的综合影响。)
6.3 试验时间
早期的称重法设备采用的分析天平普遍精度不高,而且人工操作的称重过程可能会给试样的渗透平衡造成一定的影响(如果称重过程能在测试环境中完成的话,这种影响将小一些),因此使用早期称重法设备的测试时间一般较长,一个中阻隔试样的试验时间往往就要长达几天。如今的全自动称重法透湿仪通过改良称重过程使其不但能在控制环境中完成而且可由设备自动实现,并采用高精度测重元件,完成同种中阻隔试样的时间也就是几小时。
6.4 dummy试样
When results of water vapor transmission are expected to be less than 0.05 perm, a dummy specimen is strongly recommended. Such a dummy specimen should be attached to an empty cup in the normal manner. The environmental effects of temperature variation and buoyancy variability due to barometric pressure fluctuation can be arithmetically tared out of the weighing values. This precaution permits earlier and more reliable achievement of equilibrium conditions.(如果预计试样的水蒸气透过系数低于0.05 perm(本标准中1 perm是5.7×10 -11 kg/Pa·s·m2),强烈推荐使用dummy试样。将试样按照通常的装夹方法装夹在空透湿杯上。温度变化以及由于大气压变化引起的浮力变化的这些环境影响可以在称重数据中去除掉。这样做可使得判断进入平衡状态的时间更早而且更加可靠。)As a further precaution when gasketed seals are used instead of preferred sealants, a blank test run is suggested using glass or metal as a dummy specimen.(当使用密封圈来代替首选的密封剂,建议使用玻璃或是金属作为dummy试样进行空白试验。)
7、总结
ASTM E 96是目前编写最全面的称重法测试标准之一,现做简要总结:称重法分为增重法和减重法两种,它们的测试原理相同;透湿杯、测试环境、称重系统是完成称重法的三大主要元件,缺一不可;试样装夹过程繁杂,装夹效果却直接影响试验结果;dummy试样的试验结果对试验结果的分析及计算影响很大,采用专业软件将提供强大的数据分析功能。
本文标题:称重法透湿性测试标准ASTM E96概要
文章地址:https://www.doczj.com/doc/f47962456.html,/cn/article-Permeation-info-11011862.html 版权所有Labthink兰光未经许可禁止转载转载请注明出处
内部机密 产品可靠性测试标准 文件版本:V1.0 江苏中讯数码电子有限公司 企业标准 文档编号 撰写人 审核人 批准人 创建时间 2010.01.01发布 2010.01.01 实施
文件修改履历
目录 一.目的 (4) 二.编制依据 (4) 三.适用范围 (4) 四.定义 (4) 五.主要职责 (4) 六.试验场所 (5) 七.可靠性测试内容 (5) 1.加速寿命测试 (5) 1.1跌落试验 (5) 1.2振动试验 (5) 1.3湿热试验 (6) 1.4静电试验 (6) 2.气候试应性测试 (7) 2.1低温试验 (7) 2.2高温试验 (7) 2.3盐雾试验 (7) 3.结构耐久测试 (8) 3.1按键/叉簧测试 (8) 3.2跌落测试 (8) 4.表面装饰测试 (8) 4.1丝印、喷油测试 (8) 5.特殊条件测试 (9) 5.1低温加电试验 (9) 5.1恒温湿热加电试验 (9) 八.最终检验 (9) 九.判断标准 (9) 十.试验程序 (10)
一 .目的 1.对产品硬件设计、制造进行验证确认符合相应国家标准; 2.在特定的可接受的环境下评估产品的质量和可靠性; 3.在特定的可接受的环境下评估产品的安全性; 4.统一并规范企业内产品硬件测试检验方法。 二.编制依据 1.GB/T2421-1999 电工电子产品环境试验第一部分:总则 2.GB/T2422-1995 电工电子产品环境试验术语 3.GB/T4796-2001 电工电子产品环境参数分类及其严酷程度分级 4.GB/T2423.1-2001 电工电子产品环境试验第1部分:试验方法试验A:低温 5.GB/T2423.1-2001 电工电子产品环境试验第2部分:试验方法试验B:高温 6.GB/T2423.1-2001 电工电子产品环境试验第2部分:试验方法试验Ed:自由跌落7.GB/T2423.10-1995 电工电子产品环境试验第2部分:试验方法试验Fc和导则:振动8.GB/T2423.3-1993 电工电子产品基本环境试验试验Ca:恒定湿热试验方法 9.GB/T2423.17-2001 电工电子产品环境试验第2部分:试验Ka盐雾试验方法 10.GB/T17626.2-1998 电磁兼容试验和测量技术静电放电抗扰度试验 三.适用范围 1.本文件使用于中讯数码有限公司所生产的所有产品。 2.根据技术中心的要求,本标准适用于提供相应的测试环境对一些部件进行可靠性测试四.定义 为了了解、考核、评价、分析和提高产品可靠性而进行的试验。 五.主要职责 1.技术中心 1.1定义项目/产品可靠性测试计划 1.2完成、跟踪项目/产品可靠性测试结果 1.3参与产品可靠性测试问题的分析及改进 1.4提供制定/修改可靠性测试程序及标准建议 1.5参与测试设备/仪器的日常管理、维护 1.6参与可靠性测试设备/仪器的开发 2.质管部
过滤器完整性测试问题分析 制药工艺过程中除菌级过滤器的完整性测试,是一个非常关键的操作。如果正确操作,完整性测试可以快速准确且以非破坏性的方式来确保过滤器的截留效能。但如果操作 不正确,可能会导致一根完整的过滤器产生失败的完整性测试结果,这不仅浪费时间,而且可能导致生产力降低和产品损失。 过滤器的完整性测试是基于完全润湿的膜孔内液体的毛细管力的大小,孔径越小,毛细管力越大。泡点法测量的是克服液体毛细管力的气体压力,因此跟孔径直接相关。扩散流测量的是在低于泡点的压力下,气体溶解并扩散通过完全润湿膜的流速。任何 一个影响毛细管力、气体扩散、气体流速和压力测量准确度的因素都会影响完整性测 试的结果。 常见的假阴性测试结果(过滤器完整,但完整性测试失败)可能由于膜的不完 全润湿造成。但不完全润湿是一个常见问题,并不是唯一的潜在问题。这篇技术文章,我们会考虑所有潜在测试错误的根源,应用逻辑方法来解决问题和重新测试。目的是 增强结果的可信度,为重新测试提供理由,最终理解问题所在并排除问题,保证完整 性测试在第一时间就被正确执行。 1. 一般的完整性测试结果分类 (1)通过 泡点和扩散流在指标之内并且在合理范围之内。例如,一根滤芯的最小泡点是50psi, 实际结果在52—58psi;或者扩散流指标是13.3ml/min,典型的结果范围在8- 12mL/min。当测试结果在典型的范围内时,这根滤芯的完整性结果是比较可信的。 (2)一般性失败 例如,无论是扩散流还是泡点测试,在较低压力下就观察到较大的气体流速,通常就 为一般性失败。一根真实的有缺陷的滤芯,典型的结果就是一般性失败。比如一根滤 芯遭受过大的压差、物理性的撞击或者高温等状况,由此产生的缺陷比滤芯的正常孔 径要大,其结果就是低的毛细管力和低压下高的气体流速。出现这种情况时,通常会 进行问题分析并且重新测试,但重新测试获得“通过”结果的可能性通常比较低。 (3)边缘性失败 例如指标值是50psi 泡点,测试结果为48.8psi;或者扩散流指标是13.3mL/min,测 试结果为15mL/min。这种边缘性失败通常不是由于过滤器缺陷造成,而是由于影响毛细管力或者气体扩散流的现象导致(例如,低的表面张力或者润湿不充分)或者测试
1. 目的 此可靠性测试标准的目的是尽可能地挖掘设计,制造中的潜在性问题,在正式生产之前寻找改善方法并解决上述问题点,为正式生产的产品在质量上做必要的保证;并检测产品是否具备设计上的成熟性、使用上的可靠性.具体包括新产品的试验、物料的试验及例行抽检试验等等。 2. 围 此指引适用于所有诺亚信高科技集团生产的移动产品。 3. 定义 3.1 技术员:设定仪器,完成相关测试项目,并记录测试结果.解决检测过程中的问题;并向工程师反 馈检测方法的缺陷和不足。 3.2 工程师:判断测试结果是否可接受;跟进问题的解决情况;改善检测方法。 4. 抽样方案 4.1 以具体的实验项目要求为准。 5. 检验容 5.1 环境可靠性试验 5.1.1 高温运行试验 试验目的:验证手机在高温环境的适应性。 试验样品:2sets 试验容:55℃,手机配齐SIM卡/T卡,装电池开机,进行12小时测试,运行时间从到达 55℃温度始算起.试验后在箱检查,要求产品的功能、外观正常.受测前样机胶塞必须安装 归位.射频指标符合国家标准.对于翻/滑盖手机,1台开盖,1台合盖.(若屏/主板不同供 应商,则样机各选2pcs,共4pcs)。 判定标准: 1、壳体外观检查,缝隙,镜片以及使用背胶固定的装饰件等粘贴牢固度。 2、功能检查(注意屏的显示是否有黑影,坏点等异常)。 3、触摸屏划写,点压准确性(如有触摸不准偏位等现象,进行屏幕校准看是否 可恢复)。 4、MP3,FM,耳机,充电,滚轮…。 5、实网通话一次,看送话和受话是否正常。
5.1.2 低温运行试验 试验目的:验证手机在低温环境下的适应性。 试验样品: 2 sets 试验容: -20℃,手机配齐SIM卡/T卡,装电池开机并运行老化软件,进行12小时测试,运行时间从到达-20℃温度始算起.试验后在箱检查,要求产品的功能、外观正常.受测前样机胶塞必须安装归位.射频指标符合国家标准.对于翻/滑盖手机,2台开盖,1台合盖.(若屏/主板不同供应商,则样机各选2pcs,共4pcs)。 特别注意:俄罗斯项目需要测试低温下的充电功能(电池电压是否会升高)。 判定标准:1、壳体外观检查,缝隙,镜片以及使用背胶固定的装饰件等粘贴牢固度。 2、功能检查(注意屏的显示是否有黑影,坏点等异常)。 3、触摸屏划写,点压准确性(如有触摸不准偏位等现象,进行屏幕校准看是否 可恢复)。 4、MP3,FM,耳机,充电,滚轮…。 5、实网通话一次,看送话和受话是否正常。 5.1.3 高温贮存试验 试验目的: 应力释放和加速材料的老化。 试验样品:2 sets 试验容:80℃,手机配电池关机,存储时间24小时,贮存时间从温度到达80℃开始算起. 在进行存储到24小时后,直接进行外观检查.受测前样机胶塞必须安装归位.再进行2小时回温后,开机进行电性能检查.对于翻/滑盖手机,2台开盖,1台合盖.(若屏/主板不同供应商,则样机各选2pcs,共4pcs)。 判定标准:1、壳体外观检查,缝隙,LENS以及使用背胶固定的装饰件等粘贴牢固度。 2、功能检查(注意屏的显示是否有黑影,坏点等异常)。 3、触摸屏划写,点压准确性(如有触摸不准偏位等现象,进行屏幕校准看是否 可恢复)。 4、MP3,FM,耳机,充电,滚轮…。 5、实网通话一次,看送话和受话是否正常。 5.1.4 低温贮存试验 试验目的:加速材料的脆化。 试验样品:2 sets
丝印、喷油产品测试要求 1.0目的 指导检查员正确地进行可靠性测试,保证本公司产品满足客户品质要求。 2.0适用范围 适用于本公司生产的所有需丝印、喷油加工产品的可靠性测试。 3.0定义 3.1.可靠性:即产品在规定条件下进行的环境模拟测试,其品质特性和耐受性能达到规定的要求。 3.2.测试周期,即在往返测试中,往返各一次为一个测试周期。 3.3.单项测试:即每一个产品有多项测试要求时每一个部件只完成其中的一项测试。 3.4.多项测试:即每一个产品有多项测试要求时,每一个部件要完成2个或以上的测试项目。4.0职责 检查员应按此指引作业,保证产品达到客户的品质要求。 5.0工作步骤 5.1产品的丝印、喷油可靠性测试(包括没有明确测试要求的产品) 5.1.1测试材料及工具 5.1.1.1 78%浓度的酒精 5.1.1.2 95%浓度的酒精 5.1.1.3 200g的铁锤 5.1.1.4 粗纹的干净白布 5.1.1.5 3M 600测试胶纸 5.1.1.6 界刀 5.1.1.7 恒温恒湿炉 5.1.1.8 RCA纸带测试机 5.1.1.9 测试专用纸带 5.1.1.10 热熔胶 5.1.1.11剪钳 5.1.2 酒精测试(每次测试1—2PCS) 5.1.2.1 把粗纹的干净白布包在200g的铁锤上,包好之后用95%浓度的酒精浸润,然后将此浸润后的铁锤在丝印字钮上水平移动来回摩擦,行程30mm,频率20周期(40次)/分钟,连续摩擦50周期(100次),(移印字钮用95%浓度的酒精进行测试)。 5.1.2.2 字钮之外的其它物料用78%浓度的酒清进行测试,方法同5.1.2.1 5.1.2.3 酒清测试接受标准:测试样品测试后不褪色,不脱油,无臌胀。 5.1.3 胶纸测试(每次测试2—4PCS) 5.1.3.1 胶纸测试方法:取样品平坦部分,用界刀纵横划100个1mmX1mm的小方格(如图1),丝印也需要划方格,深度以能见底材为准,不宜过深,过深刀口附近漆膜将会翻起,影响测试,然后用3M测试胶纸紧贴在上面,用手指肉体部分或橡皮压平,然后拉着胶纸尾部以90°角方向突然向上提起同一部位连续测试10次(如图2)。 5.1.3.2 胶纸测试接受标准: a.附著力=未脱落漆膜的方格数/100; b.每小格内如果漆膜脱落面积小于方格面积的1/5可视为未脱落(如图3) c.按前a,b点判定胶纸测试接受标准:附著力为100/100方为合格 5.1.4 高温高湿测试(每种货每天平均取样不少于测试3PCS,此测试当客户有要求时才做) 5.1.4.1 将塑胶喷油试样在过炉烘干4小时后存在温度为60±2°C,温度90%±3%之恒温恒湿炉中存放48H 5.1.4.2 高温高湿测试接受标准:室温后观察漆膜无皱纹、起泡、裂纹、剥落及明显的失光等现象 为合格(由于底材老化引起的变色,失色应不影响判定)。 5.1.5 RCA测试(现只有中建产品需做此项测试) 5.1.5.1 测试方法:用剪钳将需测试之胶件取较平坦处剪下2—3cm2 ,用热熔胶纸将其固定在RCA 纸带测试机上,将测试头对需测试位置,装好纸带,根据各种胶件测试规格的不同相应的
过滤/完整性测试培训课程
为什么要对除菌滤器进行完整性测试? 完整性测试的方法有哪些? 为什么可以用起泡点的方法代替细菌挑战试验? 什么时候进行完整性检测? 起泡点测试原理是什么? 扩散流测试原理是什么? 自动完整性测试仪
完整滤膜 比膜孔大的污染物 非完整滤膜比膜孔大的污染物 下游污染 下游没有污染物
Common Sense通常理解 Filtration is often the most critical step in an operation 过滤通常是操作的关键步骤 Confirmation of manufacturers specifications 确认制造规格 Detecting leaks due to o-rings, gaskets, seals 检测O形环,垫圈,密封垫的泄漏 Assuring the correct pore size filter Assuring the correct pore size filter 确认正确的过滤孔径 Assuring integrity before sterilization 确认灭菌前完整性 Assuring integrity after steaming or autoclaving 确认蒸汽和消毒锅灭菌后完整性 Business Practice商业惯例 Government Guidelines & Regulations法规要求 Part of corporate standard operating procedure公司标准操作规程 Part of corporate standard operating procedure Auditing requirement审计需要
Q/.质量管理体系第三层次文件 可靠性试验规范
拟制:审核:批准: 海锝电子科技有限公司版次:C版 可靠性试验规范 1. 主题内容和适用范围 本档规定了可靠性试验所遵循的原则,规定了可靠性试验项目,条件和判据。 2. 可靠性试验规定 根据IEC国际标准,国家标准及美国军用标准,目前设立了14个试验项目(见后目录〕。 根据本公司成品标准要求,用户要求,质量提高要求及新产品研制、工艺改进等加以全部或部分采用上述试验项目。 常规产品规定每季度做一次周期试验,试验条件及判据采用或等效采用产品标准;新产品、新工艺、用户特殊要求产品等按计划进行。 采用LTPD的抽样方法,在第一次试验不合格时,可采用追加样品抽样方法或采用筛选方法重新抽样,但无论何种方法只能重新抽样或追加一次。 若LTPD=10%,则抽22只,0收1退,追加抽样为38只,1收2退。抽样必须在OQC检验合格成品中抽取。 3.可靠性试验判定标准。 (各电气性能的测试条件,参照器件各自的说明书所载内容) 环境条件 (1)标准状态 标准状态是指预处理, 后续处理及试验中的环境条件。论述如下:
环境温度: 15~35℃ 相对湿度: 45~75% (2)判定状态 判定状态是指初测及终测时的环境条件。论述如下: 环境温度: 25±3℃ 相对湿度: 45~75% 4.试验项目。 目录 高温反向偏压试验------------------------------------第4页压力蒸煮试验------------------------------------第6页正向工作寿命试验------------------------------------第7页高温储存试验------------------------------------第8页低温储存试验------------------------------------第9页温度循环试验------------------------------------第10页温度冲击试验------------------------------------第11页耐焊接热试验------------------------------------第12页可焊性度试验------------------------------------第13页拉力试验------------------------------------第14页弯曲试验------------------------------------第15页稳态湿热试验------------------------------------第16页变温变湿试验------------------------------------第17页正向冲击电流(浪涌电流)试验--------------------------第18页
产品可靠性测试规范 Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
产品可靠性测试规范 1.目的 本文制定产品可靠性测试的要求和方法,确保产品符合可靠性测试要求。 2. 范围 本文件适用于此CPIT有限公司所生产的所有产品。 3. 定义 N/A 4. 职责 品控部QC/QA人员负责本文件所规定的通讯产品的可靠性测试内 容要求在检查过程中的实施. 品控部经理或其授权人负责本文件所规定的内容与实际情况相符并正确,并监督品控部QC/QA人员对本文件的实施. 5.内容 实验顺序 除非特殊要求,试验样品进行试验时,一般按下表的顺序进行: 实验条件及容差: 5.2.1 实验条件:
5.2.2 试验条件容差: a.温度容差:试验样品除必要的支承点外,应完全被空气包围。试 验区测量系统的温度和包围试验样品空气各处的温度容差:高温为 +/-2℃,低温为+/-3℃. b.湿度容差:+/-5%. c.振动振幅容差:+/-15%. d.振动频率容差:+/-1Hz. 5.2.3落地实验标准 5.2.3.1 落地实验应以箱体一角三棱六面按规定高度自由落下的方式进行。
重量高度 0~10kg以内 75cm 10~20kg以内 60 cm 20kg以上 53 cm 5.2.3.2 注意事项: 5.2.3. 体内机台及包材在每个步骤后应该检验。 5.2.3. 任一步骤发现部件有损坏的应立即更换。 5.2.3. 详细记录。 5. 3 样品数量: 测试时机: 6.4.1 产品处于PP时. 6.4.2 第一次量产. 6.4.3 当产品的材质,设计等变更时. 6.4.5 生产出现异常时. 6.4.6 新客户需重新进行产品评估时. 6.4.7 客户投诉与之相关时. 6.程序 从QA PASS的成品机中随机抽取20台,重新检查其外观及功能,确保其为合格产品方可进行以下步骤. 按试验顺序分别完成各项测试.对于每个测试中所出现的不合格品交测试组或相关技术部门分析其原因. 对于不合格品必须有相应的备份成品机进行补充或进行修理使其重新达到合格要求.
手机可靠性测试规范 1. 目的 此可靠性测试检验规范的目的是尽可能地挖掘由设计,制造或机构部件所引发的机构部分潜在性问题,在正式生产之前寻找改善方法并解决上述问题点,为正式生产在产品质量上做必要的报证。 2. 范围 本规范仅适用于CECT通信科技有限责任公司手机电气特性测试。 3. 定义 UUT (Unit Under Test) 被测试手机 EVT (Engineering Verification Test) 工程验证测试 DVT (Design Verification Test) 设计验证测试 PVT (Product Verification Test) 生产验证测试 4. 引用文件 GB/T2423.17-2001 盐雾测试方法 GB/T 2423.1-2001 电工电子产品环境试验(试验Ab:低温) GB/T 2423.2-1995 电工电子产品环境试验(试验Bb:高温) GB/T 2423.3-1993 电工电子产品环境试验(试验Ca:恒定湿热) GB/T 2423.8-1995 电工电子产品环境试验(自由跌落) GB/T 2423.11-1997 电工电子产品环境试验(试验Fd: 宽频带随机振动) GB 3873-83 通信设备产品包装通用技术条件 《手机成品检验标准》XXX公司作业指导书 5. 测试样品需求数 总的样品需求为12pcs。 6. 测试项目及要求 6.1 初始化测试 在实验前都首先需要进行初始化测试,以保证UUT没有存在外观上的不良。如果碰到功能上的不良则需要先记录然后开始试验。在实验后也要进行初始化测试,检验经过实验是否造成不良。具体测试请参见《手机成品检验标准》。 6.2 机械应力测试 6.2.1 正弦振动测试 测试样品: 2 台
贵州良济药业有限公司文件 1.目的:建立一个纯化水管道的清洗、钝化、消毒的标准操作程序。 2.范围:公司纯化水系统安装确认期间管道的清洗、钝化、消毒。 3.责任者:纯化水系统操作人员对本标准的实施负责。 4.程序: 4、1、准备工作 4、1、1 气源:测试现场需具经过滤后的压缩空气,并有减压阀及可微调的气用 阀门。 4、1、2 联接方式:气源应接在进口,观察瓶接在出口。 气源微孔过滤器进气阀(≤0.45μm孔径)微孔滤芯微孔过滤器出气阀观察瓶出现气泡压力 4、1、3 将需做起泡点滤芯放置滤器底盘紧固好,将滤器上盖安装好,关闭滤器进出口阀门,打开滤器上方压力表卡箍,取下压力表,向滤器内灌满合格的纯化水(疏水性滤芯灌满40%的异丙醇溶液),安装压力表并保证密封,润湿滤芯15分钟以上。 5、操作程序 5、1打开阀门,并开启压缩空气或氮气微调阀门,给滤器缓慢加压,缓慢加压到0.35㎏/㎝2,控制30S,观察滤器的气泡处。如筒体连接处及O型密封圈安装不严密或者滤膜没有被完全湿润,则将有连续气泡出现,这时应检查所有连接处或调换O型圈或重新湿润滤芯;若无气泡产生,则连续加压,直到在烧杯中观察有连续或稳定气泡出现,此时所显示压力即为最小起泡点压力。记录压力值,检查结束后,疏水性滤芯用纯化水冲洗,去除残留的异丙醇。 检查结果:
5、2可接受标准 5、2、1 亲水性过滤器 0.22μm最低起泡点压力:0.24 Mpa;0.45μm最低起 泡点压力:0.17Mpa; 5、2、2疏水性过滤器0.22μm最低起泡点压力:0. Mpa;0.45μm最低起泡点压力:0. Mpa; 5、2、3压力保持试验: 5、2、3、1将微孔滤膜过滤器用纯水充分浸湿后,逐步加大气体的压力至发泡点临界压力的80%,关闭进气阀门在规定的时间观察并记录压力的下降情况。 5、2、3、2. 可接受标准 5、2、3、3亲水性过滤器0.22μm 0.19Mpa 10min 内压降<5% 0.45μm 0.14Mpa 10min 内压降<5% 5、2、3、4疏水性过滤器 6、注意事项 6、1气压加到该孔径滤芯规定的气泡压力后,不要轻易再加压,并非要出现 气泡才罢休,因为这样做的结果,可能会击穿滤芯结构。 6、2排空以后,刚刚加压或升压不高就有气泡出现,但不连续(在压力保持 不变时,气泡时有时无),这是滤芯内腔存留的气体被上游压力挤出而致,属正常现象,可继续加压。 6、3排完液后,刚加压或升压不高,就有大量连续气泡出现,则有两种可能:第一个原因是方法问题,可能是滤芯润湿不够,需重新润湿。也可能是插口密封不好,应检查O型圈有否损坏或松动,并重新安装好。 第二个原因是滤芯经使用后有结构性损坏。 6、4当滤芯使用时发现压力突然变小,应测试泡点。
芯片可靠性测试 质量(Quality)和可靠性(Reliability)在一定程度上可以说是IC产品的生命,好的品质,长久的耐力往往就是一颗优秀IC产品的竞争力所在。在做产品验证时我们往往会遇到三个问题,验证什么,如何去验证,哪里去验证,这就是what, how , where 的问题了。 解决了这三个问题,质量和可靠性就有了保证,制造商才可以大量地将产品推向市场,客户才可以放心地使用产品。本文将目前较为流行的测试方法加以简单归类和阐述,力求达到抛砖引玉的作用。 Quality 就是产品性能的测量,它回答了一个产品是否合乎SPEC的要求,是否符合各项性能指标的问题;Reliability则是对产品耐久力的测量,它回答了一个产品生命周期有多长,简单说,它能用多久的问题。所以说Quality解决的是现阶段的问题,Reliability解决的是一段时间以后的问题。 知道了两者的区别,我们发现,Quality的问题解决方法往往比较直接,设计和制造单位在产品生产出来后,通过简单的测试,就可以知道产品的性能是否达到SPEC 的要求,这种测试在IC的设计和制造单位就可以进行。相对而言,Reliability的问题似乎就变的十分棘手,这个产品能用多久,who knows? 谁会能保证今天产品能用,明天就一定能用?为了解决这个问题,人们制定了各种各样的标准,如 MIT-STD-883E Method 1005.8 JESD22-A108-A EIAJED- 4701-D101 等等,这些标准林林总总,方方面面,都是建立在长久以来IC设计,制造和使用的经验的基础上,规定了IC测试的条件,如温度,湿度,电压,偏压,测试方法等,获得标准的测试结果。这些标准的制定使得IC测试变得不再盲目,变得有章可循,有法可依,从而很好的解决的what,how的问题。而Where的问题,由于Reliability的测试需要专业的设备,专业的器材和较长的时间,这就需要专业的测试单位。这种单位提供专业的测试机台,并且根据国际标准进行测试,提供给客户完备的测试报告,并且力求准确的回答Reliability的问题
微孔过滤器完整性测试标准操作规程 1、准备工作 1.1 气源:测试现场需具经过滤后的压缩空气,并有减压阀及可微调的气用 阀门。 1.2 联接方式:气源应接在进口,观察瓶接在出口。 气源微孔过滤器进气阀(≤0.45μm孔径)微孔滤芯微孔过滤器出气阀观察瓶出现气泡压力 1.3 将需做起泡点滤芯放置滤器底盘紧固好,将滤器上盖安装好,关闭滤器进出口阀门,打开滤器上方压力表卡箍,取下压力表,向滤器内灌满合格的纯化水(疏水性滤芯灌满40%的异丙醇溶液),安装压力表并保证密封,润湿滤芯15分钟以上。 2、操作程序 2.1打开阀门,并开启压缩空气或氮气微调阀门,给滤器缓慢加压,缓慢加压到0.35㎏/㎝2,控制30S,观察滤器的气泡处。如筒体连接处及O型密封圈安装不严密或者滤膜没有被完全湿润,则将有连续气泡出现,这时应检查所有连接处或调换O型圈或重新湿润滤芯;若无气泡产生,则连续加压,直到在烧杯中观察有连续或稳定气泡出现,此时所显示压力即为最小起泡点压力。记录压力值,检查结束后,疏水性滤芯用纯化水冲洗,去除残留的异丙醇。 检查结果: 2、2可接受标准 2.2.1 亲水性过滤器 0.22μm最低起泡点压力:0.24 Mpa;0.45μm最低起 泡点压力:0.17Mpa; 2.2.2疏水性过滤器0.22μm最低起泡点压力:0. Mpa;0.45μm最低起泡点压力:0. Mpa; 2.3压力保持试验: 2.3.1将微孔滤膜过滤器用纯水充分浸湿后,逐步加大气体的压力至发泡点临界压力的80%,关闭进气阀门在规定的时间观察并记录压力的下降情况。 2.3.2. 可接受标准 2.3.2.1亲水性过滤器0.22μm 0.19Mpa 10min 内压降<5%
产品可靠性测试规范 1.目的 本文制定产品可靠性测试的要求和方法,确保产品符合可靠性测试要求。 2. 范围 本文件适用于此CPIT有限公司所生产的所有产品。 3. 定义 N/A 4. 职责 5.1 品控部QC/QA人员负责本文件所规定的通讯产品的可靠性测试内 容要求在检查过程中的实施. 5.2 品控部经理或其授权人负责本文件所规定的内容与实际情况相符并正确, 并监督品控部QC/QA人员对本文件的实施. 5.内容 5.1 实验顺序 除非特殊要求,试验样品进行试验时,一般按下表的顺序进行: 5.2 实验条件及容差: 5.2.1 实验条件:
5.2.2 试验条件容差: a.温度容差:试验样品除必要的支承点外,应完全被空气包围。试验 区测量系统的温度和包围试验样品空气各处的温度容差:高温为 +/-2℃,低温为+/-3℃. b.湿度容差:+/-5%. c.振动振幅容差:+/-15%. d.振动频率容差:+/-1Hz. 5.2.3落地实验标准 5.2.3.1 落地实验应以箱体一角三棱六面按规定高度自由落下的方式进行。 重量高度
0~10kg以内 75cm 10~20kg以内 60 cm 20kg以上 53 cm 5.2.3.2 注意事项: 5.2.3.2.1 体内机台及包材在每个步骤后应该检验。 5.2.3.2.2 任一步骤发现部件有损坏的应立即更换。 5.2.3.2.3 详细记录。 5. 3 样品数量: 5.4 测试时机: 6.4.1 产品处于PP时. 6.4.2 第一次量产. 6.4.3 当产品的材质,设计等变更时. 6.4.5 生产出现异常时. 6.4.6 新客户需重新进行产品评估时. 6.4.7 客户投诉与之相关时. 6.程序 6.1 从QA PASS的成品机中随机抽取20台,重新检查其外观及功能,确保其为合格产 品方可进行以下步骤. 6.2 按6.1试验顺序分别完成各项测试.对于每个测试中所出现的不合格品交测试组 或相关技术部门分析其原因. 6.3 对于不合格品必须有相应的备份成品机进行补充或进行修理使其重新达到合格要 求.
全自动过滤器完整性测试仪 验证方案 验证方案编号:YZFA-STP-14042-05 设备(系统)型号:FILGUARD-311 设备(系统)编号:B1068 验证日期:2014年05月******药业有限公司
方案起草 部门起草人签名日期固体制剂车间 方案审核 审核部门审核人签名日期生产技术部 质量保证部 固体制剂车间 动力车间 方案批准 批准人职位签名日期 质量负责人
目录 1、概述 (4) 2、验证目的 (4) 3、验证范围 (4) 4、验证依据 (4) 5、合格标准 (4) 6、组织机构 (5) 7安装确认 (6) 8运行确认 (8) 9性能确认 (9) 10再验证周期 (11) 11验证进度安排 (11) 12验证最终评价及验证报告 (11)
全自动过滤器完整性测试仪验证方案 1概述 FILGUARD-311型全自动过滤器完整性测试仪适用于对过滤器完整性检测,判断所用的滤材过滤精度是否符合要求,滤材有无破损以及过滤器的密封性是否完好,以保证过滤器能按要求正常运行。 FILGUARD-311型是由微电脑控制的新一代过滤器可直接检测滤芯的气泡点,压力衰减值和扩散流,仪器结合先进的测试线路和精密的算法软件自动测试过滤器的完整性。 设备名称:全自动过滤器完整性测试仪 生产厂家:上海先维过滤设备厂 设备型号:FILGUARD-311型 产品编号:B1068 出厂日期:2014年04月 摆放位置:固体制剂车间化验室 2 验证目的通过全自动过滤器完整性测试仪检测过滤器滤芯是否完整,孔径是否符合要求,来证明过滤效果是否满足工艺要求,从面有效地保证药品质量。 3 验证范围 本方案适用于FILGUARD-311型全自动过滤器完整性测试仪的安装、运行、性能确认,并按方案中规定的范围实施确认项目。 4 验证依据 4.1 《药品生产质量管理规范》(2010年修订) 4.2 《中国药典》(2010年版) 4.3《全自动过滤器完整性测试仪操作规程》(SB-SOP-037-05) 4.4 《折叠式过滤器起泡点试验操作规程》(CS-SOP-010-05) 5 合格标准 5.1全自动过滤器完整性测试仪的安装和运行其是否符合设计工艺要求。 5.2 测试气泡点的压力值大于预置压力值。 6 验证机构
Q/GSXH.Q. 质量管理体系第三层次文件1004.03-2001 可靠性试验规范
拟制:审核:批准: 海锝电子科技有限公司版次:C版 可靠性试验规范 1. 主题内容和适用范围
本档规定了可靠性试验所遵循的原则,规定了可靠性试验项目,条件和判据。 2. 可靠性试验规定 2.1 根据IEC国际标准,国家标准及美国军用标准,目前设立了14个试验项 目(见后目录〕。 2.2 根据本公司成品标准要求,用户要求,质量提高要求及新产品研制、工艺 改进等加以全部或部分采用上述试验项目。 2.3 常规产品规定每季度做一次周期试验,试验条件及判据采用或等效采用产 品标准;新产品、新工艺、用户特殊要求产品等按计划进行。 2.4 采用LTPD的抽样方法,在第一次试验不合格时,可采用追加样品抽样方 法或采用筛选方法重新抽样,但无论何种方法只能重新抽样或追加一次。 2.5 若LTPD=10%,则抽22只,0收1退,追加抽样为38只,1收2退。 抽样必须在OQC检验合格成品中抽取。 3.可靠性试验判定标准。 环境条件 (1)标准状态 标准状态是指预处理, 后续处理及试验中的环境条件。论述如下: 环境温度: 15~35℃ 相对湿度: 45~75% (2)判定状态 判定状态是指初测及终测时的环境条件。论述如下:
环境温度: 25±3℃ 相对湿度: 45~75% 4.试验项目。
目录 4.1 高温反向偏压试验------------------------------------ 第4页4.2 压力蒸煮试验------------------------------------ 第6页4.3 正向工作寿命试验------------------------------------ 第7页4.4 高温储存试验------------------------------------ 第8页4.5 低温储存试验------------------------------------ 第9页4.6 温度循环试验------------------------------------ 第10页4.7 温度冲击试验------------------------------------ 第11页4.8 耐焊接热试验------------------------------------ 第12页4.9 可焊性度试验------------------------------------ 第13页4.10 拉力试验------------------------------------ 第14页4.11 弯曲试验------------------------------------ 第15页4.12 稳态湿热试验------------------------------------ 第16页4.13 变温变湿试验------------------------------------ 第17页4.14 正向冲击电流(浪涌电流)试验-------------------------- 第18页
除菌过滤器测试方法和原理对于关键的除菌级过滤工艺而言,完整性测试是一种必要的手段,以确保过滤工艺的安全性。通过完整性测试,可以确定过滤器自身的完整性及正确安装,可以确保工艺中安装了正确的过滤器,可以确定所安装的过滤器符合制造商提供的标准,还可以确保过滤系统的密闭性等等。同时,进行完整性测试也是各国法规和审计的要求。 总体而言,完整性测试方法分为两大类,破坏性的和非破坏性的,下面将分别进行介绍。破坏性测试 对除菌级过滤器而言,破坏性测试是指细菌挑战测试,该测试方法是证明过滤器能够满足苛刻的除菌级过滤器标准的根本方法。在细菌挑战测试中,需根据统计学原理从每批产品中抽取一定数量的样品,按照标准测试方法(如:ASTM F838-83),利用缺陷性假单胞菌溶液(Brevundimonas diminuta ATCC 19146)进行细菌挑战测试,过滤器需要达到至少107 CFU/cm2滤膜的细菌截留,才可认为该滤器为除菌级过滤器。 Millipore将破坏性完整性测试结果作为每批产品放行的放行标准。而对于客户而言,则需要在除菌过滤器验证时进行细菌挑战测试,测试中采用实际工艺料液并在最差工艺条件下进行。 分类测试名称测试实施者 破坏性细菌挑战测试 制造商以及客户进 行验证时进行 非破坏性 起泡点测试,扩散测试, HydroCorr 制造商出厂时及使用者现场进行 非破坏性测试 非破坏性完整性测试方法主要包括基于毛细管原理的起泡点和HydroCorr(挤水法)测试,以及基于扩散原理的扩散流和保压测试。下面分别做一下简单介绍:
起泡点测试 起泡点测试基于毛细管模型。滤膜的结构中充满了微孔流道,这些微孔流道就形成了很多“毛细管”,当滤膜被润湿液体完全润湿后,液体受到表面张力的作用而保留于滤膜内部,如果要想将液体挤出膜孔就需要外加一个气体压力。能够克服表面张力将膜孔内的液体完全挤出时所需要的最小压力,就是滤膜的泡点值压力,也就是我们常说的起泡点,基于这种原理的测试方法,就是起泡点测试法。这也是应用最为广泛的一种非破坏性完整性测试方法。以下为泡点值计算公式: P = 泡点压力 d = 孔径 k = 形状矫正因子 =液固接触角 =表面张力 泡点值直接与过滤器孔径相关联。对滤膜而言,有很多微孔存在,每个孔的泡点值不一定完全一样,所以滤膜的泡点值指的是该滤膜可能的最大膜孔的泡点值,也即最大直径膜孔的泡点。当达到泡点后,滤膜至少有一个孔会被吹干,气体会迅速通过该干燥的孔吹至膜下游,从下游气体流量的突变可以判断达到泡点了。对大面积过滤器而言,由于扩散流较大,手工完整性测试中可能会影响人为泡点的判断,所以对于大面积滤器手工测试推荐采用扩散流测试;而对小面积过滤器,由于泡点与滤器孔径可以直接关联,推荐采用泡点测试。 HydroCorr测试 HydroCorr测试又称为“挤水法”,“水浸入法”。该测试方法是基于水在疏水性滤膜表面存在表面张力和毛细管现象发展出来的。把水压进最大的膜孔所需要的最小压力称为水侵入压力。进行HydroCorr测试时的压力要低于水侵入压力,而对于一个完整的过滤器,将不会有水真正通过过滤膜进入下游。Hydrocorr测试过程当中测定的是折叠过滤器结构尺寸上被挤压而产生的液面下降,形成的“表观”水流量。
更履历 审核批准
4214电池/电池盖装配寿命测试 ........................................ ... .. (13) 4.2.15手写笔插拔寿命测试 (14) 4.2.16触摸屏点击/划线寿命测试 ...................................... (14) 4.2.17手机反复拆卸/重组装寿命测试...................................... ..14 4.2.18手机喇叭寿命测试 .................................................... .14 4.3环境应力测试. (15) 4.3.1样机数量及其分配....................................... . .. (15) 4.3.2高温操作测试 (15) 4.3.3高温储存测试 (15) 4.3.4低温操作测试 (16) 4.3.5低温储存测试 (16) 4.3.6温度冲击测试 (16) 4.3.7 湿热测试 (17) 4.4特殊条件测试 (17) 4.4.1盐雾测试......................................................... 17.. 4.4.2沙尘测试........................................... .. .. (18) 4.4.3ESD 测试.......................................................... .18 4.4.4EMC 测试......................................................... ..19 4.5包装测试................................................................. 20.. 4.5.1 包装振动测试...................................... .... . (20) 4.5.2包装跌落测试........................................ .... . (20) 4.5.3 包装储存测试...................................... .. .. (21)
关于过滤器完整性检测 来源:作者:时间:2009-07-11 点击: 泡点的原理:需要一定压力才能使气体冲破已经湿润的滤膜,气体大量从膜孔流出这一点的压力值是这个膜的泡点,测定这一压力值的方法是泡点法。对完整性良好的滤芯,空气由于扩散会通过滤膜孔湿润后形成的液体薄膜,测量透过空气的流量(立方厘米/分钟)即可得到前进流数值。前进流数值可以是在一定压力下已湿润滤膜下游空气透过量,也可以是为维持一定的压力在已湿润滤膜的上游所需的空气流量。 压力保持试验是另一种形式的上游前进流试验。在这种试验中,过滤器滤壳压力达到一个预定值后,系统与压力源隔开,在一定时间内系统压力的衰减值即等同于扩散通过已湿润滤膜的空气流量。由于上游完整性试验不破坏下游的无菌状态,故其在严格的流体工艺中非常有用。 起泡点试验如要准确测定,一般最好是用专业厂家生产的起泡点测试仪,没有起泡点测试仪,也可手工测试。一般只有除菌的0.22μm滤芯或滤膜需作起泡点,方法如下: 试验方法如下: 微孔滤膜起泡点试验 1、将待测试的微孔滤膜或滤芯用注射用水完全润湿,安装到调剂到罐装的输液管路系统中,向装滤膜或滤芯的不锈钢圆盘过滤器或套筒中加入适量的注射用水浸没滤膜或滤芯。 2、从不锈钢圆盘过滤器或套筒的进料端缓慢通入压缩空气,注意压力应按仪器要求。 3、一般仪器可按说明操作,手工测试则需缓慢加大压缩空气至一定压力不同孔径的滤膜或滤芯都有固定的最小泡点值,注意观察在最小泡点值时,注射用水出口是否有气泡冒出。 4、判定标准 如仪器测试则可自动给出结果是否合格,手工测试则有气泡冒出时的压力值必须等于或大于厂家的最小起泡点值。不合格,要查找原因,是否管路有泄露,否则此滤膜不符合生产要求,应更换,并重新进行此实验,直至滤膜符合生产要求。 5、一般生产厂家的滤芯重复使用(进口滤芯较贵,生产批量又不大),有时不是滤芯漏了,而是滤芯处理不净,有残留物质影响起泡点,要特别注意所用原料的性质。 过滤器完整性测试步骤 一.消毒前 1. 将滤芯润湿,可以先将滤芯完全浸泡在干净水中10-15分钟,也可以将滤芯安装在滤壳中,让干净水滤过滤芯达到湿润目的,一般10英寸需滤过10L以上干净水。 2.将滤芯安装在滤壳上。 3.按测试仪要求,将气源与滤壳及测试仪连接好,并将滤壳上游阀门关闭或用盲堵封好。4.启动测试,输入气体--缓慢升高压力---观察压力表压力变化及出口气泡产生情况。如果试验值在标准值内表示滤芯完好,滤壳密封连接无泄漏,否则,需重新、湿润进行测试,并检查有关密封圈,连接处有无泄漏,如果湿润无问题, 5.密封完好,仍通不过完整性测试,表示滤芯已损坏。