
方法1目测
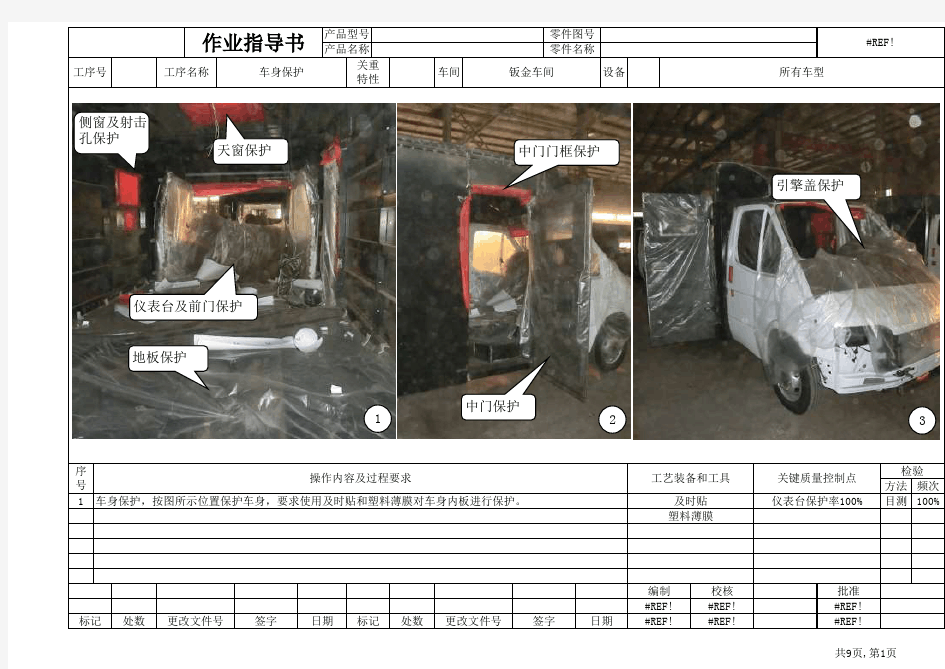
车身保护,按图所示位置保护车身,要求使用及时贴和塑料薄膜对车身内板进行保护。
仪表台保护率100%
工序号
工艺装备和工具
#REF!塑料薄膜
检验及时贴校核序
号
工序名称
钣金车间
操作内容及过程要求
车身保护
特性
车间
设备
编制#REF!所有车型
关键质量控制点批准#REF!1
2地板保护
侧窗及射击孔保护
天窗保护仪表台及前门保护
中门保护
中门门框保护
引擎盖保护
方法
1钣金车间
操作内容及过程要求
工艺装备和工具
加注发泡剂,检查发泡剂和固化剂的剩余量,发现不足时需要加注满。
关键质量控制点
#REF!批准#REF!#REF!编制校核序
号
检验设备
所有车型
特性
车间
工序号
工序名称
加注发泡剂
1
发泡设备
固化剂
发泡剂
方法
1#REF!#REF!#REF!编制校核批准和固化剂加热至25~30℃)
序
号
操作内容及过程要求
工艺装备和工具
关键质量控制点
检验发泡设备通电通气,将发泡设备接通电源及气管,并检查是否有堵塞现象。(冬季需提前通电,把发泡剂
设备
所有车型
特性
车间
钣金车间
工序号
工序名称
发泡设备通电通气
1
接气管
方法
1#REF!#REF!#REF!编制校核批准夏季发泡剂:固化剂=1:1,冬季发泡剂:固化剂=1:1.1)
序
号
操作内容及过程要求
工艺装备和工具关键质量控制点
检验调整发泡剂流量,调剂固化剂和发泡剂的流量。(注:流量大小需要反复试验,达到合适流量。
设备
所有车型
特性
车间
钣金车间
工序号
工序名称
调整发泡剂流量
固化剂流
发泡剂流
方法
1#REF!#REF!#REF!编制校核批准序
号
操作内容及过程要求
工艺装备和工具
关键质量控制点
检验佩戴劳保用品,按上图佩戴劳保用品,包括:防毒面具、防护服、防护手套、防护靴。
设备
所有车型
特性
车间
钣金车间
工序号
工序名称
佩戴劳保用品
防毒面具
防护服
1
2
防护手套
防护靴
过滤器
方法1测量
23#REF!#REF!#REF!编制校核批准涂的发泡厚度≤15mm,如需增加发泡厚度,需喷涂2次及2次以上(视实际厚度要求)。
试喷发泡剂,按图2在试板上试验发泡剂流量及混合比例,观察发泡情况是否满足质量要求。
发泡试板
喷发泡剂,喷枪调试好后正式进行喷发泡剂,要求喷涂均匀,喷枪距部件250~300mm。控制喷涂量,一次
序
号
操作内容及过程要求
工艺装备和工具
关键质量控制点检验打开发泡剂开关,按图1打开发泡剂和固化剂开关阀。
发泡设备一次发泡厚度≤15mm
设备
所有车型
特性
车间
钣金车间
工序号
工序名称
喷发泡剂(1)
1
固化剂开关阀
发泡剂开关阀
送料泵控制开关
喷枪距部件
2
方法
4#REF!#REF!#REF!编制校核批准序
号
操作内容及过程要求
工艺装备和工具
关键质量控制点
检验喷涂位置,要求发泡只针对乘坐舱区域,对运钞舱不进行发泡处理。
设备
所有车型
特性
车间
钣金车间
工序号
工序名称
喷发泡剂(2)
1
喷涂前效果
喷涂后效果
乘坐舱区域
运钞舱区域
方法
1#REF!#REF!#REF!编制校核批准序
号
操作内容及过程要求
工艺装备和工具
关键质量控制点
检验清理多余泡沫,使用铲刀将左右外蒙皮和顶盖加强筋位置的泡沫清理干净以便后续工序操作。
铲刀
设备
所有车型
特性
车间
钣金车间
工序号
工序名称
清理多余泡沫
1
2
4
3
右侧外蒙皮
左侧外蒙皮
顶盖
铲刀
清理加强筋
清理完成
方法
1#REF!#REF!#REF!编制校核批准序
号
操作内容及过程要求
工艺装备和工具
关键质量控制点
检验拆除车身保护,将车身上的及时贴、塑料薄膜及地板上的垃圾清除干净。
设备
所有车型
特性
车间
钣金车间
工序号
工序名称
拆除车身保护
1
2
3
4
清理保护层及
清理后的仪表台
清除保护层后的整体效果
3
检验
频次
100%
2
检验
频次
2
检验
频次
3
检验
频次
3
检验
频次
100%
2
检验
频次
5
6
检验
频次
检验
频次