玻璃钢电解槽设备的主要特性和性能保证
玻璃钢电解槽是有色冶炼行业普遍应用的防腐设备,它适用于铅、锌、铜、锰、铋、银等有色金属湿法冶炼。由于它具有良好的防腐抗渗性能、整体性好、抗冲击能力强、重量轻、内表面硬度大、光洁度高、不易存在结垢等特点,它是湿法冶炼工艺首选的电解设备。玻璃钢电解槽产品特点:
1、防腐抗渗性好:玻璃钢电解槽选用耐腐蚀性能优良的不饱和聚脂树脂或乙烯基树脂做内表层,含胶量均≥70%;纤维材料选用大表面毡和短切毡,以确保产品的耐腐蚀性能和抗渗性。
2、整体性好:电解槽槽体整体成型无任何拼接点,环向加强筋和纵向加强筋外包FRP并形成一个整体。该电解槽具有承载力、刚性好、抗冲击性强、不会产生裂缝等特点。
3、重量轻:FRP的比重为1.8kg/cm3,玻璃钢电解槽只有传统混凝土电解槽和钢衬FRP电解槽重量的三分之一,运输及安装容易。
4、内表光洁:玻璃钢电解槽选用高光洁玻璃模具整体成形,内壁致密光滑,对电解液、阳极泥不会产生污染,清洗非常简便。
5、绝缘性能好:FRP为优良的绝缘材料,不传递杂散电流,不漏电,电效高。
6、使用寿命长:确保使用寿命十年以上,运行成本低,维修量极小。
沉降槽的工作过程
悬浮液通过进料管道加到进料筐内,经中心进料筐布水后,澄清液流沿径向以逐渐减小的流速向沉降槽的周边流去,悬浮液中悬浮颗料在重力作用下被分离而沉降下来,然后由刮泥装置一般是由成十字形的四条刮臂组成,在刮臂底部装有许多与刮臂成45度角的刮板。刮臂固定在立轴端部。当传动装置转动时,通过传动立轴和传动刮臂,经刮板将槽底的底流缓慢地刮至槽底出口处。但当刮臂的负荷太大或者槽底需进行清理时,可通过立轴顶部的提升装置将它提起。
悬浮液特性
采用沉降分离的悬浮液种类繁多,各种不同条件所形成的悬浮液,其特性均不相同,因此,在考虑悬浮液的分离时,必须根据其固有的特性确定对策。悬浮液特性是指悬浮液本身的各种物理、化学性质,如酸或碱性、腐蚀的强或弱、粘度的大小、密度及温度的高低等。
悬浮液的温度
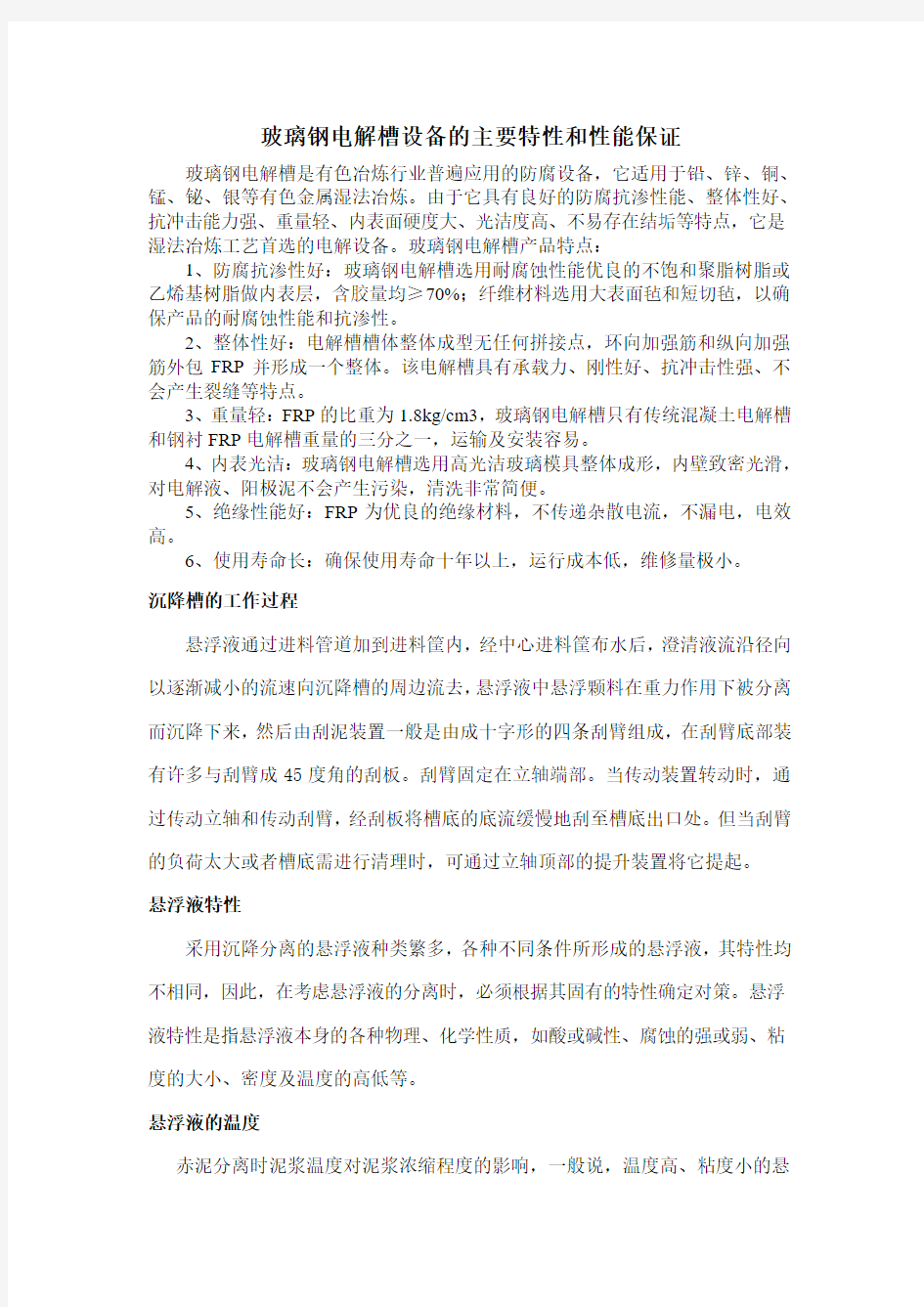
赤泥分离时泥浆温度对泥浆浓缩程度的影响,一般说,温度高、粘度小的悬
浮液容易分离。
泥浆温度对泥浆浓度程度的影响
泥浆温度/℃30 60 70 85 95 (沉淀高/总高)×100% 73.5 86.5 78.5 78.5 27.0
泥浆温度高,赤泥沉降性能良好。但温度太高,也会带来不良影响。温度太高时,将会促使赤泥泥浆二次反应,损失加大,同时也影响赤泥的硬结。温度太低时,又易引起赤泥的膨胀,影响沉降速度。
固体悬浮物的粒度
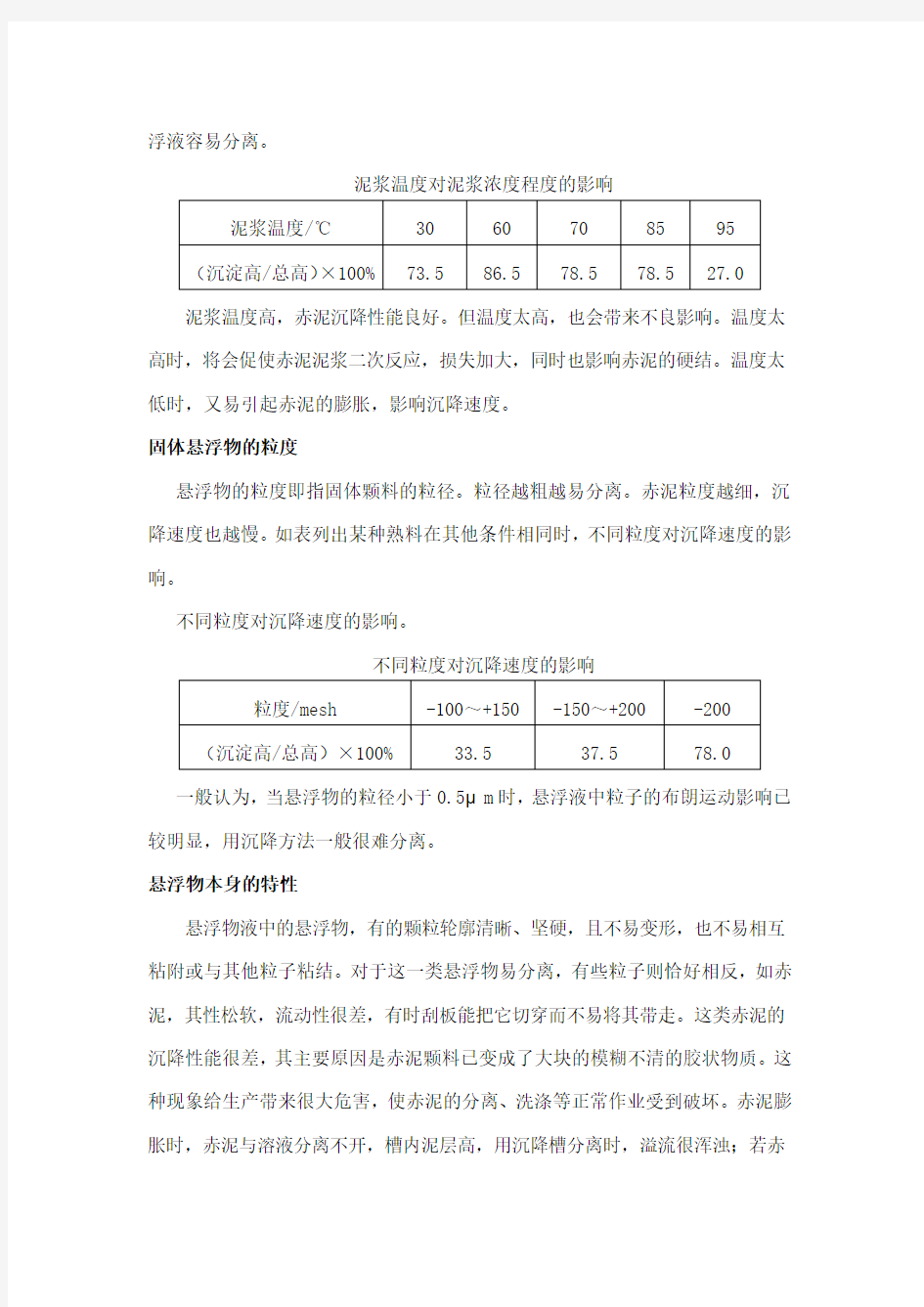
悬浮物的粒度即指固体颗料的粒径。粒径越粗越易分离。赤泥粒度越细,沉降速度也越慢。如表列出某种熟料在其他条件相同时,不同粒度对沉降速度的影响。
不同粒度对沉降速度的影响。
不同粒度对沉降速度的影响
粒度/mesh -100~+150 -150~+200 -200 (沉淀高/总高)×100% 33.5 37.5 78.0 一般认为,当悬浮物的粒径小于0.5μm时,悬浮液中粒子的布朗运动影响已较明显,用沉降方法一般很难分离。
悬浮物本身的特性
悬浮物液中的悬浮物,有的颗粒轮廓清晰、坚硬,且不易变形,也不易相互粘附或与其他粒子粘结。对于这一类悬浮物易分离,有些粒子则恰好相反,如赤泥,其性松软,流动性很差,有时刮板能把它切穿而不易将其带走。这类赤泥的沉降性能很差,其主要原因是赤泥颗料已变成了大块的模糊不清的胶状物质。这种现象给生产带来很大危害,使赤泥的分离、洗涤等正常作业受到破坏。赤泥膨胀时,赤泥与溶液分离不开,槽内泥层高,用沉降槽分离时,溢流很浑浊;若赤
泥发生粘结硬化,又会产生底流的堵塞。总之,赤泥膨胀与粘结,将迫使停槽处理,使生产陷于被动,同时氧化铝和氧化钠的损失也大为增加。
密度差
液体与固体颗粒的密度差,对分离速度也有影响。由液体与固体组成的悬浮液,密度差越大,分离也越容易,反之,则难于分离。
对含有大量的胶状微粒的矿浆,为提高沉降槽的生产率,加快沉降速度,可由矿浆中添加适量的絮凝剂,使悬液中呈胶状分散的颗粒凝聚成絮团,以促使其快速沉降,从而加快生产节奏。目前向矿浆中加絮凝剂的种类基本有三类,分别如下:(1)无机絮凝剂:有石灰、硫酸、聚铝化合物、明矾、硫酸亚铁、苛性钠、盐酸和氯化锌等。
(2)天然高分子絮凝剂:有淀粉和含淀粉的蛋白质物质,如马铃薯、玉米粉、红薯粉及动物胶等。
(3)合成高分子絮凝剂:有离子和非离子型高分子聚合物,如聚丙烯酰胺、羰基纤维素和聚乙烯基乙醇等。
沉降速度的计算
液体介质对运动的悬浮粒子是有阻力的,粒子遵循着物体在阻力的介质中下降的规律而沉降。与烟尘的沉降一样,悬浮液中沉降的粒子最初是加速度运动,经过若干时间,当介质的磨擦阻力等于重力时,就变为等速运动而等速下降。
根据斯托克斯定律,悬浮液的雷诺数等于或小于0.2,即颗粒在层流沉降状态下时,自由沉降速度可按下式求出:
d2(ρ
1-ρ
2
)g
v
=
18μ
式中:v
——自由沉降速度,m·s-1; d——沉降颗粒的直径,m;
ρ
1、ρ
2
——颗粒和介质的密度,kg·m3;
g——重力加速度,m·s-2,g=9.8m·s-2;
μ——介质的动力粘度,Pa·s。
考虑到颗粒通过悬浮液层时发生相互碰撞,粒子的实际沉降速度可按下式计算:
v=0.5v
式中:0.5——受阻层系数;
v——颗粒实际沉降速度,m·s-1;
如果悬浮液雷诺数大于0.2,则沉降速度可根据良申柯法计算,为此,必须先求出(Re)2ψ的乘积,即:
Fρ
2
(Re)2ψ=
2
μ
2
式中:Re——雷诺数;
ψ——无因次阻力系数(雷诺数的函数);
μ2——介质中的动力粘度,Pa·s;
F——介质中球形颗粒沉降时作用力,N;
Πd2(ρ1-ρ2)g
F=
6
ρ1、ρ2——颗粒和介质的密度,kg·m3;
g——重力加速度,m·s-2,g=9.8m·s-2;
阻力系数ψ值可从ψ与Re的关系曲线图中查得,或根据表所列公式计算。
阻力系数ψ值与液体流动特性Re的关系
沉降区间Re ψ
层流区≤1 3Π/Re
中间区1~40 0.432+10.77/Re
40~1000 0.167+22.65/Re
紊流区>1000 Π/16=0.196
已经(Re)2ψ值,就可按曲线或数据表求得雷诺数值,并按下式计算出沉降速度,即:
φ(Re)μ
v
=
dρ
2
式中:φ——修正系数,取决于颗粒的形状(由有关手册中查得)其余符号同前。
水电解制氢设备 操 作 使 用 手 册 \ 苏州竞立制氢设备有限公司
1、简述 1.1、氢气的性质和用途: 氢是自然界分布最广的元素之一,它在地球上主要以化合状态存在于化合物中。在大气层中的含量却很低,仅有约1ppm(体积比)。氢是最轻的气体,它的粘度最小,导热系数很高,化学活性、渗透性和扩散性强(扩散系数为s,约为甲烷的三倍),它是一种强的还原剂,可同许多物质进行不同程度的化学反应,生成各种类型的氢化物。 氢的着火、燃烧、爆炸性能是它的特性。氢含量范围在4-75%(空气环境)、(氧气环境)时形成可爆燃气体,遇到明火或温度在585℃以上时可引起燃爆。 压力水电解制出的氢气具有压力高(或)便于输送,纯度高(%以上)可直接用于一般场合,还可以通过纯化(纯度提高到%)和干燥(露点提高到-40~-90℃)的后续加工,可以作为燃料、载气、还原或保护气、冷却介质,广泛应用于国民经济的各行各业。 、水电解制氢原理: 利用电能使某电解质溶液分解为其他物质的单元装置称为电解池。 任何物质在电解过程中,在数量上的变化服从法拉第定律。法拉第定律指出:电解时,在电极上析出物质的数量,与通过溶液的电流强度和通电时间成正比;用相同的电量通过不同的电解质溶液时,各种溶液在两极上析出物质量与它的电化当量成正比,而析出1克当量的任何物质都需要1法拉第单位96500库仑(安培小时)的电量。水电解制氢符合法拉第电解定律,即在标准状态下,阴极析出1克分子的氢气,所需电量为h。经过换算,生产1m3氢气(副产品氧气)所需电量约2393Ah,原料水消耗。 将水电解为氢气和氧气的过程,其电极反应为: 阴极: 2H 2O + 2e →H 2 ↑+ 2OH- 阳极: 2OH-- 2e →H 2O + 1/2O 2 ↑ 总反应: 2H 2O →2H 2 ↑+ O 2 ↑ 由浸没在电解液中的一对电极,中间隔以防止气体渗透的隔膜而构成水电解池,通以一定电压(达到水的分解电压和热平衡电压以上)的直流电,水就发生电解。根据用户产量需求,使用多组水电解池组合,减小体积和增加产量,就形成水电解槽的压滤型组合结构。 本公司生产的压力型水电解槽采用左右槽并联型结构,中间极板接直流电源正极,两端极板接直流电源负极,并采用双极性极板和隔膜垫片组成多个电解池,并在槽内下部形成共用的进液口和排污口,上部形成各自的氢碱和氧碱的气液体通道。由电解槽纵向看,A、B系列的氧气出口设计在中心线靠直流铜排一侧(氧铜侧),C、D、E、F系列的氢气出口设计在中心线靠直流铜排一侧(氢铜侧)。 我公司生产的压力型水电解槽,目前标准产品操作压力为和两种。具有结构紧凑,运行安全,使用寿命长的特点,电解液采用强制循环,电解消耗的原料水由柱塞泵自动补充,相关参数实现自动监测和控制。。正常生产时采用30%KOH水溶液作为电解液,槽温控制在85-90℃左右,兼顾隔膜垫片的使用寿命和降低能耗的要求。 水电解制氢的电解需要低电压、大电流的可调直流电源。工业上采用带平衡电抗器的双反星可控整流电路。这种电路有两个特点:第一,整流变压器有两组次极绕组,且都接
铜电解槽精炼车间工业设 计 Newly compiled on November 23, 2020
铜电解槽精炼车间工艺设计 一、概述 1、粗铜经火法精炼后仍含有一点数量的杂质。这些杂质的存在会使铜的某些物理性质和机械性能变坏,不能满足电气工业对铜的要求。因此,粗铜在火法精炼后需要电解精炼以除去有害杂质。铜的电解精炼以火法精炼产出的铜为阳极,以电解产出的薄铜片为阴极,以硫酸和硫酸铜水溶液作电解液。在直流电作用下,阳极铜电化学溶解,在阴极上沉积,杂质则进入阳极泥和电解液中,从而实现铜于杂质的分离。 下图为铜电解精炼一般工艺流程图: 种板阳极 阳极 阳极泥 送阳极泥 处理法精炼 结晶硫酸铜粗硫酸 图1-1铜电解精炼一般工艺流程图: 2、铜阳极 铜电解精炼的原料是火法精炼后烧铸而成的铜阳极。生产中应尽量获得质量良好的铜阳极板。 二、技术条件及技术经济指标的选择 1、操作技术条件 ⑴、电流密度
电流密度是指单位面积上通过的电流安培数。电流密度的范围为200-360A /m 2.。种板电解槽电流密度比普通电解槽电流密度稍低,本设计中普通电解槽电流密度取300 A /m 2,种板电解槽电流密度取230A /m 2。 ⑵、电解液成分 电解液成分主要由硫酸和硫酸铜水溶液组成。其铜和硫酸的含量视电流密度、阳极成分和电解液的纯净度等条件而定。在电解生产中,必须根据具体条件加以掌握,以控制电解液的含铜量处于规定的范围。 ⑶、极距 极距一般指同极中心距。本设计取极距为90mm 。 ⑷、阳极寿命和阴极周期 阳极寿命根据电流密度、阳极质量及残极率来确定,一般为18-24天。阴极周期与电流密度、阳极寿命及劳动组织等因素有关,一般为阳极寿命的1/3。本设计中阳极寿命为18天,阴极寿命为6天。 2、技术经济指标 ⑴、电流效率 电流效率是指电解过程中,阴极实际析出量占理论量的百分比。本设计中电流效率为% ⑵、残极率 残极率是指产出残极量占消耗阳极量的百分比。本设计中残极率17%。 ⑶、电解回收率 铜电解回收率反应在电解过程中铜的回收程度,其计算方法如下: 铜电解回收率×100 %
电解槽操作规程 1 电解槽开车前确认 1.1确认氮气,仪表气供应压力正常(0.5~0.75MPa),纯水、蒸汽、一次水供应正常,所有气动阀前后手阀已打开,现场阴阳极工艺管线排污阀已关闭,氯、氢气水封液位正常。联系电解岗位、二次盐水及脱氯岗位、氯氢处理具备开车条件、阴极系统工艺管线氮气置换已合格。 1.2确认电解槽阀门为等待状态;油站已启动,运行正常。 1.3检查电解一楼电解槽阴阳极入口排气阀关闭、阴阳极循环泵进出口排污阀关闭、LCV-260及LCV-265下方排污阀关闭、去粒碱管线排污阀及阴阳极进出口总管排污阀关闭。 2 电解槽开车前准备 2.1开启阳极系统大循环:岗位人员检查阳极循环泵进出口管线及阀门状态,以及阳极循环泵出口到脱氯塔的管线,打开盐水短路阀 85#(20%),当淡盐水储槽(D-1/2260)液位为0.5m时,中控岗位人员通知电解岗位人员按操作规范启动阳极循环泵(P-1/2264),出口压力控制在0.40~0.60MPa;设备启动后中控人员根据脱氯塔液位及时通知脱氯岗位人员启动设备。 2.2确认阳极循环:一次盐水→过滤盐水储罐(D-150)→树脂塔 (T-1160A/B/C-2160A/B/C)→盐水高位槽(D-1/2170)→一、二期85#阀→淡盐水储槽(D-1/2260)→阳极循环泵(P-1/2264)→脱氯塔
(T-310)→返回一次盐水 2.3开启阴极大循环:岗位人员检查动力设备及阴极系统管线,现场调节阀前后手阀打开,所有排污口关闭,检查开车碱管线并打开 FI-243前后手阀,打开去阴极排液槽(D-290)手阀,然后通知中控人员联系粒碱人员送开车碱,等阴极排液槽(D-290)液位上升10cm 后关闭去阴极排液槽(D-290)的手阀,再打开短路阀(86#),(开车碱→碱液储槽),当碱液储槽(D-1/2270)液位为0.5m时,电解人员按操作规范启动阴极循环泵(P-1/2274),出口压力控制在0.5~0.8MPa,当碱液高位槽液位为2.5m时,电解人员打开一二期短路阀(88#)(20~30%),(碱液高位槽→碱液储槽);开一二期短路阀(88#)时缓慢操作,保持碱液高位槽液位稳定。 说明:86#,88#阀位置:一期在电解二楼东面A槽槽头;二期在电解二楼西面J槽槽头。 2.4确认阴极循环:粒碱→阀86#→电槽出口总管→碱液储槽 (D-1/2270)→阴极循环泵(P-1/2274)→碱液高位槽(D-1/2273)→ 电槽入口总管→一、二期短路阀(88#)→碱液储槽(D-1/2270)→粒碱。 2.5打开阴阳极检测回路,调整检测回路流量在150~300L/h之间 2.6确认以下阀门打开阳极:5#、9#、13#、17#、27#、(41#)、(43#)、(45#); 阴极:4#、10#、14#、16#、18#、28#、(40#)、(42#); 2.7确认去界区放空管的N2流量在5 Nm3/hr;油压在70 kg/cm2;
铜电解槽精炼车间工业 设计 文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
铜电解槽精炼车间工艺设计 一、概述 1、粗铜经火法精炼后仍含有一点数量的杂质。这些杂质的存在会使铜的某些物理性质和机械性能变坏,不能满足电气工业对铜的要求。因此,粗铜在火法精炼后需要电解精炼以除去有害杂质。铜的电解精炼以火法精炼产出的铜为阳极,以电解产出的薄铜片为阴极,以硫酸和硫酸铜水溶液作电解液。在直流电作用下,阳极铜电化学溶解,在阴极上沉积,杂质则进入阳极泥和电解液中,从而实现铜于杂质的分离。 下图为铜电解精炼一般工艺流程图: 种板阳极 阳极 阳极泥 送阳极泥 处理法精炼 结晶硫酸铜粗硫酸 图1-1铜电解精炼一般工艺流程图: 2、铜阳极 铜电解精炼的原料是火法精炼后烧铸而成的铜阳极。生产中应尽量获得质量良好的铜阳极板。 二、技术条件及技术经济指标的选择 1、操作技术条件 ⑴、电流密度
电流密度是指单位面积上通过的电流安培数。电流密度的范围为200-360A /m 2.。种板电解槽电流密度比普通电解槽电流密度稍低,本设计中普通电解槽电流密度取300 A /m 2,种板电解槽电流密度取230A /m 2。 ⑵、电解液成分 电解液成分主要由硫酸和硫酸铜水溶液组成。其铜和硫酸的含量视电流密度、阳极成分和电解液的纯净度等条件而定。在电解生产中,必须根据具体条件加以掌握,以控制电解液的含铜量处于规定的范围。 ⑶、极距 极距一般指同极中心距。本设计取极距为90mm 。 ⑷、阳极寿命和阴极周期 阳极寿命根据电流密度、阳极质量及残极率来确定,一般为18-24天。阴极周期与电流密度、阳极寿命及劳动组织等因素有关,一般为阳极寿命的1/3。本设计中阳极寿命为18天,阴极寿命为6天。 2、技术经济指标 ⑴、电流效率 电流效率是指电解过程中,阴极实际析出量占理论量的百分比。本设计中电流效率为% ⑵、残极率 残极率是指产出残极量占消耗阳极量的百分比。本设计中残极率17%。 ⑶、电解回收率 铜电解回收率反应在电解过程中铜的回收程度,其计算方法如下: 铜电解回收率×100 %
电解槽工艺优化后的现场操作 合金一车间——马水涛 一、电解槽工艺优化的目的和措施 ?1、工艺优化的目的 ?(1)提高单槽产能 ?(2)降低吨铝交流电耗 ?(3)与国家产业政策接轨 ?2、工艺优化的具体措施 ?(1)强化电流 ?(2)提高铝水平 ?(3)精细管理、精细操作 二、电解槽日常操作 ?1、换极 ?(1)换极顺序表 ?(2)换极原则 ?a)新旧阳极组均匀分布,同一侧不允许连续换2块极。 ?b)相邻阳极更换尽可能时间长些,使电流分布趋于均匀。 ?c)24h,每台槽更换阳极不得超过2组,如需更换两组阳极时,两组阳极间隔时间不得低于6h。 ?(3)、换极操作 ?作业准备: ?1)确认槽号、极号:从换极周期表中查出拟换极所在的槽号及相
应极号,并记入作业日记。 ?2)备块:准备好碎结壳面块,新阳极碳块。 ?3)准备好操炉工具。 ?(4)异常换极:凡出现阳极断层、裂缝、脱落、化钢爪的阳极,都要处理或更换阳极。 ?a)对阳极断层、裂缝、脱落、化钢爪的阳极,根据使用天数确定使用残极或新极。 ?b)长包的阳极应吊出槽外,打掉后,检查确认能继续使用的应继续使用,不能使用的根据上述原则换极。 ?c)脱落极体积较大时,要用夹钳取出脱落极。如不好取,可提出相邻一组极,增大空间,取出脱落极。 ?d)异常换极除上述原则和操作外,其它操作程序同正常换极相同。 2、效应处理 ?(1)现场操作 ?a)先把出铝端槽罩取下,在槽控机控制面板上注意观察槽电压,并关注阀门与打壳下料的情况,待最后一次下料结束后时将木棒斜着插入阳极底掌下面。 ?b)阳极效应的发生时间控制在5min以,处理阳极效应时的加料量为22kg左右。 ?c)对于异常阳极效应,应根据效应状况及槽况及时调整工艺技术条件与加工制度,以尽快恢复正常。 ?熄灭阳极效应就是向槽中补充物料,并驱赶阳极气泡(插木棒、
电解铝工艺流程 电解铝就就是通过电解得到得铝,现代金属铝得生产主要采用冰晶石-氧化铝融盐电解法。生产工艺流程如图1所示。
1、铝电解工艺 直流电通入电解槽,电解槽温度控制在940-960℃,熔融冰晶石就是溶剂,氧化铝作为溶质,以炭素体作为阳极,铝液做为阴极,使溶解于电解质中得氧化铝在槽内得阴、阳两极发生电化学反应。在阴极电解析出金属铝,在阳极电解析出与气体.铝液定期用真空抬包析出,经过净化澄清后,浇铸成商品铝锭. 阳极气体经净化后,废气排空,回收得氟化物等返回电解槽. 电解铝得主要设备就是电解槽,现代铝工业主要有两种形式得槽式分别为自焙阳极电解槽与预焙阳极电解槽。以下为两种槽得比较: 图一:两种类型电解槽得比较 目前世界上大部分国家及生产企业都在使用大型预焙槽,槽得电流强度 很大,不仅自动化程度高,能耗低,单槽产量高,而且满足了环保法规得要求。 从铝电解槽得发展来瞧,目前电流强度达到17-22KA得大型化各类阳极电解槽,产铝量为1200-1500Kg/d,电能消耗降低到13、5KW*H。下图为一
种铝电解槽参数 图二:一种铝电解槽配置图 2、电解烟气干法净化 2、1干法净化原理 干法净化就就是以某种固体物质吸附另一种气体物质所完成得净化过程。具有吸附作用得物质称吸附剂,被吸附得物质叫吸附质。铝电解含氟烟气得干法净化使用电解铝生产用得氧化铝,作为吸附剂吸附烟气中得氟化氢等大气污染物来完成对烟气得净化。氧化铝对氟化氢得吸附过程分三个步骤: (1)氟化氢在气相中不断扩散,通过氧化铝表面气膜到达氧化铝表面.
(2)氟化氢受氧化铝离子极化得化学键力得作用,形成化学吸附。 (3)被吸附得氟化氢与氧化铝发生化学反应,生成表面化合物―氟化铝。氟化氢得吸附率可达98%~99%,沥青烟得吸附率在95%以上。载有氟与沥青烟得氧化铝由布袋除尘器分离后供电解使用。回收得氟返回电解槽可补充电解生产过程中损失得氟元素,沥青焦油返槽后可逐步被烧掉。 2、2干法净化工艺流程 图3干法净化工艺流程图 干法净化工艺流程包括电解槽集气、吸附反应、气固分离、氧化铝输送、机械排风等五个部分,如图3所示。 (1)电解槽集气。电解槽散发得烟气呈无组织扩散状态,为了有效地控制污染,必须对电解槽进行密封。收集得烟气通过电解槽得排烟支管汇
《山东冶金》2006年第4期 -------------------------------------------------------------------------------- 山铝电解铝厂电解槽设计特点 王庆义 (山东工业职业学院,山东淄博256414) 摘要:山铝电解铝厂在技术改造中采用200kA预焙阳极电解槽取代60kA自焙槽,该槽型具有优异的磁流体稳定性,合理的电热场设计,采用了窄加工面、阳极升降、“船形”槽壳、实腹板梁等多项先进技术和高性能的内衬材料。目前,电解槽已连续生产986天,电流效率达到了94.5 %,吨铝直流电能消耗13100 kW.h,氟化氢和粉尘等主要污染物排放量全部达到了国家排放标准。 关键词:电解槽;技术改造;设计特点;电流效率 中图分类号:TF821文献标识码:A文章编号:1004-4620(2006)04-0031-02 Design Characteristics of the Electrolytic Tank in the Electrolytic Aluminum Plant of Shanlv WANG Qing-yi (Shandong Industrial Vocational College, Zibo 256414, China) Abstract:200kA prebaked anode cell is adopted by in the Electrolytic Aluminum Plant of Shandong Aluminum Co., Ltd instead of 60kA self-baking cell in technical modification. This prebaked anode cell has excellent magnetohydrodynamic stability and reasonable electric heating field design and adopts new techniques such as narrow treating surface, the anode rise and drop, ship-pattern pot shell and solid web plate girder; and inner lining of high performance. The electrolytic tank has kept running for 986 days up to now,the power yield reaches 94.5 %,while the direct electric power consumption is only 13100 kW.h, furthermore, the discharge of main pollutants such as hydrogen fluoride and dust etc is up to the national effluent standard. Key words:electrolytic tank; technical modification; design characteristic; power yield 1 前言 山东铝业股份有限公司电解铝厂(简称山铝电解铝厂)60kA自焙槽工艺始建于1958年,由于自焙槽自身的结构特点,难以实现自动化控制和解决电解烟气污染的问题,因此技术经济指标较差,生产成本也相对较高。自焙槽与预焙槽在电流效率上相差约4%~5%,吨铝直流电耗相差1000kW.h左右,造成能源与资源的浪费。为此,山铝电解铝厂从2002年起开始对自焙槽实施预焙化改造,采用200kA预焙阳极电解槽取代60kA自焙槽,以彻底解决自焙槽烟气的环境污染问题,为提高电解铝厂技术装备水平,实现低耗高效奠定了基础。 2 200kA预焙阳极电解槽的设计特点 现代铝电解槽以高效、节能、长寿为特征,而电解槽的设计无疑十分关键。铝生产的实践证明,电解槽的稳定性是获得良好生产指标的根本保证。磁流体的稳定性、热平衡、电解
电解槽说明书 SANY GROUP system office room 【SANYUA16H-
水电解制氢设备 操 作 使 用 手 册 \ 苏州竞立制氢设备有限公司 1、简述 1.1、氢气的性质和用途: 氢是自然界分布最广的元素之一,它在地球上主要以化合状态存在于化合物中。在大气层中的含量却很低,仅有约1ppm(体积比)。氢是最轻的气体,它的粘度最小,导热系数很高,化学活性、渗透性和扩散性强(扩散系数为0.63cm2/s,约为甲烷的三倍),它是一种强的还原剂,可同许多物质进行不同程度的化学反应,生成各种类型的氢化物。 氢的着火、燃烧、爆炸性能是它的特性。氢含量范围在4-75%(空气环境)、 4.65-93.9%(氧气环境)时形成可爆燃气体,遇到明火或温度在585℃以上时可引起燃爆。 压力水电解制出的氢气具有压力高(1.6或3.2MPa)便于输送,纯度高(99.8%以上)可直接用于一般场合,还可以通过纯化(纯度提高到99.999%)和干燥(露点提高到-40~-90℃)的后续加工,可以作为燃料、载气、还原或保护气、冷却介质,广泛应用于国民经济的各行各业。 1.2、水电解制氢原理: 利用电能使某电解质溶液分解为其他物质的单元装置称为电解池。 任何物质在电解过程中,在数量上的变化服从法拉第定律。法拉第定律指出:电解时,在电极上析出物质的数量,与通过溶液的电流强度和通电时间成正比;用相同的电量通过不同的电解质溶液时,各种溶液在两极上析出物质量与它的电化当量成正比,而析出1克当量的任何物质都需要1法拉第单位96500库仑(26.8安培小时)的电量。
水电解制氢符合法拉第电解定律,即在标准状态下,阴极析出1克分子的氢气,所需电量为53.6A/h。经过换算,生产1m3氢气(副产品0.5m3氧气)所需电量约2393Ah,原料水消耗0.9kg。 将水电解为氢气和氧气的过程,其电极反应为: 阴极: 2H2O + 2e →H2↑+ 2OH- 阳极: 2OH-- 2e →H2O + 1/2O2↑ 总反应: 2H2O →2H2↑+ O2↑ 由浸没在电解液中的一对电极,中间隔以防止气体渗透的隔膜而构成水电解池,通以一定电压(达到水的分解电压1.23V和热平衡电压1.47V以上)的直流电,水就发生电解。根据用户产量需求,使用多组水电解池组合,减小体积和增加产量,就形成水电解槽的压滤型组合结构。 本公司生产的压力型水电解槽采用左右槽并联型结构,中间极板接直流电源正极,两端极板接直流电源负极,并采用双极性极板和隔膜垫片组成多个电解池,并在槽内下部形成共用的进液口和排污口,上部形成各自的氢碱和氧碱的气液体通道。由电解槽纵向看,A、B系列的氧气出口设计在中心线靠直流铜排一侧(氧铜侧),C、D、E、F 系列的氢气出口设计在中心线靠直流铜排一侧(氢铜侧)。 我公司生产的压力型水电解槽,目前标准产品操作压力为 1.6MPa和 3.2MPa两种。具有结构紧凑,运行安全,使用寿命长的特点,电解液采用强制循环,电解消耗的原料水由柱塞泵自动补充,相关参数实现自动监测和控制。。正常生产时采用30%KOH 水溶液作为电解液,槽温控制在85-90℃左右,兼顾隔膜垫片的使用寿命和降低能耗的要求。 水电解制氢的电解需要低电压、大电流的可调直流电源。工业上采用带平衡电抗器的双反星可控整流电路。这种电路有两个特点:第一,整流变压器有两组次极绕组,且都接成星形,为了消除变压器的直流磁化问题,两绕组的接线极性相反。第二,为了解决变压器的两组次极绕组的电流平衡问题,两组次极绕组中点通过平衡电抗器连在一起。
电解铝工艺流程 电解铝就是通过电解得到的铝,现代金属铝的生产主要采用冰晶石-氧化铝融盐电解法。生产工艺流程如图1所示。
1. 铝电解工艺 直流电通入电解槽,电解槽温度控制在940-960℃,熔融冰晶石是溶剂,氧化铝作为溶质,以炭素体作为阳极,铝液做为阴极,使溶解于电解质中的氧化铝在槽内的阴、阳两极发生电化学反应。在阴极电解析出金属铝,在阳极电解析出CO和 CO气体。铝液定期用真空抬包析出,经过净化澄清后,浇铸成2 商品铝锭。阳极气体经净化后,废气排空,回收的氟化物等返回电解槽。 电解铝的主要设备是电解槽,现代铝工业主要有两种形式的槽式分别为自焙阳极电解槽和预焙阳极电解槽。以下为两种槽的比较: 图一:两种类型电解槽的比较 目前世界上大部分国家及生产企业都在使用大型预焙槽,槽的电流强度 很大,不仅自动化程度高,能耗低,单槽产量高,而且满足了环保法规的要求。从铝电解槽的发展来看,目前电流强度达到17-22KA的大型化各类阳极 电解槽,产铝量为1200-1500Kg/d,电能消耗降低到13.5KW*H。下图为一
种铝电解槽参数 图二:一种铝电解槽配置图 2. 电解烟气干法净化 2.1干法净化原理 干法净化就是以某种固体物质吸附另一种气体物质所完成的净化过程。具有吸附作用的物质称吸附剂,被吸附的物质叫吸附质。铝电解含氟烟气的干法净化使用电解铝生产用的氧化铝,作为吸附剂吸附烟气中的氟化氢等大气污染物来完成对烟气的净化。氧化铝对氟化氢的吸附过程分三个步骤: (1)氟化氢在气相中不断扩散,通过氧化铝表面气膜到达氧化铝表
面。 (2)氟化氢受氧化铝离子极化的化学键力的作用,形成化学吸附。 (3)被吸附的氟化氢和氧化铝发生化学反应,生成表面化合物―氟化铝。氟化氢的吸附率可达98%~99%,沥青烟的吸附率在95%以上。载有氟和沥青烟的氧化铝由布袋除尘器分离后供电解使用。回收的氟返回电解槽可补充电解生产过程中损失的氟元素,沥青焦油返槽后可逐步被烧掉。 2.2干法净化工艺流程 图3干法净化工艺流程图 干法净化工艺流程包括电解槽集气、吸附反应、气固分离、氧化铝输送、机械排风等五个部分,如图3所示。 (1)电解槽集气。电解槽散发的烟气呈无组织扩散状态,为了有效
铜电解槽精炼车间工艺设计 一、概述 1、粗铜经火法精炼后仍含有一点数量的杂质。这些杂质的存在会使铜的某些物理性质和机械性能变坏,不能满足电气工业对铜的要求。因此,粗铜在火法精炼后需要电解精炼以除去有害杂质。铜的电解精炼以火法精炼产出的铜为阳极,以电解产出的薄铜片为阴极,以硫酸和硫酸铜水溶液作电解液。在直流电作用下,阳极铜电化学溶解,在阴极上沉积,杂质则进入阳极泥和电解液中,从而实现铜于杂质的分离。 下图为铜电解精炼一般工艺流程图: 阳极 阳极泥电解液电解液电铜阳极泥残极 送电解返火法送阳极泥处理送阳极泥返火 精炼槽精炼处理法精炼 粗硫酸 返火法精炼生产精制硫酸镍返回电解精炼 图1-1铜电解精炼一般工艺流程图: 2、铜阳极 铜电解精炼的原料是火法精炼后烧铸而成的铜阳极。生产中应尽量获得质量良好的铜阳极板。 二、技术条件及技术经济指标的选择 1、操作技术条件
⑴、电流密度 电流密度是指单位面积上通过的电流安培数。电流密度的范围为200-360A /m 2.。种板电解槽电流密度比普通电解槽电流密度稍低,本设计中普通电解槽电流密度取300 A /m 2,种板电解槽电流密度取230A /m 2。 ⑵、电解液成分 电解液成分主要由硫酸和硫酸铜水溶液组成。其铜和硫酸的含量视电流密度、阳极成分和电解液的纯净度等条件而定。在电解生产中,必须根据具体条件加以掌握,以控制电解液的含铜量处于规定的范围。 ⑶、极距 极距一般指同极中心距。本设计取极距为90mm 。 ⑷、阳极寿命和阴极周期 阳极寿命根据电流密度、阳极质量及残极率来确定,一般为18-24天。阴极周期与电流密度、阳极寿命及劳动组织等因素有关,一般为阳极寿命的1/3。本设计中阳极寿命为18天,阴极寿命为6天。 2、技术经济指标 ⑴、电流效率 电流效率是指电解过程中,阴极实际析出量占理论量的百分比。本设计中电流效率为% ⑵、残极率 残极率是指产出残极量占消耗阳极量的百分比。本设计中残极率17%。 ⑶、电解回收率 铜电解回收率反应在电解过程中铜的回收程度,其计算方法如下: 铜电解回收率×100 % ⑷、槽电压 槽电压由电解液电阻引起的电压降,金属导体电压降,接触点电压降,克服阳极泥电阻的电压降,浓差极化引起的电压降等组成。普通槽槽电压一般为~;种板槽电压一般为~。 三、主体设备设计
课程设计说明书 题 目: 年产x x 万吨铝电解槽设计 学生姓名: 学 院: 材料科学与工程 班 级: 冶金06-x x 指导教师: 2009年xx 月 学校代码: 10128 学 号:xxxxxxxxxxx
内蒙古工业大学课程设计(论文)任务书 课程名称:冶金工程课程设计学院:班级:冶金06 - xx 学生姓名: ___ 学号: _ 指导教师: 一、题目 铝电解槽的设计(年产铝量20万吨) 二、目的与意义 1.通过课程设计,巩固、加深和扩大在冶金工程专业课程及相关课程教育中所学到的知识,训练学生综合运用这些知识去分析和解决工程实际问题的能力。 2.学习冶金炉设计的一般方法,了解和掌握常用冶金设备或简单冶金设备的设计方法、设计步骤,为今后从事相关的专业课程设计、毕业设计及实际的工程设计打好必要的基础。 3.使学生在计算、制图、运用设计资料。熟练有关国家标准、规范、使用经验数据、进行经验估算等方面受全面的基础训练。 三、要求(包括原始数据、技术参数、设计要求、图纸量、工作量要求等) 设计年产量20万吨的电解槽,冶金工程基础课程设计一般要求学生完成以下工作:电解槽装配图一张(0 号图纸);零件工作图一张(铝电解母排);设计计算说明书一份(要求用A4 纸)。 四、工作内容、进度安排 课程设计可分为以下几个阶段进行。 1.设计准备 (1)阅读和研究设计任务书,明确设计任务与要求;分析设计题目。 (2)参阅有关内容,明确并拟订设计过程和进度计划。 2.装配草图的设计与绘制 (1)装配草图的设计准备工作,主要是分析和选定设计方案。 (2)初绘装配草图。 (3)完成装配草图,并进行检查与修正。 3.装配工作图的绘制与完成 (1)绘制装配图。 (2)标注尺寸、配合及零件序号。 (3)编写零件明细表、标题栏、技术特性及技术要求等。 五、主要参考文献 [1]成大先主编.机械设计手册.第一卷.第五版.北京:化学工业出版社1969. [2]郭鸿发主编.冶金工程设计设计基础.第一册.北京:冶金工业出版社,2006. [3]唐谟唐主编.火法冶金设备.中南大学出版社,2003. 审核意见 系(教研室)主任(签字) 指导教师下达时间年月日 指导教师签字:_______________
电解槽说明书 1 2020年4月19日
水电解制氢设备 操 作 使 用 手 册 \ 苏州竞立制氢设备有限公司
1、简述 1.1、氢气的性质和用途: 氢是自然界分布最广的元素之一,它在地球上主要以化合状态存在于化合物中。在大气层中的含量却很低,仅有约1ppm(体积比)。氢是最轻的气体,它的粘度最小,导热系数很高,化学活性、渗透性和扩散性强(扩散系数为0.63cm2/s,约为甲烷的三倍),它是一种强的还原剂,可同许多物质进行不同程度的化学反应,生成各种类型的氢化物。 氢的着火、燃烧、爆炸性能是它的特性。氢含量范围在4-75%(空气环境)、4.65-93.9%(氧气环境)时形成可爆燃气体,遇到明火或温度在585℃以上时可引起燃爆。 压力水电解制出的氢气具有压力高(1.6或3.2MPa)便于输送,纯度高(99.8%以上)可直接用于一般场合,还能够经过纯化(纯度提高到99.999%)和干燥(露点提高到-40~-90℃)的后续加工,能够作为燃料、载气、还原或保护气、冷却介质,广泛应用于国民经济的各行各业。 1.2、水电解制氢原理: 利用电能使某电解质溶液分解为其它物质的单元装置称为电解池。 任何物质在电解过程中,在数量上的变化服从法拉第定律。法拉第定律指出:电解时,在电极上析出物质的数量,与经过溶液的电流强度
和通电时间成正比;用相同的电量经过不同的电解质溶液时,各种溶液在两极上析出物质量与它的电化当量成正比,而析出1克当量的任何物质都需要1法拉第单位96500库仑(26.8安培小时)的电量。水电解制氢符合法拉第电解定律,即在标准状态下,阴极析出1克分子的氢气,所需电量为53.6A/h。经过换算,生产1m3氢气(副产品0.5m3氧气)所需电量约2393Ah,原料水消耗0.9kg。 将水电解为氢气和氧气的过程,其电极反应为: 阴极: 2H 2O + 2e →H 2 ↑+ 2OH- 阳极: 2OH-- 2e →H 2O + 1/2O 2 ↑ 总反应: 2H 2O →2H 2 ↑+ O 2 ↑ 由浸没在电解液中的一对电极,中间隔以防止气体渗透的隔膜而构成水电解池,通以一定电压(达到水的分解电压 1.23V和热平衡电压1.47V以上)的直流电,水就发生电解。根据用户产量需求,使用多组水电解池组合,减小体积和增加产量,就形成水电解槽的压滤型组合结构。 本公司生产的压力型水电解槽采用左右槽并联型结构,中间极板接直流电源正极,两端极板接直流电源负极,并采用双极性极板和隔膜垫片组成多个电解池,并在槽内下部形成共用的进液口和排污口,上部形成各自的氢碱和氧碱的气液体通道。由电解槽纵向看,A、B系列的氧气出口设计在中心线靠直流铜排一侧(氧铜侧),C、D、E、F系列的氢气出口设计在中心线靠直流铜排一侧(氢铜侧)。
东北大学有色冶金课程设计 (铜电解) 题目:年产2.8万吨铜电解车间设计班级:冶金工程1103 姓名:马林林 学号:20110075
目录 1.概述 ............................................................................................. - 3 - 1.1电解精炼的目的和任务................................................................................................ - 3 - 1.2电铜的质量标准............................................................................................................ - 3 - 1.2.1高纯阴极铜(Cu-CATH-1)化学成分.................................................................. - 3 - 1.2.2一号铜化学成分的质量分数............................................................................. - 4 - 1.3铜电解一般工艺流程.................................................................................................... - 4 - 2.冶金计算..................................................................................... - 5 - 2.1已知条件........................................................................................................................ - 5 - 2.2 计算............................................................................................................................... - 5 - 3.主体设备设计............................................................................. - 7 - 3.1电解槽材质与结构........................................................................................................ - 7 - 3.2商品电解槽总数............................................................................................................ - 8 - 3.3电解槽的极板数............................................................................................................ - 8 - 3.4电解槽尺寸的确定........................................................................................................ - 9 - 3.5种板电解槽数................................................................................................................ - 9 - 3.6净液量及脱铜槽数...................................................................................................... - 10 - 3.6.1净液量............................................................................................................... - 10 - 3.6.2脱铜槽数........................................................................................................... - 11 - 3.7槽边导电排、槽间导电板和阴极导电棒的选择与计算.......................................... - 11 - 3.7.1槽边导电排....................................................................................................... - 11 - 3.7.2 槽间导电板...................................................................................................... - 12 - 3.7.3 阴极导电棒...................................................................................................... - 12 - 3.8设计总结........................................................................................................................ - 9 - 4.图纸 ........................................................................................... - 12 - 5.参考文献................................................................................... - 12 -
金属阳极电解槽看槽岗位安全操作规程(新编版) The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0964
金属阳极电解槽看槽岗位安全操作规程 (新编版) 1.电解室与禁火区内严禁明火、吸烟,不准堆放易燃易爆物品。设置必要消防设施(如灭火器),动火时必须办理动火证,在室内或容器和管道内,氢含量必须小于其爆炸其爆炸下限的20%才允许动火。 2.氢气着火要及时与空气隔绝,可采用泡沫灭火器或干粉灭火器、氮气灭火,并迅速和有关方面联系。氢气着火未消除前,决不允许停电、降负荷及停氢 气泵。 3.遇到氢气外溢,必须戴好防毒口罩或防毒面具进行处理,遇到氯气中毒需让患者迅速脱离现场进行抢救。 4.电解液溅入眼睛或皮肤,可用清水彻底冲洗或硼酸溶液彻底
清洗,严重时必须送医院处治。 5.电解室严禁金属导电体在正负两极碰撞,以免引起触电事故。 6.加强巡回检查,防止电槽冲盘根、结盐与断水,消除事故隐患。 7.氯气总管氯内含氢尽量控制在0.4%以下,对电槽氯内含氢,必须加强管理按制度定期分析。当采取各种措施无效,氯内含氢量高于2.5%时必须除槽。 8.氢气压力必须保持微正压,以免空气进入管内引起爆炸。氯气压力必须保持微正压以免氯气外溢影响健康或引起中毒。 9.电槽上进行操作时要严格遵守操作规程,严禁一手与电解槽接触,另一手接地,以免触电。 10.在操作时必须穿好工作服,绝缘靴等劳动保护用品,在调换玻璃管件时,一定要戴好手套,防毒面具随班放在事故柜内,并处于完善好用状态。 XXX图文设计 本文档文字均可以自由修改
年产6万吨铜电解槽设计 摘要 本文主要设计了一座年产6万吨铜的铜电解精炼电解槽及电解工艺。根据已知条件,选定操作技术条件、经济技术指标、主体设备设计及冶金计算等内容。根据已知条件及结合铜电解槽工艺的实际条件,通过计算得出本设计共需要660个电解槽,38个阳极板,尺寸为1000×960mm2,37个阴极板,尺寸为1020×1000mm2,电解槽尺寸为4000×1120×1320mm2等主体电解槽数据。然后根据冶金计算得出铜电解槽的阳极泥成分、阴极铜的成分、物料平衡、有害杂质在电解液中的允许含量以及净化过程中杂质的脱除效率及热平衡等重要数据。绘制出铜电解精炼电解槽安装图。最后以“铜电解液净化方法的研究进展”专题展开论述。 关键词:铜电解精炼;工艺设计;物料平衡;热平衡
Abstract My thesis projects the copper electrolytic cell of sixty ton volume of production and is electrolysis process. I am according to the given conditions, Select operation technology conditions, technical and economic indexes, the main equipment design and metallurgical calculation, etc. I was according to the known condition and combined with the actual conditions of the copper cell technology. Through the calculation the design needs 660 cell、38 anode plates、37 cathode boards. The size of anode plates is 1000×960mm2.The size of cathode board is 1020×1000mm2. The size of cell is 4000×1120×1320mm3.And then calculated based on metallurgical electrolytic cell copper anode slime composition, cathode copper the composition, the material balance, harmful impurities in electrolyte purification process and allows content of impurities in the removal efficiency and thermal equilibrium, and other important data. And it draws Installation drawing of the copper electrolytic cell .On the "copper electrolyte purification method research progress of" special discussed. Key words: Electrolytic refining of copper,;technological process design,;material balance;heat balance