数控加工技术现代制造工程2009年第1期
UG二次开发的整体叶轮刀位轨迹生成’
蒋玲玲,王细洋
(南昌航空大学航空与机械工程学院,南昌330063)
摘要:整体叶轮型面的复杂性,导致造型和数控编程都有一定的难度。基于UG和Vc++开发平台,采用等残留高度法,结合全局干涉和局部干涉刀位的修正原理,编制了无干涉刀位轨迹算法。开发出干涉较严重的微型叶轮类零件的五坐标加工程序。通过实验证明,无干涉刀位轨迹算法是可行的,提高了uG生成整体叶轮刀路的效率,减少了操作,从而提高编程效率,同时可以有效地减少冗余刀具轨迹,提高加工效率和表面质量。
关键词:整体叶轮;uG软件;VCH软件;等残留高度法;全局和局部干涉
中图分类号:TP391.73文献标识码:A文章编号:1671-3133(2009J01—0025—04
Thetool—pathgenerationfbrtheintegralimpeUer
basedontheseconddevelopmentofUG
JIANGIjng?ling,WANGXi-yang
(School0fAemnautical&MechanicalEn舀nee—ng,N柚changHaIlgl【ongUniversity,Nanchang330063,CHN)
Ahm隐ct:7nlecomplexsⅢ白ceoftheintegralimpeⅡerleadstotIledimcuIties0fmodeIingandNCpmg咖ming.BasedonUG蛐dVC++devel叩mentpla由珊,adoptingtllei∞一scauopmethod,俪tIlthecorr佻ting研ncipleinthegIobal蚰d10calinte血r-ence,develoPedthe6ve-a】【isPmcessingpm{即m埘thn伽-inte如rence血而cm—impeⅡer.ExperiT舱nt88howthattool-patIIa180-rit|lm而thnon—interf毫陀nceisfe曲ibletorajsetheUGgeneratione伍ciencyoftlleintegmlimpeUe,stool—path舳dtoreducetheope阳ti∞,山erebyeIIIlancingtheemciencyof山epmgmm,me舳whilee序ecti、relyreducesredundantt00?path,inlpmvesproc船singe币ciency锄dqualityoftllesurf砬e.
Keywords:integralimpeller;UG;VCH;i∞-sc且llopmethod;globaland10calinterference
O引言
整体叶轮是中小型航空发动机的关键部件,质量直接影响发动机的工作性能。因此,叶轮的设计和制造技术在透平机械中十分重要。
国外一般应用整体叶轮的五坐标加工专用软件…,主要有美国NREC公司的MAX—D,MAX.AB叶轮加工专用软件,瑞士Sta眦g数控机床所带的整体叶轮加工模块及hypenIliU、powemiU等专用叶轮加工软件等。
许多加工整体叶轮的企业多采用一些功能强大、界面良好、适用面广的通用型CAD/CAM软件,如UGNX、CArllA、Pr0/E等。
国内的西北工业大学等院校和航空航天系统一些发动机专业厂、专业所也实现了整体叶轮的数控加
?航空科学基金资助项目(2006zE5600r7)工。但就总体而言,我国尚缺乏这种专用于叶轮数控加工的编程软件,国内少数工厂已经认识到专用软件的优越性,意欲引进。但国外索价昂贵,不仅浪费大量的外汇,而且由于国外技术保密,运行的软件都采用封闭的功能模块,因此,不能根据实际应用情况或叶轮型号的变化进行修改和开发,所以开发中国产权的叶轮数控加工软件十分必要。
由于高性能叶轮型面的复杂性,刀位计算和数控编程都有一定的难度旧J。主要表现在:1)叶片的曲面造型很复杂,高性能叶轮一般由非可展直纹面和自由曲面构成,须采用四轴以上联动数控机床加工;2)加工整体叶轮的叶片时,刀具定位的约束条件较多。
由于整体叶轮的造型和制造的复杂性,有时单纯用uG自身提供的五坐标数控编程中的rniⅡ一multl—axis加工方法旧J,并不能生成合理的刀位轨迹,或者要
现代制造工程2009年第l期数控加工技术
做很多辅助的点、线和面,同时在生成刀位轨迹的时
候,常常出现过切的现象,要通过不断地缩小加工区
域来反复实验。如果不能完全消除过切,就只能反复
调整参数,把过切量调到最小(限制在T程允许的误
差之内),由此给编程人员带来很多麻烦,影响编程
效率。
本文基于等残留高度刀位轨迹生成算法,采用
VC++开发UG平台,提高了UG生成整体叶轮刀路的
效率和加工表面质量。
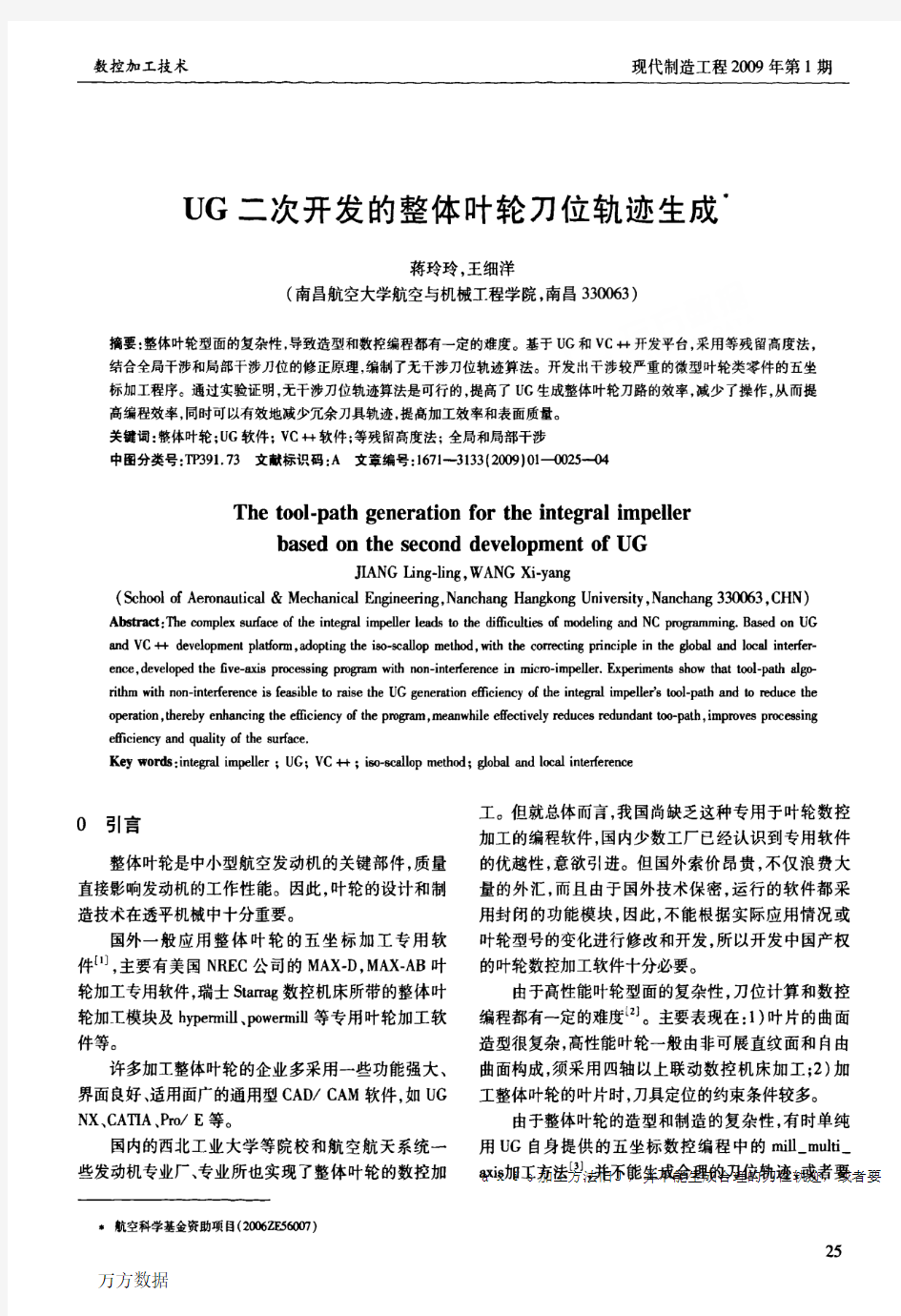
1叶片型面刀位轨迹编程步骤
不同形状的刀具其计算中心不同,因此要首先确
定刀具,然后离散叶片曲面,确定每个初始刀位数据,
并进行干涉检查,通过干涉检查和凋整原则计算出无
干涉刀位数据。根据选择的走刀方式,计算下一个刀
位点,编程步骤如图l所示。
叶轮叶片刀位轨迹编程步骤
选择刀具JJ确定走刀方式JJ刀位点坐标
塑型圆圆一
露f初始刀轴矢量f
图l叶轮叶片刀位轨迹编程步骤
1.1刀具的选择
选择刀具时,要根据所加工工件的形状及各组成曲面的特性选取。在加工叶轮时,须保证叶轮流道可以容纳刀具,即刀具直径必须小于相邻叶片的最小间距,否则刀具必与叶片发生干涉。本文讨论的整体叶轮叶片间最小间距为3.73mm,因此,本文选择的刀具是直径为3.5mm的球头铣刀。
1.2刀具轨迹的生成方法
本文采用等残留高度法生成叶片的刀具轨迹。这种方法的基本思路是,由曲面上一条曲线(可以是曲面的一条边界)作为初始刀具轨迹,计算下一条轨迹,后条轨迹总是在前条轨迹的基础上计算出,同时保持相邻轨迹之间的残留高度为常数,该常数小于给定设计误差。1.2.1刀位点坐标的计算方法
刀位点数据(CutterLocationData,CLData)是描述刀具在加工过程中精确位置的数据,包括刀心坐标和刀轴矢量。所有的刀位点按一定方式输出形成刀位26肚M似卜Ir+凰in”rcosaI鸠2匕c}coj
Lsi叩0co驴_J
鸭=[一霉引
鸭2f—sindcosaoJ
L0O1J
r肛rs如口]
【oJIH弘[二一]
数控加工技术现代制造1=程2009年第1期
面,以减少后续T作的计算量。本文是通过设置初始UF.UI—closejisting_州ndow()。
刀轴倾角来完成刀轴适当的初始设置,为了在编程中
简化分析计算,而将侧偏角取为零。如发生干涉,再
通过调整侧偏角来消除干涉㈠61。
2UG/openAPI二次开发技术
uG/OpenAPI是Unigraphics(简称UG)软件中的
一个重要模块,是UG的二次开发t具之一。UG/
OpenAPI是UG与外部应用程序之间的接口,是UG/
0pen提供的一系列函数和过程的集合,UG/OpenAPf
封装了2000个左右的uG操作函数,用户可以通过C
语言编程来调用这些函数和过程,开发出用户所需要
的功能,使新开发的功能和原有的功能无缝集成"】。
本文利用UG通用化的计算机辅助设计(cAD)系统为基础平台,在软件提供的开发环境与编程接口基础上,嵌人自己的刀位轨迹计算算法,从而开发出所需的功能。实验证明,在uG基础平台上计算刀位轨迹,刀位计算速度很高。
uG/OpenAPI二次开发平台为UGNx4.O和Vc++6.0,具体的开发步骤为:在VC++6.0下,创建用于UG/OpenAPI的工程项目,打开文件,采用UG/openAPI中的userExit技术¨J,在uG中名称为CAMUserDe6nedOpemtion的U8erExit所对应的UG/OpenAPl人口函数udop中,编写整体叶轮叶片的刀位轨迹生成算法的代码,编译程序,生成动态链接库(即.dll文件),启动UG后,UG自动加载动态链接库文件旧J,供用户菜单调用,从而实现应用开发程序与uG平台的无缝集成。在uG的计算机辅助制造(CAM)环境
中,创建一个miu—multl一缸is下的用户自定义操作MILL—UsER,在MILL-usER操作对话框中,填写定义的环境变量,然后点击“生成刀轨”(即触发菜单按钮),如图2所示,实现该算法在uGCAM中的集成。
该算法用到的UG二次开发函数如下。
1)选择曲线、曲面函数:UF—UI—selecI~with—single
—dja】og()。
2)创建曲线上的点:UF—CURVE—create书int()。
3)获取曲面信息(如法矢、一阶导矢,二阶导矢等):uF_EVALSF—evaluate()。
4)矢量的单位化:UF’VEC3一unitize()。
5)点到曲面及其边界的最小距离:uF—EVALsF一鹊k—_minimumj如e—dist()。
6)走刀函数:UF.PATH_createjinearmotion()。
7)打开、写入、关闭信息条函数:UF~UI—op曲一listin“而ndow();UF—UI二丽tejistinLwindow(bu&r);
图2自动调用界面
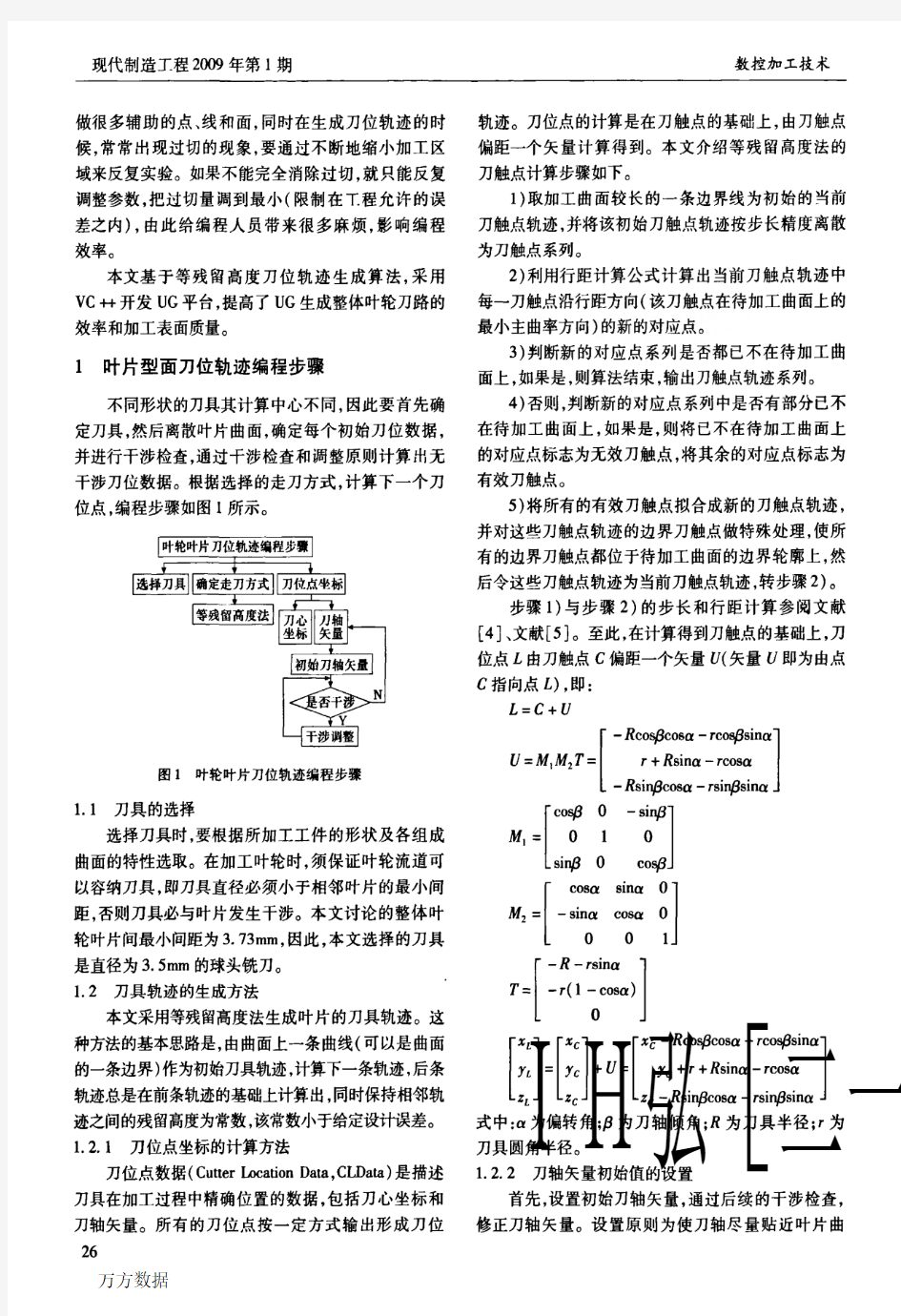
3实例验证
本文在MIKRONUCP600Vario五轴联动高速加工中心上对微型叶轮进行加T实验,叶片为自由曲面,其参数为:叶片数为14,叶轮出口直径为60mm,叶轮进口直径为11.9mm,叶片厚度最薄处为1.35mm,叶片间最小间距为3.73mm。由于叶片间最小间距为3.73x眦,本文选用直径为3.5mm的球头铣刀,允许加工误差e=O.0l咖,利用等残留高度法的刀轨计算方法,一般每个刀位点不用干涉调整或经过小于三次的干涉调整就生成了无干涉刀轨。图3所示是加工出的叶轮样件。
图3叶轮样件
4结语
本文基于uG和VC++平台,采用等残留高度法开发了微型叶轮类的五坐标加工程序。本算法简化了UG生成刀轨的操作,提高了加工效率和叶轮类零件的表面质量。同时,也为在UG里开发叶轮加工模块提供了参考。
27
现代制造工程2009年第1期数控加工技术
参考文献:
[1]徐青.棒形刀具五坐标刀位计算及图形显示[D].北京:北京航空航天大学,1998.
[2]孙春华,陈皓晖,刘华明.整体叶轮数控加工的干涉检查和刀位修正[J].制造技术与机床,200l(1).[3]unigraphicsSolutionsk.uG多轴铣制造过程培训教程[M].北京:清华大学出版社,2002.
[4]霍颖.基于等残留高度法的五轴Nc加工刀位轨迹规划[D].西安:西北工业大学,2005.
[5]黎振,王敏杰,蔡玉俊,等.残留轨迹方法在高速加工中的应用研究[J].机械设计与制造,2007(6).[6]霍颖,杨茂奎.用改进的等残留高度法生成五轴NC加工刀位轨迹规划[J].制造技术与机床,2005(3).
[7]
[8]
[9]
侯永涛,丁向阳.uG/Open二次开发实例精解[M].
北京:化学工业出版社,2007.
黄翔.李迎光.uG应用开发教程与实例精解[M].
北京:清华大学出版社,2005.
沈自林,沈庆云。范彦斌.整体叶轮产品造型和数控
加工研究[J].现代制造工程,2006(5).
作者简介:蒋玲玲,硕士研究生.主要研究方向:教控加工技术。
作者通讯地址:江西省南昌市丰和南大道696号研究生学院06级研二班(330063)
E-m矧:jiangllin—ing@163.cⅢ
收稿日期:2008伪.29
(上接第24页)
1)把设备和人员划分为两个状态:活动状态和非活动状态,划分方法见表2。
2)根据以往的数据统计,分别画出每个设备在某个时间段内的状态图(见图3)。
表2活动时间和非活动时间划分原则
图3设备状态
3)确定设备的瓶颈和瓶颈漂移时间,规则是在某个时间点处于连续活动时间最长的设备即为瓶颈设备,如图3所示,在时间点f处膨。处于连续活动时间最长,所以肘.为系统瓶颈,独立瓶颈设备的重叠部分即为瓶颈漂移的时间段。此方法的有效性在文献[4]中已充分证明,本文不再赘述。
3结语
本文在静态和动态两个方面对瓶颈问题进行了深入的探讨。目前基于TOc(1'heoryofconstrajnts)的调度方案越来越流行,生产计划的制定和订单的生产排程都需要围绕瓶颈资源展开,其他资源的运作控制需紧随瓶颈资源的运作节拍进行,这就使得瓶颈资源28的确定和预测显得尤为重要。目前,国内相关研究主要集中于位置相对固定的静态瓶颈,而对动态瓶颈的研究相对比较少,一个根本的原因就在于国外TOC调度的算法至今仍然是保密的,而瓶颈辨识又是r110C调度中的关键技术之一。因此本文对生产系统中瓶颈辨识和漂移进行了尝试性研究,并提出一些预测方案。
参考文献:
[1]陈启申.约束理论[J].计算机集成制造系统。1998,lO(5).
[2]谢武千.概率论与数理统计[M].北京:高等教育出版社.1979.
[3]叶涛峰,韩文民.按订单生产方式下的瓶颈资源的确定[J].工业工程与管理,2003(6).
[4]chrj8tophR∞er,M跚nlNak蛐o,Min删Tallaka.sh讧t-ingBoIneneck
Detecti∞:蝴w眦ScienceLaboratoryToyota
Cent训Research衄dDevelopmentIJabomt喇esNagakute,Aichi,480一l192.JAPAN
[5]徐吴宁,杨冬超,孙宗禹,等.MRPII系统中T0c的研究及应用[J].工业工程,2000(3).
[6]王静,蒋增强,葛茂根,等.面向瓶颈的离散生产系统在制品库存控制与仿真[JJ.现代制造工程,2008
(6).
[7]王维平,朱一凡,华雪倚,等.离散事件系统建模与仿真[M].长沙:国防科技大学出版社,1997.[8]王玉荣.瓶颈管理[M].北京:机械工业出版社。
2002.
作者通讯地址:舍肥工业大学246信箱(合肥230009)
收稿日期:2008明J咐
UG二次开发的整体叶轮刀位轨迹生成
作者:蒋玲玲, 王细洋, JIANG Ling-ling, WANG Xi-yang
作者单位:南昌航空大学航空与机械工程学院,南昌,330063
刊名:
现代制造工程
英文刊名:MODERN MANUFACTURING ENGINEERING
年,卷(期):2009,(1)
被引用次数:0次
参考文献(9条)
1.徐青棒形刀具五坐标刀位计算及图形显示[学位论文] 1998
2.孙春华.陈皓晖.刘华明整体叶轮数控加工的干涉检查和刀位修正[期刊论文]-制造技术与机床 2001(01)
3.Unigraphics Solutions Inc UG多轴铣制造过程培训教程 2002
4.霍颖基于等残留高度法的五轴NC加工刀位轨迹规划[学位论文] 2005
5.黎振.王敏杰.蔡玉俊残留轨迹方法在高速加工中的应用研究[期刊论文]-机械设计与制造 2007(06)
6.霍颖.杨茂奎用改进的等残留高度法生成五轴NC加工刀位轨迹规划[期刊论文]-制造技术与机床 2005(03)
7.侯永涛.丁向阳UG/Open二次开发实例精解 2007
8.黄翔.李迎光UG应用开发教程与实例精解 2005
9.沈自林.沈庆云.范彦斌整体叶轮产品造型和数控加工研究[期刊论文]-现代制造工程 2006(05)
相似文献(10条)
1.学位论文李广磊整体叶轮三维建模与UG CAD的研究2008
叶轮是一类在生产实际中获得广泛应用的、几何特征明显的机械零件,其叶片通常为复杂曲面,其截面线是复杂的自由曲线,采用常规的造型方法无法完成叶身的造型。目前,通常采用截面线放样的方法进行叶身曲面造型。随着对叶轮性能要求的提高,使得叶身的形状更加复杂,采用简单二次曲线无法完成这类叶身截面的造型。
本文重点讨论较困难的非可展直纹曲面叶轮UG CAD造型方法,并与可展直纹曲面叶轮的造型方法进行比较。主要研究内容包括:
1) 通过选择用三次均匀B样条曲线插值生成叶片轮廓曲线,并解出了具体的曲线方程。根据直纹曲面的数学公式,分析了直纹曲面造型的基本方法,算出了叶片直纹曲面方程,研究使用UG软件的建模技术;
2) 讨论了利用三次均匀B样条曲线插值反求非可展直纹面叶片型线的方法;
3) 叶身曲面等距面的构造。论述了参数曲面等距面的构造过程,分析了等距面的光顺原理以及判断准则。针对叶身曲面的特点,结合圆率法和Kjellander方法实现了叶身曲面等距面的光顺。
4) 根据最小二乘法原理,提出了对测绘数据进行优化和拟合的一种叶轮建模方法,得到叶片参数的计算式,进而借助UG软件建造了加工效率高的非可展直纹曲面整体叶轮造型,并与可展直纹曲面整体叶轮的造型方法进行了比较。
2.期刊论文沈自林.沈庆云.范彦斌.SHEN Zi-lin.SHEN Qing-yun.FAN Yan-bin基于UG的叶轮产品的五坐标数控加
工技术研究-机械设计与制造2008(10)
以UG软件为平台,针对整体叶轮进行五坐标数控编程,介绍了UG软件对复杂曲面实体的五坐标数控编程的关键技术,为复杂产品的模型建立和多坐标数控编程提供了设计思路和方法.
3.学位论文吴小康整体叶轮数控电解加工的计算机仿真及试验验证2006
数控展成电解加工技术是一种将数控技术和电解加工技术相结合的新型制造技术,主要以难切削材料、复杂型面零件的加工为应用对象。该技术通过多年的研究和试验,日趋成熟。但由于电解加工影响因素众多、准备时间长等不利因素影响了它的发展和应用。
随着计算机技术的发展,计算机仿真在各个领域得到了广泛的应用,在加工制造领域,加工仿真技术大大缩短产品的开发周期、降低生产成本,也促进先进制造技术的发展。
本文以某型整体叶轮数控展成电解加工为例,研究将加工仿真技术应用于数控展成电解加工,以缩短生产准备时间、降低成本,提高数控展成电解加工的适用性,使其更加适应先进制造技术的发展,更好地发挥其特有的优点。
本文简要介绍了整体叶轮数控展成电解加工工艺,使用Unigraphics(UG)软件进行实体建模,研究通过在UG平台上的二次开发实现整体叶轮数控展成电解加工的运动仿真,检查数控代码和运动轨迹,检测工件与阴极间的间隙以及判断是否发生碰撞干涉,并实现去除材料的加工模拟,为数控代码、阴极设计的改进提供依据,为试验加工打下基础。
新进行的工艺试验进一步考验了数控代码、阴极、夹具和流场的设计,以及加工参数的选择。对试验结果进行分析,并与仿真结果作比较,评价加工仿真的有效性。研究解决实际加工中出现的问题,提出提高加工精度和完善加工工艺的措施,并加工出合格的叶片型面。
4.期刊论文冯明军.Feng Mingjun基于UG的整体叶轮高速加工技术应用-中国科技信息2010(15)
针对整体叶轮加工时易变形等特点,选用合理的机床和刀具,在此基础上,利用UG软件,通过几何分析,确定建模流程,最终实现整体叶轮的实体建模和高速加工.
5.学位论文刘洁大型整体叶轮数控电解加工的阴极设计及工艺试验2008
数控电解加工技术是一种将电解技术和数控技术相组合的新型制造技术,既具有一般电解加工的优点,又具有数控加工的柔性。其加工效率高、可加工任何难切削导电材料等优点使其在航空航天领域零部件加工中的地位独特。本文在前期研究的基础上,对航空发动机大型整体叶轮的数控电解加工工艺进行了研究。
大型整体叶轮是直径在500mm以上的整体叶轮,文章首先介绍了整体叶轮的结构特点,材料特点及其以后的发展趋势,并阐述了整体叶轮的加工技术
本文针对加工大型整体叶轮时机床运动行程有限的问题,通过设计整体叶轮毛坯、连接管道、合理布局等方面,在不改造机床的前提下,提出了简单、合理的解决方案。并应用曲面造型功能强大的UG软件,进行整体叶轮的三维造型,并针对曲面造型中一些常见的问题,提出相应解决办法。
根据对大型整体叶轮的通道分析,以造型软件UG为平台,设计内喷式阴极。针对电解加工中的短路、流场不均匀等工艺问题,改进了阴极的外部结构和内部流道。大大缩短了阴极的设计和制造周期,改善加工效果。
通过一系列的试验优选加工工艺参数,并对试验结果进行了深入的分析,进行了试验件的加工。最后,因脉冲电流电解加工在提高加工精度和表面质量方面有独特的优点,进行了脉冲电流电解加工的初步研究,为大型整体叶轮的后续精加工奠定了一定工艺基础。
6.期刊论文庄伟娜.周来水.安鲁陵.姬俊峰.ZHUANG Wei-na.ZHOU Lai-shui.AN Lu-ling.JI Jun-feng基于UG整体
叶轮实体造型研究-中国制造业信息化2008,37(5)
整体叶轮是航空航天发动机的重要部件,是影响发动机性能的关键因素,而得到整体叶轮的数字化模型是整体叶轮进行数控加工的必要条件.为此介绍了应用UG软件进行整体叶轮造型的方法和具体过程,提出了在整体叶轮造型中需要遵循的原则,并给出了造型实例.
7.学位论文李小林多坐标数控编程系统的理论与应用研究2000
论文以工程应用为背景,以制造加工为目标,以复杂曲面的整体叶轮数控加工为主要研究内容,系统地研究了CAD/CAMl系统中以复杂曲面(整体叶轮)为对象的几何造型和数控编程的一些关键技术.根据多坐标加工特点,系统地研究了多坐标加工的各种算法;在剖析国外多个CAD/CAM软件的基础上,对UGⅡ软件进行了深入的研究;较全面地分析了多坐标数控 加工干涉量的算法,在实际中应用了此方法.对整体叶轮加工的关键问题和工艺方案进行了分析,对多坐标加工的后置处理进行了系统的研究,给出了系统的后置处理算法,对机床进给速度问题徨置处理中算法转角走向问题进行分析,并给出了相应的解决方法.
8.期刊论文沈自林.沈庆云.傅贵武基于UG的风扇叶轮加工技术研究-机械工程师2008(1)
针对散热风扇叶轮进行五坐标数控编程,介绍了UG软件对复杂曲面实体数控编程的关键技术,为复杂产品的模型建立和多坐标数控编程提供了设计思路和方法.
9.会议论文赵灿.孙剑峰.布光斌基于UG的整体叶轮五轴加工的刀轴矢量控制2009
叶轮加工过程中叶片对刀具的干涉和多轴联动加工过程中刀轴的不均匀变化引起的啃切是影响加工的主要问题.本文采用UG软件对叶片加工的刀位轨迹进行规划;对无干涉刀轴制的算法进行了阐述并将其应用:针对叶片边缘法矢不连续的特点应用四元线性插值法对刀轴矢量进行优化.最后综合采用上述方法进行了实验。加工出合格的产品。验证了该刀位轨迹规划法的可行性。
10.期刊论文郝小忠.程筱胜.何磊.HAO Xiao-zhong.CHENG Xiao-sheng.HE Lei整体叶轮CAD/CAM技术应用研究与
实现-中国制造业信息化2007,36(1)
讨论了整体叶轮这一典型复杂零件的CAD/CAM技术问题.通过对整体叶轮加工工艺的分析,利用UG软件实现了叶轮的建模与五轴编程,解决了叶轮
CAD/CAM过程中的诸多关键技术问题,在MIKRON UCP710高速加工中心上成功地加工出了合格的整体叶轮.
本文链接:https://www.doczj.com/doc/ed1858601.html,/Periodical_jxgys200901008.aspx
授权使用:燕山大学(ysdx),授权号:4f04d566-eebb-4a10-9db2-9e6600a627f9
下载时间:2011年1月9日
CAX|CAD|CAE|CAM|CAPP|PDM|PLM| 网址大全:https://www.doczj.com/doc/ed1858601.html, Pro/E高级曲面建模 摘要:本文通过对两个具体实例操作的讲解,阐明Pro/E高级曲面建模的基本思路。 关键词:Pro/E曲面ISDX 一、前言 因本人水平有限,理论上没有什么大的建树,现就一些实际的曲面构建题目写出我自己的解法,与大家一起探讨,希望对大家有所帮助,共同进步! 版权声明:题目来自icax论坛,但解法均为本人原创,如有雷同纯属巧合。 二、知识准备 1主要涉及模块: Style(ISDX模块)、高级曲面设计模块 主要涉及概念: 活动平面、曲面相切(G1连续)、曲面曲率连续(G2连续)、Style中的自由曲线/平面曲线/cos曲线、自由曲线端点状态(相切、法向、曲率连续等) 2主要涉及命令: 高级曲面命令(边界曲面)、曲线命令及Style中的操作命令 三、实例操作
下面我们结合实际题目来讲述。 1. 1.题目一:带翅膀的飞梭,完成效果见图1: 图1飞梭最终效果图 原始架构线如图2所示:
图2飞梭原始架构线图 首先我们门分析一下,先看效果图应该是一个关于通过其中心三个基准面的对称图形,那么从原始架构线出发,我们只要做出八分之一就可以了。很容易想到应该在中心添加于原有曲线垂直面上边界曲线,根据实际情况,我先进入Style 中做辅助线,如图3所示: 图3Style辅助线操作图 图3中标示1处选择绘制曲线为平面曲线(此时绘制的曲线在活动平面上,活动平面为图中网格状显示平面),标示2设置曲线端点处垂直于平面,标示3处设置曲线端点曲率连续。设置方法为,左键点击要设置的端点,出现黄色操纵杆,鼠标放于黄色操纵杆上,按住右键1秒钟以上便会出现菜单,如图4左图所示。
機械資料檔產生器MDFA檔(載入參數) 零件檔(Part)刀具路徑(cls)圓形后處理模組 NC檔NC機械完成零件 第二項 GPM在UG之應用 說明:此選項用于京明如何在UG骨,以圓形后處理模組GPM(Graphics Postprocessor Module) 產生NC檔,當選取UG下拉式功能表工具箱CCLSF管理員時,系統將顯示CLSF管理員對話框,點選其對話框中之后處理程式產生器,則系統將出現NC扣處理產生器對話框關于其祥細說明,請參考本書Part-3第三節).系統可以此對話框之設定產生一名稱為"*.ptp"之NC檔,及名稱為“*.ltp"之列示檔. 第三項GPM在UG外之應用 說明: 此選項用于說明如何在UG外部,以圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔,當欲以外部程式執行圓形后處理模組GPM 時,在WindowNT系統下,須點選WindowNT中開始>程式>Unigraphics V13.0>UG Command Prompt命令則系統會出現如下圖所示UG Command Prompt命令視穸,執行時只須在其命令視穸中輸入""gpm-MDF=name.MDFA(或.MDF) -CLF=name.cls(.clf或.iso)"即可產生一名稱為"*.ptp"之NC檔,下圓為其執行圓示: UG Command Prompt Execcd XDK nit installed on this system. Environment set for Unigraphics User Function without Exceed XD UGII is C:\EDS130\ugopen; C:\WINNT\system32; C:\WINNT;% n\;C:\EDS130\UGII\;c:\EDS130\UGII\ INCLUDE is ; C:\EDS130\ugopen LIB is CL is -c -nologo-MD C:\>c:eds130\mach\gpm -mdf=name.mdf -clf=name.cls GPM位置路徑 MDF檔案名稱 CLS檔案名稱 [注] 當欲將由機械資料檔產生器(MDFG),所產生之二進位居要津(Binary)MDF 檔,改變為文字檔(ASCII),可在上述之UG Command Prompt命令視穸中,輸入"ascmdf fiename"命令,其檔案各稱可以輸入* 字元,將所有檔案轉為文字檔. ascmdf filename.mdf由進位碼檔轉成文字檔.mdfa clszclf fulname由.cls檔轉成.clf檔(二進位碼檔) gpm -mdf=file.mdf -clf=name.cls執生后處理 mdfg制作控制器格式檔即.mdfa xlafor punch or read a EIA or ISO MCD*file(制作讀取紙帶格式) MCD: Machine Confrol Data機器控制資料.
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平 1.0.0:打开后处理工具卡 1.2.0:进入创建后处理文件页面 1.2.1 创建一个新的后处理文件这里输入文件名(英文)
这一区域是你的输出是否记录选项 此区域左边为机床行程数据右边为机床原点数据 此区域左边为机床精度小数右边为机床快速进给G00速度 其他选项默认就可以了 然后进入下一页面点击这里 这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解 此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除
下面讲解通用的编程设置下面图片是默认的设置 此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶
通过此选项里的代码你可以找到你想要的改好后点击OK既可 安全起见最好加入个Z轴回零命令拉入一个词条框 添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条
而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号 下面编辑你的换刀过程点击中文意 思就是操作开始步骤 在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等 设置下面先讲解 N号的加入
機械資料檔產生器 MDFA檔 (載入參數) 零件檔(Part) 刀具路徑(cls) 圓形后處理模組 NC檔 NC機械 完成零件 第二項 GPM在UG之應用 說明:此選項用于京明如何在UG骨,以圓形后處理模組GPM(Graphics Postprocessor Module) 產生NC檔,當選取UG下拉式功能表工具箱CCLSF管理員時,系統將顯示CLSF管理員對話框,點選其對話框中之后處理程式產生器,則系統將出現NC扣處理產生器對話框關于其祥細說明,請參考本書Part-3第三節).系統可以此對話框之設定產生一名稱為"*.ptp"之NC檔,及名稱為“*.ltp"之列示檔. 第三項GPM在UG外之應用 說明: 此選項用于說明如何在UG外部,以圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔,當欲以外部程式執行圓形后處理模組GPM 時,在WindowNT系統下,須點選WindowNT中開始>程式>Unigraphics V13.0>UG Command Prompt命令則系統會出現如下圖所示UG Command Prompt命令視穸,執行時只須在其命令視穸中輸入""gpm-MDF=name.MDFA(或.MDF) -CLF=name.cls(.clf或.iso)"即可產生一名稱為"*.ptp"之NC檔,下圓為其執行圓示: UG Command Prompt Execcd XDK nit installed on this system. Environment set for Unigraphics User Function without Exceed XD UGII is C:\EDS130\ugopen; C:\WINNT\system32; C:\WINNT;% n\;C:\EDS130\UGII\;c:\EDS130\UGII\ INCLUDE is ; C:\EDS130\ugopen LIB is CL is -c -nologo-MD C:\>c:eds130\mach\gpm -mdf=name.mdf -clf=name.cls GPM位置路徑 MDF檔案名稱 CLS檔案名稱 [注] 當欲將由機械資料檔產生器(MDFG),所產生之二進位居要津(Binary)MDF 檔,改變為文字檔(ASCII),可在上述之UG Command Prompt命令視穸中,輸入"ascmdf fiename"命令,其檔案各稱可以輸入* 字元,將所有檔案轉為文字檔. ascmdf filename .mdf由進位碼檔轉成文字檔.mdfa clszclf fulname 由.cls檔轉成.clf檔(二進位碼檔) gpm -mdf=file.mdf -clf=name.cls 執生后處理 mdfg 制作控制器格式檔即.mdfa xlafor punch or read a EIA or ISO MCD*file(制作讀取紙帶格式) MCD: Machine Confrol Data機器控制資料.
制作自己的后处理1,开始菜单里打开UG/POST Builder 附件 0.PNG (17.26 KB) 2008-1-14 20:54 1.PNG (130.23 KB) 下面说说UG/POST Builder的界面和一些基本的东西 设定螺旋下刀的方式 增加一个自定义命令,拖到%下一行,如图, 加入以下命令 uplevel #0 { set mom_kin_helical_arc_output_mode LINEAR MOM_reload_kinematics } 完成
加turbo,使后处理速度快5~6倍 再在如图位置增加一个自定义命令 输入以下内容 uplevel #0 { set mom_kin_is_turbo_output "TRUE" MOM_reload_kinematics } 完成
加turbo,使后处理速度快5~6倍 这个命令可以使后处理速度快5~6倍,一个字“快” 加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方 以下内容需要回复才能看到 自己的自定义设置 如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置 以下内容需要回复才能看到 2.PNG (16.78 KB) 2008-1-14 21:10 , 阅读权限: 11 3.PNG (19.15 KB) 2008-1-14 21:10 , 阅读权限: 11 自己的自定义设置 有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定
以下内容需要回复才能看到 在程式尾加入G05.1Q0G49,和程式头的方法一样。 把M02改为M30,点击M02进行修改,方法如图 以下内容需要回复才能看到 在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例 增加一个自定义命令,在里面添加如下命令 MOM_output_literal "G05.1Q1" 如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了 以下内容需要回复才能看到 加入刀具信息 在弹出的对话框中输入如下指令 global mom_tool_diameter global mom_tool_corner1_radius global mom_tool_name MOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )" 注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。 以下内容需要回复才能看到 程式尾的做法_加入加工时间 和程式头的做法一样,这里就不详细说明了 这里就说一下加入加工时间 在自定义命令里输入如下指令 global mom_machine_time MOM_output_literal "(TIME: [ format "%.2f" $mom_machine_time] MIN)" 以下内容需要回复才能看到 G02G03走R的方法 如图:victory: 以下内容需要回复才能看到
UG后处理批处理教程. 1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON 2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成set grp_ptp_name "${group_name_lowercase}${output_extn}" 3:找到 proc mom_start_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 4:继续找到 proc mom_end_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if{$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 5:保存UGPOST_BASE.TCL文件! 6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了! 其实想让你的后处理摇身一变,成为批处理,也不是什么难事,我有个方法,大家可以试试,不过记得回贴,不然我会鄙视你有。。。。。 1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON 2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到 set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成 set grp_ptp_name "${group_name_lowercase}${output_extn}" 3:找到 proc mom_start_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 4:继续找到 proc mom_end_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 5:保存UGPOST_BASE.TCL文件 6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了!
曲面建模应用实例 本章将介绍曲面建模的思路和方法,并且通过两个综合实例来详细介绍曲面设计过程。通过实例的讲解,读者可以熟悉曲面造型的一般思路和操作过程,从而深入掌握曲面造型的方法。 掌握曲面建模的思路和方法 掌握工程图纸的阅读方法 熟练掌握曲面造型中的常用命令
实例一:小汽车设计 这个例子通过设计小汽车模型来具体描述曲面造型的过程,最终结果如图1所示。 图 1 1.打开图形文件 启动UG NX8,打开文件“\part\surface modeling\ 1.prt”,结果如图2所示。 图 2 2.创建主片体 (1)创建曲面1。选择下拉菜单中的【插入】|【网格曲面】|【通过曲线组】命令,选
图 3 (2)创建曲面2。选择下拉菜单中的【插入】|【网格曲面】|【通过曲线组】命令,选择如图4所示的曲线来创建曲面。 图 4 (3)创建曲面3。选择下拉菜单中的【插入】|【网格曲面】|【通过曲线组】命令,选择如图5所示的曲线来创建曲面。 图 5 (4)创建曲面4。选择下拉菜单中的【插入】|【网格曲面】|【通过曲线组】命令,选择如图6所示的曲线来创建曲面。 图 6 (5)创建曲面5。选择下拉菜单中的【插入】|【网格曲面】|【通过曲线组】命令,选
图7 (6)创建曲面6。选择下拉菜单中的【插入】|【网格曲面】|【通过曲线组】命令,选择如图8所示的曲线来创建曲面。 图8 (7)创建曲面7。选择下拉菜单中的【插入】|【网格曲面】|【通过曲线组】命令,选择如图9所示的曲线来创建曲面。 图9 3创建过渡片体 (8)创建曲面8 。隐藏曲面3、曲面4。选择下拉菜单中的【插入】|【细节特征】|【桥接】命令,桥接曲面2、曲面5,结果如图10所示。
UG后处理变量 global mom_seqnum global mom_part_name global mom_logname global mom_date global mom_spindle_speed global mom_output_file_basename MOM_set_seq_off set mom_seqnum 100 # MOM_output_literal "(######## TASK : $mom_part_name ############)" # MOM_output_literal "(# Created By : $mom_logname)" # MOM_output_literal "(# Creation Date: $mom_date)" # MOM_output_literal "(############################################)" # MOM_suppress always N MOM_output_literal "G28 G91 Z0.0" MOM_output_literal "M30" MOM_output_literal "%" MOM_output_literal "(Date: $mom_date)" # MOM_suppress off N MOM_output_literal "(name: $mom_output_file_basename.nc )" MOM_output_literal "($mom_part_name)" # MOM_output_literal "O$mom_output_file_basename" # MOM_set_seq_on global max_z min_z set zmax [string trimright [format %.4f $max_z] 0] set zmin [string trimright [format %.4f $min_z] 0] MOM_output_literal "(MAXZ = $zmax , MINZ = $zmin)" global mom_machine_time MOM_output_literal "(Total Machine Time:[format "%.2f" $mom_machine_time min])" Tool_Name:$mom_tool_name Tool_No:$mom_tool_number $mom_operation_type global max_z min_z set zmax [string trimright [format %.4f $max_z] 0] set zmin [string trimright [format %.4f $min_z] 0] MOM_output_literal "(MAXZ = $zmax , MINZ = $zmin)" global mom_machine_time MOM_output_literal "(Total Machine Time:[format "%.2f" $mom_machine_time min
1.0.0:打开后处理工具卡 1.2.0:进入创建后处理文件页面 1.2.1 创建一个新的后处理文件这里输入文件名(英文)
这一区域是你的输出是否记录选项 此区域左边为机床行程数据右边为机床原点数据 此区域左边为机床精度小数右边为机床快速进给G00速度 其他选项默认就可以了 然后进入下一页面点击这里 这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解 此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除
下面讲解通用的编程设置下面图片是默认的设置 此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶
通过此选项里的代码你可以找到你想要的改好后点击OK既可 安全起见最好加入个Z轴回零命令拉入一个词条框 添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条
而我们需要的是G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号 下面编辑你的换刀过程点击中文意 思就是操作开始步骤 在这里你可以加入你需要的道具信息N号的开关M8 M9的开关设置G43H00 等设置下面先讲解N号的加入
u g曲面建模实例教程茶 壶建模步骤 文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
茶壶建模分析 建模分析:该茶壶主要由“壶身”、“壶嘴”和“壶把”三部分组成。 “壶身”由8条曲线组成,用【通过曲线网格】命令创建; “壶嘴”由截面线串和样条曲线组成,用【通过曲线网格】命令创建; “壶把”由一圆和样条曲线组成,用【扫掠】命令创建。 “壶身”曲线组成“壶嘴”曲线组成“壶把”曲线组成 壶身曲线的构建 1、选择【俯视图】,并在【艺术曲线】工具栏中选择【直线和圆弧工具条】,在工具 条中选 择按钮,绘制半径为70的圆。 2、将图形转换到【正二侧视图】,选择【编辑】-【变换】-【平移】-【增量】命令,分别将该圆向上平移2个圆,下平移1个圆,距离均为100mm。 3、用功能修改第1、3圆的半径至100mm。 4、选择命令,将以上四个圆弧分割成四段。 5、选择命令,创建如下四条艺术样条。 6、用命令创建XZ平面与最上端圆弧的交点。 壶嘴曲线的构建 7、分别用等工具按照下列步骤绘制图形。 要点:在【直线】绘制过程中注意“终点选项”中矢量的选择;在圆弧R5的绘制过程中,“起点和终点”的选择中分别选择“点”。 将如下三个图素隐藏后绘制半径为15的切弧。 将如下两条直线隐藏后,绘制两圆弧之间的连接直线。
8、选择【编辑】-【变换】-【用直线做镜像】命令镜像如下曲线。 9、选择命令,修剪掉中间多余的曲线。 要点:在【设置】-“输入曲线”中选择“隐藏”方式。 10、用命令创建如下曲面,并用相同方法创建另外2个曲面。 11、用命令绘制如下样条曲线。 12、用命令创建如下曲面。(如上端圆弧不能选择,可将以前的圆弧隐藏后,重新绘制一半径为100mm的圆,并将其分割成2段后再修剪;或者在选择器中将激活。) 13、用命令将上下两平面封闭,并用命令将所有曲面进行缝合,最后用 命令将曲面向内抽1mm的厚度。 壶把曲线的构建 14、在XZ平面上,用命令创建如下样条曲线。 15、在YZ平面上,创建直径为30 mm的圆。 16、用命令创建茶壶的手柄 17、用命令修茶壶手柄多余的部分。注意【类选择器】应选择【单个面】 18、选择【编辑】-【对象显示】功能,将茶壶设置成需要的颜色。
UG NX 4.0建模实例 内部培训教材
专题一 实体建模 实例一 连杆造型设计 1.工作图 图1 知识点: ? 拉伸特征 ? 实体倒圆 ? 镜像 ? 阵列 ? 抽壳 ? 裁剪 ? 拔模
2.学习目的和任务 1)二维图形生成三维实体的有效方法:扫描特征 2)深入学习扫描特征中的拉伸体命令 3)实体倒圆的功能 4)掌握镜像实体和镜像特征功能 3.产品分析 1)结构分析 本例中的连杆,由于其形状不规则,又含有较多的倒圆角,且各部分的厚度不相同。造型时可按下列步骤进行:先画二维曲线再采用拉伸的方法构造基础的实体;考虑到连杆是关于左右和上下对称的,只做1/4的实体即可;拉伸中灵活运用偏置值和起始距离等参数,可以简便地完成造型。 2)构造框图连杆建模步骤
4.操作步骤 1)绘制二维轮廓 采用草图图标,绘制下图所示二维轮廓图。 图2 2)拉伸连杆主体 图3 图4 单击拉伸命令,在选择意图对话框中选择“已连接曲线”,鼠标单击连杆主体曲线,在拉伸对话框中设置拉伸参数为:起始0,结束6.5,方式为创建。生成的拉伸实体如图3所示。 3)拉伸连杆头部 拉伸的方法和步骤与上面大致相同。在拉伸对话框中设置拉伸参数为:起始0,结束10,方式为求和。生成的拉伸实体如图4所示。 4)构造连杆的凹槽 拉伸的方法和步骤与上面大致相同。在拉伸对话框中设置拉伸参数为:起始3,结束6.5,方式为求差。生成的拉伸实体如图5所示。
图5 图6 5)拉伸凸棱 单击拉伸命令,在选择意图对话框中选择“单个曲线”,鼠标单击草图曲线中R25的边,在拉伸对话框中设置拉伸参数如下图所示,注意偏置中结束值的正负。生成的拉伸实体如图6所示。 图7 采用同样的办法拉伸连杆头部的另外一个凸棱,在拉伸对话框中设置偏置参数为:起始0,结束4。生成的拉伸实体如图8所示。 图8 图9 6)实体倒圆 实体倒圆要按照从大到小的顺序。
UG为加工中心配置后处理文件 2008-06-01 20:32:56 作者:来源:互联网浏览次数:2492 文字大小:【大】【中】【小】 这是一篇针对性很强的文章,文中简明介绍了在UG 软件中配置针对HAAS 加工中心数控系『::好就好::模具网』统的后处理文件的全过程。读者可举一反三地将其应用于其他的数控系统中。笔者单位引进了HAAS 加工中... 这是一篇针对性很强的文章,文中简明介绍了在UG软件中配置针对HAAS 加工中心数控系 『::好就好::模具网』 统的后处理文件的全过程。读者可举一反三地将其应用于其他的数控系统中。 笔者单位引进了HAAS 加工中心和三维CAD/CAM/CAE 软件,UG。对于复杂零件( 特别是 模具) ,手工编程难以满足生产需要,而UG软件具有CAD/CAM 一体化的优势,可以编制 各种复杂的加工程序。然而,UG是一种通用的软件,针对不同的数控机床需开发其后处理 文件。因此,为UG配HAAS 加工中心后处理用的机床信息文件MDFA(Machine Date File ASC Ⅱ) 就成为当务之急。 一、UG的CAD/CAM 过程 UG的CAD/CAM 过程首先利用Modeling 造型模块对零件进行造型;再用Manufactu ring 加工模块生成APT 语言格式的刀位原文件(Cutter LocationSource File) ,即CLSF 文件 ,它包括刀具坐标数据和后处理语句;最后由UG的GPM(Graphics Postprocessor Module) 模块读取CLSF 文件和机床数据MDFA 文件,依照MDFA 文件的格式生成一个机床直接可执行 的PTP 文件,该文件就是机床数控G 代码文件,送入机床数控系统即可执行零件加工。 二、UG的刀位原文件(CLSF) 介绍
如何添加UG后处理教程 经常有人问如何添加后处理到星空,其实星空是读取UG本身后处理的,你只要把后处理正常添加到UG里面,星空也就有了,添加成功之后,会如下图显示: 点击UG后处理命令,弹出后处理对话框。
为了能看到文件的全名称,我们先做一个系统设置,打开文件的扩展名,以WIN7系统为例,
如果你的系统不一样的可以自行百度。 进入正题,今天就完全抛开外挂给大家讲后处理添加的整个过程和原理。 其实控制后处理的默认是这个配置文件:D:\Program Files\Siemens\NX 8.5\MACH\resource\postprocessor\template_post.dat 这是我电脑的UG安装路径, 以下提到的此路径请自行对应自己电脑上的安装位置,请注意这个默认的路径也可能被改变,请按下面方法检查。 检查是否有外挂设置环境变量更改了UG本身的后处理路径, 打开电脑环境变量(不会的可以百度),检查是否存在“UGII_CAM_POST_DIR” 用户变量和系统变量都要检查。
比如我的电脑设置了上面的环境变量,那么我的后处理配置文件就在 D:\QuickCAM\Postprocessor\template_post.dat , 如果删除此环境变量,那么就会重新默认UG 自身的目录,D:\Program Files\Siemens\NX 8.5\MACH\resource\postprocessor\template_post.dat 通过以上检查我们就确定了我们使用的是哪个后处理配置文template_post.dat 接下来我们用记事本打开此文件
0 引言 UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。利用UG NX CAM加工模块产生刀轨。但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。此外,每种机床又受其控制器(controller)的控制。控制器接受刀轨文件并指挥刀具的运动或其他的行为(比如冷却液的开关)。但控制器也无法接受这种未经格式化过的刀轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。 近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。但五轴机床后置处理因机床具体结构、刀位文件不同。后置处理所得出的数控程序也不尽相同。因为五轴加工的后处理非常关键,本人结合自己的实际工作经验,着重谈谈五轴加工中心后处理的制作过程。 1 UG后处理开发方法 UG/Post Execute和UG/Post Builder共同组成了UG加工模块的后置处理。UG的加工后置处理模块使用户可方便地建立自己的加工后置处理程序。后处理最基本的2个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor)。 利用UG/Post Execute后置处理器进行后处理,有2种方法:①利用MOM(Manufacturing Output Manager),②利用GPM(Graphics Postprocessor Module)。 MOM的工作过程如下: 刀轨源文件→Postprocessor→NC机床 MOM后处理是将UG的刀轨作为输入,他需要2个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。这2个文件可以利用UG自带的工具POST BUILDER来生成。当这2个文件生成后,要将他加入template_post.dat文件里才能使用,其格式如下: fanuc,${UGII_CAM_POST_DIR}fanuc.tcl, ${UGII_CAM_POST_DIR}fanuc.def ?GPM的工作过程如下: 刀轨源文件→CLSF→GPM POST→NC机床
UG 曲面建模综合应用――料斗的建模 摘要:《UG》课程是机电一体化专业的专业主干课程 之一,是一门操作性很强的软件课程,也是学生踏上工作之路必备的工具。在教学中,教师在曲面建模教学单元进行实践,设计多媒体辅助项目化教学的课程教学方法,通过任务驱动教学方法激发了学生的学习兴趣、有利于学生主动学习、自主学习能力的培养,在教学过程中完成了高职学生职业能力的培养。 关键词:多媒体;项目化教学;曲面建模 一、教学设计 1.教学内容简介 本课是《UG》课程中的第5章节综合应用,是本书重点 章节中最基础的知识点。本课程作为专业主干课程之一,是 学生从事机电产品设计的理论基础,同时具有实践指导的意义。 2.教学目标 知识目标:能够综合应用曲面命令创建简单的实体模型。掌握“面倒圆” “抽取的面”“规律延伸”“通过曲线组” “通过曲线网格”创建曲面的命令。 能力目标:培养学生综合应用曲面建模命令设计简单零件的职业能力。 3.本课要解决的问题
(1)本课程是操作性很强的专业课程,如何把理论知识转 化为职业能力,是本堂课甚至本课程要解决的最主要的一个问 题。 (2)学生刚接触专业课时显得比较被动,如何引导学生入门,激发学习兴趣,养成自主学习、探索学习、质疑学习的能力 是我们要解决的另一个棘手问题。 4.教学策略 (1)教学方法讲授演示法:软件课采用讲授演示法,教师 讲授重点、难点,学生动手操练的教学方式,以期达到教师和学 生双向互动、形象生动的教学效果。教师讲解操作一学生听讲并 操练―教师单独或全班指导―总结学生反馈的问题―学生深入操练―教师归纳总结升华课堂。 提问式互动教学法:在课堂教学过程中,注意充分发挥学生的自主性,鼓励学生随时积极提问并以提问的方式鼓励学生积极 思考发言。 视频教学法:利用CAMPLAY 录屏软件,教师将操作过程 录制视频分发给学生,以视频指导学生的动手操练,解决教师不 能全面单独辅导学生的问题。 集体讨论法:针对学生提出的问题,组织学生进行集体和分 组讨论,促使学生在学习中解决问题,培养学生团结协作的 精神。 (2)课前准备下发本章理论知识,要求每位学生认真学习,共同探讨思考教师提出的几个问题。预习书本第 5 章曲面建模综
.. 《复杂曲面ug建模与加工》实验指导书 适用专业:机械设计制造及其自动化 课程代码: 编写单位: 编写人: 系部主任: 分管院长:
目录 实验一型腔铣加工创建........................................................................................... - 2 - 实验二IPW二次开粗的定义 ................................................................................... - 24 - 实验三平面铣创建................................................................................................ - 28 - 实验四等高轮廓铣创建......................................................................................... - 33 - 实验五固定轴曲面轮廓铣创建 .............................................................................. - 37 - 实验六、固定轴曲面轮廓铣—清根驱动.................................................................... - 41 - 实验七、固定轴曲面轮廓铣—螺旋驱动.................................................................... - 44 - 实验八、固定轴曲面轮廓铣--径向切削 ..................................................................... - 51 -
UG批量后处理带程式单的修改方法UG批量后处理带程式单的修改方法(申请加精) 有些朋友用起来有点不习惯,如程式头有一些输出的资料不需要,有些又要加一些指令进去,这里我来说说我自己需要的程式头的修改方法,希望对初学者有点帮助. 先看看,右图是最初这个后处理处理出来的效果,我自己用的在左图,我以下的做法就是把右边的头部改为左边的样子。 Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency
Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency