网络出版时间:2013-01-17 17:37
网络出版地址:https://www.doczj.com/doc/ec18342143.html,/kcms/detail/51.1210.TE.20130117.1737.008.html
石油与天然气化工
流化床反应器中甲醇制烯烃反应性能分析
齐国祯1谢在库2陈庆龄1
(1.中国石化上海石油化工研究院,上海,201208
2.中国石化科技开发部,北京,100728)
摘要:对传统固定流化床反应器进行了必要的改进,将固定流化床反应器拓展应用到甲醇制烯烃反应研究中。通过调整预热温度及更换下行进料管材质,使甲醇在与催化剂接触前
的分解几率降到最低。装置平行性及物料平衡考察结果表明,该反应器数据重复性良好,物
料平衡可达到97%。采用SAPO-34分子筛催化剂,在固定流化床反应器中分别考察了反应
温度和水醇比(质量比)对甲醇制烯烃主要反应产物分布的影响。温度实验结果表明:甲醇
转化率接近于100%,反应温度的提高可大大提高乙烯的选择性,C2=~C4=选择性可达到
90%以上;同时温度的升高使得催化剂上积炭速率增快;对于以乙烯为主要目的产物的甲醇
制烯烃工艺,建议将反应温度选择为500℃,C2=/C3=摩尔比可稳定在1.5左右;而如果想以
丙烯为主要目的产物,建议将反应温度选择在450℃~470℃之间,C2=/C3=摩尔比可稳定在
0.9~1.1之间。水醇比实验结果表明:水不但可以延缓催化剂的积炭速率,而且还可以大大
增加乙烯的选择性,较大的水醇比可以将C2=/C3=摩尔比提高到2.0以上;无论是期望乙烯
为主要目的产物还是丙烯为主要目的产物,太大的水醇比会增加能耗,增大反应器及产物分
离器的负荷,所以,建议将水醇比都选择在0.25~0.5之间。
关键词:甲醇制烯烃流化床 SAPO-34 温度水醇比
Reaction Performance Analysis for Methanol to Olefins in Fluidized Bed Reactor
Qi Guozhen1, Xie Zaiku2, Chen Qingling1
(1.SINOPEC Shanghai Research Institute of Petrochemical Technology, Shanghai 201208,China;
2. SINOPEC Group R&D Department, Beijing 100728,China)
Abstracts: The flow fluidized bed reactor was applied to methanol-to-olefins research after some
necessary improvement. Methanol decomposition probability before contacting the catalysts could
be decreased to the lowest level by adjusting the preheater temperature and material of descending
feed pipe. The results of some experiments showed good data repeatability and 97% mass balance.
The experiments about effect of reaction temperature and water/ methanol (weight ratio) on main
products distribution were carried out based on the SAPO-34 molecular sieve catalyst. The results
of temperature experiment showed the temperature increase favored the ethylene selectivity greatly,
as well as the coke formation, and almost 100% methanol conversion, 90% C2=~C4=selectivity could
be achieved., The reaction temperature was suggested to choose 500℃ with 1.5 C2=/C3=molar ratio
for ethylene as main product and 450℃~470℃ with 0.9~1.1 C2=/C3=molar ratio for propylene.
The results of water/ methanol weight ratio experiment showed that increasing the water content
could not only delay the coke formation rate, but increase the ethylene selectivity remarkably,
which could put the C2=/C3=molar ratio up to more than 2.0. Too much water would improve the
基金项目:国家重点基础研究发展规划(973计划)项目(2003CB615801);上海市科委重大基础研究项目
(03DJ14004);中国石油化工股份有限公司重点科技攻关项目。
作者简介:齐国祯(1977-),男,博士,E-mail: rocksbeer@https://www.doczj.com/doc/ec18342143.html,。
energy consume, increase the load of reactor and products separator unavoidably no matter for ethylene or propylene as main products. Therefore 0.25~0.5 water/methanol weight ratio was advocated.
Key words: methanol to olefins, fluidized bed reactor, SAPO-34, temperature, water/methanol
由煤或天然气经甲醇制低碳烯烃工艺是解决石油资源紧张、低碳烯烃需求量越来越大等问题的有效技术路线,受到越来越多的重视。甲醇制低碳烯烃工艺开发重点主要集中在两个方面:一是改性SAPO-34分子筛催化剂的开发,重点开发出选择性高、耐磨损、长期水热稳定的适用于流化床的MTO催化剂;二是甲醇制烯烃流化床工艺的开发【1】。根据甲醇制烯烃反应的特点【2】及流化床催化剂、工艺开发的一般步骤【3】,甲醇制烯烃流化床工艺开发一般要经过催化剂选型及制备方法研究、固定床中反应性能的初步评价、工艺条件考察、为
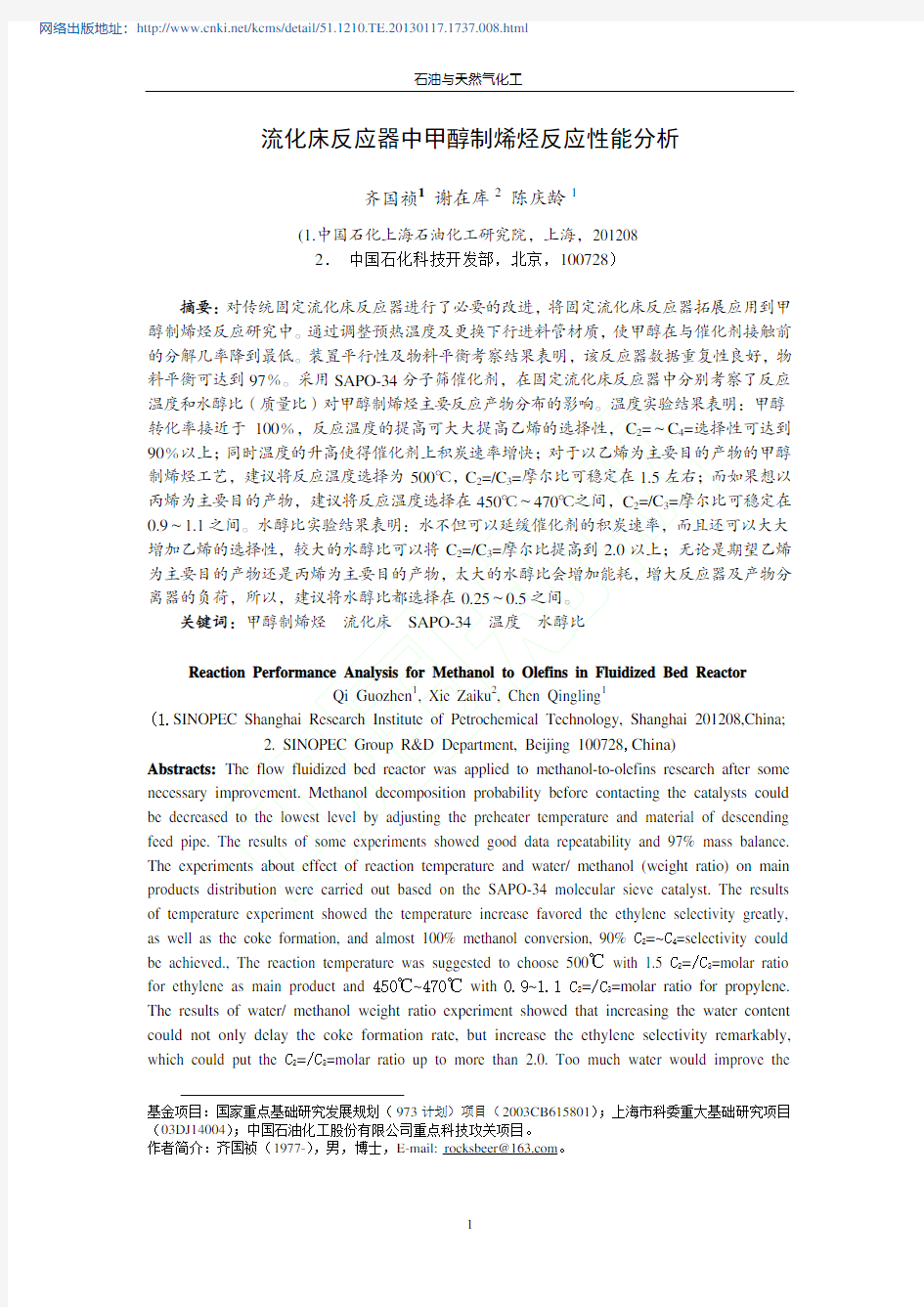
图1 甲醇制烯烃固定流化床反应工艺流程图
固定流化床装置如图1所示,主要包括进料系统、原料预热系统、加料系统、反应系统、产物分离系统、计量系统及相应的控制系统。实验时,首先将预热段、稀相段及密相段升温,升温过程中用氮气吹扫。当三段温度都达到150℃以上时,关闭氮气流量计,将一定量的催
化剂装入反应器,开启水泵(LB-10型平流泵),蒸馏水经过预热段,成为水蒸气,进入反
应器将催化剂预流化。当反应器内温度达到预定值后,开启甲醇泵(SZB-2型双柱塞泵),
甲醇和水在预热段混合,以气体形式一起进入反应器。在反应器内,原料甲醇同催化剂接触
并进行反应。反应产物经冷凝分为气、液两相,气体产物采用排水集气法收集,液体产物用
电子天平称重。当停止进料而进行产物收集的过程中,反应器内继续通入水蒸气,汽提5~10分钟,吹出反应器内和催化剂上残留的产物。反应完成后,开始降温,关闭水泵,用氮气
吹扫。待降到室温后,从反应器底部卸下催化剂。
该固定流化床反应器(密相段φ30×300mm,稀相段φ68×160mm)用于甲醇制烯烃反应
的研究,可实现催化剂性能评价、工艺条件考察、产品组成分布确定等目的。本文选用上海
石油化工研究院研制的SAPO-34分子筛为催化剂。用于流化床的SAPO-34分子筛催化剂采用喷
,堆密度为0.65g/ml。雾干燥法成型,粘结剂采用惰性α-Al2O3,催化剂平均粒径约为40m
C
布(wt%) 1 2 3 4 5 6 CO x 1.12 1.28 1.34 1.33 1.52 1.48
CH4 3.83 3.94 3.91 3.87 3.75 3.81
C2H441.52 41.82 41.62 40.89 41.01 41.56
C2H60.76 0.68 0.65 0.82 0.68 0.71
C3H637.88 37.01 37.56 38.52 37.72 37.23
C3H8 1.99 2.08 2.05 1.86 2.13 2.08
DME 0.34 0.36 0.31 0.36 0.38 0.34 CH3OH 0.80 0.87 0.77 0.80 0.85 0.81 Sum C49.78 9.23 10.02 9.56 10.16 9.99
Sum C5 1.98 2.23 1.86 2.03 1.81 2.00
3.2 降低甲醇分解率的方法
这里只考虑促使甲醇分解的装置因素。原料甲醇在接触催化剂前的分解,必然会增加产物中CO x及CH4产量,降低低碳烯烃收率。而固定流化床的特点是原料在接触催化剂前,首先要经过预热段预热,然后在下行进料管内经过稀相段、密相段等高温区,这样会大大增大甲醇的分解几率。解决该问题的办法主要有三种,一是降低原料预热温度;二是提高线速,减小原料在下行进料管内的停留时间;三是将处于高温区的进料管更换为可耐高温、无活性的材质。
首先在相同尺寸的固定流化床冷模实验装置上确定了保持催化剂最佳流化状态下的线速范围,发现在实际的操作条件范围内,原料在下行进料管中的停留时间只有零点零几秒,所以笔者主要考虑了其它两个方法。首先选用钛管作为下行进料管的材质,然后在保证甲醇
从表2可以看出,固定流化床用于甲醇制烯烃反应研究可以保持较好的物料平衡。物料平衡的变化主要是由产物的计量准确性及人工操作的稳定性引起的。
3.4 反应温度对甲醇制烯烃反应的影响
在常压、甲醇WHSV为6.33 h-1、水醇比(质量比)为0.25的条件下,考察了反应温度对甲醇制烯烃主要反应产物——低碳烯烃分布的影响,结果如图2所示。从图2中可以看出,当温度大于450℃时,随着温度的升高,甲醇转化率的下降速率越来越快,随着催化剂停留时间(Time on Stream,TOS)的增加,较低温度要比较高温度保持高转化率的时间长。显然,这是由于高温时积炭的生长速率快造成的。而在较低的温度400℃时,甲醇转化率明显低于较高温度的转化率,在固定床中同样存在这种现象。这可能是因为在低温时,甲醇分解生成的反应中间产物没有足够能量进一步裂解生成低碳烃,也无法扩散出催化剂的窄小孔道,造成催化剂孔道的部分堵塞,使得催化剂的活性中心与甲醇的接触机会减少,从而甲醇转化率降低。当温度升高时,某些反应中间体开始进一步分解生成乙烯等低碳烃类,释放出较多空间和活性中心,同时催化剂上的积炭量也在随着温度的升高而增加。
在反应初期,由于催化剂上的积炭量小,甲醇在较高的几个温度下的转化率都在99%以上,与固定床反应器内甲醇转化率在反应初期可以达到100%相比,结果令人满意。
另外,从图2中还可以看出,在TOS<10min内,随着温度的升高,乙烯的选择性明显增大,最高可达到58%。在初始的10min内,随着TOS的增大,乙烯选择性增大,特别是在500℃以上时,乙烯选择性的增长速率更加明显。随着TOS的延长,乙烯选择性在经历了一个最大值后开始下降,温度越高,下降速率越快。反观丙烯、C4烯烃随温度和TOS的变化规律,温度越高,越对生成丙烯和C4烯烃不利,而且同样是在温度越高时,这种不利影响体现的越明显。这充分说明了两个问题:一是温度越高,积炭生成速率越快;二是一定量的积炭对乙烯选择性有利。
从选择反应温度的角度来讲,对于以乙烯为主要目的产物的甲醇制烯烃工艺,500℃是一个较好的选择。500℃时,甲醇转化率可接近于100%;积炭速率增长较慢;C2=~C4=选择性最高,可达到90%; C2=/C3=摩尔比可稳定在1.5左右。而如果想以丙烯为主要目的产物,建议将反应温度选择在450℃~470℃之间。在保证高转化率和高的C2=~C4=选择性的前提下,C2=/C3=摩尔比可稳定在0.9~1.1之间。2001年9月的PEP报告【7】中,UOP/HYDRO MTO工艺选择的流化床密相段反应温度为460℃左右,C2=/C3=摩尔比为1.1 。
m e t h a n o l c o n v e r s i o n ,%
p r o p y l e n e s e l e c t i v i t y ,%
C 2=/C 3= m o l a r r a t i o
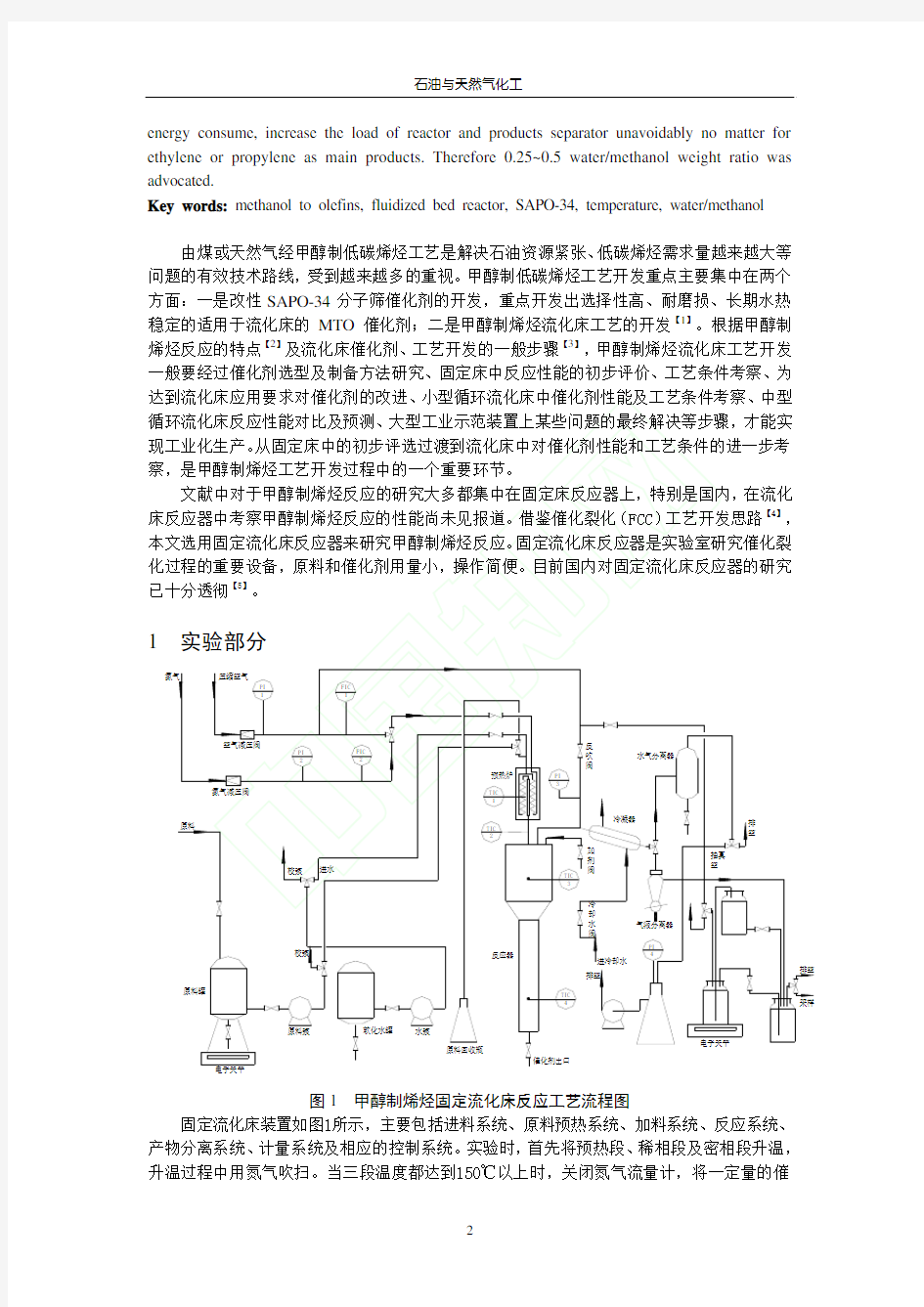
3.5 位催化剂的甲醇处理量。但是也应该看到,水延缓催化剂积炭速率的能力也是有限的,催化剂的活性相互之间并无十分明显的差别。
从水醇比对乙烯、丙烯、C 4=选择性的影响来看,水醇比的提高对乙烯选择性有较明显的积极影响,水醇比提高1.0,乙烯选择性将近提高10%。水醇比的提高不利于丙烯及C 4=的生成,丙烯和C 4=选择性的降低主要是因为乙烯选择性的提高。从水醇比对C 2=~C 4=选择性的综合影响结果来看,水醇比的提高有利于低碳烯烃的生成,而且,较高的水醇比使得低碳烯烃的选择性能够尽快到达高水平,在水醇比对乙烯选择性的影响图中同样发现这个问题。这说明提高水醇比对提高乙烯选择性有相当大的影响,从而使得乙烯选择性的提高可以带动C 2=~C 4=选择性的总体提高。另外,水醇比的提高也大幅度增大了C 2=/C 3=摩尔比的范围,相对于图1中500℃下的1.5左右,提高到2.0以上。
从保证甲醇高转化率的角度讲,太大的水醇比不利于甲醇的转化,而从水醇比对低碳烯
烃选择性的影响来看,似乎水醇比越大越好,这样就在选择合适的水醇比时形成了一个矛盾。 对于期望丙烯为主要目的产物的甲醇制烯烃工艺,因为水醇比的提高不利于丙烯的生成,所以不能选择太大的水醇比。为保证较高的低碳烯烃选择性和较小的C 2=/C 3=摩尔比,建议将
水醇比选择在0.25~0.5之间。PEP报告【7】
中,UOP/HYDRO MTO工艺选择的水醇比(质量比)为0.25。如果期望乙烯作为主要目的产物,水醇比似乎应该控制在1.0~1.5左右。但是这样一方面会增加能耗,另一方面,在保证甲醇处理量的条件下,大量的水势必会大大增加反应器体积,而且还会在后续的产物分离中造成一定的麻烦。所以,不管是生产乙烯还是生产丙烯,水醇比都不易选择的太大,建议将水醇比都选择在0.25~0.5之间。
m e t h a n o l c o n v e r s i o n ,%
C 2=~C 4= s e l e c t i v i t y ,%
p r o p y l e n e s e l e c t i v i t y ,%
图3 水醇比(质量比)对低碳烯烃分布的影响
4 结 论
在固定流化床反应器中对甲醇制烯烃反应性能进行了研究。通过对传统固定流化床反应器必要的改进,首次将固定流化床反应器应用到甲醇制烯烃反应研究中。通过调整预热温度及更换下行进料管材质,使甲醇在与催化剂接触前的分解几率降到最低。通过对装置的平行性及物料平衡考察,结果表明,固定流化床反应器数据重复性良好,物料平衡可达到97%,能够满足实验要求。采用SAPO-34分子筛催化剂,在固定流化床反应器中分别考察了反应温度和水醇比(质量比)对甲醇制烯烃主要反应产物分布的影响。
温度实验结果表明:甲醇转化率接近于100%,反应温度的提高可大大提高乙烯的选择性,C2=~C4=选择性可达到90%以上;同时温度的升高使得催化剂上积炭速率增快;对于以乙烯为主要目的产物的甲醇制烯烃工艺,建议将反应温度选择为500℃,C2=/C3=摩尔比可稳定在1.5左右;而如果想以丙烯为主要目的产物,建议将反应温度选择在450℃~470℃之间,C2=/C3=摩尔比可稳定在0.9~1.1之间。
水醇比实验结果表明:水不但可以延缓催化剂的积炭速率,而且还可以大大增加乙烯的选择性,较大的水醇比可以将C2=/C3=摩尔比提高到2.0以上;无论是期望乙烯为主要目的产物还是丙烯为主要目的产物,太大的水醇比会增加能耗,增大反应器及产物分离器的负荷,所以,建议将水醇比都选择在0.25~0.5之间。
参考文献
[1] 齐国祯,谢在库,钟思青等,煤或天然气经甲醇制低碳烯烃工艺研究新进展[J],现代化工,2005,25(2):9-13.
[2]Vora B V, Arold E C, Marker T L. 天然气到乙烯和丙烯的转化-UOP/HYDRO MTO工艺[J],石油与天然气化工,1997,26(3):131-137.
[3]Kunii D, Levenspiel O, Fluidization Engineering, 2nd edition, Butterworth, Boston, 1991.
[4]张瑞驰,施文元,张领辉,选择合适的装置进行FCC试验[J],催化裂化,1995,1:31-36.
[5]王湛,固定式流化床实验装置的设计[J],石油大学学报:自然科学版,1993,17(增刊):214-219.
[6]姚洪奎,红外碳硫分析仪[J],上海第二工业大学学报,1994,2:50-55.
[7]Gelbein A, UOP Methanol to Olefins, PEP Review 2001-11, September 2003.
甲醇制烯烃技术(MTO/MTP) 甲醇制烯烃(Methanol to Olefins,MTO)和甲醇制丙烯(Methanol to Propylene)是两个重要的C1化工新工艺,是指以煤或天然气合成的甲醇为原料,借助类似催化裂化装置的流化床反应形式,生产低碳烯烃的化工技术。 从MTG反应机理分析,低碳烯烃是MTG反应的中间产物,因而MTG工艺的开发成功促进了MTO工艺的开发。国际上的一些知名石化公司,如Mobil、BASF、UOP、Norsk Hydro 等公司都投入巨资进行技术开发。 Mobil公司以该公司开发的ZSM-5催化剂为基础,最早研究甲醇转化为乙烯和其它低碳烯烃的工作,然而,取得突破性进展的是UOP和Norsk Hydro两公司合作开发的以UOP MTO-100为催化剂的UOP/Hydro的MTO工艺。 国内科研机构,如中科院大连化物所、石油大学、中国石化石油化工科学研究院等亦开展了类似工作。其中大连化物所开发的合成气经二甲醚制低碳烯烃的工艺路线(SDTO)具独创性,与传统合成气经甲醇制低碳烯烃的MTO相比较,CO转化率高,达90%以上,建设投资和操作费用节省50%~80%。当采用D0123催化剂时产品以乙烯为主,当使用D0300催化剂是产品以丙烯为主。 一、催化反应机理 MTO及MTG的反应历程主反应为: 2CH3OH→C2H4+2H2O 3CH3OH→C3H6+3H2O 甲醇首先脱水为二甲醚(DME),形成的平衡混合物包括甲醇、二甲醚和水,然后转化为低碳烯烃,低碳烯烃通过氢转移、烷基化和缩聚反应生成烷烃、芳烃、环烷烃和较高级烯烃。甲醇在固体酸催化剂作用下脱水生成二甲醚,其中间体是质子化的表面甲氧基;低碳烯烃转化为烷烃、芳烃、环烷烃和较高级烯烃,其历程为通过带有氢转移反应的典型的正碳离子机理;二甲醚转化为低碳烯烃有多种机理论述,目前还没有统一认识。 Mobil公司最初开发的MTO催化剂为ZSM-5,其乙烯收率仅为5%。改进后的工艺名称MTE,即甲醇转化为乙烯,最初为固定床反应器,后改为流化床反应器,乙烯和丙烯的选择性分别为45%和25%。 UOP开发的以SAPO-34为活性组分的MTO-100催化剂,其乙烯选择性明显优于ZSM-5,使MTO工艺取得突破性进展。其乙烯和丙烯的选择性分别为43%~61.1%和27.4%~41.8%。 从近期国外发表的专利看,MTO研究开发的重点仍是催化剂的改进,以提高低碳烯烃的选择性。将各种金属元素引入SAPO-34骨架上,得到称为MAPSO或ELPSO的分子筛,这是催化剂改型的重要手段之一。金属离子的引入会引起分子筛酸性及孔口大小的变化,孔
实验一流化床反应器的特性测定 一、实验目的 流化床反应器的重要特征是细颗粒催化剂在上升气流作用下作悬浮运动,固体颗粒 剧烈地上下翻动。这种运动形式使床层内流体与颗粒充分搅动混和,避免了固定床反应器中的“热点”现象,床层温度分布均匀。然而,床层流化状态与气泡现象对反应影响很大,尽管有气泡模型与两相模型的建立,但设计中仍以经验方法为主。本实验旨在观察和分析流化床的操作状态,目的如下: 1、观察流化床反应器中的流态化过程。 2、掌握流化床压降的测定并绘制压降与气速的关系图。 3、计算临界流化速度及最大流化速度,并与实验结果作比较。 二、实验原理 与固定床反应器相比,流化床反应器的优点是:①可以实现固体物料的连续输入和 输出;②流体和颗粒的运动使床层具有良好的传热性能,床层内部温度均匀,而且易于控制,特别适用于强放热反应;③便于进行催化剂的连续再生和循环操作,适于催化剂失活速率高的过程的进行,石油馏分催化流化床裂化的迅速发展就是这一方面的典型例子。流化床存在的局限性:①由于固体颗粒和气泡在连续流动过程中的剧烈循环和搅动,无论气相或固相都存在着相当广的停留时间分布,导致不适当的产品分布,阵低了目的产物的收率;②反应物以气泡形式通过床层,减少了气-固相之间的接触机会,降低了反应转化率;③由于固体催化剂在流动过程中的剧烈撞击和摩擦,使催化剂加速粉化,加上床层顶部气泡的爆裂和高速运动、大量细粒催化剂的带出,造成明显的催化剂流失。 (1)流态化现象 气体通过颗粒床层的压降与气速的关系如图4-1所示。当流体流速很小时,固体颗 粒在床层中固定不动。在双对数坐标纸上床层压降与流速成正比,如图AB段所示。此时为固定床阶段。当气速略大于B点之后,因为颗粒变为疏松状态排列而使压降略有下降。 图1-1 气体流化床的实际ΔP -u关系图 该点以后流体速度继续增加,床层压降保持不变,床层高度逐渐增加,固体颗粒悬 浮在流体中,并随气体运动而上下翻滚,此为流化床阶段,称为流态化现象。开始流化 的最小气速称为临界流化速度u mf 。 当流体速率更高时,如超过图中的E点时。整个床层将被流体所带走,颗粒在流体中形成悬浮状态的稀相,并与流体一起从床层吹出,床层处于气流输送阶段。E点之后正常的流化状态被破坏,压降迅速降低,与E点相应的流速称为最大流化速度u t 。
固定床反应器 定义:气体流经固定不动的催化剂床层进行催化反应的装置。 特点:结构简单、操作稳定、便于控制、易实现大型化和连续化生产等优点,是现代化工和反应中应用很广泛的反应器。 应用:主要用于气固相催化反应。 基本形式:轴向绝热式、径向绝热式、列管式。 固定床反应器缺点: 床层温度分布不均匀; 床层导热性较差; 对放热量大的反应,应增大换热面积,及时移走反应热,但这会减少有效空间。 流化床反应器(沸腾床反应器) 定义:流体(气体或液体)以较高流速通过床层,带动床内固体颗粒运动,使之悬浮在流动的主体流中进行反应,具有类似流体流动的一些特性的装置。 应用:应用广泛,催化或非催化的气—固、液—固和气—液—固反应。 原理:固体颗粒被流体吹起呈悬浮状态,可作上下左右剧烈运动和翻动,好象是液体沸腾一样,故流化床反应器又称沸腾床反应器。 结构:壳体、气体分布装置、换热装置、气—固分离装置、内构件以及催化剂加入和卸出装置等组成。 优点:传热面积大、传热系数高、传热效果好。进料、出料、废渣排放用气流输送,易于实现自动化生产。 缺点:物料返混大,粒子磨损严重;要有回收和集尘装置;内构件复杂;操作要求高等。 固定床: 一、固定床反应器的优缺点 凡是流体通过不动的固体物料形成的床层面进行反应的设备都称为固定床反应器,而其中尤以利用气态的反应物料,通过由固体催化剂所构成的床层进行反应的气固相催化反应器在化工生产中应用最为广泛。气固相固定床反应器的优点较多,主要表现在以下几个方面: 1、在生产操作中,除床层极薄和气体流速很低的特殊情况外,床层内气体的流动皆可看成是理想置换流动,因此在化学反应速度较快,在完成同样生产能力时,所需要的催化剂用量和反应器体积较小。 2、气体停留时间可以严格控制,温度分布可以调节,因而有利于提高化学反应的转化率和选择性。 3、催化剂不易磨损,可以较长时间连续使用。 4、适宜于高温高压条件下操作。 由于固体催化剂在床层中静止不动,相应地产生一些缺点: 1、催化剂载体往往导热性不良,气体流速受压降限制又不能太大,则造成床层中传热性能较差,也给温度控制带来困难。对于放热反应,在换热式反应器的入口处,因为反应物浓度较高,反应速度较快,放出的热量往往来不及移走,而使
纪律和奖罚制度,调动全体试车人员的积极性,经过一年多的工作,于1998年11月15日又开始试车。经过一个多月的投料表明,1.5万t a氯化法钛白的主要技术难关基本上已被攻克,初步实现了连续稳定生产。 5 几点建议 (1)面对世界钛白由跨国集团高度垄断的新局面,国内钛白工业必须加强集中统一领导、统一规划、合理布局,一致对外。 (2)对现有的钛白厂要实行强强联合,对亏损严重、污染大的厂要坚决实行关停并转。 (3)对已引进的3套较大型的钛白粉生产装置,国家应继续给予优惠政策和资金支持,并跨地区、跨部门地组织专家联合进行技术攻关。特别要充分发挥经验丰富的老专家的作用,协同作战,解决工艺、技术难题,提高产品质量,开发新品种,以满足国民经济发展的需要。 (4)由于硫酸法钛白生产三废排放量大,较难处理,而氯化法钛白生产的主要技术难题又已基本被攻克,现在完全可以利用国内技术兴建万吨级以上的氯化法钛白生产装置。建议除了特殊地区外,今后兴建的钛白厂主要应采用氯化法。而且厂址最好能与氯碱厂在一起,以达到优势互补,提高经济效益的目的。 (5)为保护民族工业,扶植国内钛白生产,建议对国外钛白供应商向我国低价倾销钛白粉要进行处罚;要制定相关法律,向其所在国贸易管理机构起诉,并对进口产品征收高额的反倾销税。 ?新产品新装置? 吉化公司乙撑双硬脂酰胺装置建成投产 具有国内领先水平的年产700t乙撑双硬脂酰胺生产装置,在吉化公司研究院建成,并投入批量生产。 乙撑双硬脂酰胺是一种多功能塑料加工助剂,可广泛应用于高分子聚合树脂,如AB S树脂、聚氯乙烯、聚丙烯、酚醛树脂及氨基树脂加工中的润滑剂、防粘剂、粘度调节剂和表面光亮剂等。 该装置是由吉化研究院自行开发、设计的。经半年的运转考核,生产能力达到并超过设计能力(已达800t a以上),其产品经在吉化合成树脂厂引进的10万t a AB S生产装置上应用,性能指标完全满足生产要求。目前,产品已向该公司及国内多家用户批量供货,质量及稳定性已达到国外同类产品水平。 (微笔) 扬子石化大型空分装置投入运行 扬子石化股份公司投资近3亿元的每小时增产氧气2万m3、氮气3.75万m3的大型空气分离装置投入运行。 该空分装置在设计、安装过程中,采用了引进国外先进技术和设备与国内配套设计相结合的办法,装置开停车过程可全部自动调整控制,DCS控制系统达到国际90年代先进水平。(微笔) 甲醇制烯烃工艺(M TO) 一项以天然气为原料经甲醇制取混合烯烃(乙烯+丙烯+丁烯)的工艺技术即M TO工艺,已由美国环球油品公司(UO P)和挪威海德罗(H ydroc)公司联合开发中试成功。 1995年11月,在南非第四次天然气转化国际年会上,UO P和H ydroc公司首次公布了这一工艺技术及其示范装置的运行数据。据称,这一工艺经小试、中试和示范装置长期、连续试验,操作稳定,得到了相互验证,可以用来建设年产50万t乙烯的工业化生产装置。 该技术的工艺流程和设备与炼厂的 型催化裂化装置基本相同,产品分离流程比传统的深冷分离流程简单。 采用M TO工艺生产烯烃,需要大量天然气或甲醇:一套30万t a M TO法乙烯装置,年消耗天然气13亿m3或甲醇150万t。因此,在天然气供应充足而且价格便宜的地方,采用此法生产烯烃,比之石脑油或轻柴油裂解制烯烃,在技术和经济上都具有一定的优越性。 我国对M TO工艺的开发也已经历多年,中试数据与国外很接近,而催化剂性能则优于国外。据了解,中国石油和天然气北方公司正在进行M TO工艺的千吨级工业化试验。(宗言恭) 81 化 工 技 术 经 济 第17卷
煤制烯烃研究报告
煤制烯烃工艺研究报告 一、煤制烯烃简介 制备丙烯的传统方法是采用轻油(石脑油、轻柴油)裂解工艺,但石油储量有限,因此世界各国开始致力于非石油路线制乙烯和丙烯类低碳烯烃的开发。其中,以煤或天然气为原料制甲醇,再由甲醇制低碳烯烃的工艺受到重视。 煤制烯烃主要指乙烯、丙烯及其聚合物。聚乙烯主要应用于粘合剂、农膜、电线和电缆、包装(食品软包装、拉伸膜、收缩膜、垃圾袋、手提袋、重型包装袋、挤出涂覆)、聚合物加工(旋转成型、注射成型、吹塑成型)等行业。 丙烯是仅次于乙烯的一种重要有机石油化工基本原料,主要用于生产聚丙烯、苯酚、丙酮、丁醇、辛醇、丙烯腈、环氧丙烷、丙二醇、环氧氯丙烷、合成甘油、丙烯酸以及异丙醇等。 煤制烯烃简单来说可分为煤制甲醇、甲醇制烯烃这两个过程。主要有四个步骤:首先经过煤气化制合成气,然后将合成气净化,接着将净化合成气制成甲醇,甲醇在催化剂的作用下脱水生成二甲醚(DME),形成甲醇、二甲醚和水的平衡混合物,然后转化为低碳烯烃,烯烃经过聚合反应生产聚烯烃。当前,国际上有几种领先的甲醇制烯烃工艺,如美国UOP公司与挪威海德鲁(Lydro)公司的甲醇制烯烃工艺(MTO)、德国鲁奇(Lurgi)公司的甲醇制丙烯工艺(MTP)、美国AtoFina与UOP公司的烯烃裂
解工艺等,其中Lurgi公司的MTP工艺已经在国内的生产装置上应用,在最先实现工业化。 二、国外煤制烯烃技术 MTO是国际上对甲醇制烯烃的统一叫法。最早提出煤基甲醇制烯烃工艺的是美孚石油公司(Mobil),随后巴斯夫公司(BASF)、埃克森石油公司(Exxon)、环球石油公司(UOP)及海德鲁公司(Hydro)等相继投入开发,在很大程度上推进了MTO 的工业化。1995年,UOP与挪威Norsk Hydro公司合作建成一套甲醇加工能力0.75 吨/天的示范装置,连续运转90天,甲醇转化率接近100%,乙烯和丙烯的碳基质量收率达到80%。1998年建成投产采用UOP/Hydro工艺的20万吨/年乙烯工业装置,截止已实现50万吨/年乙烯装置的工业设计,并表示可对设计的50万吨/年大型乙烯装置做出承诺和保证。UOP/Hydro的MTO工艺能够在比较宽的范围内调整反应产物中C2与C3;烯烃的产出比,可根据市场需求生产适销对路的产品,以获取最大的收益。 惠生(南京)清洁能源股份有限公司甲醇制烯烃装置采用环球油品公司(UOP)的甲醇制烯烃(MTO)/烯烃裂化(OCP)技术,是全球首套采用霍尼韦尔先进技术(Honeywell)的装置,与传统工艺相比,该项工艺被验证拥有高收率和低副产品形成的优点。
甲醇制丙烯工艺 与甲醇制烯经同时生产乙烯和丙烯不同,甲醇制丙烯工艺主要生产丙烯,副产LPG和汽油;反应中生成的乙烯和丁烯返回系统再生产,作为歧化制备丙烯的原料。 1、鲁奇公司(Lurgi)的MTP工艺 1996年鲁奇公司使用南方化学公司的高选择性沸石基改性ZSM-5催化剂,开始研发MTP工艺。1999年,鲁奇公司在德国法兰克福研发中心建立了一套单管绝热固定床反应装置,装置设计规模为数百克/时甲醇处理能力,主要完成了催化剂性能测试,并验证了MTP设计理念、优化了反应条件。2000年,鲁奇公司在法兰克福研发中心建立了三管(3x50%能力)绝热固定床反应装置,装置处理甲醇能力为1千克/小时,该装置打通了MTP总工艺流程,模拟了系统循环操作,进一步优化了反应条件,并为MTP示范厂的建立积累了大量基础数据。2002年1月,鲁奇公司在挪威Tjeldbergodden地区的Statoil甲醇厂建成甲醇处理能力为360千克/天的MTP示范厂。2004年5月,示范工作结束。通过测试,催化剂在线使用寿命满足8000小时的商业使用目标;产物丙烯纯度达到聚合级水平,并副产高品质汽油。 鲁奇公司MTP技术特点是甲醇经两个连续的固定床反应器,第一个反应器中甲醇首先转化为二甲醚,第二个反应器中二甲醚转化为丙烯。该技术生成丙烯的选择性高,结焦少,丙烷产率低。整个MTP工艺流程对丙烯的总碳收率约为71%。催化剂由德国南方化学公司生产。 鲁奇公司MTP反应器有两种形式:即固定床反应嚣(只生产丙烯)和流化床反应器(可联产乙烯/丙烯)。
2008年3月,鲁奇公司与伊朗Fanavaran石化公司正式签署MTP技术转让合同,装置规模为10万吨/年。 2008年9月,LyondeIIBasell,特立尼达多巴哥政府,特立尼达多巴哥国家气体公司(NGC),特立尼达多巴哥国家能源公司(NEC)和鲁奇(Lurgi)公司联合宣布,已经签署了一项项目发展协议,共同建设和运营在特立尼达多巴哥的一体化甲醇制丙烯(MTP)和聚丙烯(PP)项目。通过三条世界级的工厂,包括大规模天然气制甲醇和MTP以及PP工厂,该项目最终将实现49万吨PP产能。其中,大规模甲醇和MTP的工艺分别由鲁奇公司提供,而丙烯聚合将利用巴塞尔公司的Spherizone工艺。 采用鲁奇MTP技术的神华宁煤50万吨/年煤基聚丙烯项目于2010年12月打通全流程,2011年4月底产出终端合格聚丙烯产品,由试车阶段全面进入试生产阶段,并于5月实现首批产品外运销售。 2、中国化学工程集团、清华大学和淮化集团联合开发的FMTP工艺 流化床甲醇制烯烃(FMTP)技术由中国化学工程集团公司、清华大学和淮化集团联合开发,三方在安徽淮南建设甲醇处理量3万吨/年的流化床甲醇制丙烯(FMTP)中试装置,于2008年底建成,截至2009年8月,该装置己完成11吨催化剂生产任务,进行了二次流态化试车,全面打通了系统工艺流程。 该技术采用SAPO-18/34分子筛催化剂和流化床反应器,与MTO工艺一样。但是通过把生成物中的丙烯分离出之后,使C2组分和C4以上组分进入一个独立的烯烃转化反应器使其转化成丙烯。 该技术可调节丙烯/乙烯比例,从1.2:1到1:0(全丙烯产出)均可实现。据称,利用该技术生产以丙烯为目标产物的烯烃产品,丙烯总收率可达77%,原料甲醇
流化床反应器 流化床反应器 流化床反应器是一种利用气体或液体通过颗粒状固体层而使固体颗粒处于悬浮运动状态,并进行气固相反应过程或液固相反应过程的反应器。在用于气固系统时,又称沸腾床 反应器。流化床反应器在现代工业中的早期应用为20世纪20年代出现的粉煤气化的温克 勒炉(见煤气化炉);但现代流化反应技术的开拓,是以40年代石油催化裂化为代表的。目前,流化床反应器已在化工、石油、冶金、核工业等部门得到广泛应用。 1产品分类 按流化床反应器的应用可分为两类:一类的加工对象主要是固体,如矿石的焙烧,称为 固相加工过程;另一类的加工对象主要是流体,如石油催化裂化、酶反应过程等催化反应 过程,称为流体相加工过程。 2结构形式 流化床反应器的结构有两种形式:①有固体物料连续进料和出料装置,用于固相加工 过程或催化剂迅速失活的流体相加工过程。例如催化裂化过程,催化剂在几分钟内即显著 失活,须用上述装置不断予以分离后进行再生。②无固体物料连续进料和出料装置,用于 固体颗粒性状在相当长时间(如半年或一年)内,不发生明显变化的反应过程。 3产品优缺点 与固定床反应器相比,流化床反应器的优点是:①可以实现固体物料的连续输入和输出;②流体和颗粒的运动使床层具有良好的传热性能,床层内部温度均匀,而且易于控制,特别适用于强放热反应;③便于进行催化剂的连续再生和循环操作,适于催化剂失活速率 高的过程的进行,石油馏分催化流化床裂化的迅速发展就是这一方面的典型例子。然而, 由于流态化技术的固有特性以及流化过程影响因素的多样性,对于反应器来说,流化床又 存在很明显的局限性:①由于固体颗粒和气泡在连续流动过程中的剧烈循环和搅动,无论 气相或固相都存在着相当广的停留时间分布,导致不适当的产品分布,阵低了目的产物的 收率;②反应物以气泡形式通过床层,减少了气-固相之间的接触机会,降低了反应转化率;③由于固体催化剂在流动过程中的剧烈撞击和摩擦,使催化剂加速粉化,加上床层顶 部气泡的爆裂和高速运动、大量细粒催化剂的带出,造成明显的催化剂流失;④床层内的 复杂流体力学、传递现象,使过程处于非定常条件下,难以揭示其统一的规律,也难以脱 离经验放大、经验操作。近年来,细颗粒和高气速的湍流流化床及高速流化床均已有工 业应用。在气速高于颗粒夹带速度的条件下,通过固体的循环以维持床层,由于强化了气 固两相间的接触,特别有利于相际传质阻力居重要地位的情况。但另一方面由于大量的固 体颗粒被气体夹带而出,需要进行分离并再循环返回床层,因此,对气固分离的要求也就 很高了。(见流态化、流态化设备)
流化床反应器的简介及其工业应用 1 流化床反应器概述 流化床反应器是一种利用气体或液体通过颗粒状固体层而使固体颗粒处于悬浮运动状态,并进行气固相反应过程或液固相反应过程的反应器。在用于气固系统时,又称沸腾床反应器。流化床反应器在现代工业中的早期应用为20世纪20年代出现的粉煤气化的温克勒炉;但现代流化反应技术的开拓,是以40年代石油催化裂化为代表的。目前,流化床反应器已在化工、石油、冶金、核工业等部门得到广泛应用。 按照床层的外形分类,可分为圆筒形和圆锥形流化床。圆筒形流化床反应器结构简单,制造容易,设备容积利用率高。圆锥形流化床反应器的结构比较复杂,制造比较困难,设备的利用率较低,但因其截面自下而上逐渐扩大,故也具有很多优点:1、适用于催化剂粒度分布较宽的体系由于床层底部速度大,较大颗粒也能流化,防止了分布板上的阻塞现象,上部速度低,减少了气流对细粒的带出,提高了小颗粒催化剂的利用率,也减轻了气固分离设备的负荷。这对于在低速下操作的工艺过程可获得较好的流化质量。2、由于底部速度大,增强了分布板的作用床层底部的速度大,孔隙率也增加,使反应不致过分集中在底部,并且加强了底部的传热过程,故可减少底部过热和烧结现象。 3、适用于气体体积增大的反应过程气泡在床层的上升过程中,随着静压的减少,体积相应增大。采用锥形床,选择一定的锥角,可适应这种气体体积增大的要求,使流化更趋平稳。 按照床层中是否设置有内部构件分类,可分为自由床和限制床。床层中设置内部构件的称为限制床,未设置内部构件的称为自由床。设置内部构件的目的在于增进气固接触,减少气体返混,改善气体停留时间分布,提高床层的稳定性,从而使高床层和高流速操作成为可能。许多流化床反应器都采用挡网、挡板等作为内部构件。对于反应速度快、延长接触时间不至于产生严重副反应或对于产品要求不严的催化反应过程,则可采用自由床,如石油炼制工业的催化裂化反应器便是典型的一例。 流化床反应器的优点 流化床内的固体粒子像流体一样运动,由于流态化的特殊运动形式,使这种反应器具有如下优点: 1、由于可采用细粉颗粒,并在悬浮状态下与流体接触,流固相界面积大(可高达3280~16400m2/m3),有利于非均相反应的进行,提高了催化剂的利用率。 2、由于颗粒在床内混合激烈,使颗粒在全床内的温度和浓度均匀一致,床层与内浸换热表面间的传热系数很高[200~400W/(m2?K)],全床热容量大,热稳定性高,这些都有利于强放热反应的等温操作。这是许多工艺过程的反应装置选择流化床的重要原因之一。 流化床反应器的缺点 1、气体流动状态与活塞流偏离较大,气流与床层颗粒发生返混,以致在床层轴向没有温度差及浓度差。加之气体可能成大气泡状态通过床层,使气固接触不良,使反应的转化率降低。因此流化床一般达不到固定床的转化率。
实验四 气固流化床反应器的流化特性测定 一、 实验目的 1. 观察了解气固流化床反应器中不同气速下固体粒子的流化状况,建立起对流态化过 程的感性认识。 2. 了解和掌握临界流化速度U mf 和起始鼓泡速度U mb 的测量原理、方法和步骤,明确 细粒子流化床的基本特性。 3. 通过对U mf 和U mb 的测定,进一步理解两相理论以及临界流化速度与起始鼓泡速度 的区别。 二、实验原理 1.在气固流化床反应器中,气体通过床层的压力降△P 与空床速度U 0之间的关系能够很好地描述床层的流化过程。 如图1所示:气体自下向上流过床层。当气速很小时,气体通过床层的压力降△P 与空床速度U 0在对数坐标图上呈直线关系(图1中的AB 段);当气速逐渐增大到△P 大致等于单位面积的重量时,△P 达到一极值(图1中P 点);流速继续增大时,△P 略有降低;此后床层压力降△P 基本不随流速而变。此时将流速慢慢降低,开始时与前一样△P 基本不变,直到D 点以后,△P 则随流速的降低而降低,不再出现△P 的极大值,最后,固体粒子又互相接触,而成静止的固定床。 2.在一正常速度下,处于正常流化的流化床,如果突然关闭气源,则由于床层中有气泡存在,以气泡形式存在的气体首先迅速逸出床层,床层高度迅速下降;而后是浓相中的气体逸出,床层等速下降;最后是粒子的重量将粒子间的部分气体挤出,床层高度变化很小。由此可得其床层高度随时间变化的崩溃曲线(如图2所示)。因此,可以设想,如果床层中 图1 △P ~ U 关系 log U l o g △P
1 2 3 4 6 5 t (sec) 260 270 280 290 300 H T H D H D 图2 H T ~ t 关系 没有气泡,则床层一开始就随时间等速下降,所以,将上述崩溃曲线中的等速部分外推到t=0处时的床层高度,即为浓相床层的高度H D 。这样,只要重复上述过程,多做几条崩溃曲线,总可以找到一条曲线,这条曲线正好无气泡逸出段,开始就是等速下降的起点。与此相应的气速即为起始鼓泡速度U mb 。 根据△P 的情况,还可以了解床内的动态,如沟流和节涌等等。 三、实验装置与流程 如图3所示:本实验所用的流化床为 100×4mm 的有机玻璃制成的。床体上装有扩大管和过滤装置,以回收稀相段的微细粒子。气体分布板为多孔筛板,开孔率为1%。 图3 实验装置
甲醇制烯烃(Methanol to Olefins,MTO)和甲醇制丙烯(Methanol to Propylene)是两个重要的C1化工新工艺,是指以煤或天然气合成的甲醇为原料,借助类似催化裂化装置的流化床反应形式,生产低碳烯烃的化工技术。 上世纪七十年代美国Mobil公司在研究甲醇使用ZSM-5催化剂转化为其它含氧化合物时,发现了甲醇制汽油(Methanol to Gasoline,MTG)反应。1979年,新西兰政府利用天然气建成了全球首套MTG装置,其能力为75万吨/年,1985年投入运行,后因经济原因停产。 从MTG反应机理分析,低碳烯烃是MTG反应的中间产物,因而MTG工艺的开发成功促进了MTO工艺的开发。国际上的一些知名石化公司,如Mobil、BASF、UOP、Norsk Hydro等公司都投入巨资进行技术开发。 Mobil公司以该公司开发的ZSM-5催化剂为基础,最早研究甲醇转化为乙烯和其它低碳烯烃的工作,然而,取得突破性进展的是UOP和Norsk Hydro两公司合作开发的以UOP MTO-100为催化剂的UOP/Hydro的MTO工艺。 国内科研机构,如中科院大连化物所、石油大学、中国石化石油化工科学研究院等亦开展了类似工作。其中大连化物所开发的合成气经二甲醚制低碳烯烃的工艺路线(SDTO)具独创性,与传统合成气经甲醇制低碳烯烃的MTO相比较,CO转化率高,达90%以上,
建设投资和操作费用节省50%~80%。当采用D0123催化剂时产品 以乙烯为主,当使用D0300催化剂是产品以丙烯为主。 一、催化反应机理 MTO及MTG的反应历程主反应为: 2CH3OH→C2H4+2H2O 3CH3OH→C3H6+3H2O 甲醇首先脱水为二甲醚(DME),形成的平衡混合物包括甲醇、二甲醚和水,然后转化为低碳烯烃,低碳烯烃通过氢转移、烷基化和缩聚反应生成烷烃、芳烃、环烷烃和较高级烯烃。甲醇在固体酸催化剂作用下脱水生成二甲醚,其中间体是质子化的表面甲氧基;低碳烯烃转化为烷烃、芳烃、环烷烃和较高级烯烃,其历程为通过带有氢转移反应的典型的正碳离子机理;二甲醚转化为低碳烯烃有多种机理论述,目前还没有统一认识。 Mobil公司最初开发的MTO催化剂为ZSM-5,其乙烯收率仅为5%。改进后的工艺名称MTE,即甲醇转化为乙烯,最初为固定床反应器,后改为流化床反应器,乙烯和丙烯的选择性分别为45%和25%。 UOP开发的以SAPO-34为活性组分的MTO-100催化剂,其乙烯选择性明显优于ZSM-5,使MTO工艺取得突破性进展。其乙烯和丙烯的选择性分别为43%~61.1%和27.4%~41.8%。 从近期国外发表的专利看,MTO研究开发的重点仍是催化剂的改进,以提高低碳烯烃的选择性。将各种金属元素引入SAPO-34骨架上,得到称为MAPSO或ELPSO的分子筛,这是催化剂改型的重要
焦作大学 毕业论文(设计)题目:流化床反应器的设计概论 姓名:常青雪 年级: 1205062 院系:化工与环境工程学院 专业:化学工程 指导老师:付金峰 完成时间: 2015年5月19日
目录 第一章概述 (2) 1.1 流态化基本概念 (2) 1.1.1 概念 (2) (4) (5) (7) 第二章流化床反应器的结构、参数及其工艺计算 (8) 2.1 理想流体的流化床的流化速度 (8) (9) (9) (11) 2.2 流化床反应器的床型 (13) 3.1 传质概率与传质微分方程 (16) 3.1.1 混合物组成的表示方法 (16) 3.1.2 传质的通量 (17) 3.2质量传递的基本方式 (18) 3.2.1 分子传质 (18) 3.2流化床的传热 (21) 第四章数据处理及结论 (22) 4.1数据处理 (22) 4.1.1 质量衡算 (22) (23) (25) 致谢 (29) 参考文献........................................... 错误!未定义书签。
第一章概述 流化床反应器比较适用于强烈放热、催化剂易于失活的有机反应过程。在流化床反应器中工业催化剂除具有良好的活性、产品选择性和稳定性外,还必须满足一定的粒度分布要求并具有良好的硫化性能和耐磨性。流化床反应器的传质、传热效果好,升温降温时温度分布稳定,催化剂可以连续再生,反应器单位产量大,单位投资抵等优点。 1.1 流态化基本概念 1.1.1 概念 一般指固体流态化,又称假液化,简称流化,它是利用流动流体的作用,将固体颗粒群悬浮起来,从而使固体颗粒具有某些流体表观特征,利用这种流体与固体间的接触方式实现生产过程的操作,称为流态化技术,属于粉体工程的研究范畴。 流态化技术是一种强化流体(气体或液体)与固体颗粒间相互作用的操作,如在直立的容器内间歇地或连续地加入颗粒状固体物料,控制流体以一定速度由底部通入,使其压力降等于或略大于单位截面上固体颗粒的重量,固体颗粒即呈悬浮状运动而不致被流体带走。 优点:
固定床-流化床-浆态床的优缺点
固定床反应器 定义:气体流经固定不动的催化剂床层进行催化反应的装置。 特点:结构简单、操作稳定、便于控制、易实现大型化和连续化生产等优点,是现代化工和反应中应用很广泛的反应器。 应用:主要用于气固相催化反应。 基本形式:轴向绝热式、径向绝热式、列管式。 固定床反应器缺点: 床层温度分布不均匀; 床层导热性较差; 对放热量大的反应,应增大换热面积,及时移走反应热,但这会减少有效空间。 流化床反应器(沸腾床反应器) 定义:流体(气体或液体)以较高流速通过床层,带动床内固体颗粒运动,使之悬浮在流动的主体流中进行反应,具有类似流体流动的一些特性的装置。 应用:应用广泛,催化或非催化的气—固、液—固和气—液—固反应。 原理:固体颗粒被流体吹起呈悬浮状态,可作上下左右剧烈运动和翻动,好象是液体沸腾一样,故流化床反应器又称沸腾床反应器。 结构:壳体、气体分布装置、换热装置、气—固分离装置、内构件以及催化剂加入和卸出装置等组成。 优点:传热面积大、传热系数高、传热效果好。进料、出料、废渣排放用气流输送,易于实现自动化生产。 缺点:物料返混大,粒子磨损严重;要有回收和集尘装置;内构件复杂;操作要求高等。 固定床: 一、固定床反应器的优缺点 凡是流体通过不动的固体物料形成的床层面进行反应的设备都称为固定床反应器,而其中尤以利用气态的反应物料,通过由固体催化剂所构成的床层进行反应的气固相催化反应器在化工生产中应用最为广泛。气固相固定床反应器的优点较多,主要表现在以下几个方面: 1、在生产操作中,除床层极薄和气体流速很低的特殊情况外,床层内气体的流动皆可看成是理想置换流动,因此在化学反应速度较快,在完成同样生产能力时,所需要的催化剂用量和反应器体积较小。 2、气体停留时间可以严格控制,温度分布可以调节,因而有利于提高化学反应的转化率和选择性。 3、催化剂不易磨损,可以较长时间连续使用。 4、适宜于高温高压条件下操作。 由于固体催化剂在床层中静止不动,相应地产生一些缺点: 1、催化剂载体往往导热性不良,气体流速受压降限制又不能太大,则造成床层中传热性能较差,也给温度控制带来困难。对于放热反应,在换热式反应器的入口处,因为反应物浓度较高,反应速度较快,放出的热量往往来不及移走,
流化床反应器 fluidized bed reactor(FBR) : 一种利用气体或液体通过颗粒状固体层而使固体颗粒处于悬浮运动状态,并进行气固相反应过程或液固相反应过程的反应器。在用于气固系统时,又称沸腾床反应器。 流态化过程: 当流体向上流过颗粒床层时,其运动状态是变化的。流速较低时,颗粒静止不动,流体只在颗粒之间的缝隙中通过。当流速增加到某一速度之后,颗粒不再由分布板所支持,而全部由流体的摩擦力所承托。此时,对于单个颗粒来讲,它不再依靠与其他邻近颗粒的接触而维持它的空间位置,相反地,在失去了以前的机械支承后,每个颗粒可在床层中自由运动;就整个床层而言,具有了许多类似流体的性质。这种状态就被称为流态化。颗粒床层从静止状态转变为流态化时的最低速度,称为临界流化速度。 流化床的性质: (1)在任一高度的静压近似于在此高度以上单位床截面内固体颗粒的重量; (2)无论床层如何倾斜,床表面总是保持水平,床层的形状也保持容器的形状; (3)床内固体颗粒可以像流体一样从底部或侧面的孔口中排出;(4)密度高于床层表观密度的物体在床内会下沉,密度小的物体会
浮在床面上; (5)床内颗粒混合良好,因此,当加热床层时,整个床层的温度基本均匀。 一般的液固流态化,颗粒均匀地分散于床层中,称之为“散式”流态化;一般的气固流态化,气体并不均匀地流过颗粒床层,一部分气体形成气泡经床层短路逸出,颗粒则被分成群体作湍流运动,床层中的空隙率随位置和时间的不同而变化,因此这种流态化称为“聚式”流态化。与固定床反应器相比,流化床反应器的优点是: ①可以实现固体物料的连续输入和输出; ②流体和颗粒的运动使床层具有良好的传热性能,床层内部温度均匀,而且易于控制,特别适用于强放热反应。但另一方面,由于返混严重,可对反应器的效率和反应的选择性带来一定影响。再加上气固流化床中气泡的存在使得气固接触变差,导致气体反应得不完全。因此,通常不宜用于要求单程转化率很高的反应。此外,固体颗粒的磨损和气流中的粉尘夹带,也使流化床的应用受到一定限制。为了限制返混,可采用多层流化床或在床内设置内部构件。这样便可在床内建立起一定的浓度差或温度差。此外,由于气体得到再分布,气固间的接触亦可有所改善。 近年来,细颗粒和高气速的湍流流化床及高速流化床均已有工业应用。在气速高于颗粒夹带速度的条件下,通过固体的循环以维持床层,由于强化了气固两相间的接触,特别有利于相际传质阻力居重要地位的情况。但另一方面由于大量的固体颗粒被气体夹带而出,需要
煤制烯烃成本分析 煤制烯烃和石脑油裂解制烯烃技术路线相比较,在经济上的竞争力的先决条件是:项目须在煤炭基地坑口建设,以自产廉价煤炭为原料,通过经济型的大规模装置生产低成本的甲醇,再由该甲醇制烯烃。前几年专家测算,原油价格在35~40美元/桶时,煤制烯烃即有市场竞争力(中国煤没有涨价前)。现在原油已经回落到50美/桶左右,相对于高油价时期煤制烯烃的竞争力缩小。UOP公司公开发表的文献介绍,当原料甲醇价格控制在90~100美元/吨时,采用MTO工艺制取的乙烯和丙烯成本与20~22美元/桶原油价格条件下石脑油裂解制烯烃的成本相比具备经济竞争力,在目前油价背景下,煤制烯烃工艺路线的经济性不言而喻。 1.成本分析 MTO(或DHTO)及MTP工艺均属催化反应合成工艺。一般的裂解工艺每产1吨当量烯烃约需3吨石脑油,目前国内石脑油价格为4500元/吨左右,而MTP(或DMTO)及MTP对甲醇的消耗量也大约为3吨,煤基甲醇的完成成本(坑口媒价)一般在1500~2000元/吨左右,如以60万吨/年大型装置测算,价格更低。说明煤基低碳烯烃在我国的发展已具备了十分重要的战略优势。 2.神华集团煤制油有限公司经济性测算 根据神华集团煤制油有限公司所作的研究表明(2007年):神华集团原料煤价格在100元/吨左右,煤制甲醇的规模达到100万吨/年以上时,可以将甲醇的完全生产成本控制在100美元/吨以下。对以煤为原料(采用美国环球油品公司的MTO 工艺)与以石脑油为原料制取的聚乙烯、聚丙烯成本进行测算和比较表明,煤路线(煤价100元/吨)制取的聚烯烃成本比石脑油路线(石脑油价格22美元/桶)低400元/吨左右。此外,煤路线制烯烃的成本中原料煤所占的比例小于20%,煤价的波动对经济性影响较小。 3.中科院大连化物所经济性分析 中国中科院大连化物所甲醇制烯烃DMTO技术工业化试验结果是,甲醇转化率接近100%;2.95吨甲醇产1吨烯烃,其中50%乙烯、50%丙烯。由于每2.0吨煤即可生产1吨甲醇,所以,原料加燃料需7.5吨煤生产1吨烯烃。中科院大连化物所试验室人员对两种化工路线的经济性作了比较:当国际原油价格为35美元/桶时,原油炼制石脑油所生产的烯烃成本是5300元/吨。走煤制烯烃路线的话,除非煤价超过513元/吨,否则煤制烯烃的成本不会超过5300元/吨。目前,北方的煤炭开采成
甲醇制烯烃技术发展现状及应用 发表时间:2019-05-13T16:08:29.723Z 来源:《防护工程》2019年第2期作者:赵峰涛刘登攀 [导读] 随着经济的发展和科技的进步,烯烃的量也逐年递增。众所周知,乙烯不仅仅是化工产业的基础原料,其本质也是合成材料的重要组成部分,就当下塑料产品的生产过程而言,也是不可或缺的重要参与成分。 陕西煤化工技术工程中心有限公司陕西渭南 714104 摘要:随着经济的发展和科技的进步,烯烃的量也逐年递增。众所周知,乙烯不仅仅是化工产业的基础原料,其本质也是合成材料的重要组成部分,就当下塑料产品的生产过程而言,也是不可或缺的重要参与成分。丙烯作为一种应用范围同样十分广泛的低碳烯烃,该材料的应用对于我国化工产业的发展意义重大。甲醇制烯烃技术作为以生产乙烯、丙烯为主要目的的化工技术,其对于我国化工产业乃至社会发展的推动作用毋庸置疑。本文就甲醇制烯烃技术发展现状及应用展开探讨。 关键词:甲醇制烯烃;技术分析;应用 引言 烯烃是衡量一个国家化工产业实力的标准,在过去10多年中,我国50%以上的乙烯和丙烃大多为石油烃类蒸汽裂解而形成,而所采用的原料为石脑油,但由于近年来原油的价格持续攀升,致使生产烯烃的成本也逐年提升,为改变此种被动的局面,通过科研人员的不断探索与反复试验,一种新型的制烯烃技术进入人们的视野,并逐渐受到社会各界的广泛关注,此种技术即是甲醇制取烯烃技术。甲醇制烯烃技术不仅消耗成本较低,且符合我国的能源格局衍生需要,因此,对于“甲醇制烯烃技术进展及与石油烃裂解制烯烃技术的对比分析”研究,就具有极大的现实意义。 1甲醇制烯烃技术的简介 通俗的来说,甲醇制烯烃技术正是以煤或天然气合成的甲醇为原料,用来生产低碳烯烃。低碳烯烃在国内市场比较短缺,采用这一项技术,烯烃的供应不足问题可以得到很大程度的改善。尤其是生产出来的乙烯,对各项工业技术的发展有着巨大的推动作用。乙烯不仅仅是各项化工产业的基本原料,它更是合成材料的重要单体。在通用塑料的生产中也是必不可少的原料之一。甲醇制烯烃技术生产的烯烃主要以低碳烯烃为主。除了常用的乙烯之外,丙烯也是另一种应用较广泛的低碳烯烃,它的应用范围也仅次于乙烯。该项技术的发展,极大地推动了我国化工业的发展,可以说是一项历史性的突破。该工艺最终的目的是为生产乙烯和丙烯,然而整个工艺反应之后剩余的副产品中主要包括汽油、焦炭、水、C4等杂质。这些杂质的存在使得整个工艺的选择难度进一步加大,必须使用合理的选择性催化剂,只选择需要的乙烯和丙烯,将其他的杂质都排除在外,并且要装置乙烯和丙烯的分离器,将这两种主要的烯烃分离开来,便于后续的工业生产,同时也为后续的生产提供了很多的便利。 2甲醇制烯烃技术的发展现状 2.1 MTO技术的发展现状分析 作为当下一种较为普遍的应用技术,MTO技术的本质是通过对甲醇的利用,在历经反应器的反应之后,实现乙烯与丙烯的生产。该技术最早是由美国研发,并逐渐在世界范围内应用。该技术的应用主要分为再生系统与反应器分离系统。两个系统在应用的过程中相互配合,最终促进技术目标的达成。生产后得到的乙烯与丙烯在分离器的帮助下实现分离,最终可获得较高纯度的烯烃。相比于MTP技术,MTO技术的综合利用价值更高,MTO技术对于乙烯与丙烯都具有较高的生产价值。 2.2 MTP技术的发展 MTP技术是在德国成功研发的。它与MTO技术还是存在较大的不同。MTP技术的工艺流程主要是先将原料甲醇进行加热,待其温度达到一定范围之后,再将其通入到甲醚反应器中,此时需要采用高活性、高选择性的催化剂,先将甲醇转化为二甲醚、水、甲醇—水—二甲醚的混合物,接着将这些产物通入到分凝器中,再放入MTP反应器中。整个反应得到的主要产物是丙烯,乙烯含量较少,不如MTO技术生产的乙烯多。总的来说,MTP技术是优点与缺点并存,在实际生产的时候需要根据具体情况进行选择。 2.3甲醇制烯烃技术在国内的应用分析 下文针对神华包头煤化工有限公司的烯烃项目进行分析。神华包头煤化工有限公司的甲醇制烯烃项目的发展历程并不悠久,但是该公司紧跟时代潮流,勇于就公司自身进行大刀阔斧的改革,且对于市场定位与公司发展有着较为独到的视角。所以该公司的甲醇制烯烃项目发展至今如鱼得水。伴随着企业的发展,该项目对于社会进步的推动作用也不可忽视。该项目在2010年的七月份正式投入使用,随着该项目的持续发展与优化,乙烯与丙烯的产出率也在不断的提升,与此同时该项目的发展也已经逐步实现了商业化的运营。甲醇制烯烃技术的应用一方面可以有效的缓解我国对进口石油的依赖程度,另一方面也可以有效的实现烯烃原料的多元化发展,这对于我国能源结构的改善具有重要的践行意义。根据《石油和化学工业“十三五”发展指南要求》,在“十三五”期间,我国应就现有乙烯装置的升级与改造予以重视,到2020年我国应达到乙烯产能3200万吨/年,比较2016年底我国MTO/MTP装置产能1293万吨/年的发展数据,可以预知在未来的几年中,我国的甲醇制烯烃技术仍旧具备较大的发展空间。尽管如此,由于现阶段的规划与管理的缺失,使得具体工艺开展的过程中面临着前期投入过大,环境污染严重以及因竞争激励而导致的产生过剩等因素。加强对相关工作的管理与引导,也是未来工作开展的重中之重。 3甲醇制烯烃技术发展动向 当前的MTO技术,烃类产物中乙烯和丙烯的质量总和可以达到80%左右,混合碳四约为13%,其组分以1-丁烯和2-丁烯为主(占90%),其余组分是丁烷、异丁烯、丁二烯和丁炔等,而丙烷为2%~3%,混合碳五为约2%,碳六及以上烃在1%左右。每生成1t乙烯约产生0.34t的C4~C5+烃类,如何利用这些副产物使之更多、更有效地转化为乙烯和丙烯是目前甲醇制烯烃研究的主要技术方向。将这些MTO 反应的副产物一起进入反应器参加对SAPO-34分子筛催化剂的流化,同时可将这些物质进一步转化成为乙烯和丙烯。则发现这些副产物直接返回反应器会对催化剂的性能造成一定的影响(如结焦速率更快等),因此,采用副产物先加氢处理再返回反应器的方案。当加氢催化剂含有Ni、Cu、MO、W等活性组分,可将其中所含的烯烃转化成为烷烃,所含的醛、酮等含氧化合物转化成烃类物质或醇类,这样可有效地减少返回物料对催化剂的影响。将副产物经过多次分离,只将高浓度的含氧化合物返回反应器,这样可减少反应器的负荷,同时返回物料中
浅析聚丙烯装置中流化床反应器 目前,在化工、石油、冶金、核工业等部门流化床反应器已得到广泛应用。流化床反应器在现代工业中的早期应用为20世纪20年代出现的粉煤气化的温克勒炉,但现代流化反应技术的开拓,是以40年代石油催化裂化为代表的。 一、流化床反应器的分类及结构 按流化床反应器的应用可分为两类:一类的加工对象主要是固体,如矿石的焙烧,称为固相加工过程;另一类的加工对象主要是流体,如石油催化裂化、酶反应过程等催化反应过程,称为流体相加工过程。 流化床反应器的结构有两种形式:①有固体物料连续进料和出料装置,用于固相加工过程或催化剂迅速失活的流体相加工过程。例如催化裂化过程,催化剂在几分钟内即显著失活,须不断予以分离后进行再生。②无固体物料连续进料和出料装置,用于固体颗粒性状在相当长时间(如半年或一年)内,不发生明显变化的反应过程。 近年来,细颗粒和高气速的湍流流化床及高速流化床均已有工业应用。在气速高于颗粒夹带速度的条件下,通过固体的循环以维持床层,由于强化了气固两相间的接触,特别有利于相际传质阻力居重要地位的情况。但另一方面由于大量的固体颗粒被气体夹带而出,需要进行分离并再循环返回床层,因此,对气固分离的要求也就很高了。 二、UnipoITM聚丙烯流化床反应系统 某石化企业UnipoITM聚丙烯装置流化床反应系统主要是由4台工艺设备组成:A、流化床反应器。B、产品出料系统。C、循环气压缩机。D、冷却器。Unipol聚丙烯工艺是一套简单、精致的系统,其特点是使用气相流化床反应器。与一些竞争者使用的液相工艺不同的是,Unipol聚丙烯工艺设计更简单,并且不需要有处理、分离和回收溶剂的设备。Unipol聚丙烯工艺由一台或两台气相流化床反应器组成。反应器内部没有移动部件或机械气固分离系统。单台反应器可生产均