请共同建立品质文化,不制造不良;不将不良流到下过程;不接收不良;--------从你我做起! 第1页 共4页
北京瑞麟百嘉科技有限公司
电磁白板组装作业指导书
编制 姚晓杰 审核
朱立波
批准
张昊
编写日期 2010-7-8
工序名称
白板组装
工位名称 锁附背板盒
作业人数
2 操 作 步 骤 说 明
管 制 项 点
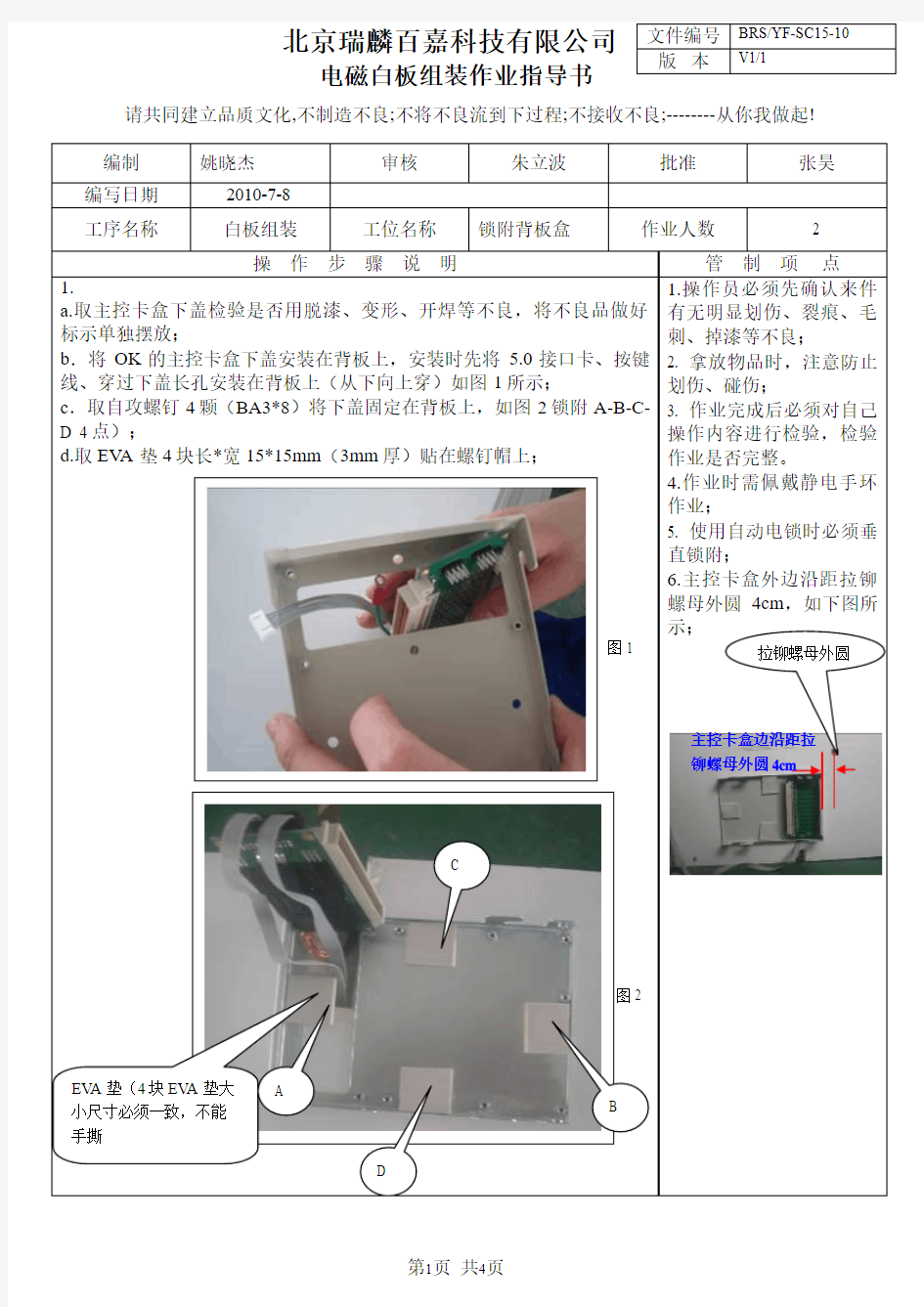
1. a.取主控卡盒下盖检验是否用脱漆、变形、开焊等不良,将不良品做好标示单独摆放; b .将OK 的主控卡盒下盖安装在背板上,安装时先将5.0接口卡、按键线、穿过下盖长孔安装在背板上(从下向上穿)如图1所示; c .取自攻螺钉4颗(BA3*8)将下盖固定在背板上,如图2锁附A-B-C-D 4点); d.取EVA 垫4块长*宽15*15mm (3mm 厚)贴在螺钉帽上;
1.操作员必须先确认来件有无明显划伤、裂痕、毛刺、掉漆等不良;
2. 拿放物品时,注意防止划伤、碰伤;
3. 作业完成后必须对自己操作内容进行检验,检验作业是否完整。
4.作业时需佩戴静电手环作业;
5. 使用自动电锁时必须垂
直锁附; 6.主控卡盒外边沿距拉铆螺母外圆4cm ,如下图所示; 文件编号 BRS/YF-SC15-10 版 本 V1/1
EVA 垫(4块EVA 垫大小尺寸必须一致,不能手撕 D A B C 图1 图2 拉铆螺母外圆
主控卡盒边沿距拉铆螺母外圆4cm
请共同建立品质文化,不制造不良;不将不良流到下过程;不接收不良;--------从你我做起!
第2页 共4页 北京瑞麟百嘉科技有限公司
电磁白板组装作业指导书
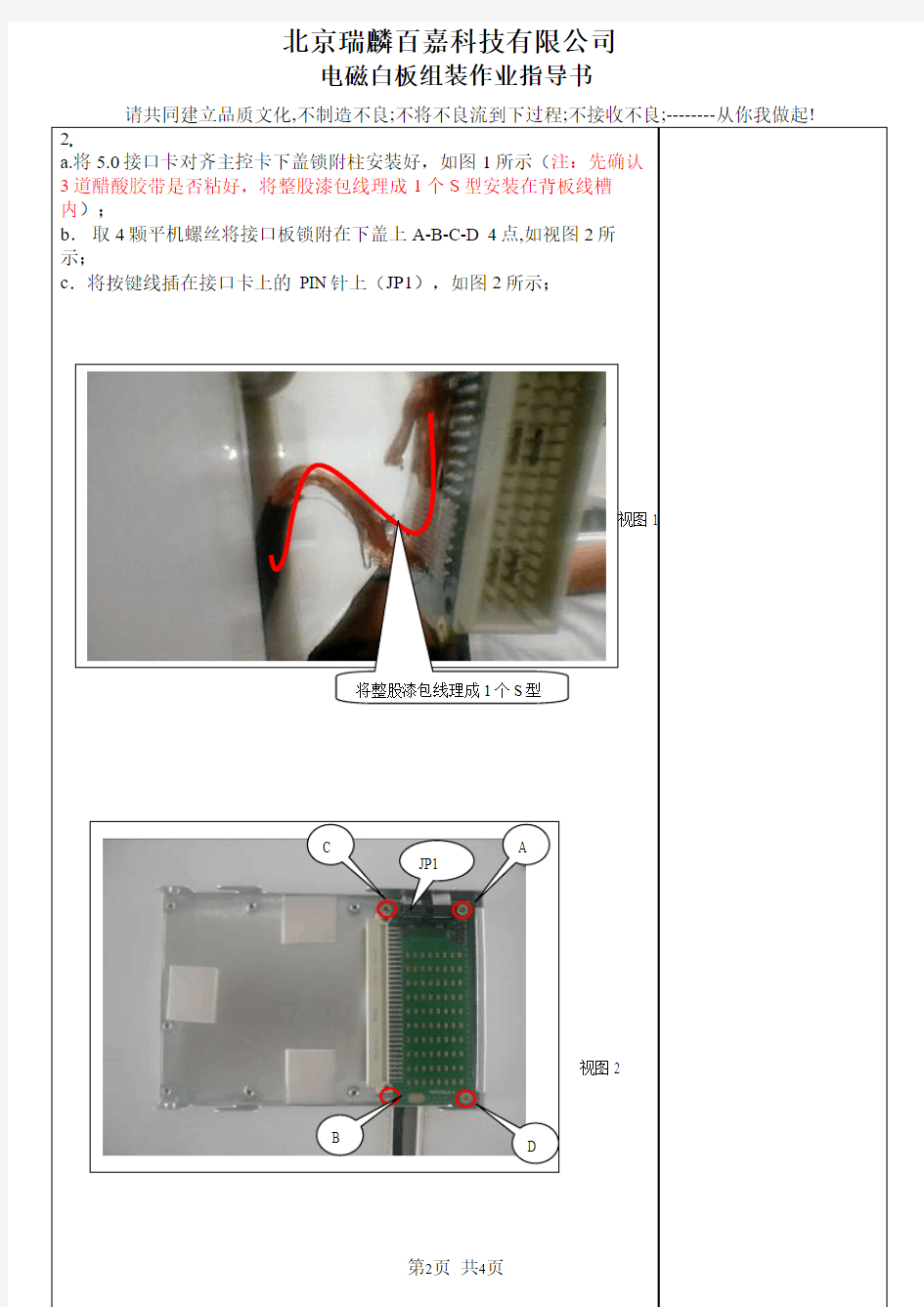
2. a.将5.0接口卡对齐主控卡下盖锁附柱安装好,如图1所示(注:先确认3道醋酸胶带是否粘好,将整股漆包线理成1个S 型安装在背板线槽内);
b . 取4颗平机螺丝将接口板锁附在下盖上A-B-C-D 4点,如视图2所示;
c .将按键线插在接口卡上的 PIN 针上(JP1),如图2所示;
视图2
视图1 将整股漆包线理成1个S 型 A C B D
JP1
3.
a.取主控卡检验缺件、板裂、赃物等不良,将不良品做好标示单独摆
放;
b.将OK的主控卡对齐接口卡的PIN座安装好(注:一定要卡到位),取
7颗平机螺丝将主控卡锁附在主控卡盒下盖上A-B-C-D-E-F-G 7点;如
视图2所示;
c.取主控卡盒上盖检验无划伤、变形、开焊等不良,将不良品做好标识
单独摆放,将检验OK的主控卡上盖安装在主控卡下盖上,如图3所
示;
d.取两颗手拧螺钉将上下盖锁好,如图3所示;
1.安装上盖时确认压不
到里边的线时再盖
实;
2.确认USB-B接口和
LED指示灯与上盖孔
安装到位后在进行锁
附螺钉;
3.安装主控卡盒上盖时
先将上盖限位柱对齐
下盖限位槽后再将上
盖向前对安装好;
视图1
视图3
A
B
将AB两侧螺钉锁附好
上盖视图2
A
F C
D
E B
G
第3页共4页
4.取贴条码标检验是否有打印错误、字迹模糊等不良,将不良品做好标
示单独放置,将OK的贴条码标贴在如视图所示位置,
5.取气枪将白板面清理干净。将清理好的白板从线体上抬起摆放在周转
车上,如视图所示。
变更说明:
工艺变更-----2011-03-14
物料名称 5.0电磁主控卡盒
上盖
5.0电磁主控卡盒下盖圆头平垫自攻丝手拧螺丝
用量 1 1 11 2
仪器与工、治具:手动螺丝刀(十字)
贴条码标10cm
15cm
条形码
第4页共4页