酸洗-轧机联合生产线职工培训教材
(工艺部分)
编制:
审核:
目录
第一章冷轧薄板生产的发展历史和前景
一、冷轧薄板生产的发展历史 3
二、我国冷轧薄板的现状 6
三、我国冷轧薄板生产的发展方向 7第二章板带材分类及其轧制技术的原理
一、带材分类 8
二、轧制技术的原理 9第三章热轧薄板对冷轧钢板的影响
一、钢的化学成分对成品性能的影响 12
二、热轧带钢对冷轧钢板性能和组织的影响 13
三、原料的几何尺寸对冷轧成品的影响 15 第四章 酸洗技术的发展及应用
一、酸洗技术的发展 16
二、酸洗机组的分类及特点 17
三、酸洗机组主要单体设备 18
四、盐酸酸洗工艺制度的制定 31 第五章冷轧板带轧制技术的特点与发展
一、连轧过程的特点 32
二、冷轧板带材生产的工艺特点 34
三、轧制技术的发展 39
四、轧机机组的主要单体设备 45
五、轧制工艺制度 58 第六章板带材的高精度轧制和板形控制
一、轧制缺陷 63
二、板带轧制中的厚度控制 64
三、横向厚差与板形控制技术 70第七章 产品大纲、产品结构及主要设计技术经济指标
一 、产品大纲 77
二、酸洗冷连轧区域主要设计技术经济指标 81
三、原料 81
四、主要工艺技术参数 83 第八章 酸洗冷连轧工艺流程及过程叙述
一、酸洗冷连轧工艺流程 88
二、酸洗冷连轧工艺过程叙述 88
第一章冷轧薄板生产的发展历史和前景
一、冷轧薄板生产的发展历史
钢的冷轧是在19世纪中叶始于德国,当时只能生产宽度20~25mm的冷轧带钢。美国1859年建立了25mm冷轧机,1887年生产出宽度为150mm的低碳钢带。1880年以后冷轧钢带生产在美国、德国发展很快,产品宽度不断扩大,并逐渐建立了附属设备,如剪切、矫直、平整和热处理设备等,产品质量也有了提高。
宽的冷轧薄板(钢带)是在热轧成卷带钢的基础上发展起来的。首先是美国早在1920年第一次成功地轧制出宽带钢,并很快由单机架不可逆轧制而跨入单机架可逆式轧制。1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。
原苏联开始冷轧生产是在30年代中期,第一个冷轧车间建在伊里奇工厂,是四辊式,用单张的热轧板作为原料。1938年在查波罗什工厂开始安装从国外引进的三机架1680mm冷连轧机及1680mm可逆式冷轧机,生产厚度为0.5 ~2.5mm,宽度为1500mm的钢板。以后为了满足汽车工业的需求,该厂又建立了一台2180mm可逆式冷轧机。1951年原苏联建设了一套2030mm全连续式五机架冷连轧机,年产250万t,安装在新利佩茨克。
日本1938年在东洋钢板松下工厂安装了第一台可逆式冷轧机,开始冷轧薄板的生产。1940年在新日铁建立了第一套四机架1420mm冷连轧机。
二、我国冷轧薄板的现状
我国冷轧宽带钢的生产开始于1960年,首先建立了1700mm单机架可逆式冷轧机,以后陆续投产了1200mm单机架可逆式冷轧机,MKW1400mm偏八辊轧机、1150mm二十辊冷轧机和1250mmHC单机架可逆式冷轧机,1988年建成了2030mm五机架全连续冷轧机。到2000年我国已建成8套冷连轧机,6套单机架可逆冷轧机,主要生产碳素冷轧板卷及涂镀层板卷;并建成11套多辊冷轧机,生产电工钢及不锈钢冷轧板卷。
我国现有主要生产企业及有关冷轧机的基本情况见下表。
1、下表显示我国冷轧机组在布局上有明显的区域特点,冷轧板生产主要集中在华东、东北及中南地区,三地占我国冷轧板生产能力的91.3%,其中又以上海市、辽宁省及武汉市最多,占总冷轧板生产能力的86.2%。而西北、西南、华北地区冷轧板生产能力很小,其中西北地区尚没有冷轧板生产能力。
近年来钢铁企业普遍认识到前工序对冷轧生产的重要性,因而为增加铁水预处理,炼钢炉外精炼,取消模铸及初轧开坯,新建及改造热连轧机,投入了大量资金,为冷轧板生产创造了条件。
2、冷轧生产存在的问题
1)总体装备水平低
宝钢的3套冷轧机设备装备水平较高,武钢冷轧厂也引进了在当时具有先进水平的装备,但经过20多年运转,需要全面技术改造。其余冷连轧厂在引进设备时,由于受资金限制,不同程度上引进了一些二手设备,需更新改造。单机架四辊可逆冷轧机装备
问题更多些,也急需改造。
2)单套冷轧机组产能低
除宝钢、本钢外,已建成的冷连轧机多为串列式冷轧机组,不少冷连轧机还是二手设备,因此制约了每套机组的产能;而生产碳素冷轧板卷的单机可逆冷轧机多使用外购热轧原料卷,卷重小,速度低,产能低。
3)产品质量有待提高
我国多数冷轧厂产品的板形、表面、尺寸公差及性能与世界一流产品相比还有差距。主要问题有:
①缺少轿车面板
宝钢可供少量轿车面板,1550冷轧厂投产后有了较大改观。武钢在开发轿车面板方面也取得不少成绩。但与世界强国相比,差距还很大。
②缺少薄规格冷轧板卷
目前宝钢1420冷轧厂、宝钢益昌薄板有限公司、武钢1250mm单机架HC轧机能生产较多的薄规格冷轧碳素板卷,攀钢冷轧厂也能生产一些薄规格产品,但不能满足市场需求的大量厚度0.5以下的冷轧碳素板卷。
目前已建成10余套电镀锡机组,总产能达150万t/a,仅有4套机组能自供镀锡基板,其余机组的原料卷多为进口。
③产品加工的延伸度底
除镀锡板外,镀锌板及彩涂板产量也很低,国产板市场占有率仅为40%~50%。 美国、日本的钢材年产量均低于我国,但其涂镀层钢板产量占钢材的总量分别为20.8%~21.5%与15.8%~16.5%,远远高于我国。此外,我国还缺少高品质的涂镀层板。
④热轧薄板生产线不能完全满足冷轧薄板的生产需求,冷轧不锈钢缺少原料卷
除太钢能自供部分冷轧不锈钢原料卷外,国内其他不锈钢冷轧厂原料卷全部依靠进口,使冷轧不锈钢生产的效益受到影响。
4)2000年,我国短线产品供需的矛盾进一步拉大,净进口大幅增加 这种状况突出地反映在2000年,热轧包办和冷轧不锈钢净进口下降,冷轧薄板尤其是<0.5mm的冷轧板卷以及涂塑板、镀锡板、镀锌板等几个难度较大品种净进口的大幅度增加上。
品种 进口 出口 净进口 增长量 增长率
薄板 1165 207 958 88 10.2%
1、冷轧 553 20 533 87 19.5%
0.5-1mm 167 13 154 20 14.9%
<0.5mm 154 2.52 151 34 30.0%
2、热轧 272 167 105 —73 —41%
<3mm卷 154 74 80 —51 —38.9%
3、镀锡 40 8 32 10.6 45.5%
4、镀锌 217 9 208 46 28.4%
5、涂塑 49 1.2 47 18 60.0%
6、不锈 103 1.8 101 —7 —6.5%
热轧 39 0.1 39 4 11.6%
冷轧 45 0.9 44 —13 —22.4%
三、我国冷轧薄板生产的发展方向
加快发展高质量冷轧薄板,特别是解决冷轧薄板延伸产品(如镀锌板、镀锡板、涂塑板、硅钢片等)生产所需的高质量的原料,是“十五”期间我国钢铁工业品种结构调整的重中之重。在建设和改造过程中,必须坚持技术高起点,依托能提供高质量冷轧薄板原料、管理水平高、资金条件好的特大型企业进行布局。鼓励企业通过合资合作引进资金、技术和管理软件,尽快缩小高质量冷轧薄板产品质量与国外先进企业的差距。在靠近市场的地区和原料落实的企业,增建高质量镀锌板和涂镀层板生产线,除1~2条生产线主要针对汽车、家电产品需要外,其余主要满足建筑行业的需求。按冶炼和热轧相对集中,冷轧、深加工适度分散的方针。重点建设好太原钢铁(集团)有限公司和上海宝钢集团公司(上钢一厂)两个不锈钢冶炼、热轧中心。在搞好现有冷轧不锈钢薄板机组改造的同时,在经济发展较快、市场容量较大的地区,建设冷轧不锈钢薄板生产线。
1)改造现有冷轧厂
有以下冷轧厂将得到改造:①宝钢2030冷轧厂,改造后可提高产品质量,为生产轿车面板创造条件;②武钢冷轧厂, 改造后,设计产能将达到180万t/a,其中热镀锌
板卷25万t/a,镀锡板12万t/a,中低牌号电工钢22万t/a;③攀钢冷轧厂, 改造后,设计产能由50万t/a提高到100万t/a,并侧重生产薄规格产品,其中热镀锌板卷产能将达到22万t/a;④ 本钢冷轧厂,改造后产能将达到约130万t/a,其中热镀锌机组的产能将从20万t/a提高到30万t/a,并增加Galvalume品种;太钢七轧厂,太钢七轧厂将新建热轧酸洗机组;并将增建2套二十辊森吉米尔冷轧机及冷轧酸洗机组、平整机组、剪切精整设备,使产能达到40万t/a。
2)新建冷轧厂
由于我国冷轧板市场看好,并且到2005年热连轧机产能将增加到4000万t/a以上,如果冷轧板生产能力不相应跟上去,不但冷轧板卷短缺更严重,而且可能出现热轧钢卷明显过剩局面。因此一些有条件的钢铁企业正在筹划建新冷轧板厂,进展较快的有鞍钢冷轧厂和昆钢冷轧厂。
此外,宝钢、邯钢、唐钢、马钢、涟钢、珠钢、包钢、首钢、武钢、本钢、攀钢等企业都在酝酿建新冷轧板厂,条件较好的有宝钢、武钢、攀钢等,其原料条件好,具有丰富的冷轧板生产经验;邯钢、珠钢等条件也较好,其CSP已投产,现在月产已分别稳定在10万t与5万t,目前都在筹建第2套连铸生产线,增建机架及卷取机等,届时产量将加倍,为建设新冷轧厂创造了良好的供料条件。
第二章板带材分类及其轧制技术的原理
一、板带材分类
板带材按规格一般可分为厚板(包括中板)、薄板和极薄带材(箔材)三类。我国一般称呼厚板在4mm以上者为中厚板(其中4 ~ 20mm者为中板,20 ~ 60mm者为厚板,60mm以上者为特厚板),4 ~ 0.2mm者为薄板,而厚度在0.2以下者为箔板。目前箔材最薄可达0.0005,而特厚板可厚达500mm以上。最宽可达5000mm。板带材的这种分类虽然也基于各类产品相似的技术要求和生产工艺及设备特点,但实际上各国习惯并不一样,其间并无固定的明显界限,如日本则定3~6mm者为中板,6mm以上为厚板,3~0.2mm为薄板。
板带材按各种用途可分为造船板、锅炉板、桥梁板、压力容器板、汽车板、镀层板、电工钢板、深冲板、航空结构用板、复合板、焊管坯及不锈耐酸耐热等特殊用途板等。有关品种规格可参看国家标准。
依板材厚度和用途之不同,对其所提出的技术要求虽然各不一样,但仍有其共同的一面,归纳起来就是“尺寸精确板形好,表面光洁性能高”。这两句话指出了板带材主要技术要求的四个方面。
尺寸精度要求高 尺寸精度主要指厚度精度,因为它不仅影响到使用性能,而且在生产中难度最大。此外厚度偏差对于金属的节约影响也很大。板带材由于宽厚比(B/H)很大,厚度一般很小,厚度的微小变化势必引起其使用性能和金属消耗的巨大波动。故在板带生产中一般都应力争高精度轧制和按负公差轧制。
板形要好 板形要平坦,无浪形瓢曲,才好使用。但是由于板带材既宽且薄,对不均匀变形的敏感性又特别大,所以要保持良好的板形就较难。板带B/H比值愈大,困难愈大。此外,板形不良也反映了变形与厚度不均,故板形好坏往往又与厚度精度也有着直接的联系。
表面质量要好 板带钢是单位体积的表面积最大的一种钢材,又多用作外围构件,故必须保证表面质量。其表面皆不能有气泡、结疤、拉裂、刮伤、折叠、裂缝、夹杂和压入氧化铁皮,因为这些缺陷不仅有损板制件的外观,而且往往败坏性能或成为产生破裂和锈蚀的策源地,成为应力集中的薄弱环节。
性能要好 板带材的性能主要包括机械性能、工艺性能和某些钢板的特殊物理或化学性能。一般结构钢板只要求具有较好的工艺性能,例如冷弯和焊接性能等,而对机械性能的要求不很严格。对甲类钢钢板则要求保证机械性能,要具有一定的强度和塑性。
对于重要用途的结构钢板,则要求有较好的综合性能。
对于重要用途的结构钢板,则要求有较好的综合性能,即要有良好的工艺性能,甚至除了一定的强度和塑性以外,还要求保证一定的化学成分,保证良好的焊接性能、常温或低温冲击韧性、或一定的冲压性能、一定的晶粒组织及各向组织的均匀性等。
除了上述各种结构钢板以外,还有各种特殊用途的钢板,如高温合金板、不锈钢板、硅钢片、复合板等,它们或要求特殊的高温性能、低温性能、耐酸耐碱耐腐蚀性能,或要求一定的物理性能(如磁性)等。
二、轧制技术的原理
轧制是冷轧带钢生产中的最重要的工序,对它的基本要求是轧件较快地通过轧机,对轧辊产生较小的损伤,并生产出厚度在公差范围内、具有良好板性和表面质量的产品。所有这些,与坯料状况、设备类型及其特性、轧制方式、工艺制度与操作等一系列因素都有关。
1、加工硬化现象
冷轧中金属产生剧烈的加工硬化现象。按严格的定义,金属在再结晶温度以下进行轧制称作冷轧。但是,习惯上将带钢不经过加热而在常温下进行轧制统称作冷轧。从宏观上看,经过冷轧过程产生的变形,轧件厚度被压薄,纵向上产生相应的延伸。由于不发生在结晶行为,金属内部冷变形的结果与特性被保留下来,与轧件的宏观变形相似,晶粒被压成扁平状,甚至被压成薄片状,在纵向上延伸成长条状,甚至呈纤维状。而且,在晶粒内部,除可出现滑移带、孪晶组织和变形带外,还可使晶内缺陷增加,出现新的压晶、位错、空位、间隙原子和层错等。同时,当变形量相当大时,各个晶粒的转动方向会趋于一致,出现择优取向而形成织构,以及晶粒和晶界的排列规则也有不同程度的破坏,等等。
金属组织、结构的变化,必然导致其性能发生变化,金属性能最大的变化,是力学性能的变化,一般的规律是强度极限σb和屈服极限σs随着变形程度ε的增大而增大,延伸率δ和断面收缩率φ随着变形程度的增大而减小。上述现象表明,即金属经过冷变形其强度指标(σb和σs)和塑性指标(δ和φ)随变形量ε变化而变化的现象,叫做加工硬化现象。
在冷轧过程中,金属会产生剧烈的加工硬化现象,从而导致变形抗力增大而使能耗增加,以及当加工硬化超过一定的程度之后,由于轧件过分硬脆而容易产生裂边和难以
继续轧制,而不得不进行软化处理。因此,很好地掌握各种金属材料的加工硬化特性,对正确确定总变形率和选取坯料规格,合理安排轧程和用尽可能少的轧程进行轧制,正确进行轧制力计算和制定压下制度与张力制度等,都有重要的意义。
2、轧制过程变形区的特点
轧件变形和轧机变形是轧制过程中同时存在的。我们的目的是要使轧件易于变形和轧机难于变形,亦即发展轧件的变形而控制和利用轧机的变形。由于板带轧制的突出特点是轧制压力极大,轧件变形难,而轧机变形及其影响又大,因而使这个问题就成为左右板带轧制技术发展的主要矛盾。
要使板带在轧制时易于变形,主要有两个途径:一是努力降低板带本身的变形抗力(可简称内阻),其最有效的措施就是加热并在轧制过程中抢温保温,使轧件具有较高而均匀的轧制温度;二是设法改变轧件变形时的应力状态,努力减少应力状态影响系数,减少外摩擦等对金属变形的阻力(可简称外阻),甚至化害为利以进一步降低金属变形抗力。至于控制和利用轧机的变形,则包括了增强和控制机架的钢性和辊系的钢性、控制和利用轧辊的变形以及采用液压弯辊与厚度和板形自动控制等各种实用技术措施。
从降低金属变形抗力、降低能源消耗及简化生产过程出发,近代出现了连铸连轧及无锭轧制(连续铸轧)等方法,这大大的改善了热轧板带的温度影响。但是板带热轧时重点在降低内阻,但随着产品厚度的减少,降低外阻也愈重要。尤其是轧件很薄时(例如小于1mm以下),若仍成卷热轧,则轧制温度很难保持,并且此时还必须前后施加较大的张力,才能使板形平直及轧制过程正常进行,因而便只能采用冷轧的方法。由于冷轧板带很薄而且温度很低,故不仅内阻较大,而且外阻也很大,此时若不致力于降低外阻的影响,就很难轧出合格的产品。故冷轧板带时重点在降低外阻。通常降低外阻的主要技术措施是减少工作辊直径、采用轧制润滑和带张力轧制,以减少应力状态系数。其中最主要最活跃的是减少工作辊直径,由此出现了从二辊到多辊的各种板带材轧机。
板带生产最初都是采用二辊式轧机。为了减少轧制压力就必须减小轧辊直径,但为了能有足够的强度和钢性去承受大的压力,又必须增大直径。直径的增大更使压力急剧增大,促使轧机弹性变形增大,以致在辊径与板厚之比(D/h)达到一定值之后,就使轧件延伸根本不可能实现。为了解决这个矛盾,只得采用大直径的支持辊来提高轧机的强度和钢性,并采用小直径工作辊来负责降低轧制压力,支持辊和工作辊分工合作,使矛盾一分为二得到了解决。这样在减少和控制轧机变形方面,主要是为了提高板带的厚
度精度和板形质量而采取的对轧机钢性和轧辊的变形(形状)的控制技术。后者实质就是对辊缝形状亦即对板形的控制技术,由此而出现很多以控制厚度和板形为目的的新技术和新轧机。
为了提高板带的厚度精度,一般是增大轧机牌坊和辊系的钢性,例如现代宽厚板轧机牌坊立柱断面已达一万cm2以上,牌坊重达250 ~450t,支持辊直径最大达2400mm。近年还出现开口式结构的预应力轧机,钢性系数达900t/mm。多辊轧机的机座为矩形整体铸成,既短且粗,钢性很强。应该指出,为了提高板带厚度精度,并不总是要求提高轧机的钢性,而要求轧机最好是钢性可控。按此,在连轧机上最好采用所谓“钢性倾斜分配”的轧机,即是在来料厚度不均影响较强烈的前几架采用大的钢性,而后几架,尤其是末架,则采用较小的钢性。钢性这样分配的结果使板厚精度比一般连轧机有显著提高。
轧机钢性不管如何提高,轧机的变形只能减小,总不能完全消除。因而在提高钢性的同时,必须采取措施来控制和利用这种变形,以减小其对板带厚度的影响。这就是要对板带的横向和纵向厚度进行控制。迄今板带纵向厚度的自动控制问题已基本趋于解决。近年着重开发研究的是横向厚度和板形的控制技术。控制板形和横向厚差的传统方法是正确设计辊型和利用调轧温及压下的来控制辊缝实际形状,但其反应缓慢而且能力有限。为了能快速而有效地进行控制,近代广泛采用了“弯辊控制”技术。近年来又进一步开发采用了很多控制板形的新技术和新轧机,如VC辊技术、CVC及HVC技术、HC 辊技术、UC及UCM、UCMW技术等等。
第三章热轧薄板对冷轧钢板的影响
近年来,用户对冷轧板带的要求日益严格,其厚度公差和力学性能的范围急剧减小。现在用户即要求整个板卷,板卷与板卷之间的厚度和性能均匀一致。冷轧板带的性能并不是取决于冷轧和退火,炼钢、铸坯、热轧、冷轧和退火对最终成品的性能都有影响。而且热轧板带几何尺寸对冷轧成品尺寸也有明显影响。保证冷轧质量的第一基础是钢的质量。
一、钢的化学成分对成品性能的影响
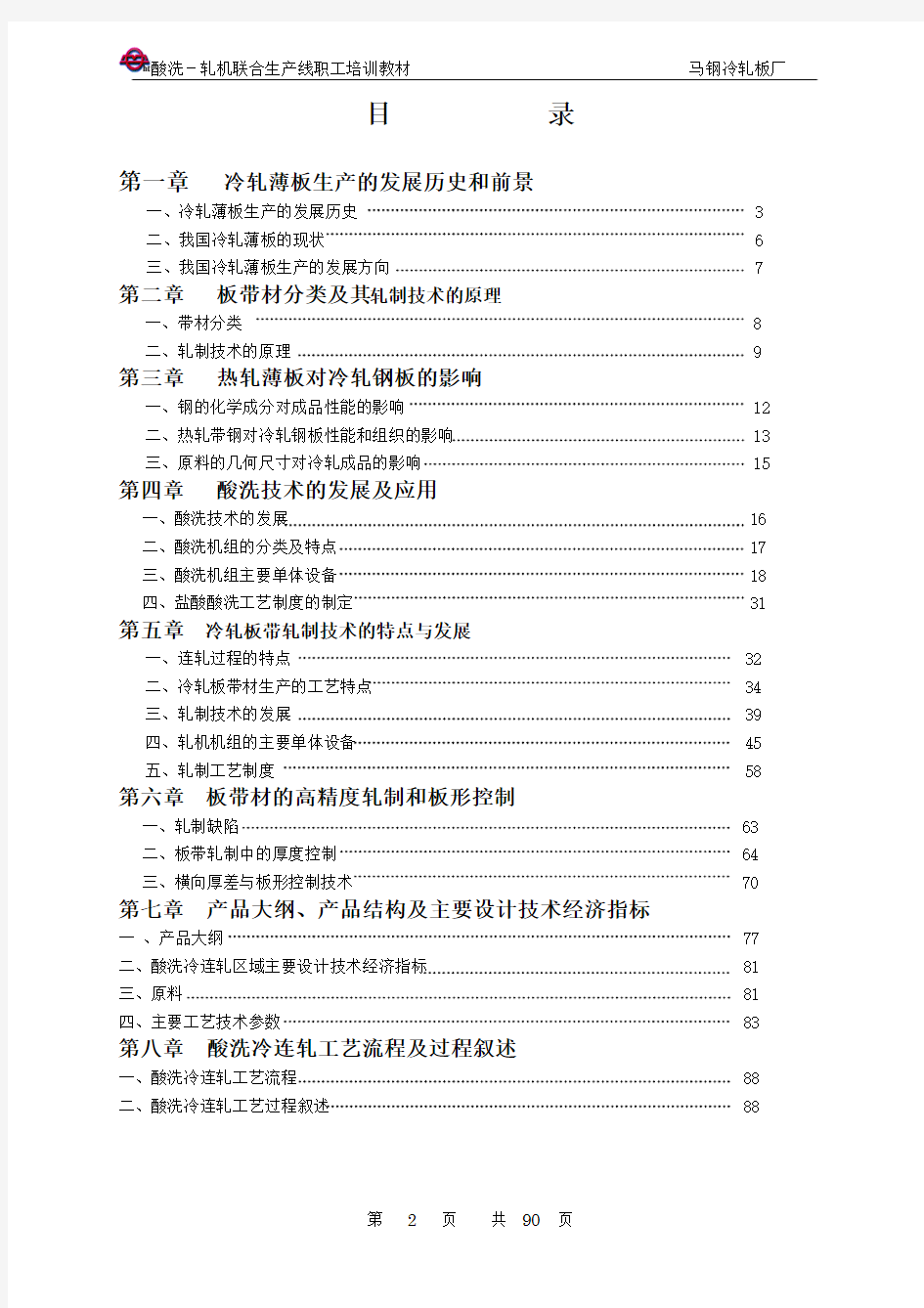
钢的化学成分对性能的影响,特别是碳、锰、硅对产品力学性能的影响存在下列关系:σb=25+67C+14Mn+20Si。而抗拉强度、屈服强度、延伸率决定着冷轧产品的使用性能,特别是薄板的成形性能,所以炼钢控制好化学成分,是保证生产出优质冷轧汽车钢板的基础。钢中碳含量对性能的影响是通过影响屈服极限和塑性应变比R值来实现的。碳对薄板成形性能的影响可以见(图3-1)。标准规定08沸腾钢含碳量为0.05% ~0.11%,但常常保证不了成形性能,故前苏联奇列波维茨和札波罗什冶金工厂内控碳含量不大于0.07%。
硫有提高屈服强度的趋势,硫化物夹杂促使钢中带状组织形成,恶化深冲性能。
对高强度薄板而言,力学性能波动保持较小具有重要意义。除了总的加工性能的限制,较薄的钢板必须考虑深冲部件的回弹、弯折等,屈服极限的离散度反映出成形性能的不同。因此连续退火的带钢要特别注意必须准确地保持化学成分、退火温度和冷却温度的一致。
塑性应变比,R 2.0
1.5
●
●
●
1.0
●
●
0.5
0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
碳含量,%
图3-1 塑性应变比R值与含碳量的关系
至此可以看出炼钢时的成分控制对冷轧板的质量起决定作用。
二、热轧带钢对冷轧钢板性能和组织的影响
冷轧的原料是热轧带钢,而冷轧生产产品的好坏与热轧带钢的质量关系很大。热轧带钢的组织和性能的因素除钢坯加热温度和保温时间之外,主要因素是终轧温度、卷取温度、末道次压下率。以低碳钢为例,热轧、冷轧低碳钢的组织特性是铁素体晶粒组织和一定数量的渗碳体,所以决定其性能好坏的钢的组织就是铁素体晶粒的大小、形状及均匀程度,其次就是渗碳体的尺寸大小以及分布的弥散程度。假如冷轧带钢有很大的晶粒,在冲压加工后,加工零件表面将形成粗糙表面,甚至导致冲压时开裂造成废品。冷轧退火后钢板的铁素体晶粒大小,除与冷轧热处理条件有关外,也与热轧带钢的显微组织有关。热轧带钢的显微组织特征保持在冷轧薄板上,冷轧不能消除热轧变形时得到的粗大晶粒、过细晶粒及晶粒不均,这些都将遗传在冷轧带钢上。生产实践也完全证实了这一结论,某冷轧厂生产中曾出现大量晶粒度不合格的产品。我们除了注意冷轧热处理工艺条件之外,分析对比了冷轧产品晶粒度与热轧带钢组织的关系,结果列于下表。
热轧带钢晶粒组织与冷轧成品晶粒度的关系
分类 沸腾钢 镇静钢
热带钢量,t 2326 1580
热带钢晶粒为9 ~10级者,% 30(699.7t) 78(1235.9t)
成品晶粒为9 ~ 10级者占
20 40 ~50(最高79)
原料为9 ~ 10级晶粒的百
分比,%
通过对比看出:
1、原料9 ~10级晶粒细化较沸腾钢严重,沸腾钢是30%,而镇静钢高达78%。
2、原料晶粒细小,则成品晶粒亦细小。沸腾钢原料晶粒为9 ~10级,其冷轧成品仍为9 ~ 10级者占20%。而镇静钢成品晶粒为9 ~ 10级者较多,最高为79%,平均为40% ~ 50%。同时发现原料晶粒度极不均匀者,冷轧退火成品也是如此。
3、粒度过细和过粗,都严重影响冲压性能。我们用晶粒度为9 ~ 10级的钢板与晶粒度适中为7 ~8级的钢板在某汽车制造厂冲制相同难度冲压零件做对比,其结果列于下表。为了保证冲压性能,冷轧板和原料的晶粒度最好都保持在6、7、8级之间为宜。
不同晶粒度与冲废率的关系
规格,mm 晶粒度 合格品数 废品数 废品率,%
1.2 1.2 9 ~10
7 ~ 8
127
90
80
6
38.7
6.25
低的终轧温度和低温卷取,带钢可形成变形晶粒。在这种情况下,冷轧退火后的冷轧板将得到过于细小的晶粒,相伴产生拉长了的铁素体晶粒组织,冷变形很困难。例如,热轧终轧温度低于规定的860oC愈多,则晶粒过细的亦愈多。根据某厂的生产统计其情况如下表所示。
终轧温度与晶粒度之间的关系
炉罐号 63
15159
甲 63
19007
乙
63
17010
乙
63
19005
甲
63
16081
乙
63
15159
乙
63
19007
甲
63
17010
甲
热轧板卷终轧温度低于
860oC,% 晶粒度不合格,% 100
52.5
92
41.3
70
24.4
60
26.2
30
23
9.46
当带钢有高的终轧温度和卷取温度,并缓慢冷却下来时,将得到粗大晶粒并析出大的渗碳体。在冷轧时粗大晶粒和大的渗碳体被轧碎,这就创造了冷轧后产生条状渗碳体的条件,这正是冲压时产生断裂的原因。
当冷轧退火温度不大于680oC时,热轧得到的渗碳体尺寸及形状均未变,只有当温度提高到690 ~710oC时,才发生部分渗碳体溶解,并且有的移至晶界。
渗碳体尺寸决定于卷取温度,而渗碳体在钢组织中的分布是由终轧温度决定的。当终轧温度较高,卷取温度为600 ~ 620oC,并且冷却较快时,渗碳体的增长与聚集受到限制,这就使得比较细小的渗碳体均匀地分布在钢的组织之中。在卷取温度相同时,提高终轧
温度与降低终轧温度,渗碳体在钢中分布的均匀程度不同,终轧温度高,渗碳体分布均匀且尺寸较小;而终轧温度低,则渗碳体集聚,尺寸较大。当终轧温度相同但卷取温度不同时,卷取温度高,渗碳体集聚,尺寸较大;而卷取温度低,则渗碳体尺寸较小。
最好的热轧轧制条件是,为了得到均匀晶粒以及细小分散均匀分布的渗碳体,终轧温度应略高于A r3。轧后为防止晶粒长大和渗碳体粗大,要尽可能快速冷却,保证成卷温度低于A r1。
三、原料的几何尺寸对冷轧成品的影响
冷轧原料的几何尺寸对冷轧生产十分重要,因为热轧产品横断面和长度上的厚度不均,经冷轧后只能减轻,不能消除。冷轧原料头、尾尺寸差较大,不仅使轧制困难,也使对焊时焊接不牢而产生断片。热轧带钢浪瓢形太大和厚度不均也会严重影响冷轧的正常进行,所以作为冷轧原料的热轧带钢必须严格按标准交货。为了进一步证实热轧带钢横断面的变化对冷轧带钢横断面的影响,加拿大多法斯科工厂在五机架冷连轧机上将3.1*1000mm热轧板卷轧成0.93*1000mm冷轧板,试验结果证明,热轧带钢经过冷轧之后,其端面并未发生显著变化,矩形的断面仍是矩形的,凸形的断面仍是凸形的。显然冷连轧机的辊缝在冷轧过程中并不能保持规定的几何形状,辊缝完全适应热轧带钢横断面的变化,所以用户所要求的冷轧带钢带钢横断面必须在热轧生产中形成。经过冷轧之后唯有距离带钢边部25mm范围内冷轧板边部边部减薄了约1%。在冷连轧1号和2号机架上锥形工作辊与工作辊轴向窜移相结合是减少边部减薄的有效措施。上述试验及生产实际都说明,冷轧薄板的相对横断面和平直度在热轧带钢轧机的精轧机组上就已经形成了,在冷轧机上只能改变绝对断面。如果试图改变相对断面,必然引起平直度的变化。
综上所述,要生产出高产优质的冷轧薄钢板,炼钢的质量和热轧带钢的质量是两个最重要的基础保证。
第四章酸洗技术的发展及应用
一、酸洗技术的发展
为了保证板带的表面质量,带坯再冷轧之前必须除去氧化铁皮即除鳞。除鳞的方法目前还以酸洗为主,次为喷砂清理或酸碱混合处理。近年还在实验研究无酸除鳞的新工艺,日本利用高压水喷铁矿砂以除去氧化铁皮(NID法),以取得很好的效果。
热轧带钢盐酸酸洗的机理有别于硫酸酸洗之点,首先在于前者能同时较快地溶蚀各种不同类型的氧化铁皮,而对金属基体的侵蚀却大为减弱。因此,酸洗反应可以从外层往里进行。其化学反应式为:
Fe2O3+4HCL→2FeCL2+2H2O+1/2O2↑
Fe3O4+6HCL→3FeCL2+3H2O+1/2O2↑
FeO+2HCL→FeCL2+H2O
Fe+2HCL→FeCL2+H2↑(甚弱)
因此,盐酸酸洗的效率对带钢氧化铁皮的相对组成并不敏感,更不象硫酸酸洗那样,在酸洗反应速率方面如此受制于氧化铁皮层在酸洗前的松裂程度。实验表明,盐酸酸洗速率约等于硫酸酸洗的两倍,而且酸洗后的板带钢表面银亮洁净,深受欢迎。
为了提高生产效率,现代冷轧车间一般都设有连续酸洗加工线。六十年代以前,由于盐酸酸洗的一些诸如废酸的回收与再生等技术问题未获解决,带钢的连续酸洗几乎毫无例外地均采用硫酸酸洗。六十年代以后,随着化工技术的发展,盐酸酸洗在大规模生产中应用的主要技术关键已被突破,故新建的冷轧车间开始普遍采用效率高而且质量好的盐酸酸洗。两种酸洗虽然在机理与效果上有所区别,但在酸洗线的组成上却有许多的共同点。
归纳起来,带钢连续盐酸酸洗与硫酸酸洗相比较,有以下特点和优点:1)盐酸能完全溶解三层氧化铁皮,因而不产生什么酸洗残渣。而在硫酸酸洗的情况下,就必须经常清刷酸槽,并中和这些粘液。又硫酸不能除去压入板面上的Fe2O3(因此不免产生相应的表面缺陷),而盐酸则可以溶解这种轧入的氧化铁皮。2)盐酸基本不腐蚀基体金属,因此不会发生过酸洗和氢脆。化学酸损(因氧化铁皮及金属溶于酸中引起之铁量损失)也比硫酸酸洗低20%。3)氯化铁很容易溶解,易于除去,故不会引起表面出现酸斑,这也是盐酸酸洗板面特别光洁的原因之一。而硫酸铁因会形成不溶解的水化物,往往有表面出现酸斑等毛病。4)钢中含铜也不会影响酸洗质量。在盐酸中,铜不形成渗碳体,故板面的银亮程度不因含铜而降低。而在硫酸酸洗中,因铜渗碳体的析出而使板面乌暗,
降低了表面质量。5)盐酸酸洗速率高。特别在温度较高时更是如此。6)可实现无废液酸洗,即废酸废液可以完全再生为新酸,循环使用,解决污染问题。
二、酸洗机组的分类及特点
坯料在酸洗机组上,除去热带钢表面的氧化铁皮,检查坯料坯卷表面质量,切除不规则的头尾、边部以及不利于轧制的缺陷;通过焊接拼成连续的酸洗卷,以提高冷轧成材率。
根据所要求的生产能力、带宽、坯卷尺寸以及酸洗介质,确定酸洗机组的型式和组成。大型的宽带钢采用卧式浅槽盐酸连续酸洗机组,中小型采用卧式浅槽盐酸半连续化和推拉式酸洗机组。
酸洗机组按其酸洗方式分单卷酸洗、半连续及连续酸洗。单卷酸洗是最早、最简单的酸洗技术,其特点是坯卷不经过开卷,而且是一卷一卷地呈钢卷状态酸洗。最古老的单卷酸洗法是筐式法,先把坯卷放在特别的酸洗筐(用青铜或耐酸的铬镍钢制成)内,然后用起重设备将筐浸入酸槽内酸洗。酸槽用耐酸水泥制成或用钢板内衬辉绿岩,也有内衬铅的。后来发展了转筒式和回转式酸洗法。
适应冷轧带钢生产的高速化,酸洗机组已经发展为连续式,其基本流程为:
上料 开卷 矫直 切头尾 焊接 拉矫 酸洗 清洗 烘干 剪边 轧制 卷取及卸料。机组由开卷设备、夹送矫直机、切头尾剪、焊机、入口活套、拉伸矫直机、酸槽、清洗槽、烘干装置、出口活套、圆盘及碎边剪、分切剪、卷取机及卸卷装置组成。由于有焊机和出入口活套,所以酸洗工艺段在焊接与换卷时不停车,坯卷以带状连续不断地酸洗。连续酸洗机组根据布置方式不同又有卧式与塔式之分,以卧式应用最普遍。塔式酸洗的主要特点是将机组中部的酸洗工艺段垂直布置成酸洗塔。卧式酸洗机组按酸槽深浅又分为深槽和浅槽,浅槽是深槽的发展,当今浅槽发展最快,应用最广。
半连续机组是相对于单卷和连续式而言的。当坯卷通过半连续化机组时,要经开卷机开卷,呈带状连续进入酸槽,而有别于单卷式;但由于没有出口活套,在换卷时机组要停车,又有别于连续式。
拉推式也是一种半连续化酸洗机组。入口段不设置焊机和活套,坯卷经开卷后,由夹送辊将带钢向前推进,而当带头被卷取机咬入后,带钢被拉着通过酸槽。坯卷是一条一条地断续通过酸槽进行酸洗,既不同于连续式,也有别于上述的半连续式。
三、酸洗机组主要单体设备
1、步进梁运输机
步进梁运输机为液压缸升降和移动的步进梁布置在垂直于生产线的入口端。它为一台步进式运输机,包括一个固定梁,一个带有提升和横移,及对中的装置步进梁。步进梁由一个液压缸提升与横移,最多可移送8个钢卷。该钢卷测量台架包括一个电气驱动的光电管头(带有含光电管与脉冲发生器的钢卷外径与宽度测量设备),位于入口步进梁运输机的5号、6号卷位之间,用来测量钢卷外径与钢卷宽度,该台架为一组合焊接钢结构,带有一个滚柱轴承导向杆用来支撑指示头。 1个称重站位于入口步进梁运输机的6号鞍座位。称量机有1个30公吨承重能力为电气压头型, 带有1个数字指示器,测量的结果将传输至过程计算机上。通过以上工序测得钢卷的外径、宽度以及重量,在通过布置在#7鞍座上的钢卷对中装置来使钢卷调整到水平并且与生产线中心对中,这样以便准确地将钢卷转送到中间运输小车的V型鞍座上。经调整后钢卷运送到入口步进梁的第#8鞍座位(鞍座辊处),此处装有手动打捆带剪切工具,该装置用于剪切带卷中央的周向打捆带,这些将由操作工操作。
2、中间运输小车
中间运输小车是将经过步进梁运输机调整为水平的钢卷运送到#1#2钢卷小车。它为V型鞍座结构,具有2个V型鞍座和8个轮子(4个轮子由电机驱动)并在轨道上运行,并且位于生产线的入口端平行于生产线的中心线,从步进梁上接受水平状态的钢卷并分别分配给#1#2钢卷小车,同时为了防止驱动轮在轨道上打滑还在小车上装有链轮与链条导轨。小车由电机驱动其位置由限位开关的信号控制。
3、1#、2#入口运卷车
1#、2#入口运卷车用来接收来自钢卷中间运输车上的水平状态的钢卷,先暂时储存,然后送至开卷机的卷轴上。它共计2台,每台钢卷小车含有一个小车架、一个提升架以及四个车轮,其中提升框架为箱式带有一个V型鞍座(有一个可更换的顶衬)由液压缸提升;小车架为重型焊接钢结构装在带有滚柱轴承的锻钢轮上,运行于重型轨道上;4个车轮(2轮由齿轮电机和滚子链驱动)运行在轨道上。同时为了防止驱动轮在轨道上打滑还在小车上装有链轮与链条导轨。这样两台入口钢卷小车交互接受来自钢卷中间运输车上的水平状态的钢卷,暂时储存,同时钢卷测量台架测得钢卷的外径与宽度,其中钢卷的外径由装在小车上的摄像头与脉冲发生器检测;钢卷的宽度由一个摄像头及一个
脉冲发生器检测小车的横移得出。这样所测得的数据通过计算机的计算,指示提升框架的提升和钢卷小车的停靠位置,其中提升速度与移动速度有高低两种,目的是高、宽方向高精度对中控制。经过高精度的对中,芯轴中心与钢卷的中心将保持一致,然后滑动地板沿小车横移方向布置用来覆盖小车的地坑,小车移动靠近开卷机,在经过光电传感器式内径指示器用以确保小车顺利将钢卷送至开卷机的卷轴。
4、1#、2#开卷机
开卷机共有上下两台,其卷筒头膨胀为4扇块楔式,卷轴楔块带有铜衬,全胀时直径为800mm,名义直径为762mm,全缩直径为660mm,扇块材料为铸钢,也就是卷取头变为纯圆时的直径为762mm,悬臂带有外侧支撑轴承。开卷机接受来自钢卷小车的钢卷,通过液压缸相对于生产线手动横移来调节带钢始终保持同一直线,其手动最大横移量为150mm,拖动张力由装于底座的电机通过一个齿轮减速机提供。两台开卷器分别位于两台处理器前,钢卷插入开卷机后,开卷器将由液压缸驱动打开钢卷的头部并夹持送至处理机前的夹送辊。两台开卷机交互工作,前一卷开卷即将完成时,另一个开卷机也以依次通过开卷器将钢卷打开、矫直机的矫直和双切剪的剪切,暂停等待前一卷钢卷的切尾。前一卷切尾后进入焊机,后一卷也将通过夹送辊被送入焊机,经过对中,前后两卷钢卷焊接在一起,开卷机开始加速,最大速度可达到600m/min。
z抗折弯辊:装配装在重型焊接钢摆动臂装配上,用来去除带钢的横向弯曲,同时由一个带有压力调节系统的液压缸压下,这将在开卷机打开不同带厚的带卷时确保有一个恒定的压力。
z开卷器:用来打开钢卷的头部并夹持送至处理机前的夹送辊。
z压紧辊:用于压住钢卷的外圈,避免钢带头部穿进机组的入口段时松卷。
z活动外支撑:支撑在装配了轴承的自由端,承受钢卷的重量和张力对悬臂式卷筒所产生的载荷。
5、1#、2#夹送处理机
1#、2#夹送处理机均为6辊处理机,通过一个齿轮箱集中传动,辊缝自动调节。在穿带时将带钢的头部夹持并送进双切剪,并对带钢的头部进行矫直以便于穿带。开卷机打开钢卷后,顶部与底部夹紧辊及矫直辊用于开卷机后的穿带,底部夹紧辊为固定式,顶部夹紧辊由液压缸升降并由电机通过减速机驱动,顶部夹紧辊的驱动将提供最大速度为60m/min穿带速度下的开卷张力,在生产线正常运行的情况下,顶部夹紧辊总是在提
起的位置上。经过夹送辊钢卷被夹送进入处理机,处理机含有6个辊子,位于夹紧辊后,3个底辊为固定式, 3个顶辊由液压缸升降,三个顶辊通过齿轮电机-螺杆轴单独调节与定位,并提供自动位置定位系统(2级机预设定参数),经过矫直辊对带钢的头部进行矫直以便于穿带。所有的矫直辊由电机通过一个减速机驱动。同时还提供一个矫直辊更换装置用于No.1 & No.2处理机顶辊与底辊的更换,其顶辊与底辊由手动拉出至工作侧更换。
z夹送辊:用于穿带时将夹持带钢的头部并将其送入机组。
6、1#、2#双切剪
1#、2#双切剪中下生产线2#为下切式,上生产线1#为上切式。一个液压驱动型双切剪用来剪切带尾与带头,以便更好的焊接。经过头部矫直的钢带被夹送辊送入双切剪进行剪切,该剪能够剪切最大为1600mm宽,5.5mm厚再加上15%偏差的材料,剪刃间隙为自动调节(L2机预设定),将被设计成4面剪切快速更换的特点。在剪机的入口侧提供一个夹紧辊,用来将剪子剪切下的废品喂到No.1废料处理设备,在正常运行的情况下,上部辊子总是处于提升的位置。利用入口夹紧辊上装的计数器,除了尾端带钢,切头将被自动剪切成约1,000 mm长的废屑,超差长度按2级机的数值进行剪切。#1废料处理系统包括溜槽和料桶与平板车,用来接受切分剪的废屑,两个废料桶,一用一备,共用一个工作位,由一个带有6个单轮缘轮子,运行在重型钢轨上的平板车装载,一个齿轮电机和滚子链用来移动备用料斗至工作位,当料桶装满时,用行车进行处理。这样经过剪切后的带钢将被送入焊机。
z夹紧辊:用来将剪子剪切下的废品喂到No.1废料处理设备.
7、焊机
采用NMW-C1250F型闪光自动焊机,其带内置剪和对中机构。布置在酸洗线的入口处通过闪光焊的方法自动、迅速地连接带头与带尾,焊接后的焊缝有稳定的强度确保其经受轧制,除了焊机对各种材料具有较高的可焊性能, 高度可靠的焊缝减少入口区的焊接停机时间,平滑的连接形状,全自动,对环境的保护,等等。焊接过程为切过
头尾的带钢经过带钢对中装置对中后,进入到焊机,通过横向调节机构使带钢在宽度上对中,在由中性层的调节使带钢沿厚度方向对中,这样经过对中的带钢在经过旋转剪同时剪切前卷的带尾与后卷的带头以保证带尾与带头顶锻面的平行以便定位。剪切时,剪切部分与电极一起夹持在闭合位置,以防带钢变形,接着电极移到
工会生产部工作总结报告 工会生产部总结报告1 生产部20____年度工作总结报告尊敬的总、在座的各位领导、各位同事: 大家好,下面由我代表生产部一百六十六名员工向大会做20____年度工作总结报告,请予以审议。 光阴荏苒,岁月如梭,20____年已经过去,充满生机与挑战的20____年已经到来,回顾过去,一年来,我生产部在各级领导的大力支持和各部门的密切配合下,全体员工团结奋进,努力拼搏,顺利圆满地完成了公司下达的各项生产任务指标,在此,我对生产部一年来的工作做以下回顾和总结,同时祈愿公司 20____年在大家的共同努力下更加美好。 第一项、工作回顾: 1、安全生产方面:一年来,我生产部始终把“安全高于一切、责任重于泰山”的理念当作整个生产工作的首要任务来抓,将安全工作纳入生产日常管理工作之中,按时召开班前会议和安全周会,坚持实行每小时安全检查制度,监督和排除各车间的安全隐患,不断健全和落实安全生产责任制度,重大危险源建档并实行重点监控,因地制宜地向职工灌输安全知识和操作技能,一线职
工安全意识稳步提高,全年未发生一起人身伤害和重大设备损坏事故,全年安全事故为“0”。 2、全年生产量和产品质量方面:车间全年合计生产吨,合计吨,全年产量总计29978吨,生产计划完成率99.78%,车间全年合计生产S75级吨,全年生产计划完成率84.5%,在产品质量方面,一年来,我们加强过程质量控制,严格做到不合格产品不出车间,入库检验合格率100%,98%以上达到或超过国家和行业要求的质量标准。虽然在生产过程中仍然存在一些质量问题,我坚信,只要每位员工增强质量使命感,全力投入到生产的每一个环节,产品质量一定会进一步提高。 3、设备管理方面:在过去的一年里,各车间设备运行良好,没有因为设备故障影响到较大的工作进度,在定期的检修和日常保养下,保证了设备的正常运转,进而确保了生产的稳定和生产任务保质保量按时完成。 4、劳动纪律和人员管理方面:一年来,我们提出“强化劳动纪律,确保安全生产”的理念,对职工加强监督管理和说服教育力度,循序渐进的引导职工向好的方向发展,增强了职工的荣辱观和遵章守纪的思想,一改以往的落后面貌,推动了各项工作更好更快的向前发展。 第二项、存在的不足和对策:
1、酸洗轧机联合机组概述 1.1 酸轧联机的原料条件 1.1.1 原料材质 原料钢种:热轧低碳钢、超低碳钢(IF钢)及高强度钢等。 产品品种:CQ、DQ、DDQ、EDDQ、S-EDDQ及HSS。 强度级别: :max.270 N/mm2 软钢:σ s σ :max.390 N/mm2 b :max.590 N/mm2 高强钢:σ s :max.800 N/mm2 σ b 1.1.2 机组入出口钢卷数据 1.2 机组具有的带钢变规格的能力 1.2.1 带钢宽度变化范围: 从窄料向宽料变化时,最大范围 100mm ; 从宽料向窄料变化时,最大范围 150mm 。 O 5表面质量等级的带钢,宽度必须从宽向窄变化; O 3表面质量等级的带钢,宽度可以从宽向窄、也可以从窄向宽变化。 1.2.2 入口带钢厚度变化的范围: 相对值(d2-d1)/d1*100%≤25% (d2数大,d1数小); 绝对值 d2-d1≤0.8 mm(其中d为带钢厚度)。 1.2.3 出口带钢厚度变化的范围: 相对值(d2-d1)/d1*100%≤30% (d2数大,d1数小); 绝对值 d2-d1≤0.5mm(其中d为带钢厚度)。
1.2.4 带钢屈服强度变化的范围: 从硬钢到软钢为30%,即(y2-y1)/y1*100% ≤30% 从软钢到硬钢为45%,即(y2-y1)/y1*100% ≤45% (其中y为带钢的屈服强度,y2数大,y1数小)
2 酸洗部分技术操作规程 2.1酸洗基本工艺参数: 入口最大速度: 700m/min 酸洗段最大速度: 270m/min 出口最大速度: 320m/min 穿带最大速度: 60m/min 甩尾最大速度: 120 m/min 酸洗段加速度、减速度: 入口: 0.78m/s2 酸洗工艺段: 0.30m/s2 出口: 0.44m/s2 焊机型号:米巴赫HSL21型激光焊机 酸洗段最大加热能力: 670t/h 酸洗槽总长度: 3×35+2.5=107.5m 酸洗时间(酸洗速度270m/min) 105/270×60=23s 活套的储存量: 入口活套: 668m 出口1#活套: 290m 出口2#活套: 448m 2.2 酸洗各岗位技术操作规程 2.2.1 酸轧原料库: 2.2.1.1 酸轧原料库用途: 有效储存热轧钢卷;自然冷却热轧钢卷;处理不合格钢卷 2.2.1.2 主要技术要求 堆放形式:按卷位堆放两层 上料温度:≤80℃ 2.2.1.3 原料技术条件: 二冷轧厂原料是热轧厂供给的热轧齐边带钢钢卷,按原料验收标准收料 (验收过程中
酸轧专业英语单词表 单词词义 accumulator 活套 ACFM average cubic feet per minite平均立方英尺/分钟 (1立方英尺=35.3147立方米 acid concentrate 酸浓缩 acid fume 酸雾 acoustic 听觉的、声学的 actuate 开动,使动作,作用,励磁 acuator 调节器,激活器,执行机构 adjacent 邻近的、毗邻的 AGC automatic guage control agitate 搅拌 air duct 风管,通风管道 air over alemite grease fitting 压力输送润滑脂的润滑器 aluminized bronge wear ambience 环境温度 anchor 锚,固定器,支座 ancillary 辅助的,附属的 ancillary 辅助的 anealing of lattice disturbance 晶格结构破坏退火 angle-table 牛腿 ANSI American National Standards Institute美国国家 标准协会 apparatus 仪表(器),器件,机构(机关)appertain 所属 Aqueous Acrylics 水溶性丙烯酸树脂 archival 档案的 arrester 制动器,避雷器 as built drawing 竣工图 ASC automatic shape control assessment 评价 at the discretion 任意、无条件 atomize 雾化 Austenaging 奥氏体(等温)时效 austenite 奥氏体,碳丙铁 back lone back tension 反张力 back-up roll 支撑辊 backward curve type fan backward-inclined type fan
报告总结参考范本 生产部年终工作总结 $
20xx 年在紧张和忙碌中过去了,回首过去的一年,内心不禁感慨万千,这一年,我们虽没有轰轰烈烈的战果,但也算经历了一段不平凡的考验和磨砺。在这辞旧迎新之际,我们生产部门将深刻地对本部门一年来的工作及得失作出细致的总结,同时祈愿我们公司明年会更好。 一、生产和产量方面在过去的一年里,生产部门力挑重担,进行了大量的工艺摸索试验,冲压方面:克服了原材料板型差、客户质量标准大幅提高、原材料到货不及时、客户订单临时调整等困难,使得我们公司产品生产从往年单一的xxx 产品实现了向xx 同时生产的成功过渡。顺利完成xxx 吨,xxx 吨。热处理方面:根据客户的要求,及时请教同行业厂家的相关经验,对我公司以前传统的退火工艺进行了大胆改进,经过一段时间的试验,一些刚开始接触的高效材料经过处理,产品基本上达到了客户的要求,同时生产部也总结了很多宝贵的经验。共完成热处理产品吨。新产品方面:xxx 器是客户在今年新开发的产品,为了达到客户在产量和质量方面的要求,生产部顶着原材料到货不及时、产品型号杂乱、单品种需求量少、客户订单不稳定、模具更换频繁的困难共为客户加工特变产品吨,并合理调整生产计划,利用xx 空闲时间,开发了xx 产品并完成了为客户的小批供货。为今后公司产品多元化打下了良好的基础材料初加工及对外加工方面截至xx 月xx 日共完成xx 材料xxxkg 。 二、产品质量方面 在完成上述产量的同时,我们生产制造部门也高度重视产品质量,严把生产工序的每一个质量控制关,利用例会、质量会、班前会及生产过程及时为操作工灌输质量理念,坚持操作工为第一质检员的观点。根据操作工的流动量,及时为新职工安排质量、操作技能方面基本的理论培训和现场操作实践,保证每一个新操作工在上机独立操作以前,都能了解基本的产品质量判别方
一、织机构及职位 XX电子有限公司XX Electronics CO., Ltd 总经理办公室General manager’s office 企管部Enterprise management department (EM) 行政部Administration department (AD) 销售部Sales department (SD) 财务部Financial department (FD) 技术部Technology department (TD) 物控部Production material control department (PMC) 生产部Production department(PD) 模具部Mold manufacturing department, Tooling manufacturing department (TM) 品管部Quality Assurance department (QA) 冲压车间Stamp workshop, press workshop 注塑车间injection workshop 装配车间Assembly workshop 模具装配车间Mold and die Assembly workshop 金属加工车间Metal machine workshop 电脉冲车间Electric discharge process workshop 线切割车间wire cutting process workshop 工磨车间Grinding workshop 总经理General manager (GM) 副总经理Vice-general manager 经理manager 董事长president 副董事长Vice-president XX部门经理Manager of XX department 主任、主管supervisor 拉长Line leader 组长Foreman, forelady 秘书secretary 文员clerk 操作员operator 助理assistant 职员staff 二、产品 连接器connector 端子terminal 条型连接器bar connector 阴连接器Housing 阳连接器wafer 线束wire harness 间距space 额定电压rated voltage 额定电流rated current 接触电阻contact resistance 绝缘电阻insulation resistance 超声波焊接ultrasonic welding 耐压withstand voltage 针pin 物料编号part number 导线wire 基体金属Base metal 电缆夹cable clamp 倒角chamfer 接触面积contact area 接触件安装孔contact cavity 接触长度contact length 接触件电镀层contact plating 接触压力contact pressure 接触件中心距contact space 接触簧片contact spring 插孔socket contact 法兰、凸缘Flange 界面间隙interfacial gap 键Key 键槽keyway 过渡段ramp 屏蔽套shielding 定位基准Datum reference
待发表:冷轧酸轧联合机组轧机测张辊、 坝辊改造
柳钢冷轧酸轧联合机组轧机测张辊、坝辊改造 刘南劭张栋梁唐水清 广西柳州钢铁(集团)公司 [摘要] 文章分析了柳钢冷轧生产线酸洗联合机组测张辊、坝辊原设计的存在的问题及原因,对测张辊、坝辊进行了改造,在改造成本最低的基础上取得了显著的效果及经济效益。 [关键词] 测张辊;坝辊;轴承 一、前言 柳钢冷轧板带厂酸轧联合机组于2008年9月竣工投产,采用了紊流酸洗与5机架连轧技术。连轧机组的基本组成为:轧机入口张力辊、5机架连轧机、测张辊、坝辊、测厚仪、板型仪、出口夹送辊、出口转向辊、CARROUSEL张力卷曲机。冷轧厂产量从最初的每月几千吨到现在每月十二万吨以上,随着产量的提升及酸轧机组速度的不断提高,轧机间测张辊、坝辊的存在问题陆续暴露出来,多数为轴承内圈保持架损坏后导致轴承抱死,辊子故障处理平均时长100分钟/根,严重影响了冷轧作业率的提高及产品的质量(一般轴承抱死后即伴随带钢被辊面划伤)。为解决该问题,对测张辊、坝辊结构进行了改进。 二、测张辊、坝辊布置及受力分析 (一)测张辊及坝辊布置 测张辊及坝辊布置如图1所示,测张辊、坝辊一共有9根,均为自由辊,辊身直径为φ275~280mm,辊身长度1550mm,其分布为F1轧机入口测张辊1根,F1至F4出口测张辊及坝辊各1根。其中位于带钢下方的测张辊共5根,辊身的上表面标高高于轧制线高度10mm,两端轴承座下均安装有压力传感器,用于测量带钢的张力值;位于带钢上方的坝辊共4根,由两个液压缸驱动,在轧制时坝辊压下以使带钢与测张辊形成足够大的包角,以获取可靠的带钢张力值的数据供机组使用,同时也起到阻挡乳化液进入下一个机架的作用。
生产部工作总结报告篇范文 生产部工作报告1 一、园林绿化安全生产方面 (一)进一步健全和完善安全生产责任制度 坚持”谁主管谁负责”的原则,实行分级管理,各负其责,与各镇(街道)及相关单位逐级签订责任书。 (二)深入开展事故隐患排查治理工作 认真开展安全隐患排查治理,对排查出的事故隐患,落实整改责任人和整改时限。确保不具备安全生产条件的项目不施工,不具备安全生产条件的设备不使用,没有经过培训的员工不上岗。 (三)加强安全作业与防护工作 1.各镇(街道)市政部门对园林机械的操作人员进行岗前培训,园林机械作业前,对施工现场进行围合及标示,并要求高空作业人员按标准配戴安全帽,不得酒后高空作业。 2.截除较大的树枝、藤蔓或砍伐清除枯死的树体时,预先制定施工方案和应急预案,采取必要的安全措施。砍伐或清除枯死树体,严格依次按照先锯除侧枝、主枝,再分段锯
除主干、后挖除树兜和回填种植土的操作程序作业。 3.在城市主、次干道,快速路上作业时,选择在非交通繁忙时段进行。作业人员必须披戴具有反光标志的背心,并在距离作业点正、反方向分别不少于80m和150m的地方设置反光警示牌及其他警示标志。 (四)建立安全生产应急预案 我局督促各镇(街道)园林绿化管理部门按照应对恶劣天气、防治植物病虫害计划要求,做好监测和预防工作。 制订公园等公共场所对抗自然灾害、事故灾害的应急预警、应急响应、应急处理、应急救援和安全防范措施,提前做好监测、检查和预防工作。 (五)做好应对恶劣天气的园林绿化防护工作 对易受寒害或冻害的园林植物,在寒潮来临前做好防护措施。及时妥善处理存在安全隐患的树木,保证树木不影响交通、供电、通讯和市政设施的正常运作。对可能妨碍交通、供电、通讯和市政设施的正常运作、或影响市民正常的工作和生活的、对供电安全隐患的树木进行修剪时,做好安全防范措施,确保不出事故。 二、供水行业安全生产方面
酸轧操作要点 1入口区操作要点 1.1入口液压站设备主要有,2个循环泵(1工1备),6个主泵(5工1备),2组加热 器,1个循环水阀. 1.2入口液压站操作分为本地(液压站操作箱操作选择开关在操作箱左上角)和远程 (计算机画面操作),.其中画面操作分为自动和手动两种方式(见画面液压系统 总控制按键).启动液压站时必须先启动循环泵,后启动主泵.并且泵启动时前端 开闭器必须处于打开状态. 1.3入口液压站液位开关作用:低低液位,停泵;低液位,加油;高液位,工作;高高液 位,停止加油. 1.4入口液压站温度:<20度,加热;>30度,停止加热;<35度,停止冷却;>45度,开始 冷却.>55度高温报警. 1.51#入口步进梁处于后退位置,2#步进梁才能动作; 1.62#入口步进梁处于前进位置,1#步进梁才能动作. 1.71#,2#步进梁联动时,需要在PLCB12上选择联动按钮,然后按1#步进梁顺控,两 端梁会同时动作. 1.8当需要投入自动对中时需要在PLCB12上,选择对中自动投入,然后在按步进梁 顺控. 1.92#步进梁在后退,下降位时,在PLCB12上按准备站自动时,会自动完成钢卷头部 处理过程. 1.10当13#鞍座有卷的时候,梭车在等待位,按下梭车去交接位,梭车会去13#鞍座 接卷,并且升起,按下去1#十字鞍座,梭车会去1#十字鞍座,并且下降,然后 按去等待位,梭车会回到等待位。其中梭车与步进梁连锁限位开关只有朝向十 字鞍座方向,步进梁才可以动作。 1.112#小车接卷前必须先升起到950的位置才可以后退到十字鞍座位置,而1#小车 没有该要求。接卷启动时必须在下降位置接近开关灯亮,并且最好在等待位和
生产部工作总结报告 篇一:XX年生产部工作总结报告 XX年生产部工作总结报告 尊敬的公司领导(亲爱的同事们): 上午好! XX年在紧张及忙碌中过去了。这一年生产部没有赫赫战果,但也经历了一段不平凡的考验和磨砺。在这辞旧迎新之际,我代表生产部将本部门一年来的工作情况及得失作出简要的总结,旨在总结经验,寻找差距,吸取教训,以求来年取得更大的进步。同时祈愿我们公司明年会更好! XX年,在谭总的率领下,在兄弟部门的支持下,在生产部各位同事的密切配合下,较好地完成了公司交给的各项任务,基本上达到了预期的目标,主要体现在以下几个方面。 一、GMP方面: 从XX年11月份起,生产部就着手GMP的软件编制工作,夜以继日,带领大家伙认真学习GMP条款,针对原有文件所存在的缺陷,按照GMP的要求,逐步完成了生产部所有相关文件的修订编制工作,其中包括:十一个《工艺规程》、《前处理操作规程》、《生产岗位SOP》、《生产管理规程》、《设备管理规程》、《设备操作规程》、《设备维护保养操作规程》、十一个产品的工艺验证、设备验证、设备清洁验证、厂房设施验证、空调净化系统验证、批生产(包装)记录等等。在
省局GMP的现场认证检查过程中,以几条一般缺陷项得以通过,没拖公司GMP认证大局的后腿。在这里我想说的是,在整个GMP认证的准备过程中,幸好有谭总的英明领导与严格要求,有生产部各位同仁的密切配合与鼎力支持才得以完成所有工作。特别是王深军同志、李自慧同志、李觉玲同志,在这期间做了大量的工作,勤勤恳 恳,任劳任怨。各班组长带领大家伙出色地完成了车间所有硬件设施的清洁卫生工作,为公司GMP认证的顺利通过奠定了坚实的基础。 二、生产任务完成方面: XX年全年生产总值为1100多万元,总件数14500件。其中成品为163批次,胶块90批次、提取41批次。今年生产部一边应付GMP认证工作,一边组织生产,克服重重困难,较好地完成了公司全年的生产任务,基本上能在预定的期限内交货,保障产品及时供给,满足客户需求。 在这一年中,制剂车间管理人员紧缺,岗位人员时常流动,给生产安排造成了很大困难。并且经常遇到原辅材料、包装材料不能及时供应,给车间生产带来了被动。但是,生产车间在谭总的感召下,在李主任的带领下,身体力行,加班加点,完成了看似完不成的工作。提取车间岗位人员少,一人身兼数职,既搞提取,又搞浓缩,有时还要完成公司临时交待的工作任务,全年完成了几个人的工作量。
公司生产部年终工作总结报告 时光荏苒、日月如梭,这一年的时间很快就过去了。由于领导的栽培以及信任,我在公司的一年工作中以来,对于自身业务的发展有了一个很好的提高。自从我进入生产部以来,在部门领导以及主任的关心、帮助下,努力做到爱岗敬业,恪尽职守,以务实的工作作风、坚定的思想信念和饱满的工作热情,较好地完成了自己的本职工作和领导交办的工作。现简单总结 1、努力改造思想,做好工作性质的转变。 在工作中发扬工作主动性,积极寻求创新,为公司的物料数据在精细化程度上作出自己的贡献,刻苦钻研业务,提高工作能力,为公司以后的更好发展提供良好的基层数据,以便在领导下答工作决策之前提供依据。 2、积极肯干,不怕苦累。 在工作上坚持“事事保持积极主动、尽力而为,决不懈怠”的工作准则。无论在什么岗位上,处于何种环境中,均能及时调整自己的状态,保证以旺盛的精力投入工作。由于这一年中我在企业内的发展与各个班组间的沟通,现在已能在领导及其他同事的指导下进行简单的分析、调整工作状态。团结同事、虚心请教,营造和谐工作氛围。无论在何时,都能与同事们和睦相处、团结协作,争取获得一个好的人际关系,从而能够拥有一个和谐的工作氛围,工作起来也会更加舒心、更加起劲儿;虽然,自己在工作中付出了努力,取得了一定的成绩和收获,也得到了领导和同事们的肯定,想一想,心中甚感欣慰;但是,毕竟自己年纪轻,又是刚刚来到新的公司工作,缺乏工作经验,也暴露出了许多缺点和不足,比如:考虑问题不够全面;有时候不注意讲究工作方法;在一些工作细节上不够细心,这些都有待在以后的工作中加以克服,对此,我充满信心,相信自己以后一定会做得更好! 总之,生产部是我公司的中枢要害部门,身处其中,本人能够做到识大局、顾大体,积极学习,工作主动,不计较个人得失,圆满完成各项交办事项。细节改进有些不到位,有不少事情需要提醒着才能做到,对数据变化不够敏感,在对有些工作
生产线平衡改善培训教材 目录 一、绪论 (4) 1.生产线的定义 (4) 2.生产线的由来 (4) 3.生产线的种类 (5) 4.生产线平衡的产生 (5) 二、生产线平衡定义与目的 (6) 1.生产线平衡定义 (6) 2.生产线平衡目的 (6) 3.生产线追求的目标 (7) 4.生产线追求的意义 (7) 三、生产线平衡常见的概念 (7) 1.节拍 (7) 2.生产平衡 (8) 3.生产线平衡率 (8) 4.标准产能和实际产能 (10) 5.生产力 (10) 四、生产线平衡的分析改善 (11) 1. 生产线平衡的方法研究 (11) 1.1 程序分析 (11) 1.2 操作分析 (12) 1.3 动作分析 (11) 2. 生产线平衡改善方法 (12) 2.15M法的改善 (12) 2.2作业方法的改善 (13) 2.3作业效率的改善 (14) 3. 要点改善 (15) 3.1 调整生产平衡 (16) 2.2 改善浪费动作 (16) 4. 生产线平衡调整 (16) 5. 常见的不平衡改善技巧 (17) 五、生产线平衡的分析改善案例分析……………………………18-26
生产线平衡改善培训教材 一﹑绪论 1.生产线的定义 生产线即产品生产过程所经过的路线,从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产生产线活动所构成的路线。狭义的生产线是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工。 2.生产线的由来 在英格兰北部的一个小镇里,有一个名叫艾薇的人开的鱼和油煎土豆片商店。在店里面,每位顾客需要排队才能点到食物。然后每个顾客等着盘子装满后坐下来进餐。艾薇店里的油煎土豆片是小镇中最好的,在每个集市日中午的时候,长长的队伍都会排出商店。所以当隔壁的木器店关门的时候,艾薇就把它租了. 他们没办法再另外增加服务台了;艾薇的鳕鱼和伯特的油煎土豆片是店里面的主要卖点。但是后来他们想出了一个聪明的办法。他们把柜台加长,艾薇,伯特,狄俄尼索斯和玛丽站成一排。顾客进来的时候,艾薇先给他们一个盛着鱼的盘子,然后伯特给加上油煎土豆片,狄俄尼索斯再给盛上豌豆糊,最后玛丽倒茶并收钱。顾客们不停的走动;当一个顾客拿到豌豆糊的同时,他后面的已经拿到了油煎土豆片,再后面的一个已经拿到了鱼。一些穷苦的村民
生产部部长工作总结 篇一:20XX年生产部工作总结报告 20XX年生产部工作总结报告 尊敬的公司领导(亲爱的同事们): 上午好! 20XX年在紧张及忙碌中过去了。这一年生产部没有赫赫战果,但也经历了一段不平凡的考验和磨砺。在这辞旧迎新之际,我代表生产部将本部门一年来的工作情况及得失作出简要的总结,旨在总结经验,寻找差距,吸取教训,以求来年取得更大的进步。同时祈愿我们公司明年会更好! 20XX 年,在谭总的率领下,在兄弟部门的支持下,在生产部各位同事的密切配合下,较好地完成了公司交给的各项任务,基本上达到了预期的目标,主要体现在以下几个方面。 一、GMP方面: 从20XX年11月份起,生产部就着手GMP的软件编制工作,夜以继日,带领大家伙认真学习GMP条款,针对原有文件所存在的缺陷,按照GMP的要求,逐步完成了生产部所有相关文件的修订编制工作,其中包括:十一个《工艺规程》、《前处理操作规程》、《生产岗位SOP》、《生产管理规程》、《设备管理规程》、《设备操作规程》、《设备维护保养操作规程》、十一个产品的工艺验证、设备验证、设备清洁验
证、厂房设施验证、空调净化系统验证、批生产(包装)记录等等。在省局GMP的现场认证检查过程中,以几条一般缺陷项得以通过,没拖公司GMP认证大局的后腿。在这里我想说的是,在整个GMP认证的准备过程中,幸好有谭总的英明领导与严格要求,有生产部各位同仁的密切配合与鼎力支持才得以完成所有工作。特别是王深军同志、李自慧同志、李觉玲同志,在这期间做了大量的工作,勤勤恳 恳,任劳任怨。各班组长带领大家伙出色地完成了车间所有硬件设施的清洁卫生工作,为公司GMP认证的顺利通过奠定了坚实的基础。 二、生产任务完成方面: 20XX年全年生产总值为1100多万元,总件数14500件。其中成品为163批次,胶块90批次、提取41批次。今年生产部一边应付GMP认证工作,一边组织生产,克服重重困难,较好地完成了公司全年的生产任务,基本上能在预定的期限内交货,保障产品及时供给,满足客户需求。 在这一年中,制剂车间管理人员紧缺,岗位人员时常流动,给生产安排造成了很大困难。并且经常遇到原辅材料、包装材料不能及时供应,给车间生产带来了被动。但是,生产车间在谭总的感召下,在李主任的带领下,身体力行,加班加点,完成了看似完不成的工作。提取车间岗位人员少,一人身兼数职,既搞提取,又搞浓缩,有时还要完成公司临
Market Leader
Corporate English Training Proposal for MERCK
“Business English Expert” Market Leader Education Group Call: 400-670-9199 https://www.doczj.com/doc/e612166606.html,/ Page 1
OVERVIEW
Thank you for expressing your interest in choosing MARKET LEADER as your facilitator in improving your team’s professional communication skills. Through initial contacts, our team has already gained the basic information about your company’s training needs. The following pages will provide you with information about our company, our training philosophy and methods, and about several details of our language training programmers that will help you to choose the best option for your team. Our aim is to make sure that the final training arrangement reflects both your detailed needs and our commitment to high professional standards and friendly service. Our consultants will be more than happy to clarify any of your questions regarding the content of this Initial Proposal.
Market Leader International English
Market Leader International English (MARKET LEADER) is a new and rapidly developing provider of professional language training, business communication skills training and consulting service s. The mission of our young and committed international team is to provide guidance to our clients in developing communication solutions that support their efficiency and success in every aspect of their work, every day. At the heart of our professional philosophy is the so-called SIS approach, our firm belief that good corporate training is based on: SKILLS in using English for professional purposes. Our trainers guide participants through the process of reviewing existing knowledge and skills, then developing self-help skills and gain self-confidence while understanding English, speaking, reading and writing in professional situations. INTERACTION at MARKET LEADER trainings helps participant to start using their English at work without the aid of books, dictionaries or correction by a trainer. At our trainings, participants spend most of their time solving problems, debating, giving advice, replying to requests, dealing with complaints and several other practical ways of applying English in real life. SERVICE makes it easy for our clients to set the objectives and course of the training according to the company’s needs, and to gain detailed information about progress, attendance, participants’ opinions and requests about the training and better ways to use training as an effective tool for staff development.
“Business English Expert” Market Leader Education Group Call: 400-670-9199 https://www.doczj.com/doc/e612166606.html,/ Page 2
A Abrasion 磨损,磨耗 Abrasion hardness 耐磨硬度 Abrasion marks 磨痕,擦痕 Abrasion-proof 耐磨的,防磨的Abrasion resistance 耐磨性,抗磨性Abrasion resistant 耐磨的,抗磨的Abrasion resistant coating 耐磨镀层,耐磨保护层 Abrasion resistant lining 耐磨衬里Abrasion resistant quality 耐磨性,抗磨性 Abrasion resistant steel 耐磨钢Abrasion strength 抗磨强度 Abrasive 磨蚀的,磨损的 Abrasive action 磨蚀作用 Abrasive blast cleaning 喷砂清理Abrasive brick 耐磨砖 Abrasive characteristics 磨损性,磨蚀性Abrasive damage 磨伤,磨损Abrasive wear 磨损,磨耗 Access Covers 通道盖板 Accessories 辅助设备(装置,仪器); 附件,配件 Accessory equipment 辅助设备,附属设备 Accessory machinery 辅助机械设备Accumulation 积聚,积累;聚集Accumulator 贮料塔,活套 (entry loop accumulator 入口活套)Acid Circulation System 酸循环系统/ Acid Feeding System 供酸系统Actuating arm 工作臂,驱动杆Actuating device 调节装置;驱动 (传动)装置 Actuating mechanism 作用机构,执行 机构 Actuating signal 动作信号Actuation 驱动,传动 Actuator 调节器,传动装置;执行机构Adjustable end stop 升降挡板Adjustable guard 移动(侧)板Adjustable guide 可调整导板Adjustable housings 可调机架Adjustable lever 可调杆,调节杆Adjustable stop 可调制动器Adjustable valve 可调阀 Adjust(ing) bolt 调整螺栓 Adjusting collar 调整环 Adjusting cylinder 调节缸 Adjusting device 调节装置,调整装置Adjusting gear 调节装置 Adjusting plate 调整板 Adjusting ring 调整环 Adjusting rod 调整杆 Adjusting screw 调节螺钉 Adjusting valve 调节阀 Adjusting washer 调节垫圈Adjusting wedge 调节楔Adjustment 调整,调节 Adjustment gear 调整装置,调整机构Adjustment of rolls 轧辊调整Adjust-screw 调整螺丝 After swaging roll 后碾压轮 (pre-swaging roll ) Agitated bath 搅拌槽 Agitated rinse 搅动冲洗 Agitating device 搅拌装置,搅拌器Agitating equipment 搅动装置Agitation 搅动,搅拌 Agitation tank 搅拌槽
冷轧厂酸轧机组自动化控制 发表时间:2018-10-18T10:32:14.967Z 来源:《电力设备》2018年第17期作者:刘浩 [导读] 摘要:现阶段,我国经济的发展进程中,工业生产占据十分重要的地位,并且其生产技术决定了产品的价值和质量。 (华菱安赛乐米塔尔汽车板有限公司湖南省娄底市 417000) 摘要:现阶段,我国经济的发展进程中,工业生产占据十分重要的地位,并且其生产技术决定了产品的价值和质量。在各种先进科技的作用下,冷轧厂酸轧机组也开始逐渐实现自动化生产模式,人为操作所出现的失误概率在大大减少,从而给企业带来了更高的经济效益。本文将从几个方面来深入分析并研究冷轧厂酸轧机组自动化控制的相关问题。 关键词:冷轧厂;酸轧机组;自动化 一、酸轧机组自动化控制系统构成 自工业科技改革后,传统的生产制造工艺开始面临着新的调整,一些自动化生产技术得到了十分广泛的应用,同时给产品制造质量的提升也创造了极为有利的条件。自动化控制系统是在无人直接参与下可使生产过程或其他过程按期望规律或预定程序进行的控制系统,除了需要采用一些必要的生产工艺外,对之前的控制系统也进行了相应的系统化改造。最近几年,信息技术在自动化控制系统中使用的十分普遍,信息化模式把通信技术、计算机技术以及传感技术等结合在一起,建立了人机一体化的调控方案,这不但在一级系统上得到了改进,同时二级控制系统的设备和连接元件也得到了很好的更新升级。比如,自动化控制系统应用了人机操作界面,利用人为操作控制系统进行运行,并在计算机界面中传输信息,从而大大提高了冷轧厂酸轧机组自动化控制系统的运行效率。自动化系统配置如下图所示 二、轧制调节原理 1.张力控制 在带钢正常轧制过程中,根据工艺的需要,带钢张力应保持恒定,这是张力控制的基本要求,因此该功能提供轧机机架间带钢张力水平控制。测量张力的方法是在张力辊轴承下面安装压力传感器,测出张力辊承受的压力,再根据力的平衡条件计算出张力的大小。机架间张力控制有两个模式,如果满足所有的转换标准,那么每个机架间的张力控制模型可以被转换。初始化机架速度和轧制力设定来自于轧机设定功能。张力由速度变换点下游机架速度调节。变换点由上游和下游张力确定,上游张力调节是从速度控制模式转换成轧制力控制模式。当控制满足变换标准时,速度控制模式停止,自动转变成轧制力控制模式,此时调节轧制力的恒定来保持带钢张力力度。在调试过程中软件调节范围外的张力调节器不允许改变轧制力调节参数。当带钢从开卷机到卷取机穿带完成后,系统首先建立静张力,静张力的设定值由系统根据稳定运行时机组张力的百分比给定。建立静张力过程时,开卷机顺时针方向旋转,卷取机拉紧带钢,带钢张力达到给定值后,开卷机处于静止堵转状态。当控制系统接收到机组的运行指令后,开卷机和卷取机同时逆时针方向旋转。此时开卷机速度给定值的方向为逆时针方向,速度给定值的大小低于卷取机给定值,使开卷机速度滞后卷取机的速度,因此机组加速过程实质是卷取机拖动开卷机加速旋转。最优闭环控制是在使用张力控制来防止板型问题和带钢断带的厚度控制,同时也包括高配置的张力死区来执行张力限幅类型控制来调节机架速度。但有时涉及到带钢模式,小下压量模式用于末架在生产一些产品时需要采取很小的压下量的情况。轧机设定参数维持速度模式控制末架张力调节来完成整个产品的生产。 2.轧机自动厚度控制 自动厚度控制是使用机架轧制力和速度,通过一个或者多个速度传感器的反馈值来控制带钢厚度,最优化的厚度控制需要将合适的传感器放置在正确的位置执行多回路控制。在上游机架的厚度控制要比稍后机架的厚度控制有效率。主要控制类型描述如下:第一,前馈AGC是在到达轧制位置前提前,测量来料带钢偏差并追踪将要采取校正动作的轧制位置。对应机架需要一个上游测厚仪,调节包括辊缝,上游机架速度,或者两者同时。例如:通过1机架S1出口测厚仪X1测量达到的带钢厚度误差被采样并追踪到2机架S2轧制位置。当带钢对应段临近S2轧制位置,适当的误差校正将到达S1的速度。同时相应的在S2发生交互的辊缝控制来维持机架张力调节;第二,反馈AGC是反馈控制测量一个机架出口的带钢厚度偏差并使用该信息来进行上游调节。通过一个适当的函数,将机架出口厚度偏差乘以超差的数量。结果作为机架需要改变的辊缝位置的控制信号,调节器补偿给位于机架内设备和仪表的执行单元。 三、自动化控制系统的特点与控制策略 1.二级系统 二级系统的核心组件是两台服务器,系统在运行期间借助服务器的功能发挥调控作用。以往自动生产模式中所采用的系统功能比较少,主要原因在于系统结构模块的设计无法达到工业生产的要求。在冷轧厂酸轧机组中,二级系统的应用开始增多,明显提高了机组日常运行的效率,避免了许多问题的出现以及设备故障。根据当前现有的二级控制系统,它的主要结构是服务器,通过服务器的自动化调控来引导机组高效运行。一般情况下,会选用两台服务器作为控制中心,每一台服务器都要根据机组的运行要求来发挥相应的功能。比如:第一台服务器用在数据处理上,对酸轧机组运行时产生的数据综合调配控制,从而大大降低了人工生产操作的难度;第二台服务器对数据进行采集和记录,把机组运行中的相关重要参数收录到磁盘内,在后期使用时可进行自动调配。 2.一级系统 SIMATIC S7能够起到生产线上逻辑的控制、辅助性低速控制和自动整理顺序作用。SIMATIC TDC的中文全称是工艺传动控制,其英文名为Technology Drive Control,多个处理器自动化系统被叫做TDC,它的优势在于能够同步化处理和高速闭环控制,在一个平台上能够保持最短的运行循环周期和数量上最大框架,还是集成度相当高的一种工艺,且驱动全自动化的一种系统,它的编程与组态方面可以采用SIMATIC PCS7工具来进行,这种工具可很好的完成工作无需再另行学习控制。在冷轧厂酸轧机组的自动化控制中,一级系统主要对轧机
生产部门工作总结3篇 生产部门工作总结3篇助: 一. 工作重点 1. 配合进行1#机的技改及备件选购整理工作 一号机的技改工程从去年年底拉开帷幕,由于前期的准备工作没有完全到位,对现有设施的认识不够充分,以至于基础的重建工作耽误了一号机改造的整个进程,在公司总经理的多次督促下,经过各方面的通力协作,机组比计划晚了半个多月完成了安装过程进入调试阶段.由于新机组与原mak机存在较大差异调试仍然存在较大的困难,我们与技改方共同分析原因查找问题,在不断解决了超速、游车、油雾探测器频繁动作等缺陷之后机组终于可以稳定运行并网发电,并在高峰用电期间发挥了相当大的作用. 在一号机正常运行的阶段,生产部对一号机的遗留备件进行了大规模的清点,多次赴江阴及其他厂家订购、定做有关备件,仔细复核尺寸,并将到厂的备件进行彻底的除碳清洁并经过防锈处理后分类保存,确保随时可以使用以满足一号机备件需求. 2. 保证全年顺利完成发电任务 进入__年发电任务较往年有很大的增加,特别是夏季进入用电高峰期,机组以连续并网运行11天半创造历史发电的最高纪录,在此期间生产部面对繁重的工作量,适时的安排班次调整了班组运行人员以适应新形势下的工作需求,经受住了未曾预料的严峻考验.由于连续发电机组多以疲劳状态运行,出现问题的概率明显增多,解决机组的临时检修和不可缺少的定期保养也是迫在眉睫的问题,在保证机组无重大
安全事故发生的前提下,利用发电间隙合理组织人员尽可能快的完成必须的抢修工作,保证了机组全年的正常稳定运行. 二. 日常工作 1. 由于发电任务繁重,机组的检修工作相应增多,生产部根据任务的轻重缓急合理安排落实有关的检修项目,将检修工作票与报修单落实到人基本做到小修不过夜,并发现问题或故障及时解决,在保证检修质量的前提下将大的事故基本消除在了萌芽状态. 2. 不断强调运行人员加强责任心,认真贯彻各项既定的规章制度,严格执行交接班制度,设备巡视检查制度,并将行政办公会议及值班长会议的决议有效落实,努力发挥一线青年党员及骨干员工的先锋模范作用,在奖金考核中拉开了员工之间的差距加大了奖惩力度,这一做法起到了很好的效果. 3. 不断督促员工加强对工作环境及设备卫生状况的重视.在保证机组安全稳定运行的前提下,努力解决“三漏”问题,保证设备及厂区处于健康的生产工作环境之中.下半年由于机组待命时间较多,运行人员以设备的油漆工作作为工作重点,3台机组将以崭新的外观进入__年. 4. 加强员工的岗位学习,提高自身业务水平及动手实践能力,在____年全体员工经过学习顺利通过安规考试及现场考问. 三.安全与管理 __年是安全与管理年,为切实加强全员的安全意识,消除去年连串恶性事故造成的阴影,遏制各类事故的频繁出现,防止设备重大故障及人身伤害的发生,生产部做了以下工作: 1. 上半年为通过iso9001质量管理论证,多次组织全体员工进行全厂区的卫生清扫工作,力争不留死角,彻底打扫、整理机修车间、分油机、卸油泵房等零散设备较乱,积存垃圾较多的区域,对备件进行了