
精密制造与自动化 2017年第3期
41
移动式焊缝跟踪机器人跟踪精度估算方法研究
牛方方
(陕西国防工业职业技术学院 西安 710300)
摘 要 焊接过程中对焊缝能否进行精确跟踪控制是衡量焊缝性能优劣的重要指标,也是焊缝跟踪产业化中较为关键的一步。为了提高焊接过程中焊缝的跟踪控制精度,通过对自由度焊接机器人模型进行简化,提出了定步长和变步长的焊缝跟踪精度分析方法,建立了在不同控制方案下的焊缝跟踪精度的数学模型。通过定步长与变步长的焊缝跟踪精度模型,得到了两种不同模型下的焊缝跟踪精度分析方法,最后通过仿真分析验证了定步长和变步长的焊缝跟踪精度分析方法的有效性和正确性。 关键词 焊缝跟踪控制 定步长和变步长 跟踪精度
焊接机器人具有高效率、高质量、高可靠性、通用性强等特点而广泛应用于船舶、机械加工、核
工业、航空航天等制造业[1-3]
。焊缝跟踪机器人跟踪精度是衡量焊缝跟踪性能优劣的重要指标,是焊缝
跟踪产业化中较为关键的一步[4-7]
。
研究一种有效的焊缝跟踪精度分析算法对于自动化焊接具有非常重要的意义,而国内外众多学者已针对机器人位姿精度进行了研究,并以此形成了
一套完整的机器人位姿精度理论体系[8,9]
。而移动焊缝跟踪机器人是利用焊缝跟踪传感器对焊缝进行跟踪分析的一种非完整约束机构,直接建立机器人位姿精度跟踪模型相对比较困难。对于非完整的约束机构,如果直接对焊缝跟踪精度进行计算则更加困难。为此建立一种简单焊缝跟踪精度模型以及有效的分析方法,对于提高焊缝跟踪精度具有重要作用[10-13]
。
为了提高焊接过程中焊缝的跟踪控制精度,通过对自由度焊接机器人模型进行简化,提出了定步长和变步长的焊缝跟踪精度分析方法,实现了在不同控制方案下的焊缝跟踪精度数学模型的建立。通过定步长与变步长的焊缝跟踪精度模型,得到了两种不同模型下的焊缝跟踪精度分析方法。最后通过仿真分析验证了本文定步长和变步长的焊缝跟踪精度分析方法的有效性和正确性。
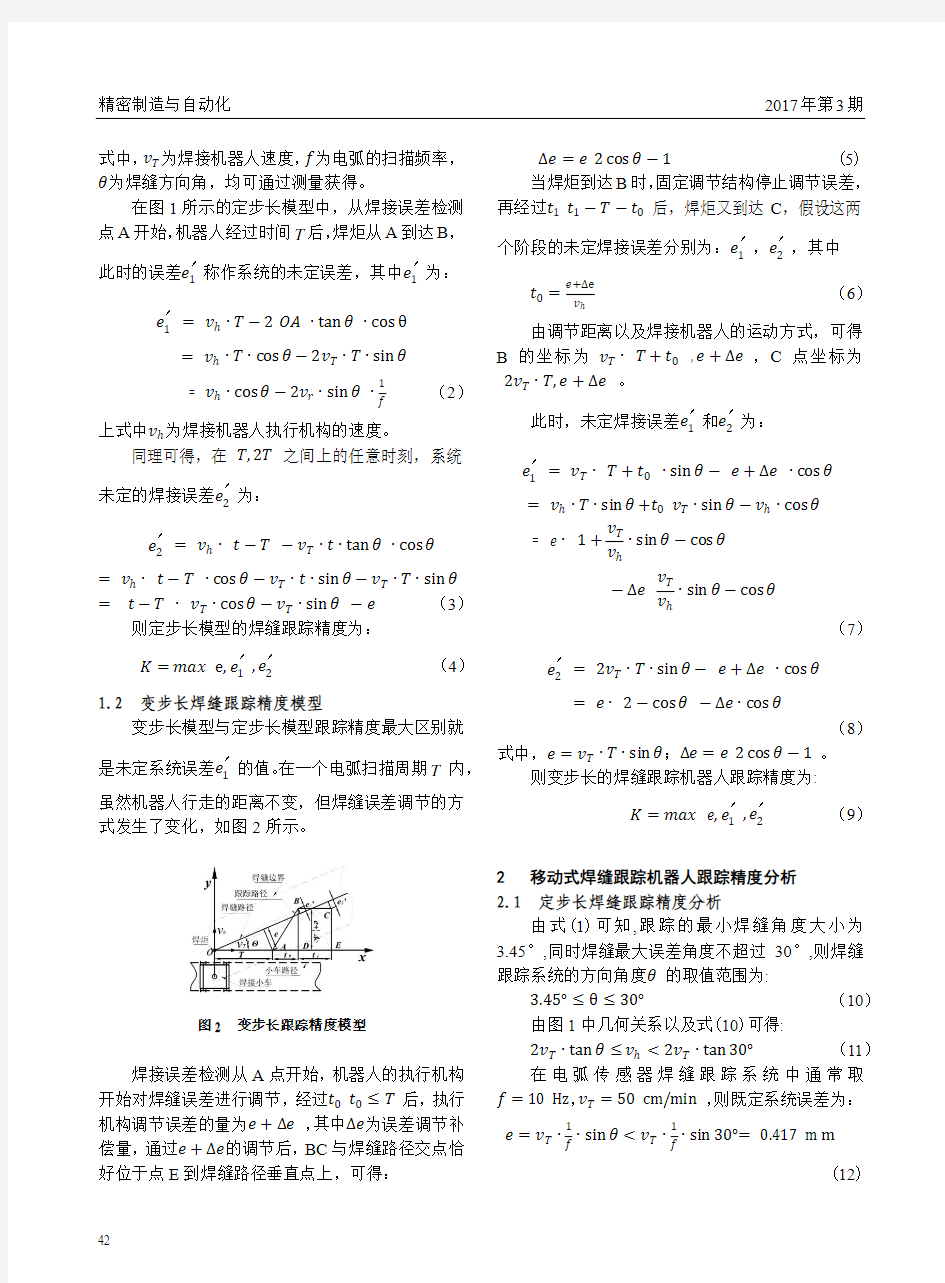
1 焊缝跟踪机器人跟踪精度模型 1.1 定步长的焊缝跟踪精度模型
假设焊接机器人的移动路径为沿直线行走,与地面之间不存在滑动现象。在周期T 内,机器人行走的距离与误差的调节量是固定的,定步长跟踪精度模型如图1所示。
图1 定步长跟踪精度模型
对于斜焊缝的跟踪,在任意时间段,焊缝跟踪误差是焊缝中心路径上任一点与焊炬之间的垂直距离。为此可以假设焊缝跟踪精度便是跟踪的最大误差值,该值越小,则跟踪精度越高。如图1所示,焊接机器人在一个步长周期T 内,从焊接中心O 沿直线运动到误差检测点A ,则此时的点A 与焊缝之间的误差e 便是系统的误差,计算表达式为: e = OA ?sin θ=v T ?T ?sin θ=v T ?1
f ?sin θ (1)
制造业信息化
Artificial Intelligence and Robotics Research 人工智能与机器人研究, 2015, 4(3), 17-22 Published Online August 2015 in Hans. https://www.doczj.com/doc/f55553780.html,/journal/airr https://www.doczj.com/doc/f55553780.html,/10.12677/airr.2015.43003 A Survey on Object Tracking Jialong Xu Aviation Military Affairs Deputy Office of PLA Navy in Nanjing Zone, Nanjing Jiangsu Email: pugongying_0532@https://www.doczj.com/doc/f55553780.html, Received: Aug. 1st, 2015; accepted: Aug. 17th, 2015; published: Aug. 20th, 2015 Copyright ? 2015 by author and Hans Publishers Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). https://www.doczj.com/doc/f55553780.html,/licenses/by/4.0/ Abstract Object tracking is a process to locate an interested object in a series of image, so as to reconstruct the moving object’s track. This paper presents a summary of related works and analyzes the cha-racteristics of the algorithm. At last, some future directions are suggested. Keywords Object Tracking, Track Alignment, Object Detection 目标跟踪相关研究综述 徐佳龙 海军驻南京地区航空军事代表室,江苏南京 Email: pugongying_0532@https://www.doczj.com/doc/f55553780.html, 收稿日期:2015年8月1日;录用日期:2015年8月17日;发布日期:2015年8月20日 摘要 目标跟踪就是在视频序列的每幅图像中找到所感兴趣的运动目标的位置,建立起运动目标在各幅图像中的联系。本文分类总结了目标跟踪的相关工作,并进行了分析和展望。
基于激光视觉的焊缝跟踪系统 一、焊缝自动跟踪系统构成 基于激光视觉传感,具有主动性、非接触、能获取物体的三维信息、灵敏度精度高、抗电磁场干扰能力强等优点,被认为是焊缝检测的主要发展方向。线激光法是一种直接获取深度图像的方法,它可以获取焊缝的二维半信息。基于激光视觉的焊缝跟踪系统如图1所示,主要有3个组成部分,分别是视觉传感、图像处理和跟踪控制。CCD摄像机垂直对准工件,激光器倾斜布置,激光器打出的激光,经柱透镜形成一光片照射到工件上形成一条宽度很窄的光带。当该光带被工件反射或折射后,经滤光片保留激光器发出的特定波长的光,而滤除其他波长的光,最后进入CCD摄像机成像。由于坡口各处与工件在垂直方向深度不同,故从垂直工件的方向看去,反射光成一折线,折线反映了光纹中心与焊缝坡口中心的三维位置关系。计算机对采集图像进行图像预处理,减少图像中的噪声污染,并加强焊缝特征信息信号,通过一定的算法提取焊缝特征点,得到焊缝与电弧偏差。此偏差作为跟踪控制系统的输入条件,依据控制算法进行处理,最后获得驱动信号控制焊炬运动,实现焊缝跟踪过程实时控制。 图像采集卡 图像预处理 焊缝识别 控制器 驱动系统 焊机控制 工件 激光器摄像机 滤光片 焊炬 焊缝 柱透镜 图1 系统构成 二、焊缝自动跟踪硬件设计 1.激光器 在本系统中决定采用半导体激光器。半导体激光器是以半导体为工作介质,具有超小形、高效率、结构简单、价格便宜、工作速度快、波长范围宽等一系列优点。本视觉系统中采用的激光器是红光一字线激光器,由点激光二极管发光通过一柱透镜变换成直线形的激光条纹。 有文献通过测量MIG焊弧光的光谱范围,提出弧光的范围为150~970nm。通过比较弧光波长与普通激光二极管波长,认为弧焊传感器中所用激光二极管的中心波长最好为467nm,594nm,610nm,632nm和950nm。从而可选择适当波长的激光感器以减少弧光对
高精度计算 由于计算机具有运算速度快,计算精度高的特点,许多过去由人来完成的烦琐、复杂的数学计算,现在都可以由计算机来代替。 计算机计算结果的精度,通常要受到计算机硬件环境的限制。例如,pascal 要计算的数字超过19位,计算机将按浮点形式输出;另一方面,计算机又有数的表示范围的限制,在一般的微型计算机上,实数的表示范围为l0-38 -l038。例如,在计算N!时,当N=21时计算结果就超过了这个范围,无法计算了。这是由计算机的硬件性质决定的,但是,我们可以通过程序设计的方法进行高精度计算(多位数计算)。 学习重点 1、掌握高精度加、减、乘、除法。 3、理解高精度除法运算中被除数、除数、商和余数之间的关系。 4、能编写相应的程序,解决生活中高精度问题。 学习过程 一、高精度计算的基本方法 用free pascal程序进行高精度计算,首先要处理好以下几个基本问题:【数据的输入与保存】 (1)一般采用字符串变量存储数据,然后用length函数测量字符串长度确定其位数。 (2)分离各位数位上的数字 分离各数位上的数通常采用正向存储的方法。以“163848192”为例,见下表:A[9] A[8] A[7] A[6] A[5] A[4] A[3] A[2] A[1] 1 6 3 8 4 8 1 9 2 基本原理是A[1]存放个位上的数字,A[2]存放十位上的数字,……依此类推。即下标小的元素存低位上的数字,下标大的元素存高位上的数字,这叫“下标与位权一致”原则。 【计算结果位数的确定】 (1)高精度加法:和的位数为两个加数中较大数的位数+1。 (2)高精度减法:差的位数为被减数和减数中较大数的位数。 (3)高精度乘法:积的位数为两个相乘的数的位数之和。 (4)高精度除法:商的位数按题目的要求确定。 【计算顺序与结果的输出】 高精度加、减、乘法,都是从低位到高位算起,而除法相反。输出结果都是从高位到低位的顺序,注意:高位上的零不输出(整数部分是零除外)。 高精度加法 【参考程序】 var a,b:array[1..10000] of byte; i,w,la,lb:integer;
Meta Vision Systems 机器人用激光焊缝 跟踪系统 技术手册 原作者:Jonathan Moore 翻译:Dr. Lin Sanbao (林三宝博士)
前言 尽管我们在编写这个手册时已经尽了最大努力,但是我们不接受任何由通过使用或者错误使用本手册中的信息,或者可能包含在本手册中的错误,而引发的责任和义务。本手册所提供的信息只是用于培训的目的。 英文版权所有 ? Meta Vision Systems 2000。 中文版版权所有? 中国哈尔滨AWPT-RDC联合实验室 所有权力保留,未经允许,不得以任何形式复制本手册或本手册中的任何部分。 联系方式: Meta Vision Systems Ltd. Oakfield House Oakfield Industrial Estate Eynsham Oxfordshire OX8 1TH UNITED KINGDOM Tel: +44 (0) 1865 887900 Fax: +44 (0) 1865 887901 Email: support@https://www.doczj.com/doc/f55553780.html, 中国地区: 地址:珠海市九洲大道兰埔白石路105号二楼西 邮编:519000 电话:0756 --- 8509695、8508516、6680610、6602419、6626464 传真:0756 --- 8500745 联系人:魏占静 电邮:jbw@https://www.doczj.com/doc/f55553780.html, wzj0756@https://www.doczj.com/doc/f55553780.html, 网址:https://www.doczj.com/doc/f55553780.html,
目录 1.概述 (3) 1.1传感头 (3) 1.2控制系统 (3) 1.3应用 (3) 1.4典型应用 (4) 1.5焊缝类型 (4) 2.传感器 (9) 2.1激光的安全性 (9) 2.2规格 (9) 2.3MT 产品系列的规格 (11) 2.4传感器的物理规格 (12) 2.5焊缝的特征尺寸 (12) 3.控制系统 (14) 3.1MTF – Finder(MTF 定位控制系统) (14) 3.2MTR (15) 3.3MTR Integrated(集成型MTR系统) (16) 3.4MTX-HS (16) 4.软件的主要特征 (18) 4.1焊缝定义 (18) 4.2间隙测量 (18) 4.3真实路径(True Path) (18) 4.4搜索 (18) 4.5体积&高度错边测量 (19) 4.6交替式激光器 (19) 4.7示教跟踪(Teach Track) (20) 5.配置和可选项 (21) 5.1应用概述 (21) 5.2硬件和软件可选项 (22)
第一章 高精度计算 【上机练习】 1、求N!的值(ni) 【问题描述】 用高精度方法,求N!的精确值(N以一般整数输入)。 【输入样例】 10 【输出样例】 3628800 2、求A/B高精度值(ab) 【问题描述】 计算A/B的精确值,设A,B是以一般整数输入,计算结果精确到小数后20位(若不足20位,末尾不用补0)。 【输入样例1】 4 3 【输出样例1】 4/3=1.33333333333333333333 【输入样例2】 6 5 【输出样例2】 6/5=1.2 3、求n累加和(ja) 【问题描述】 用高精度方法,求s=1+2+3+……+n的精确值(n以一般整数输入)。 【输入样例】 10 【输出样例】 55 4、阶乘和(sum) 【问题描述】 已知正整数N(N<=100),设S=1!+2!+3!+...N!。其中"!"表示阶乘,即N!=1*2*3*……*(N-1)*N,如:3!=1*2*3=6。请编程实现:输入正整数N,输出计算结果S的值。 【输入样例】 4 【输出样例】 33 5、高精度求积(multiply) 【问题描述】 输入两个高精度正整数M和N(M和N均小于100位)。 【问题求解】 求这两个高精度数的积。 【输入样例】 36 3 【输出样例】 108 6、天使的起誓(yubikili) 【问题描述】 TENSHI非常幸运地被选为掌管智慧之匙的天使。在正式任职之前,她必须和其他新当选的天使一样,
要宣誓。宣誓仪式是每位天使各自表述自己的使命,她们的发言稿被放在n个呈圆形排列的宝盒中。这些宝盒按顺时针方向被编上号码1、2、3……、n-1、n。一开始天使们站在编号为N的宝盒旁。她们各自手上都有一个数字,代表她们自己的发言稿所在的盒子是从1号盒子开始按顺时针方向的第几个。例如:有7个盒子,那么如果TENSHI手上的数字为9,那么她的发言稿所在盒子就是第2个。现在天使们开始按照自己手上的数字来找发言稿,先找到的就可以先发言。TENSHI一下子就找到了,于是她最先上台宣誓:“我将带领大家开启NOI之门……”TENSHI宣誓结束以后,陆续有天使上台宣誓。可是有一位天使找了好久都找不到她的发言稿,原来她手上的数字M非常大,她转了好久都找不到她想找的宝盒。 【问题求解】 请帮助这位天使找到她想找的宝盒的编号。 【输入格式】 从文件yubikili.in的第一、二行分别读入正整数n和m,其中n、m满足 2 ≤ n≤ 108,2 ≤ m≤ 101000 【输出格式】 把所求宝盒的编号输出到文件yubikili.out,文件只有一行(包括换行符)。 【样例一】 yubikili.in yubikili.out 7 2 9 【样例二】 yubikili.in yubikili.out 9 11 108 7、Hanoi双塔问题(Noip2007) 【问题描述】 给定A、B、C三根足够长的细柱,在A柱上放有2n个中间有孔的圆盘,共有n个不同的尺寸,每个尺寸都有两个相同的圆盘,注意这两个圆盘是不加区分的(下图为n=3的情形)。现要将这些圆盘移到C柱上,在移动过程中可放在B柱上暂存。要求: (1)每次只能移动一个圆盘; (2)A、B、C三根细柱上的圆盘都要保持上小下大的顺序; 任务:设A n为2n个圆盘完成上述任务所需的最少移动次数,对于输入的n,输出A n。 【输入格式】 输入文件hanoi.in为一个正整数n,表示在A柱上放有2n个圆盘。 【输出格式】 输出文件hanoi.out仅一行,包含一个正整数, 为完成上述任务所需的最少移动次数A n。 【输入输出样例1】 hanoi.in hanoi.out 1 2 【输入输出样例2】 hanoi.in hanoi.out 2 6 【限制】 对于50%的数据,1<=n<=25 对于100%的数据,1<=n<=200 【提示】设法建立A n与A n-1的递推关系式。
蓝鼎视觉智能焊缝控制系统 一、系统简介 本系统主要功能是对有缝不锈钢管的氩弧焊接进行自动跟踪与矫正,解决目前人力成本日益提高,人工操作时的视觉疲劳带来的焊接质量问题。系统采用先进的智能视觉技术,融合光机电技术为一体,目前国内尚未发现同类产品。本系统由视觉采集系统捕捉焊缝与钨棒的焊接视频,再运用视觉技术计算钨棒的偏移量,进而控制机电装置实时矫正钨棒位置,达到钢管焊接自动跟踪的目的,从而实现无人值守高质量焊接的要求。 焊接现场实际焊接画面 二、系统特点及技术指标 性能特点 ?非接触式,长时间运行无磨损 ?识别精度高 ?可视化效果,钨棒熔池焊缝图像三位一体 ?稳定性好,采用嵌入式系统,比基于PC机控制系统更加稳定可靠 ?人性化的界面,操作界面的设计基于窗口方式,使用简单,无需专业技 术人员即可操作运行 技术指标 ?额定功率:150W ?识别速率:40ms
? 识别精度:0.05mm ? 响应时间:≤200ms ? 工作温度:-10°~60° ? 焊接速度:≤5m/min ? 管子直径:≥4mm 三、系统主要部件 电机及传动机 械 采集相机 声光报 警装置 焊接控制箱 系统关系框图 本系统包括主要部件为系统控制箱、焊接视频捕获装置、焊枪移动机构、电流及测速模块。 1. 系统控制箱 系统主板、开关电源、电气控制与驱动、声光报警,输入输出接口等主要模块安装在控制箱内,其外设包括触摸显示屏、鼠标、电源开关、电源指示灯、电机左右微调按键、各类插座(220V 电源插座、鼠标孔、12V 工业摄像机电源插口、电流检测及测速模块接口、电机接口) 2. 专用焊接视频捕获装置 根据氩弧焊弧光光谱特点,定制专用焊接视觉捕捉装置,获取钨棒熔池及焊缝实况细节。 3. 焊枪移动机构 根据视觉识别出的焊枪偏差,正转或反转步进电机,经丝杆联动、带动焊枪
应用背景 与传统焊接技术相比,激光焊接在焊接质量和效率等各方面都具有明显优势。由于激光束的光斑直径较小,使得激光束准确对中焊缝成为实现高质量焊接的前提。因此,准确跟踪焊缝是激光焊接的关键所在。机器视觉检测是焊缝跟踪的主要方法之一,通过高速视觉传感器拍摄动态熔池图像序列,获取熔池特征参数,分析焊缝路径偏差与熔池特征参数之间的内在规律,建立焊缝路径与激光束偏差实时测量的视觉模型。然后输出调整量给机器人控制器,控制机械手指引焊枪运行,实现自动跟踪。 应用优势 1、拍摄过程缓慢,可以获取高度清晰的熔池特征参数; 2、可以控制机械手指引焊枪运行,实现自动跟踪。 拍摄效果 科天健已有多款高速相机用于焊缝跟踪项目应用中中,下面介绍两款常用高速相机。。
1、德国Optronis的CP80-4-M-500,该相机为Coaxpress接口,全分辨率为1696X1710下可达500fps,开窗分辨率为512X512时可达5000fps,它的这些特点可使拍摄画面更清晰,拍摄过程更缓慢。 图一CP80-4-M-500在5000fps@512X512下的拍摄效果 2、瑞士Photonfocus的MV-D1024E-160,该相机采用Photonfocus的LINLOG技术,动态范围高达120dB;在全分辨率1024*1024分辨率下可达150帧/秒;开窗分辨率256*256时,帧率达到2241帧/秒。在Linlog功能下能有效抑制强等离子干扰,在焊机电压、电流较小时可直接用相机拍摄,无需光学辅助系统即可得到对比度较好的图像,借助光学辅助手段可得到高清晰的、细节清晰的图像。 图二MV-D1024E-160相机的拍摄效果
第31卷 第4期 2008年8月 电子器件 Chinese J ournal Of Elect ron Devices Vol.31 No.4Aug.2008 Study T echnology of Maximum Pow er Point T racker on the Solar Cell 3 YA N G Fan 3 ,P EN G Hong 2w ei ,H U W ei 2bi n g ,L I Guo 2pi ng ,J I A N G Yan (College of Elect ronic and I nf ormation Engineering ,W uhan I nstit ute of Technology ,W uhan 430073,Chi na ) Abstract :Outp ut characteristic of t he solar battery in p hotovoltaic power 2generation system and t he princi 2ple of Maximum Power Point Tracker are int roduced.Bot h t he merit s and flaws of several t racing met hods in common usage are analysed.The emp hasis of t he st udy is Maximum Power Point Tracker based on quadratic interpolation.A system is designed to ascertain t he maximum power outp ut (M PO ),which is based on regular empirical approach and t he quadratic interpolation.The result of t he test indicates t hat t he M PO of solar battery can be ascertained very soon in t he quadratic interpolation.K ey w ords :solar cell ;quadratic interpolation ;Maximum Power Point Tracker EEACC :8250 太阳能电池最大功率点跟踪技术探讨 3 杨 帆3,彭宏伟,胡为兵,李国平,姜 燕 (武汉工程大学电气信息学院,武汉430074) 收稿日期:2007208220 基金项目:湖北省教育厅基金资助(20060271)作者简介:杨 帆(19662),女,硕士,硕士生导师,教授,主要研究方向为智能仪器与测控技术,yangfan188@https://www.doczj.com/doc/f55553780.html,. 摘 要:介绍了光伏发电系统太阳能电池的输出特性及最大功率点跟踪技术的基本原理。分析了多种常用的跟踪方法的优 缺点。重点研究了二次插值法的最大功率点跟踪技术。并设计了一个系统,应用常规实验方法及二次插值法寻找太阳能电池的最大输出功率,试验结果表明二次插值法能快速寻找太阳能电池的最大输出功率。 关键词:太阳能电池;二次插值;最大功率点跟踪 中图分类号:TP331 文献标识码:A 文章编号:100529490(2008)0421081204 太阳能作为绿色能源,具有无污染,无噪音,取之不尽,用之不竭等优点,越来越受到人们的关注。由于光伏系统目前的主要问题是电池的转换效率低且价格昂贵,因此,如何进一步提高太阳能电池的转换效率,如何充分利用光伏阵列转换的能量,一直是光伏发电系统研究的重要方向。太阳能光伏发电系统的最大功率点跟踪控制M PP T (Maximum Power Point Tracker )就是其中一个重要的研究课题。 最大功率点跟踪是太阳能并网发电中的一项重要的关键技术,它是指,为充分利用太阳能,控制改变太阳能电池阵列的输出电压或电流的方法,使阵列始终工作在最大功率点上,根据太阳能电池的特性,目前实现的跟踪方法主要有以下三种:太阳追踪、最大功率点跟踪或两种方法综合使用。出于经 济方面的考虑,在小规模的系统中经常使用最大功率点跟踪的方法[1]。M PP T 能使太阳能电池阵列的输出功率增加约15%~36%。 1 太阳能电池的伏安特性分析 太阳能电池的伏安(p 2u )特性如图1所示,图1(a )为温度变化时的p 2u 特性曲线,图1(b )是日照强度变化时的p 2u 特性曲线。从图可以看出太阳能电池具有明显的非线性。太阳能电池的输出受日照强度、电池结温等因素的影响。当结温增加时,太阳能电池的开路电压下降,短路电流稍有增加,最大输出功率减小;当日照强度增加时,太阳能电池的开路电压变化不大,短路电流增加,最大输出功率增加。在一定的温度和日照强度下,太阳能电池具有唯一
https://www.doczj.com/doc/f55553780.html, 本文由【中文word文档库】https://www.doczj.com/doc/f55553780.html,搜集整理。中文word文档库免费提供海量教学资料、行业资料、范文模板、应用文书、考试学习和社会 经济等word文档 Meta Vision Systems 机器人用激光焊缝 跟踪系统 技术手册
原作者:Jonathan Moore 翻译:Dr. Lin Sanbao (林三宝博士)
前言 尽管我们在编写这个手册时已经尽了最大努力,但是我们不接受任何由通过使用或者错误使用本手册中的信息,或者可能包含在本手册中的错误,而引发的责任和义务。本手册所提供的信息只是用于培训的目的。 英文版权所有 ? Meta Vision Systems 2000。 中文版版权所有? 中国哈尔滨AWPT-RDC联合实验室 所有权力保留,未经允许,不得以任何形式复制本手册或本手册中的任何部分。 联系方式: Meta Vision Systems Ltd. Oakfield House Oakfield Industrial Estate Eynsham Oxfordshire OX8 1TH UNITED KINGDOM Tel: +44 (0) 1865 887900 Fax: +44 (0) 1865 887901 Email: support@https://www.doczj.com/doc/f55553780.html, 中国地区: 地址:珠海市九洲大道兰埔白石路105号二楼西 邮编:519000 电话:0756 --- 8509695、8508516、6680610、6602419、6626464 传真:0756 --- 8500745 联系人:魏占静 电邮:jbw@https://www.doczj.com/doc/f55553780.html, wzj0756@https://www.doczj.com/doc/f55553780.html, 网址:https://www.doczj.com/doc/f55553780.html,
书籍是人类知识的总结,书籍是全世界的营养品。——莎士比亚 万进制高精度运算(C++语言) 目前在青少年信息学奥林匹克竞赛中所涉及到的高精度计算包括加(addition)、减(subtract)、乘(multiply)、除(divide)四种基本运算。其中乘法分高精度数乘高精度数和单精度数乘高精度数两种,除法一般指两个单精度数相除,求解最终指定精度的解,找出循环节或输出指定精度位数的小数。(注:高精度数与单精度数均指整数) 主要的解题思想是利用在小学就曾学习过的竖式加减乘除法则,用程序语言实现存在的问题主要有如何存储高精度数的值,如何实现计算等问题。 一. 高精度数字的存储 我们日常书写一个高精度数字,左侧为其高位,右侧为其低位,在计算中往往会因进位(carry )或借位(borrow )导致高位增长或减少,因此我们定义一个整型数组(int bignum[maxlen])从低位向高位实现高精度整数的存储,数组的每个元素存储高精度数中的一位。(如下表所示) 高精度数 3(高位) …… 7 9 4(低位) int bignum[i] n …… 2 1 显然,在C++语言中,int 类型(4个字节/32位计算机)元素存储十进制的一位数字非常浪费空间,并且运算量也非常大,因此常将程序代码优化为万进制,即数组的每个元素存储高精数字的四位。在后面的叙述过程中均以万进制为例介绍。(为什么选择万进制,而不选择更大的进制呢?十万进制中的最大值99999相乘时得到的值是9999800001超过4个字节的存储范围而溢出,从而导致程序计算错误。) 在实际编写程序代码过程中常作如下定义: const int base=10000; const int maxlen=1000+1; int bignum[maxlen]; 说明:base 表示进制为万进制,maxlen 表示高精度数的长度,1个元素能存储4个十进制位,1000个元素就存储4000个十进制位,而加1表示下标为0的元素另有它用,常用作存储当前高精度数字的位数。 二. 各种运算的程序实现 (一)加法: 首先回顾一下小学中曾学习的竖式加法,见图一: bignum1[] 9475 46 1243 bignum2[] 918 1324 341 carry 1 0 0 0 bignum_ans[] 1 393 1370 1584 图一 加法的计算过程 从上面的图中我们可以得知,做加法运算是从低位向高位进行,如果有进位,下一位进行相加时要加上进位,如果最高位已计算完还有进位,就要增加存储结果的位数,保存起进位来。关于进位的处理,往往定义单独变量carry 进行存储,程序实现的过程如图二所示: 初始化 进位carry 赋初始值0,结果的位数为两个加数的最大位数。 当前位超过最高位了? 处理当前位和进位 N Y 还有进位么? N 结束 处理进位 Y
1引言 目标跟踪可分为主动跟踪和被动跟踪。视频目标跟踪属于被动跟踪。与无线电跟踪测量相比,视频目标跟踪测量具有精度高、隐蔽性好和直观性强的优点。这些优点使得视频目标跟踪测量在靶场光电测量、天文观测设备、武器控制系统、激光通信系统、交通监控、场景分析、人群分析、行人计数、步态识别、动作识别等领域得到了广泛的应用[1-2]。 根据被跟踪目标信息使用情况的不同,可将视觉跟踪算法分为基于对比度分析的目标跟踪、基于匹配的目标跟踪和基于运动检测的目标跟踪。基于对比度分析的跟踪算法主要利用目标和背景的对比度差异,实现目标的检测和跟踪。基于匹配的跟踪主要通过前后帧之间的特征匹配实现目标的定位。基于运动检测的跟踪主要根据目标运动和背景运动之间的差异实现目标的检测和跟踪。前两类方法都是对单帧图像进行处理,基于匹配的跟踪方法需要在帧与帧之间传递目标信息,对比度跟踪不需要在帧与帧之间传递目标信息。基于运动检测的跟踪需要对多帧图像进行处理。除此之外,还有一些算法不易归类到以上3类,如工程中的弹转机跟踪算法、多目标跟踪算法或其他一些综合算法。2基于对比度分析的目标跟踪算法基于对比度分析的目标跟踪算法利用目标与背景在对比度上的差异来提取、识别和跟踪目标。这类算法按照跟踪参考点的不同可以分为边缘跟踪、形心跟踪和质心跟踪等。这类算法不适合复杂背景中的目标跟踪,但在空中背景下的目标跟踪中非常有效。边缘跟踪的优点是脱靶量计算简单、响应快,在某些场合(如要求跟踪目标的左上角或右下角等)有其独到之处。缺点是跟踪点易受干扰,跟踪随机误差大。重心跟踪算法计算简便,精度较高,但容易受到目标的剧烈运动或目标被遮挡的影响。重心的计算不需要清楚的轮廓,在均匀背景下可以对整个跟踪窗口进行计算,不影响测量精度。重心跟踪特别适合背景均匀、对比度小的弱小目标跟踪等一些特殊场合。图像二值化之后,按重心公式计算出的是目标图像的形心。一般来说形心与重心略有差别[1-2]。 3基于匹配的目标跟踪算法 3.1特征匹配 特征是目标可区别与其他事物的属性,具有可区分性、可靠性、独立性和稀疏性。基于匹配的目标跟踪算法需要提取目标的特征,并在每一帧中寻找该特征。寻找的 文章编号:1002-8692(2010)12-0135-04 视频目标跟踪算法综述* 蔡荣太1,吴元昊2,王明佳2,吴庆祥1 (1.福建师范大学物理与光电信息科技学院,福建福州350108; 2.中国科学院长春光学精密机械与物理研究所,吉林长春130033) 【摘要】介绍了视频目标跟踪算法及其研究进展,包括基于对比度分析的目标跟踪算法、基于匹配的目标跟踪算法和基于运动检测的目标跟踪算法。重点分析了目标跟踪中特征匹配、贝叶斯滤波、概率图模型和核方法的主要内容及最新进展。此外,还介绍了多特征跟踪、利用上下文信息的目标跟踪和多目标跟踪算法及其进展。 【关键词】目标跟踪;特征匹配;贝叶斯滤波;概率图模型;均值漂移;粒子滤波 【中图分类号】TP391.41;TN911.73【文献标识码】A Survey of Visual Object Tracking Algorithms CAI Rong-tai1,WU Yuan-hao2,WANG Ming-jia2,WU Qing-xiang1 (1.School of Physics,Optics,Electronic Science and Technology,Fujian Normal University,Fuzhou350108,China; 2.Changchun Institute of Optics,Fine Mechanics and Physics,Chinese Academy of Science,Changchun130033,China)【Abstract】The field of visual object tracking algorithms are introduced,including visual tracking based on contrast analysis,visual tracking based on feature matching and visual tracking based on moving detection.Feature matching,Bayesian filtering,probabilistic graphical models,kernel tracking and their recent developments are analyzed.The development of multiple cues based tracking,contexts based tracking and multi-target tracking are also discussed. 【Key words】visual tracking;feature matching;Bayesian filtering;probabilistic graphical models;mean shift;particle filter ·论文·*国家“863”计划项目(2006AA703405F);福建省自然科学基金项目(2009J05141);福建省教育厅科技计划项目(JA09040)
光伏电池及其最大功率点跟踪 1光伏电池 1.1 光伏电池简介 太阳能电池是一种由于光生伏特效应而将太阳光能即时转化为电能的器件。当太阳光照在半导体p-n结上,由于吸收了光子的能量,会形成电子--空穴对,在p-n结电场的作用下,空穴由n区流向p区,电子由p区流向n区,这使得相应区域的主载流子的浓度在靠近p-n结部分增加,而这种局部浓度的增加必然使得主载流子朝着外部接触面的方向扩散,导致外部端子上产生电压,接通电路后就形成电流。单体的单晶硅光伏电池的输出电压在标准照度下只有0.5V左右,常见的单体电池输出功率一般在1W左右,一般不能直接作为电源使用。单体电池除了容量小以外,其机械强度也较差。因此在实际应用中,将若干光伏电池单体串并联并封装起来成为有比较大的输出功率(几瓦到几百瓦不等)的太阳能电池组件。光伏电池组件再经过串并联就形成了光伏电池阵列,可以作为大型光伏并网逆变器的功率输入。
图2.1 太阳能电池单体、组件、方阵示意图 1.2 光伏电池数学模型 光伏电池的数学模型[12]可以由图2.2所示的单二极管等效电路[13]来描述。 图中L R 为光伏电池的外接负载,负载电压为L U ,负载电流为L I 。s R 和sh R 为光伏电池内阻。s R 为串联电阻,通常阻值较小,取决于体电阻、接触电阻、扩散电阻以及电极电阻等;sh R 为旁路电阻,一般阻值较大,取决于电池表面污染和半导体晶体缺陷引起的边缘漏电以及耗尽层内的复合电流等。VD I 为通过p-n 结的总扩散电流。sc I 代表光子在光伏电池中激发的电流,取决于辐照度、电池面积和本体温度T 。
L I L 图2.2 光伏电池的单二极管等效电路 )1(0-=AKT qE D VD e I I (2.1) 式中0D I 为光伏电池在无光照时的饱和电流。 旁路电阻两端电压s L L sh R I U U +=,流过旁路电阻的电流为 ()sh s L L sh R R I U I /+=。 由以上各式可得负载电流为: sh s L L AKT R I U q D sc L R R I U e I I I s L L +-???? ??--=+1) (0 (2.2) 一般s R 很小,sh R 很大,可以忽略不计。可得理想光伏电池特性: )1(0--=AKT qU D sc L L e I I I (2.3) 由式2.3可得 ??? ? ??+-=1ln 0D L sc L I I I q AKT U (2.4)
弧焊机器人焊缝跟踪方法的研究现状 (2010-11-18 8:53:12) 95人次浏览 随着科技水平的进步,人们对焊接质量的要求也越来越高。而人工焊接时,由于受到技术水平、疲劳程度、责任心、生理极限等客观和主观因素的应影响,难以较长时间保持焊接工作的稳定性和一致性。而且,由于焊接恶劣的工作条件,愿意从事手工焊接的人在减少,熟练的技术工人更有短缺的趋势。另一方面,电子技术、计算机技术、数控及机器人技术的发展为焊接过程的自动化提供了有利的条件,并已渗透到焊接的各个领域。 近年来,焊接自动化程度在不断的增加,2000年时,中国焊接生产的机械化自动化率,按熔敷金属计算约为30%,而发达国家的焊接自动化率已经达到65%以上[1]。焊接自动化生产已是必然的趋势。焊接机器人是焊接自动化的革命性的进步,它突破了焊接刚性自动化的传统方式,开拓了一种柔性自动化的生产方式[2]。 目前,用于工业生产的弧焊机器人主要是示教再现型机器人,在机器人弧焊过程中,它们可以在其工作空间内高精度重复已经示教的动作。但这也带来一定的局限性,那就是应变能力很差,对工件的装配精度要求较严,重复性要好。如果焊接条件基本稳定,则机器人能够保证焊接质量。但在实际焊接过程中,因为机器人工作时为了避免发生危险,操作人员不准或不宜进入机器人的工作区域,使得操作者不能近距离实时监视焊接过程并作必要的调节控制,所以当实际的焊接条件发生变化时,例如焊接过程中的工件在加工、装配过程中的尺寸误差和位置偏差以及工件加热变形等因素的变化会使接头位置偏离所示教的路径,这样会造成焊接质量下降甚至失败。所以精确的焊缝跟踪是保证焊接质量的关键,它是实现焊接过程自动化的重要研究方向。 1 弧焊机器人在焊接中的应用现状 自从60年代机器人进入工业领域以来,发展较为迅速。预计从1999-2003年,世界实际装备工业机器人数量将由1999年的743,000台增加到892,000台,其中在“机器人王国”日本有370,000
激光焊接机器人焊缝跟踪方法
激光焊接机器人焊缝跟踪控制方法 陈智龙 120160033 摘要:当前激光焊接机器人在实际的工业生产中应用的越来越广泛,在汽车制造业以及其他机器制造业激光焊接机器人在生产中的作用也越来越大。如何提高焊接机器人的焊缝精度问题以及控制焊缝轨迹已成为激光焊接机器人发展的首要难题。 关键词:激光焊接机器人;焊缝轨迹;控制 0引言 激光作为焊接和切割的新手段应用于工业制造,具有很大发展潜力。在国际汽车工业领域,激光加工技术已广泛得到了应用,激光切割与焊接逐渐成为标准的汽车车身生产工艺.国内也已积极推广应用,但目前主要还是以引进成套激光加工设备为主,用于激光钎焊、激光渗透焊、激光对接焊、白车身激光三维切割和激光金属零件表面热处理[1]. 由于成本考虑,有些汽车厂家则直接进口国外激光加工的零部件.为提升我国汽车制造的技术能力,我们应依靠国内技术能力,自主创新,在更广范围和更深层次上,加快激光加工在制造业的应用发展.车身在整车制造中占有重要地位,不仅车身成本占整车的40%~50﹪,而且对汽车安全、节能、环保和快速换型有重要影响。 人口老龄化不断逼近,各制造业工厂着手进行技术改造工程设计,采用了许多工业机器人,以提高生产线的柔性程度为基础,为制造厂家提供了生产产品多样化,更新转型的可能性.以上汽大众汽车车 身生产车间为例,机器人能独立完成工件的移动搬运、输送、组装夹紧定位,可完成工件的点焊、弧焊、激光焊、打磨、滚边、涂胶等工作.有的工位上把上件、夹具、工具以机器人为中心布置,以便机器人能完成多个工序,实现多品种、不同批量的生产自动化.采用机器人使焊接生产线更具柔性化、自动化,使多种车身成品可在一条车身装焊生产线上制造,实现多车型混线生产.因此,焊接生产线必须很容易地因产品结构、外形的改变而改变,具有较高的柔性程度[2] 。 由于柔性车身焊接生产线可以适应汽车多品种生产及换型的需要,是汽车车身制造自动化的必然趋势,特别是进入上世纪90年代以后,各大汽车厂家都
焊接自动化、智能化的关键问题是焊缝的自动查找、自动跟踪寻位-焊缝跟踪传感 1.焊接行业发展趋势 焊接行业是关乎工业制造生产与维护服务的核心行业之一,是大型安装工程建设期间的一项关键工作,其进度直接影响到计划的工期,其质量的好坏直接影响到工程的安全运行和使用寿命,其效率的高低直接影响工程的建造周期和建造成本。为了减少人为因素对焊接质量的影响、提高生产效率就需要使焊接过程更加自动化和智能化,这也是焊接行业发展的必然趋势。 焊接自动化、智能化的关键问题是焊缝的自动查找、自动跟踪,苏州博智慧达自主研发的3D激光焊缝跟踪系统可以轻松获取焊缝位置、焊缝偏转角度、焊缝宽度、高度、深度等信息,并支持市面上大部分机器人品牌的数据通讯,如FANUC、ABB、KUKA、安川、川崎等。将数据实时反馈至上位机,已达到最佳工艺控制要求。
焊缝自动跟踪系统的作用是精确检测出焊缝的位置和形状信息并传递给焊枪(机器人)控制系统,控制系统根据检测结果调整焊枪位置,从而实现焊缝自动跟踪。 2.工作原理 激光焊缝跟踪传感器采用激光三角反射式原理,即激光束被放大形成一条激光线投射到被测物体表面上,反射光透过高质量光学系统,被投射到成像矩阵上,经过计算得到传感器到被测表面的距离(Z轴)和沿着激光线的位置信息(X轴)。移动被测物体或轮廓仪探头,就可以得到一组三维测量值。所获得的信息可用于焊缝搜索定位、焊缝跟踪、自适应焊接参数控制、焊缝成形检测并将信息实时传递到机械手单元,完成各种复杂焊接,避免焊接质量偏差,实现无人化焊接。 传感器通过复杂的程序算法完成对常见焊缝的在线实时检测。对于检测范围、检测能力以及针对焊接过程中的常见问题都有相应的功能设置。设备通过计算检测
电弧传感器焊缝跟踪系统 1 前言 随着电弧传感技术的发展,焊缝跟踪引入了电弧传感技术,电弧传感器作为一种实时传感的器件与其它类型的传感器相比,具有结构较简单、成本低和响应快等特点,是焊接传感器的一个重要的发展方向,具有强大的生命力和应用前景主要应用在两方面:一方面主要用在弧焊机器人上,另一方面主要用在带有十字滑块的自动焊上。本文对国内外焊缝跟踪系统电弧传感技术、信号处理技术和控制技术的研究现状分别做一介绍,在此基础上总结出一套较为先进的焊缝跟踪系统的实施方案,为焊缝跟踪系统研制提供依据。 2、电弧传感焊缝跟踪技术的发展状况 2.1 电弧传感器发展概述 焊缝自动跟踪方面,传感器提供着系统赖以进行处理和控制所必须的有关焊缝的信息。我们研究电弧传感器就是要从焊接电弧信号中提取出能够实时并准确反映焊炬与焊缝中心的偏移变化信号,并将此信号采集出来,作为气体保护焊焊缝自动跟踪系统的输入信号,即气体保护焊焊缝自动跟踪系统的传感信号。 目前,国际、国内焊接界对电弧传感器的研究非常活跃,用于焊缝跟踪的电弧传感器主要有以下几种类型: (1)并列双丝电弧传感器。利用两个彼此独立的并列电弧对工件施焊,当焊枪的中心线未对准坡口中心时,其作用焊丝具有不同的干伸长度,对于平外特性电源将造成两个电流不相等,因此根据两个电流差值即可判别焊炬横向位置并实现跟踪。 (2)旋转扫描电弧传感器。在带有焊丝导向的喷嘴旋转时,旋转速度与焊接电流之间存在一定的关系。高速旋转电弧传感器可用于厚板间隙及角接焊缝的跟踪,在结构上比摆动式电弧传感器复杂,还需要在焊接工艺、信息处理等方面进行深入的研究。 (3)焊炬摆动式电弧传感器。当电弧在坡口中摆动时,焊丝端部与母材之间距离随焊炬对中位置而变化,它会引起焊接电流与电压的变化。由于受机械方面限制,摆动式电弧传感器的摆动频率一般较低,限制了在高速和薄板搭接接头焊接中的应用。在弧焊其他参数相同的条件下,摆动频率越高,摆动式电弧传感器的灵敏度越高。 2.2 电弧传感器的工作原理 电弧传感器的基本原理是:利用焊炬与工件之间距离变化引起的焊接参数变化来探测焊炬高度和左右偏差,在等速送丝调节系统中,送丝速度恒定,焊接电源一般采用平或缓降的外特性,在这种情况下,焊接电流将随着电弧长度的变化而变化。电弧传感器的工作原理如图1所示。 L为电源外特性曲线,在稳定焊接状态时,电弧工作点为A0,弧长L0 ,电流I0 ,当焊炬与工件表面距离发生阶跃变化增大时.弧长突然被拉长为L1.此时干伸长还来不及变化,电弧在新的工作点A1.燃烧,电流突变为I1,电流瞬时变化为△I1反之亦然。从上述分析可以得出,电弧位置的变化将引起电弧长度的变化,焊接电流也相应变化,从而可以判断焊炬与焊缝间的相对位置。 2.3 电弧传感器的数学模型 控制系统包括控制器和对象二大部分,其中被控对象的动态特性是主要的,所以建立被控对象的数学模型是所有工作的第一步,所谓“系统建模”,就是对软件中过程的抽象描述。 常用的建模方法有:a机理分析法;b统计建模法;c神经网络建模法;d智能建模法。 我们在这要分析的是旋转电弧焊炬长度和焊接电流之间的数学模型H(s)—I(s),其中输入量是弧长,输出量是实时的焊接电流。虽然不同系统中具体的结果各异,但结果均为二阶的对应关系。根据文献有如下结论: 设G(s)为焊炬高度H(s)到电流I(s)的传递函数,则它在理论上可表示为: