and attach to body tightly to reduce noise effect and feel comfortable to wear. Additionally, wireless communication device also reduces motion artifact by reducing effect of the data cable inertia.
The finger band sensor, wearable PPG sensor, is attached to the finger base, as shown in Fig. 1. The size and weight is 25 x 30 mm2 and 16.8g, respectively. The PPG sensor is located on the inner layer of the band, and the accelerometer is on the circuit.
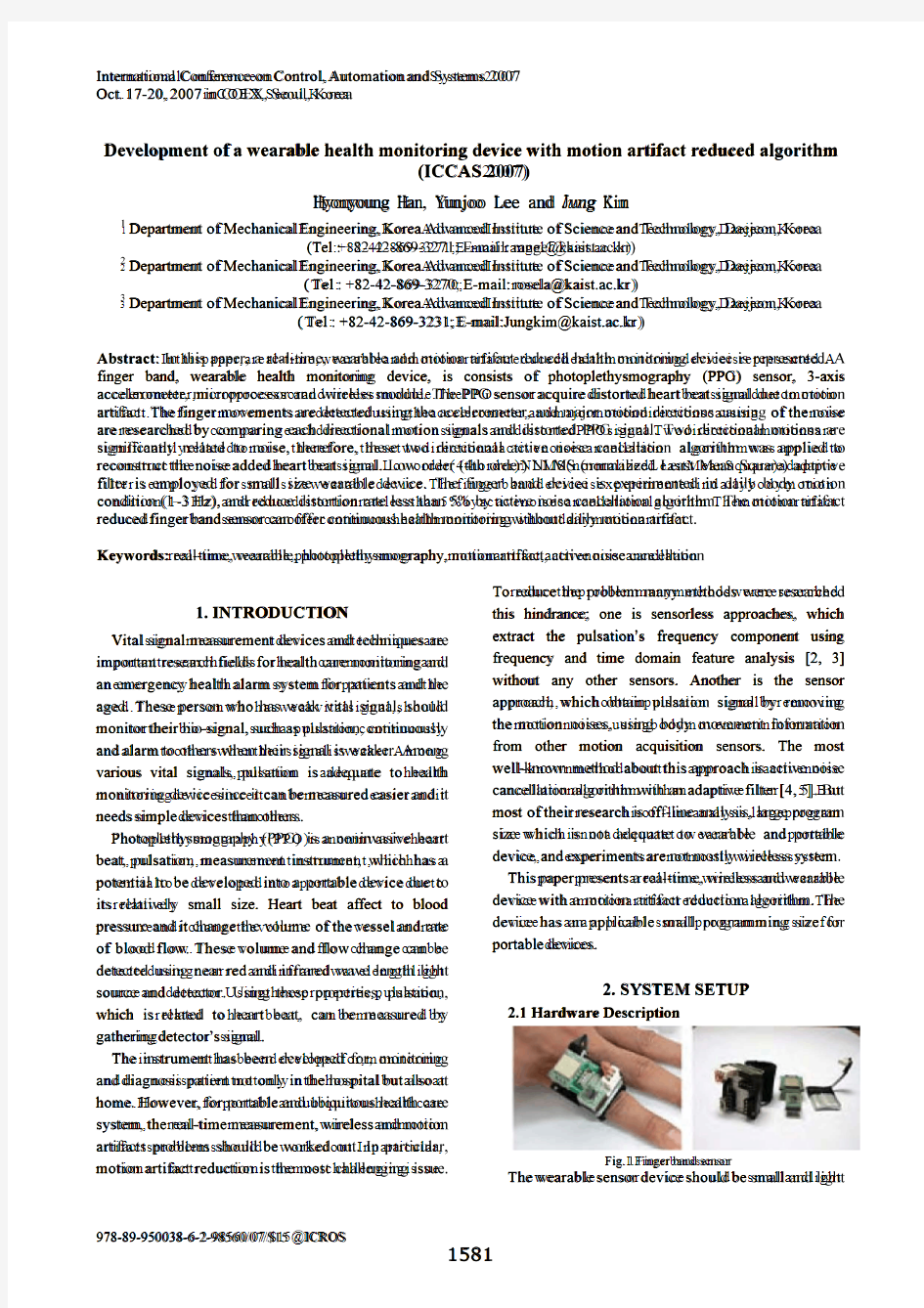
The finger band device is divided into two parts; the sensor device and the host analysis computer. In detail, the sensor device part can be divided into three parts, as shown in Fig.2.
Fig. 21 Block diagram of photoplethysmography
The first sensor part consists of a light source, a photo sensor for PPG and an accelerometer for motion detection. A 940 nm wavelength, a surface mounted type Infrared LED, and a photo-diode are used to acquire the PPG signal. Although a more detailed explanation follow in the next chapter, motion is considered to be directly related to noise, so to measure and analysis the body motion and a noise source, a 3-axis accelerometer is used.
Next part is the pre-signal processing, circuit part, which contains an analog signal processing part, amplifiers, filters, and analog to digital converters (ADC). Since the raw signal on the sensor signal (especially the AC component) is so small and distorted, signal processing is demanded before being sent to a communication system. The raw signal demands a low pass filter for reducing high frequency noise and high pass filter for rejecting a DC component to enhance the AC component. As filters, second order active analog high and low pass filters (Sallen-Key Filter) are used. Filtering signals are amplified to enhance and acquire discriminable signals by a thousand times.
The last part is digital signal processing. High order filtering has good performance to extract wanted signal, but more number of components are required to increase filtering order. Therefore, digital filtering is employed to satisfy both circuit size and filtering performance. The filters are designed as a 0.5 – 3 Hz band pass filter, and totally fourth order analog active filter and digital filter are used in this signal processing.
The following part is the communication system. To transmit obtained data from the sensor device to the host computer, the microcontroller converts data into communication language, an 8bit digital signal. Then it transmits the data through a wireless device, Bluetooth. It is a widely used device, especially for portable devices such as in MP3 players or cellular phones. The device has up to 30m communication distance, and size of the device is 20 x 18 mm2. The operation voltage is 3.7 V.
Labview software from National Instrument obtains transmitted data and display by graph on the host computer. Also, digital filtering and analysis algorithm are programmed
2.2. Motion artifact reduction algorithm
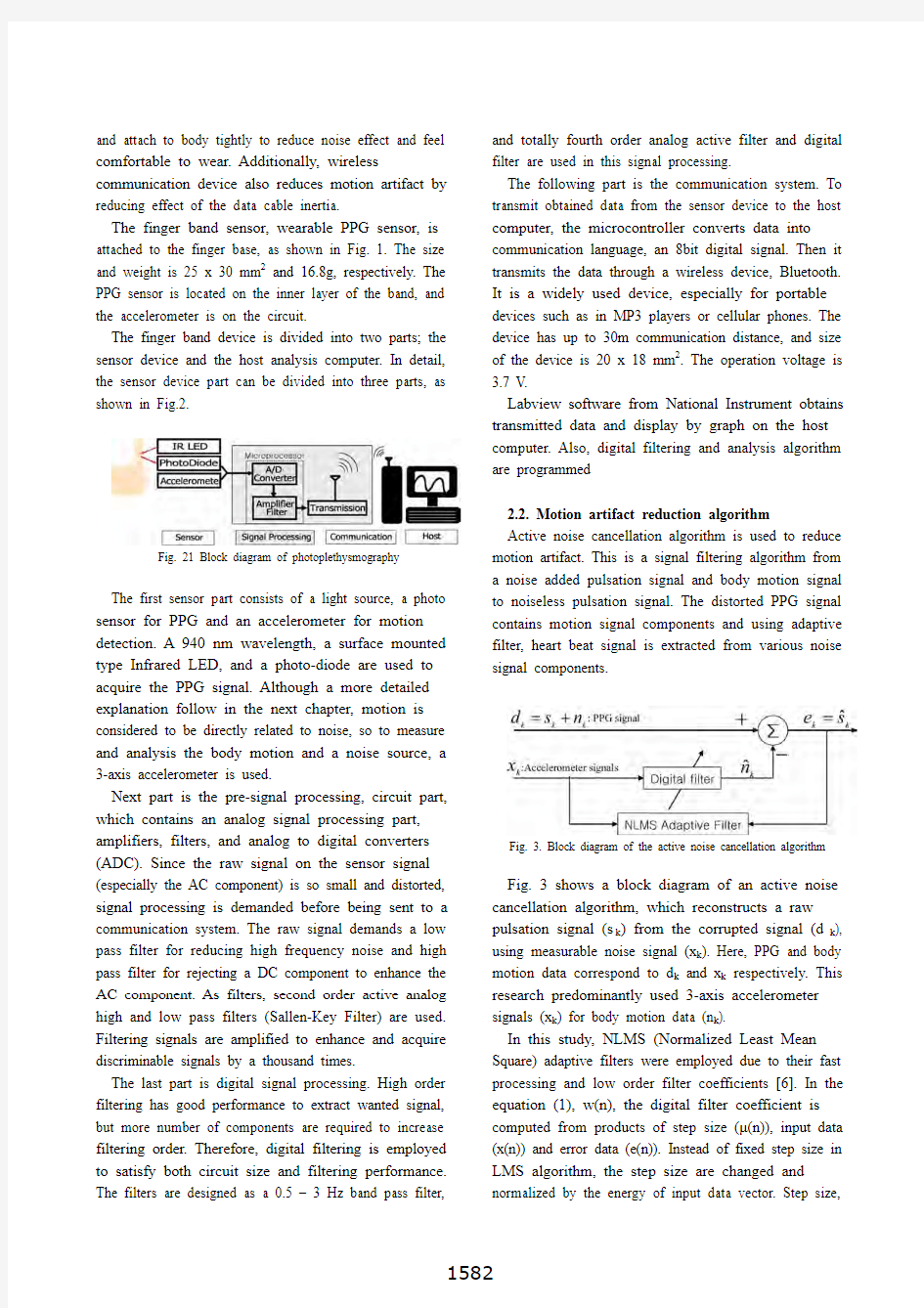
Active noise cancellation algorithm is used to reduce motion artifact. This is a signal filtering algorithm from a noise added pulsation signal and body motion signal to noiseless pulsation signal. The distorted PPG signal contains motion signal components and using adaptive filter, heart beat signal is extracted from various noise signal components.
Fig. 3. Block diagram of the active noise cancellation algorithm
Fig. 3 shows a block diagram of an active noise cancellation algorithm, which reconstructs a raw pulsation signal (s k) from the corrupted signal (d k), using measurable noise signal (x k). Here, PPG and body motion data correspond to d k and x k respectively. This research predominantly used 3-axis accelerometer signals (x k) for body motion data (n k).
In this study, NLMS (Normalized Least Mean Square) adaptive filters were employed due to their fast processing and low order filter coefficients [6]. In the equation (1), w(n), the digital filter coefficient is computed from products of step size (μ(n)), input data (x(n)) and error data (e(n)). Instead of fixed step size in LMS algorithm, the step size are changed and normalized by the energy of input data vector. Step size,
μ, are computed with the coefficients a, b and input data as equation (2), and the role of the coefficients are prevent the step size not to fluctuate excessively. Thorough this various step size condition, in NLMS cases, more flexible and stable signal processing is possible, which is appropriate for real-time and wireless sensors.
(1)()()()()n n n n e n +=?w w μx
(1) ()b
n a =+T μx x
(2)
3. EXPERIMENT
PPG signals are measured at not only moving left finger but also right finger in fixed pose, as a reference signal. Pre-experiment resulted that longitudinal axis and rotational direction to finger directional movements are strongly related to motion artifact. Therefore, two directional active noise cancellation algorithms are applied to reconstruct the pure PPG signal. The experiments are progressed in that various frequency movement conditions are experimented during 30 sec in finger longitudinally and 20-cm-long hand waving. The range of the frequency is similar to daily body motion, 1.5~2.5 Hz. Zero-crossing (Z.C) peak counting method are used as an evaluation method.
The result, Fig.4, shows that the motion artifact reduction algorithm improve performance. The x, y axis represent frequency and represent number of zero-crossing during a minute, respectively. Lower than 1Hz condition, zero-crossing error between reference and distorted measured PPG signal are nearly zero. The number of reference pulsation is 72 to 78 bpm (beat per minute), from normal healthy subject, and That of measured signal is 90 to 136 bpm in 1.5~2.5 Hz hand waving conditions, the error rates increase as movement frequency is higher. However, that of the reconstructed signal with motion artifact reduced algorithm detected
almost same number of reference signal.
Table 1 Error between signals on various
frequency conditions
Z.C. error (%) Signal
comparison 1.5 (Hz) 2.0 (Hz) 2.5 (Hz)
Reference v.s. Measurement 25.00 57.89 74.36 Reference v.s. Reconstructed
2.78
5.26
2.56
Table 1 shows error rates between the numbers of each signal’s zero-crossing in various frequency conditions. Error rates increase from 25 % to 75 % as the frequency is higher. However reconstructed PPG signal case have low error rate, averagely lower than 5%. Besides it is represented lower than 4 count on beat per minute unit. Especially, in the 2.5 Hz motion condition, the error rate between reference and measured signal is 74 %, but between reference and reconstructed signal is 2.56 %. It means that the designed device and algorithm reduce motion artifacts efficiently.
4. CONCLUSION
Fig.5. Reference (bottom), corrupted (middle) and reconstructed (top)
signal in 2.5 Hz hand waving conditions
A real-time, wearable and wireless finger band sensor is designed with the motion artifact reduction algorithms. We obtain body motion data which is source of motion artifact using the accelerometer, and it is applied to active noise cancellation algorithm. As experiments, one directional hand motions which has difference frequency conditions are given. Fig.5 shows experimental signals; lower periodical signal is reference pulsation signal, middle complex signal is measured corrupted signal, and top smooth and periodical signal is reconstructed signal. On the graph also represent the performance is well-done. As a result, counting error of pulsation signal is reduced less than
Time(sec)
5%.
The experimental frequency condition is similar to a
hand’s daily movement. For example as hand motions, running, walking [7], and hand gesture [8] have approximately 2 to 4 Hz frequency motion, and as
finger motions, object exploration and texture scanning
[9] have 0.8 to 2 Hz in table 2. But in hand writing,
typing and tapping condition (4~7 Hz), they demand
more high frequency artifact experiments and it remains
future works.
Table 2 Frequency of daily hand movement
Motion Frequency
(Hz)
Run 3
Walk 2 Hand motion
Hand gesture 0 - 4
Object
exploration
0.8 – 1.6
Texture scan 0.8 – 2.2
Finger motion
Hand writing
Typing
Tapping
4 - 7
Humans are moved more than remain fixed, relaxed
pose on our daily life. Moreover, accidents and emergencies occur in movement condition. Therefore, wearable and portable health care device with motion
artifact reduced algorithm techniques are demanded for continuous health monitoring. And the proposed device
in this paper could have a potential to developing this portable and wearable device without daily motion artifact.
ACKNOWLEDGMENT
This work was supported by the IT R&D program of
MIC/IITA. [2005-S-096-02, Development of wearable
PC interface technology for the disabled ]
REFERENCES
[1]J.G.Webster, Design of Pulse Oximeters, 1997.
[2] B. S. Kim and S. K. Yoo, "Motion artifact
reduction in photoplethysmography using
independent component analysis," IEEE Trans
Biomed Eng, vol. 53, pp. 566-8, 2006.
[3]Y. S. Yan, C. C. Poon, and Y. T. Zhang,
"Reduction of motion artifact in pulse oximetry
by smoothed pseudo Wigner-Ville distribution,"
J Neuroengineering Rehabi l, vol. 2, pp. 3, 2005.
[4]K. W. Chan and Y. T. Zhang, "Adaptive
reduction of motion artifact from
photoplethysmographic recordings using a variable step-size LMS filter," 2002.
[5]H. Harry Asada, H. H. Jiang, and P. Gibbs,
"Active noise cancellation using MEMS
accelerometers for motion-tolerant wearable
bio-sensors," Conf Proc IEEE Eng Med Biol
Soc, vol. 3, pp. 2157-60, 2004.
[6]S. M. K. a. D. Morgan, Active Noise Control
Systems: Algorithms and DSP Implementations:
JOHN WILEY \& Sons, Inc., 1995.
[7]Akiko OGAWA, Yusuke KONISHI, Ryosuke
SHIBAZAKI, “Identification of human activity
modes with wearable sensors for autonomous
human positioning system,”, Geoinformation
forum Japan 2002, Student forum, 2002.
[8]Y. X. a. F. Quek, "Hand Motion Gesture
Frequency Properties and Multimodal Discouse
Analysis," International Journal of Computer
Vision, vol. 69, pp. 353-371, 2006.
[9] E. Kunesch, F. Binkofski, and H. J. Freund,
"Invariant temporal characteristics of manipulative hand movements," Exp Brain Res,
vol. 78, pp. 539-46, 1989.
非晶合金、纳米晶薄带项目可行性研究报告
第一章项目概况 第一节基本情况 一、项目名称:非晶合金、纳米晶薄带生产 二、承办单位:****有限公司 三、企业性质:有限责任公司 四、企业法人:***** 五、项目建设地点:******* 第二节项目产品描述 非晶合金薄带是70年代问世的一种新型软磁材料,它采用先进的速凝固技术,把熔化的钢液以1×106℃/S的冷却速度直接冷却成厚度仅为20um—40um的金属薄带,与传统金属带材生产工艺相比,节省了五~六道工序。生产过程节能,无污染排放。由于采取了超急冷却技术,带材中原子排列组合上具有短程有序,长程无序特点的非晶合金组织。该合金具有许多独特性能特点:如优异的磁性,耐蚀性,耐磨性,高硬度,高电阻率等,被人们称为二十一世纪最新的绿色环保软磁材料。 该材料的应用范围广阔,可替代传统的硅钢,铁氧体和坡莫合金等软磁材料,用该材料作为铁芯主要用材并制造的非晶合金配电变压器,与用硅钢片作为铁芯的配电变压器比对,具有很好的节能效果。其比对效果见下表:
由上表可见,平均空载损耗降低70%~80%,其节能效果显著. 第三节项目背景 目前,全球只有日立金属大规模生产非晶合金带材。日立金属的非晶合金带材的产能,于07年扩张至5.2万吨后,理论上,也只能生产出3058万kV A非晶合金变压器,以上产量与我国目前每年约2.4亿kV A配电变压器的需求量相距甚远。而我国的非晶合金带材主要依赖于进口,因此,非晶合金带材的供给,成为我国大规模推广应用非晶合金变压器的最大障碍。 我国非晶合金变压器的研制工作始于“七五”,掌握非晶合金变压器生产技术的企业较多。国家80年代科技攻关课题中,将“非晶合金铁芯配电变压器研制”作为重点课题。1986年5月,上海钢铁研究所与宁波变压器厂合作,用该所研制的非晶合金带材试制出国内第一台单相3kV A非晶合金变压器。目前,除上海置信电气以外,我国其它知名变压器生产企业,如顺特电气、江苏华鹏、特变电工、杭州钱江电器集团、天威保变、西变等厂家均掌握了非晶合金变压器的生产技术。但是,由于非晶合金带材的供应依赖于进口,加之受到带材出口国的制约和价格上涨的因素影响,实际上以上厂家的非晶合金变压器均未大规模生产。铁芯及变压器的生产技术并不是制约我国推广非晶合金变压器的关键性因素,如原材料供应问题得到缓和,变压器生产厂家要扩大非晶合金变压器产能易如反掌,只有非晶合金带材生产的国产化才能促成非晶合金变压器规模化生产的飞跃。目前,日立金属
铁基非晶合金在工频和中频领域,正在和硅钢竞争。铁基非晶合金和硅钢相比,有以下优缺点。 1)铁基非晶合金的饱和磁通密度Bs比硅钢低 但是,在同样的Bm下,铁基非晶合金的损耗比0.23mm厚的3%硅钢小。一般人认为损耗小的原因是铁基非晶合金带材厚度薄,电阻率高。这只是一个方面,更主要的原因是铁基非晶合金是非晶态,原子排列是随机的,不存在原子定向排列产生的磁晶各向异性,也不存在产生局部变形和成分偏移的晶粒边界。因此,妨碍畴壁运动和磁矩转动的能量壁垒非常小,具有前所未有的软磁性,所以磁导率高,矫顽力小,损耗低。 2)铁基非晶合金磁芯填充系数为0.84~0.86 3)铁基非晶合金磁芯的工作磁通密度 1.35T~1.40T,硅钢为1.6T~1.7T。铁基非晶合金工频变压器的重量是硅钢工频变压器的重量的130%左右。但是,即使重量重,对同样容量的工频变压器,磁芯采用铁基非晶合金的损耗,比采用硅钢的要低70%~80%。 4)考虑损耗,总的评估价为89% 假定工频变压器的负载损耗(铜损)都一样,负载率也都是50%。那么,要使硅钢工频变压器的铁损和铁基非晶合金工频变压器的一样,则硅钢变压器的重量是铁基非晶合金变压器的1?8倍。因此,国内一般人所认同的抛开变压器的损耗水平,笼统地谈论铁基非晶合金工频变压器的重量、成本和价格,是硅钢工频变压器的130%~150%,并不符合市场要求的性能价格比原则。国外提 出两种比较的方法,一种是在同样损耗的条件下,求出两种工频变压器所用的铜铁材料重量和价格,进行比较。另一种方法是对铁基非晶合金工频变压器的损耗降低瓦数,折合成货币进行补偿。每瓦空载损耗折合成5~11美元,相当于人民币42~92元。每瓦负载损耗折合成0.7~1.0美元,相当于人民币6~8.3元。例如一个50Hz,5kVA单相变压器用硅钢磁芯,报价为1700元/台;空载损耗28W,按60元人民币/W计,为1680元;负载损耗110W,按8元人民币/W计,为880元;则,总的评估价为4260元/台。用铁基非晶合金磁芯,报价为2500元/台;空载损耗6W,折合成人民币360元;负载损耗110W,折合成人民币880元,总的评估价为3740元/台。如果不考虑损耗,单计算报价,5kVA铁基非晶合金工 频变压器为硅钢工频变压器的147%。如果考虑损耗,总的评估价为89%。 5)铁基非晶合金抗电源波形畸变能力比硅钢强 现在测试工频电源变压器磁芯材料损耗,是在畸变小于2%的正弦波电压下进行的。而实际的工频电网畸变为5%。在这种情况下,铁基非晶合金损耗增加到106%,硅钢损耗增加到123%。如果在高次谐波大,畸变为75%的条件下(例如工频整流变压器),铁基非晶合金损耗增加到160%,硅钢损耗增加到300%以上。说明铁基非晶合金抗电源波形畸变能力比硅钢强。 6)铁基非晶合金的磁致伸缩系数大 是硅钢的3~5倍。因此,铁基非晶合金工频变压器的噪声为硅钢工频变压器噪声的120%,要大3~5dB。
*电子科技大学青年科技基金重点项目 铁基非晶及纳米晶合金纤维的研制 * 李 强,梁迪飞,鄢 波,邓龙江 (电子科技大学微电子与固体电子学院,成都610054) 摘要 通过自主开发的熔融快淬炉制备出了铁基非晶合金纤维,研究了制备工艺参数对纤维几何尺寸、微观形貌的影响,结果表明:转轮线速度、线圈功率(熔体温度)及气氛等对其微观形貌和几何尺寸的影响较大,通过调整优化 工艺参数可稳定地制备直径为10~40μm 可调的非晶磁性纤维。通过适当热处理可得到双相纳米晶磁性合金纤维。 关键词 铁基非晶合金 非晶合金纤维 熔融快淬 The Fabrication of Fe -base Amorphous and Nanocrystalline Alloy Microwires LI Qiang ,LIANG Difei ,YAN Bo ,DENG Long jiang (Scho ol of M ic roelect ronic and Solid -state Electro nics ,U ES T C ,Chengdu 610054) A bstract T he microw ires o f Fe -base amo rphous alloy hav e been fabrica ted with the equipment deve loped by us.T he rela tionships between the fabrica tion pr ocess and micr owire dimensions ,mor pho log y have also been inv estiga -ted.A s a re sult ,the main facto r s im pact the micro wire dimensions ,mor pho log y are the w heel velocity ,pow er of the lo op (temperature o f the melting )and ambience.T he diameter s o f the micro wires could be within 10~40μm.By sub -sequent annealing ,nanocry stralline micr owire s can be obtained. Key words F e -ba se amo rpho us alloy ,amo rphous a llo y microw ir es ,melt quench 0 前言 自1988年Yoshizawa 等[1,2]首次报道具有优异软磁性能的 Finemet 型F e 基合金以来,对非晶及纳米晶合金材料的研究和应用越来越广,但多为对粉体和薄带的研究,而对于非晶及纳米晶合金纤维的制备和特性的研究,特别是国内在这方面的研究则相对更少。 近几年国内外所研究的非晶合金纤维一般多采用玻璃包覆熔纺法制备[3],它是根据液态玻璃粘度高易于制成纤维的原理,把金属棒插入玻璃管中作原料,在其下端设置一个高频感应线圈,原料通过感应线圈被逐渐加热熔化,熔化了的玻璃包覆着液态金属经急速冷却后制得圆而长的细丝。金属纤维的直径为1~100μm ,表面约有500~2000nm 厚的微细多晶层。由于玻璃的导热性较差,所以不管用何种冷却介质都会影响熔融合金的冷却速度,故此法只适用于临界冷却速率较低的非晶合金纤维的制备。 另外一种方法是熔融快淬法[4,5],其基本原理是:熔融态合金液面接触到高速旋转的尖锐的高导热轮缘,快速固化形成完全非晶的合金纤维,通过剥离装置使之脱离轮缘。由于此法大大提高了冷却速率,所以可快淬具有较高熔点的材料,如铁基材料等,而且所制备的非晶纤维具有很好的表面光洁度和粗细均匀度。本文即采用此方法制备非晶纤维样品。 1 实验 1.1 试验方法及样品制备 使用的试验设备如图1所示。在可密闭的箱体中,利用高频感应线圈将耐热石英玻璃管中成分为F eCuN bSiB 的合金块材熔化。熔化后的合金由于表面张力的原因而呈馒头状凸起,利用进料装置使石英管内熔融合金液体在石英棒塞的挤压下平稳缓慢上升,使其液面与高速旋转的通有冷却水的铜轮的辊面接触,接触后液态金属即被快淬甩出。设置适当的进料速度、高频感应线圈功率(即熔融合金的温度)及铜轮线速度即可制备出粗细均匀、直径可控制在10~40μm 范围内的铁基非晶合金磁性纤维。 图1 试验设备简图 由于冷却的铜轮侧周为呈一定角度的尖锐轮缘(如图2所示),熔融合金因其表面附着力而立即被旋转的铜轮辊面尖角抽出,经铜轮以105~106℃/s 快淬后即呈纤维状,并在离心力和
非晶合金COFeNbSiB的纳米晶化及磁性 作者:赵玉华, 何开元, 张雅静, 赵恒和, 张玉梅, 王建保, 程力智 作者单位:东北师范大学 刊名: 材料研究学报 英文刊名:CHINESE JOURNAL OF MATERIALS RESEARCH 年,卷(期):2001,15(2) 被引用次数:9次 参考文献(10条) 1.A Serebryakov;V Stelmukh;A Gurov查看详情 1995(04) 2.A Serebryakov;L Voropaeva;Yu Levin查看详情 1994(07) 3.赵玉华;何开元;赵恒和;张玉梅 李国纲 程力智Fe-Ni-Mo-(Si)-B非晶的晶化及纳米晶合金磁性的研究[期刊论文]-金属学报 2000(03) 4.Y Yoshizawa;K Yamauchi查看详情 1991 5.R.M.Bozorth;Ferro-magnetism查看详情 1951 6.M L Sui;F Zhou;K Y He;R.Wang L.Z.Cheng查看详情 1994(06) 7.S L He;K Y He;Z Wang查看详情 1997(06) 8.S L He;K Y He;B G Shen查看详情 1999(11) 9.A Serebryakov;V Sedykh;V Stelmukh查看详情 1996(05) 10.Y Yoshizawa;S Oguma;K Yamauchi查看详情 1988(64) 引证文献(9条) 1.万珍珍.朱正吼.李塘华FeCuNbSiB/丁基橡胶复合薄膜压磁性能的研究[期刊论文]-功能材料 2008(9) 2.李同.严彪.龙玲.杨沙.陈伯渠用于制备贴片电感的铁基非晶软磁合金的晶化过程研究[期刊论文]-金属功能材料 2008(2) 3.王冰霞Co基非晶/纳米晶的晶化及磁性能的研究评述[期刊论文]-金属功能材料 2007(2) 4.倪道情.黄庆丰医用钛及钛合金表面处理技术现状[期刊论文]-口腔材料器械杂志 2006(2) 5.支起铮.董帮少.陈文智.连法增Co51Fe18Nb6Si15B10纳米晶合金磁导率与温度的关系[期刊论文]-东北大学学报(自然科学版) 2006(2) 6.王姝Co基非晶软磁合金的磁性和结构的研究[学位论文]硕士 2005 7.郭红.晁月盛低频脉冲磁场致非晶合金Fe78Si9B13纳米晶化及机制[期刊论文]-机械工程材料 2004(3) 8.陈学定.宋翀旸.俞伟元.胡勇非晶软磁合金Fe73.5 Cu1Nb3Si13.5 B9的退火处理与性能研究[期刊论文]-兰州理工大学学报 2004(1) 9.宋翀旸.陈学定.俞伟元.蒋会荣Fe基非晶软磁合金的纳米晶化及磁性[期刊论文]-甘肃工业大学学报 2003(2) 本文链接:https://www.doczj.com/doc/ed14664866.html,/Periodical_clyjxb200102017.aspx
非晶/纳米晶软磁材料 一.应用领域 非晶态软磁合金材料为20世纪70年代问世的一种新型材料,因具有铁芯损 耗小、电阻率高、频率特性好、磁感应强度高、抗腐蚀性强等优点,引起了人们 的极大重视,被誉为21世纪新型绿色节能材料。其技术特点为:采用超急冷凝 固技术使合金钢液到薄带材料一次成型;采用纳米技术,制成介于巨观和微观之 间的纳米态(10-20nm)软磁物质。非晶、纳米晶合金的优异软磁特性都来自于其 特殊的组织结构,非晶合金中没有晶粒和晶界,易于磁化;纳米晶合金的晶粒尺 寸小于磁交换作用长度,导致平均磁晶各向异性很小,并且通过调整成分,可以 使其磁致伸缩趋近于零。【表1】列出了非晶/纳米晶软磁材料的典型性能及主要 应用领域。 材料铁基非晶铁镍基非晶钴基非晶铁基纳米晶饱和磁感(T) 1.56 0.77 0.6-0.8 1.25 矫顽力(A/m) <4 <2 <2 <2 Br/Bs -- -- >0.96 0.94 最大磁导率45×104>200,000 >200,000 >200,000 铁损(W/kg) P50Hz,1.3T <0.2 P20KHz,0.5T<90 P20KHz,0.5T<30 P20KHz,0.5T<30 磁致伸缩系数27×10-615×10-6<1×10-6<2×10-6居礼温度(℃) 415 360 >300 560 电阻率(mW-cm) 130 130 130 80 应用领域 配电变压器 中频变压器 功率因子校正器 磁屏蔽 防盗标签 磁放大器 高频变压器 扼流圈 脉冲变压器 饱和电抗器 磁放大器 高频变压器 扼流圈 脉冲变压器 饱和电抗器 互感器
研究生课程论文 (2016 -2017 学年第一学期) 论文标题:成分对于铁基非晶纳米晶合金微观结构和软磁性能的影响综述 提交日期:2016 年12 月19日研究生签名:
成分对于铁基非晶纳米晶合金微观结构和软磁性能 的影响综述 1.引言 铁基非晶态合金是一种具有特殊结构和优越性能的新型材料,通过快速凝固在原子层次控制了液态金属的排列,使原子排列保持液态金属的长程无序状态.由于原子排列不规则、长程无序、没有晶粒晶界的存在,因而使得该类材料具有极佳的机械性能、磁性能和耐腐蚀性等优点,通过非晶合金演变纳米晶的可控性,可以进一步得到性能更加优异的纳米晶和非晶/纳米晶复合结构材料,兼具有高饱和磁感应强度、高磁导率和低高频损耗等性能特点[1],是硅钢、铁氧体和坡莫合金等传统软磁材料的替代产品。 要形成非晶合金GFA (玻璃形成能力) 非常重要,井上明久在大量实验结果的基础上总结了非晶合金获得较高GFA需要的3个条件:(1)合金成分含有3种及3种以上元素;(2)不同元素原子半径有较大差异;(3)各元素之间的混合热为负值[2]. Fe基非晶纳米晶合金优异的磁特性由它们的磁致伸缩系数(<20ppm)和磁各向同性都很低。根据随机各向异性模型(RAM)[3],如果晶粒尺寸减小到低于最小交换长度(D < 和纳米尺度区域。在微观尺度区域,粒度和H c之间的反比关系(Hc-D-1)表示传统的原则,即大晶粒尺寸利于软磁性能的提高,但是大的晶粒和磁畴尺寸会增加铁损。在纳米尺度区域,新的非晶微晶合金落在常规的硅钢和铁基非晶合金之间。矫顽力和晶粒尺寸(Hc-D 6)关系显示,在纳米级别,晶粒尺寸的变化,即使是少量仍可能对最终的软磁特性产生显著影响[3,20]。 目前研究的Fe 基纳米晶软磁合金带材主要有Fe-Si-B 系、Fe-Zr-B 系和Fe-B 系。具体讲主要有三种牌号,分别是牌号为Finemet 的Fe-M-Si-Cu-B(M=Nb、Cr、V、W、Mo 等)合金,牌号为Nanoperm的Fe-M-B(M=Zr、Hf、Nb、Ta等)合金[5-6]和牌号为Hitperm的(Fe,Co)-M-B(M=Zr、Hf、Nb 等)合金[4-5]。三种牌号的合金都是采用对非晶合金前驱体进行晶化处理得到纳米晶合金的方法制备而成[1]。通过晶化退火处理不但可以有效地消除合金的内应力,还可以获得纳米晶结构的合金材料,因其具有超细化的显微组织从而表现出极佳的软磁性能[6]。 不同成分对铁基非晶纳米晶软磁性能有很大影响,本文目的是阐明对微观结构和软磁性能有充分研究的元素,如硅,硼,铜,铌,锆,氮掺杂,磷,镍,钴,氢化和锗对铁基非晶纳米晶合金特性的影响。表1总结了各成分的影响结果。 表1.Fe非晶/纳米晶合金添加元素的影响 2.合金元素的影响 2.1 Si和B Fe基合金的GFA比非铁合金系如Mg,Zr,Pd基合金低得多。事实上,通过铜模铸造在Zr和Pd基合金中可获得厚度大于1mm的块状金属玻璃,而在Fe基合金中形成的带材厚度只有几微米。添加B和Si可促进合金凝固过程中非晶态结构的形成,并且B对GFA的提高效应是Si的5倍[8]。此外,应当注意,尽管B可以增强GFA,但它也可以减少一次和二次结晶峰之间的安全间隙,如图2所示。这种物 Material Sciences 材料科学, 2014, 4, 225-232 Published Online November 2014 in Hans. https://www.doczj.com/doc/ed14664866.html,/journal/ms https://www.doczj.com/doc/ed14664866.html,/10.12677/ms.2014.46032 The Effect of Nanocrystals on the Plastic Deformation Ability of CuZr-Based BMG Lincai Zhang1,2, Zhenya Song3, Xiaodong Guo1, Yanhua Hou1 1Jiangsu Provincial Key Laboratory for Interventinal Medical Devices, Huai’an 2State Key Laboratory for Mechanical Behavior of Materials, Xi’an Jiaotong University, Xi’an 3Shaoxing University, Shaoxing Email: vicande@https://www.doczj.com/doc/ed14664866.html, Received: Sep. 30th, 2014; revised: Oct. 15th, 2014; accepted: Oct. 30th, 2014 Copyright ? 2014 by authors and Hans Publishers Inc. This work is licensed under the Creative Commons Attribution International License (CC BY). https://www.doczj.com/doc/ed14664866.html,/licenses/by/4.0/ Abstract The CuZr-based fully amorphous alloy and composites containing in-situ nanocrystals with large size were prepared. Without the influence of specimen geometry, their mechanical behaviors un-der compression were systematically studied and compared, confirming the important role of in- situ nanocrystals on the plastic deformation ability. At the same time, the coexistence of free vo-lume and small nanocrystals can efficiently enhance the plastic deformation ability, providing a useful guideline for large plasticity in BMG composites with nanocrystalline prepared from fully amorphous alloy. Keywords Nanocrystals, Free Volume, Mechanical Behaviors, Fracture Morphology 纳米晶对CuZr基非晶合金变形行为的影响 张临财1,2,宋振亚3,郭啸栋1,侯彦华1 1江苏省介入医疗器械研究重点实验室,淮安 2西安交通大学,金属材料强度国家重点实验室,西安 3绍兴文理学院,绍兴 Email: vicande@https://www.doczj.com/doc/ed14664866.html, 收稿日期:2014年9月30日;修回日期:2014年10月15日;录用日期:2014年10月30日 按照晶化机制,非晶合金纳米晶化的方法主要有:热致晶化、电致晶化、机械晶化和高压晶化。 (1) 热致晶化 热致晶化包括通常采用的等温退火法和分步退火法。等温退火法的处理过程是:快速加热使非晶样品达到预定温度,在该温度(低于常规的晶化温度)保温一定时间,然后冷却至室温,其中最关键的两个因素是退火温度和退火时间;分步退火法是在等温退火的基础上改进的一种方法,是指将非晶样品在较低温度下等温退火一定时间,然后再在较高温度下等温退火一定时间,控制好退火参数使得从非晶基体中析出尺寸在纳米范围内的晶体相。(2)电致晶化 电致晶化包括闪光退火、焦耳加热和电脉冲退火三种方式。闪光退火法是对非晶合金施加短时的强电流脉冲实现快速加热使之发生纳米晶化,这种方法可以明显减小成分对晶化后合金微结构的影响;焦耳加热法是指在非晶样品上施加较长时间的连续电流;电脉冲退火法是用高密度直流电脉冲对非晶合金进行处理使之发生纳米晶化。 (3)机械晶化 机械晶化法是利用高能球磨技术在干燥的球型装料机内,在Ar气保护下通过机械研磨过程中高速运行的硬质钢球与研磨体之间相互碰撞,对非晶粉末反复进行熔结、断裂、再熔结的过程使得非晶发生纳米晶化。该方法适应面广、成本低、产量大、工艺简单。存在的问题是研磨过程中易产生杂质、污染、氧化及应力,很难得到洁净的纳米晶体界面,对一些基础性的研究工作不利。 (4)高压晶化 高压晶化包括激波诱导和高压退火两种方式。激波诱导法是将样品置于激波管低压末端,当按一定比例配方的氢氧混合气体经点火爆炸后在低压腔内形成高温、高压、高能的激波对样品产生作用,在微秒量级的时间内,使非晶转变为晶化度很高的纳米晶态;高压退火法是指在高压下对非晶样品施加退火工艺。 硅钢片铁芯、坡莫合金、非晶及纳米晶软磁合金 磁性材料 一. 磁性材料的基本特性 1. 磁性材料的磁化曲线 磁性材料是由铁磁性物质或亚铁磁性物质组成的,在外加磁场h 作用下,必有相应的磁化强度m 或磁感应强度b,它们随磁场强度h 的变化曲线称为磁化曲线(m~h或b~h曲线)。磁化曲线一般来说是非线性的,具有2个特点:磁饱和现象及磁滞现象。即当磁场强度h 足够大时,磁化强度m达到一个确定的饱和值ms,继续增大h,ms保持不变;以及当材料的m值达到饱和后,外磁场h降低为零时,m并不恢复为零,而是沿msmr曲线变化。材料的工作状态相当于m~h曲线或b~h曲线上的某一点,该点常称为工作点。 2. 软磁材料的常用磁性能参数 饱和磁感应强度bs:其大小取决于材料的成分,它所对应的物理状态是材料内部的磁化矢量整洁排列。 剩余磁感应强度br:是磁滞回线上的特征参数,h回到0时的b值。 矩形比:br∕bs 矫顽力hc:是表示材料磁化难易程度的量,取决于材料的成分及缺陷(杂质、应力等)。 磁导率μ:是磁滞回线上任何点所对应的b与h的比值,与器件工作状态密切相关。 初始磁导率μi、最大磁导率μm、微分磁导率μd、振幅磁导率μa、有效磁导率μe、脉冲磁导率μp。 居里温度tc:铁磁物质的磁化强度随温度升高而下降,达到某一温度时,自发磁化消失,转变为顺磁性,该临界温度为居里温度。它确定了磁性器件工作的上限温度。 损耗p:磁滞损耗ph及涡流损耗pe p = ph + pe = af + bf2+ c pe ∝f2 t2 / ,ρ 降低, 磁滞损耗ph的方法是降低矫顽力hc;降低涡流损耗pe 的方法是减薄磁性材料的厚度t 及提高材料的电阻率ρ。在自由静止空气中磁芯的损耗与磁芯的温升关系为: 总功率耗散(mw)/表面积(cm2) 3. 软磁材料的磁性参数与器件的电气参数之间的转换 在设计软磁器件时,首先要根据电路的要求确定器件的电压~电流特性。器件的电压~电流特性与磁芯的几何外形及磁化状态密切相关。设计者必须熟知材料的磁化过程并拿握材料的磁性参数与器件电气参数的转换关系。设计软磁器件通常包括三个步骤:正确选用磁性材料;合理确定磁芯的几何外形及尺寸;根据磁性参数要求,模拟磁芯的工作状态得到相应的电气参数。 二、软磁材料的发展及种类 1. 软磁材料的发展 软磁材料在工业中的应用始于19世纪末。随着电力工及电讯技术的兴起,开始使用低碳钢制造电机和变压器,在电话线路中的电感线圈的磁芯中使用了细小的铁粉、氧化铁、细铁丝等。到20世纪初,研制出了硅钢片代替低碳钢,提高了变压器的效率,降低了损耗。直至现在硅钢片在电力工业用软磁材料中仍居首位。到20年代,无线电技术的兴起,促进了高导磁材料的发展,出现了坡莫合金及坡莫合金磁粉芯等。从40年代到60年代,是科学技术飞速发展的时期,雷达、电视广播、集成电路的发明等,对软磁材料的要求也更高,生产出了软磁合金薄带及软磁铁氧体材料。进入70年代,随着电讯、自动控制、计算机等行业的发展,研制出了磁头用软磁合金,除了传统的晶态软磁合金外,又兴起了另一类材料—非晶 非晶合金纳米晶薄带生产建设项目 可行性研究报告 第一章项目概况 (3) 第一节基本情况 (3) 第二节项目产品描述 (3) 由上表可见,平均空载损耗降低70%?80%,其节能效果显著.5 第三节项目背景 (5) 第二章企业基本情况 (7) 第三章产品需求分析和改造的必要性 (9) 第一节项目建设的必要性 (9) 第二节市场需求分析 (10) 第四章改造的主要内容和目标 (11) 第一节厂址选择和建设条件 (11) 第二节生产规模 (13) 第三节工艺技术方案 (13) 第四节工程方案 (17) 第五节节能 (20) 第六节环境保护与劳动安全与工业卫生 (21) 第五章项目总投资、资金来源和资金构成 (25) 第六章人员培训及技术来源 (26) 第七章项目实施进度计划 (27) 第八章公司发展战略与市场营销计划 (28) 第九章项目经济效益和社会效益分析 (28) 第一节社会效益 (28) 第二节经济效益 (29) 第十章开发项目的技术经济分析 (31) 第一节风险分析 (31) 第二节风险对策 (32) 第一章概况 第一节基本情况 一、项目名称:非晶合金、纳米晶薄带生产 二、承办单位:**有限公司 三、企业性质:有限责任公司 四、企业法人: 五、项目建设地点: 第二节项目产品描述 非晶合金薄带是70年代问世的一种新型软磁材料,它采用先进的速凝固技术,把熔化的钢液以1X06C/S的冷却速度直接冷却成厚度仅为 20um—40um的金属薄带,与传统金属带材生产工艺相比,节省了五?六道工序。生产过程节能,无污染排放。由于采取了超急冷却技术,带材中原子排列组合上具有短程有序,长程无序特点的非晶合金组织。该合金具有许多独特性能特点:如优异的磁性,耐蚀性,耐磨性,高硬度,高电阻率等,被人们称为二^一世纪最新的绿色环保软磁材料。 该材料的应用范围广阔,可替代传统的硅钢,铁氧体和坡莫合金等软磁材料,用该材料作为铁芯主要用材并制造的非晶合金配电变压器,与用硅钢片作为铁芯的配电变压器比对,具有很好的节能效果。其比对效果见下表: 非晶纳米晶合金材料的工艺技术、产业化和应用 自从1960年Duwez教授等人发明液态金属快淬技术制取Au-Si非晶合金和1966年发明Fe-P-C 非晶软磁合金以来,美国、日本、德国、前苏联和中国等相继开展了非晶合金的研究工作,并在20世纪70~80年代形成非晶合金研究开发的第一次热潮。由于非晶合金制备工艺简单独特、材料性能优异等显著优点,应用范围不断扩大,四十多年来一直是冶金和材料领域的研究热点之一。尤其在1988年日本Yashizawa教授等人在非晶化的基础上发明了纳米晶合金,从而开创了软磁材料的新纪元,大大促进了非晶材料制备设备、工艺技术的发展和材料开发应用,推动了非晶纳米晶产业的发展[1~3, 8]。 目前,利用快淬金属工艺技术制备的非晶材料已被广泛地应用于工业领域,除我们熟悉的磁性材料外,还有非晶钎焊材料、非晶催化材料、磁敏及传感器材料等;应用的材料形态有带材、丝材、粉末及薄膜等。现代科学技术的发展,也大大促进了非晶纳米晶产业的发展,不仅提高了非晶合金制带设备和工艺技术水平,使其生产设备和技术更加自动化、现代化,保证了产品的质量,提高了产品的技术含量,从而满足现代电子技术发展的需要,而且也促进了新技术新材料研究、开发、应用[1~9]。 1 国外非晶纳米晶产业概况 美国曾是世界上最大的非晶材料制造商,Honeywell公司Metglas业务部(前身为Allied Signal公司),是非晶材料制造技术的平板流技术专利所有者,年生产能力3万吨以上,实际年产1~2万吨,带材生产实现自动控制和自动卷取。2003年被日本日立金属公司收购。Honeywell公司Metglas业务部拥要两个独资工厂:美国Conway非晶金属制带厂和印度Gurgaon电子铁芯元件厂,两个合资公司:日本非晶质金属公司(NAMCO)和上海汉威非晶金属公司(SHZAM)。在美国Conway非晶金属制带厂,有年产万吨级非晶带材生产线两条,主要生产Metglas2605SA-1,最大带材宽度为250mm,配有自动在线卷取设备及年产千吨级和百吨级非晶带材生产线各一条,主要生产电子材料、钎焊材料和新材料,最大带材宽度为220 mm 和100 mm,配有自动在线卷取设备[6, 7]。 日本主要有Hitachi(日立金属公司)和Toshiba(东芝公司)。Hitachi公司是利用快淬技术在非晶化基础上制备纳米晶软磁合金材料的发明者,2003年收购了Honeywell公司的非晶金属部分(Metglas业务部),今后将是世界上最大非晶纳米晶材料生产供应商,产品包括目前所有的市售商品,尤其以铁基纳米晶(Finemet)的系列化产品占据世界非晶纳米晶领域的重要地位,它拥有一条配有自动在线卷取设备的非晶带材生产线,年生产能力达百吨,最大宽度为150 mm。Toshiba公司主要生产Co基非晶产品,带材质量和性能居世界领先地位,尤其是磁放大器类产品,在市场上占有相当地位。带材生产实现自动化,最大宽度在100 mm 左右[7]。 德国的真空熔炼公司(VAC)通过购买非晶纳米晶软磁合金专利许可证的方式获得生产许可,主要生产用于电子产品的Co基非晶和Fe基纳米晶材料,并在专利基础上研制开发出不同用途的新型合金材料。也是非晶纳米晶材料重要制造商之一。带材实现自动化生产,非晶带材最大宽度为150mm[7]。 在俄罗斯(前苏联),主要开发一些Co基非晶合金产品,近几年同韩国的由由公司合作开发应用Co基产品,虽然生产规模不太大,但设备及自动化技术水平不低。 国外非晶合金的自动化生产线如图1所示[7]。 非晶超微晶(纳米晶)合金知识简介 非晶超微晶(纳米晶)合金知识简介 铁基纳米晶合金是由铁元素为主,加入少量的Nb、Cu、Si、B元素所构成的合金经快速凝固工艺所形成的一种非晶态材料,这种非晶态材料经热处理后可获得直径为10-20纳米的微晶,弥散分布在非晶态的基体上,被称为超微晶或纳米晶材料. 纳米晶材料具有优异的综合磁性能:高饱和磁感(1.2T)、高初始磁导率(8万)、低Hc(0.32A/M), 高磁感下的高频损耗低(P0.5T/20kHz=30W/kg),电阻率为80 微欧厘米,比坡莫合金(50-60微欧厘米)高,经纵向或横向磁场处理,可得到高Br(0.9)或低Br值(1000Gs). 是目前市场上综合性能最好的材料;适用频率范围:50Hz-100kHz,最佳频率范围:20kHz-50kHz.广泛应用于大功率开关电源、逆变电源、磁放大器、高频变压器、高频变换器、高频扼流圈铁芯、互感器铁芯、漏电保护开关、共模电感铁芯.等. 非晶合金的特点及分类 非晶合金是一种导磁性能突出的材料,采用快速急冷凝固生产工艺,其物理状态表现为金属原子呈无序非晶体排列,它与硅钢的晶体结构完全不同,更利于被磁化和去磁。典型的非晶态合金含80%的铁,而其它成份是硼和硅。非晶合金材有下列特点:(1)非晶合金铁芯片厚度极薄,只有20至30um,填充系数较低,约为0.82。(2)非晶合金铁芯饱和磁密低。(3)非晶合金的硬度是硅钢片的5倍。(4)非晶合金铁芯材料对机械应力非常敏感,无论是张引力还是弯曲应力都会影响其磁性能。(5)非晶合金的磁致伸缩程度比硅钢片高约10%,而且不宜过度夹紧。非晶合金具有的高饱和磁感应强度、低损耗(相当于硅钢片的1/3~1/5)、低矫顽力、低激磁电流、良好的温度稳定性等特点。 非晶合金可以从化学成分上划分成以下几类: (1)铁基非晶合金(Fe-based amorphous alloys) 铁基非晶合金是由80%Fe及20%Si,B类金属元素所构成,它具有高饱和磁感应强度(1.54T),铁基非晶合金与硅钢的损耗比较:磁导率、激磁电流和铁损等各方面都优于硅钢片的特点,特别是铁损低(为取向硅钢片的1/3-1/5),代替硅钢做配电变压器可节能60-70%。铁基非晶合金的带材厚度为0.03mm左右,广泛应用于配电变压器、大功率开关电源、脉冲变压器、磁放大器、中频变压器及逆变器铁芯,适合于10kHz 以下频率使用。 (2)铁镍基、钴基非晶合金(Fe-Ni based-amorphous alloy) 铁镍基非晶合金是由40%Ni、40%Fe及20%类金属元素所构成,它具有中等饱和磁感应强度〔0.8T〕、较高的初始磁导率和很高的最大磁导率以及高的机械强度和优良的韧性。在中、低频率下具有低的铁损。空气中热处理不发生氧化,经磁场退火后可得到很好的矩形回线。价格比1J79便宜30-50%。铁镍基非晶合金的应用范围与中镍坡莫合金相对应,但低铁损和高的机械强度远比晶态合金优越;代替1J79,广泛用于漏电开关、精密电流互感器铁芯、磁屏蔽等。 (3) 铁基纳米晶合金(Nanocrystalline alloy) 铁基纳米晶合金是由铁元素为主,加入少量的Nb、Cu、Si、B元素所构成的合金经快速凝固工艺所形成的一种非晶态材料,纳米晶材料具有优异的综合磁性能:高饱和磁感(1.2T)、高初始磁导率(8×104)、低Hc(0.32A/M),高磁感下的高频损耗低(P0.5T/20kHz=30W/kg),电阻率为80μΩ/cm,比坡莫合金(50-60μΩ/cm)高,经纵向或横向磁场处理,可得到高Br(0.9)或低Br值(1000Gs)。是目前市场上综合性能最好的材料;适用频率范围:50Hz-100kHz,最佳频率范围:20kHz-50kHz 与传统材料的比较 非晶纳米晶软磁合金及其应用 Amorphous and nanocrystalline soft magnetic alloys and its application 陈文智 1 非晶合金的特点 由于非晶合金的无序结构,使其具有一些独特的性质: 高强韧性:明显高于传统的钢铁材料,可以作复合增强材料,如钓鱼杆等。国外已经把块状非晶合金应用于高尔夫球击球拍头和微型齿轮。非晶合金丝材可用在结构零件中,起强化作用。 优良的磁性:与传统的金属磁性材料相比,由于非晶合金原子排列无序,没有晶体的各向异性,而且电阻率高,因此具有高的磁导率、低的损耗,是优良的软磁材料,代替硅钢、坡莫合金和铁氧体等作为变压器铁心、互感器、传感器等,可以大大提高变压器效率、缩小体积、减轻重量、降低能耗。非晶合金的磁性能实际上是迄今为止非晶合金最主要的应用领域,下面还将详细介绍。 简单的制造工艺:以传统的薄钢板为例,从炼钢、浇铸、钢锭开坯、初轧、退火、热轧、退火、酸洗、精轧、剪切到薄板成品,需要若干工艺环节、数十道工序。由于环节多,工艺繁杂,传统的钢铁企业都是耗能大户和污染大户,有"水老虎"和"电老虎"之称。而非晶合金的制造是在炼钢之后直接喷带,只需一步就制造出了薄带成品,工艺大大简化,节约了大量宝贵的能源,同时无污染物排放,对环境保护非常有利。正是由于非晶合金制造过程节能,同时它的磁性能优良,降低变压器使用过程中的损耗,因此被称为绿色材料和二十一世纪的材料。 2 非晶合金的分类 磁性非晶合金可以从化学成分上划分成以下几大类: 铁基非晶合金:主要元素是铁、硅、硼、碳、磷等。它们的特点是磁性强(饱和磁感应强度可达1.4T-1.7T)、软磁性能优于硅钢片,价格便宜,最适合替代硅钢片,作为中低频变压器和电感器铁心(一般在15千赫兹以下)。 铁镍基非晶合金:主要由铁、镍、硅、硼、磷等组成,它们的磁性比较弱(饱和磁感应强度大约为1T以下),价格较贵,但导磁率比较高,可以代替硅钢片 机械合金化制备纳米晶与非晶 Al-Pb 系粉末 摘要:采用 X 射线衍射(XRD)、透射电镜(TEM)研究了球料比为 8:1、转速 280 r/min 和球料比为 25:1、转速 450r/min 条件下经不同球磨时间后混合粉末的相变、晶粒大小和微观形貌等。结果表明:通过机械合金化可以制备出Al-15%Pb-4%Si-1%Sn-1.5%Cu 纳米晶粉末,而且球磨导致了合金粉体非晶化,在球磨过程中混合粉体首先细化、合金化和纳米晶化,然后部分纳米晶转变为非晶;在机械合金化过程中球料比越大、转速越高,即给球磨系统供给的能量越大,则混合粉末获得纳米晶的时间越短;基于多层非晶化模型讨论了ΔH mix≈1.34 的情况下 Al-Pb 非晶形成的机制,指出在机械合金化过程中 Al-Pb 非晶形成并非需要ΔH mix<<0,其非晶化驱动力主要由浓度梯度提供。 1 前言 Al-Pb 系轴瓦合金比 Al-Sn 系轴瓦合金更容易在摩擦表面形成铅自润滑膜,表面性能更优越,且 Pb 的价格仅为 Sn 的 1/10~1/20;同时铝基轴瓦材料的疲劳强度约为巴氏合金的两倍,具有质轻、高导热性、高耐腐蚀性和良好的摩擦磨损性能等特点。因此 Al-Pb 系合金被认为是具有前途的轴瓦材料之一,研究开发新型的 Al-Pb 系耐磨合金具有重要的技术意义和经济意义。 但由于 Al 与 Pb 在室温不互溶,而且在高温也存在较宽的固溶间隙,同时 Al 与 Pb 之间较大的密度差异以及凝固点的差异,导致了用常规方法难以制备出Pb 粒子细小均匀弥散分布在 Al 基体上的 Al-Pb 轴瓦合金。而通过机械合金化可制备出 Pb 粒子细小均匀弥散分布的 Al-Pb 轴瓦合金[1]。 研究表明[2~4]:在 Al-Pb 二元合金中添加一定量的其它组元,可以进一步提高合金的性能,使其抗摩擦磨损性能优于纯二组元的 Al-Pb 合金。例如,在 Al-Pb二元合金中加入少量的Sn 可以提高 Pb 相的抗腐蚀性能;Cu 可以提高基体的强度;Si 可以提高 Al-Pb 合金 的磨损抗力和提高基体强度。因此,研究多组元 Al-Pb系合金对于研制高性能轴瓦材料具有重要意义。本实验将对 Al-Pb-Si-Sn-Cu 系混合粉末的机械合金化过程进行研究,并采用多层复合非晶模型对该系统形成非晶的机理进行研究。 2 实验方法 将纯度(质量分数)为 99.0%Al,99.9%Pb,99.9%Si,99.7%Cu,99.9%Sn,尺寸为 0.074 mm 的原始粉末按Al-15%Pb-4%Si-1%Sn-1.5%Cu( 质量分数,下同 ) 混合,并加入 1%的过程控制剂硬脂酸(PCA),在搅拌式高能球磨机中进行球磨,球罐为不锈钢。采用直径为 6 mm 的 GCr15 轴承钢球做研磨球,球磨的装填系数为 0.5,球磨过程始终在氩气保护和循环水冷却的条件下进行。球料比和球磨转速选用两种参数:球料比 25:1,球磨转速 450 r/min;球料比 8:1,球磨转速 280 r/min。 采用 Rigaku D/max-3C 型 X 射线衍射仪对混合粉末的组织结构和晶粒尺寸进行分析,采用CuKα辐射,并根据XRD 的半高宽计算出晶粒的大小。其计算公式为[5]: θ λ θsin ε Bcos+ .0 =d,其中 d 为晶粒尺寸,单位 nm;ε为晶格畸变量;λ为 4 94 / 衍射波长;其值λ=0.1540598 nm;B 为扣除非球磨因素(例如仪器、测量条件、原始粉末的畸变等)引起宽化后的值,用Warren 法计算:2S2M2B = B?B,其中 BS为原始粉末衍射峰半高宽值,BM为球磨粉末相应峰的半高宽值。采用 JEM-200CX 型透射电镜(TEM)分析了微观结构形貌,相机常数为 1.62 mm·nm。 3 分析与讨论 3.1 球磨粉末的 XRD 分析 图 1 是 Al-15Pb-4Si-1Sn-1.5Cu 混合粉末在不同球磨工艺和经不同球磨时间后的 X 射线 “非晶纳米晶”是对“原子抗菌技术”的简称,是由日本东北大学和北京航空航天大学基于航天应用共同研发的最新科研成果,是一种最新的航天抗菌材料技术。非晶纳米晶带材哪家好?您可以选择安徽华晶机械有限公司,下面小编为您简单介绍,希望给您带来一定程度上的帮助。 “非晶纳米晶”是对一种新型材料原子排列结构状态的描述,该状态的金属及合金的原子处于高能量的极限状态,其原子能够逸出表面,产生具有杀菌活性的高能量原子及原子团(这些原子团大小仅为普通细菌和真菌的十几万分之一),可迅速进入病菌细胞内核,破坏细菌的DNA结构、阻止其遗传物质的复制的模式达到杀菌和抑菌效果。经中国科学院理化技术研究所抗菌材料检测中心的检测报告显示,该类材料杀菌有效率高达99.9%,特有的原理、功效及片状构造突破了传统的药物杀菌范畴。 非晶纳米晶材料主要在航空航天领域使用,主要用作宇航员宇航服材料技术,用于应对外太空可能出现的各种不利环境,保护宇航员不受外界病菌侵害。 纳米晶材料由纳米级尺寸(1~10nm)的晶体所组成的材料。由于晶体极细,故晶界可占整个材料的50%或更多。其原子排列既不同于有序的结晶态,也不同于无序的非晶态(玻璃态)。其性能也不同于相同成分的晶体或非晶体。 安徽华晶机械有限公司位于安庆长江大桥经济开发区。是人民解放军第4812工厂全资子公司。公司经营以机械制造为主,拥有各类专业生产、检验试验设备94台(套),涉及铸造、橡胶制品、压力容器、制造等多个行业,主要从事非晶软磁设备、空压机及气源设备、橡胶件(含特种橡胶件)、餐余垃圾处理设备、铸件、机械加工等产品的研制、生产、经营和服务。 自成立以来,公司上下高度重视技术创新和产品结构升级工作,建立了以市场为导向,努力满足用户需求的产品研发体系。公司坚持以跨越发展的思想为指导,秉承敬业、高效、求实、创新的优良传统,继续依托军工技术和“中”牌品质,为广大新老客户提供更优良的产品和服务。纳米晶对CuZr基非晶合金变形行为的影响
材料非晶晶化方法
硅钢片铁芯、坡莫合金、非晶及纳米晶软磁合金
非晶合金纳米晶薄带生产建设可行性研究报告
非晶纳米晶合金材料的工艺技术、产业化和应用
非晶超微晶(纳米晶)合金知识简介
非晶合金的特点、分类、应用、可行性分析
非晶纳米晶
非晶纳米晶带材
相关主题
文本预览