
Research paper
Continuous twin screw granulation:In?uence of process variables on granule and tablet quality
J.Vercruysse a ,D.Córdoba Díaz b ,E.Peeters a ,M.Fonteyne c ,U.Delaet d ,I.Van Assche d ,T.De Beer c ,J.P.Remon a ,C.Vervaet a ,?
a
Laboratory of Pharmaceutical Technology,Ghent University,Ghent,Belgium
b
Department of Pharmacy and Pharmaceutical Technology,Complutense University of Madrid,Madrid,Spain c
Laboratory of Pharmaceutical Process Analytical Technology,Ghent University,Ghent,Belgium d
Department of Pharmaceutical Development,Johnson &Johnson Pharmaceutical Research and Development,Janssen Pharmaceutica,Beerse,Belgium
a r t i c l e i n f o Article history:
Received 13February 2012
Accepted in revised form 21May 2012Available online 9June 2012Keywords:
Continuous wet granulation Twin screw granulation Process variables
Granule and tablet quality Experimental design
a b s t r a c t
The aim of the current study was to screen theophylline (125mg)tablets manufactured via twin screw granulation in order to improve process understanding and knowledge of process variables that deter-mine granule and tablet quality.A premix of theophylline anhydrate,a -lactose monohydrate and PVP (ratio:30/67.5/2.5,w/w)was granulated with demineralized water.Experiments were done using the high-shear wet granulation module (based on twin screw granulation)of the ConsiGma?-25unit (a con-tinuous tablet manufacturing system)for particle size enlargement.After drying,granules were com-pressed using a MODUL?P tablet press (compression force:10kN,tablet diameter:12mm).Using a D-optimal experimental design,the effect of several process variables (throughput (10–25kg/h),screw speed (600–950rpm),screw con?guration (number (2,4,6and 12)and angle (30°,60°and 90°)of knead-ing elements),barrel temperature (25–40°C)and method of binder addition (dry versus wet))on the granulation process (torque and temperature increase in barrel wall),granule (particle size distribution,friability and ?owability)and tablet (tensile strength,porosity,friability,disintegration time and disso-lution)quality was evaluated.The results showed that the quality of granules and tablets can be opti-mized by adjusting speci?c process variables (number of kneading elements,barrel temperature and binder addition method)during a granulation process using a continuous twin screw granulator.
ó2012Elsevier B.V.All rights reserved.
1.Introduction
In contrast to other industries (plastics,food,chemistry),the pharmaceutical industry has been reluctant to move from batch processing toward continuous processing for several reasons (e.g.,high pro?t margins,stringent regulatory constraints,limited material volume)[1–3].However,as many patents of drug mole-cules recently expired or expire in the near future and due to an increasing demand for solid dosage forms,it is expected that the importance of the concept of continuous production will increase over the coming years [4,5].
As wet granulation is the most popular method to improve material properties (?ow,homogeneity,compressibility)prior to tableting,it is obvious that a continuous wet granulation process is of high importance for a manufacturer of solid dosage forms.Several continuous wet granulation techniques were developed,which have been reviewed by Vervaet and Remon [1,4].Keleb et al.[6]described the use of a laboratory scale co-rotating twin screw extruder without a die block in order to avoid excessive material densi?cation inside the barrel.In this way,wet granules could be obtained in a continuous manner.Based on this research work [6–9],a twin screw granulator was implemented as the high-shear granulation unit in the commercially available industrial scale ConsiGma?-system (GEA Pharma Systems,Collette?,Wommelgem,Belgium).This system consists of three modules,as already described by Fonteyne et al.[10]and Chablani et al.[11]:a wet high-shear granulation module,a segmented dryer module and an evaluation module.
Wet granulation via twin screw granulation is an attractive technology for the continuous processing of pharmaceuticals.Twin screw granulators are very ?exible in terms of use,offering multi-ple variables (e.g.,screw design,the placement of auxiliary units like feeders and pumps)[12].Besides,Van Melkebeke et al.[13]successfully demonstrated the possibility to perform melt granula-tion using the same equipment.However,up-to-now,process knowledge (certainly toward speci?c pharmaceutical formula-tions)about this innovative manufacturing technique is almost
0939-6411/$-see front matter ó2012Elsevier B.V.All rights reserved.https://www.doczj.com/doc/d312872763.html,/10.1016/j.ejpb.2012.05.010
?Corresponding https://www.doczj.com/doc/d312872763.html,boratory of Pharmaceutical Technology,Ghent University,Harelbekestraat 72,9000Ghent,Belgium.Tel.:+3292648069;fax:+3292228236.
E-mail address:Chris.Vervaet@UGent.be (C.Vervaet).
non-existing within the pharmaceutical
process understanding,optimize granule process yield,knowledge about the
ables that determine granule quality is made a?rst attempt to modify the screw ing discharge elements with conveying pitch,the compression of the granules amount of lumps was generated.Shah[14] tion with only conveying and chopping order to improve the output and avoid wet mass as it exited the extruder.Van ported that implementing an extra kneading block improved the granulation oversized agglomerates.Djuric and
son and Sun[12]evaluated the impact of on continuous granulation with a twin
that granule and tablet properties could be ferent designs of screw elements.Dhenge in?uence of screw speed,powder feed rate on the granule properties.In this paper,
at a time for each experiment(COST alteration in these process variables had the residence time and the average torque process,yielding granules with different to-solid ratio was recognized as the most ing the granule quality.Djuric and
that for scale-up of continuous twin screw the material throughput could not be optimization of process variables was these results,Dhenge et al.[18]reported feed rate leads to changes in the size, strength and dissolution time of the
a full-factorial experimental design to describe the effect of granu-lation liquid composition,injection rate and screw speed on extru-der power consumption,granule and tablet properties.
In the current study,an experimental design approach was used to screen theophylline(125mg)tablets manufactured via twin screw granulation.Design of experiments was used to identify the critical process variables and to study their impact on the gran-ulation process,granule and tablet quality attributes.
2.Materials and methods
2.1.Materials
Theophylline anhydrate was purchased from Farma-Química Sur (Malaga,Spain).a-lactose monohydrate200M(Caldic,Hemiksem, Belgium)was used as?ller for granulation and polyvinylpyrroli-done(PVP)(Kollidonò30,BASF,Ludwigshafen,Germany)as binder. If PVP was added to the dry premix,distilled water was used as granulation liquid.Magnesium stearate(Fagron,Waregem, Belgium)was applied as lubricant during tableting.
2.2.Preparation of granules
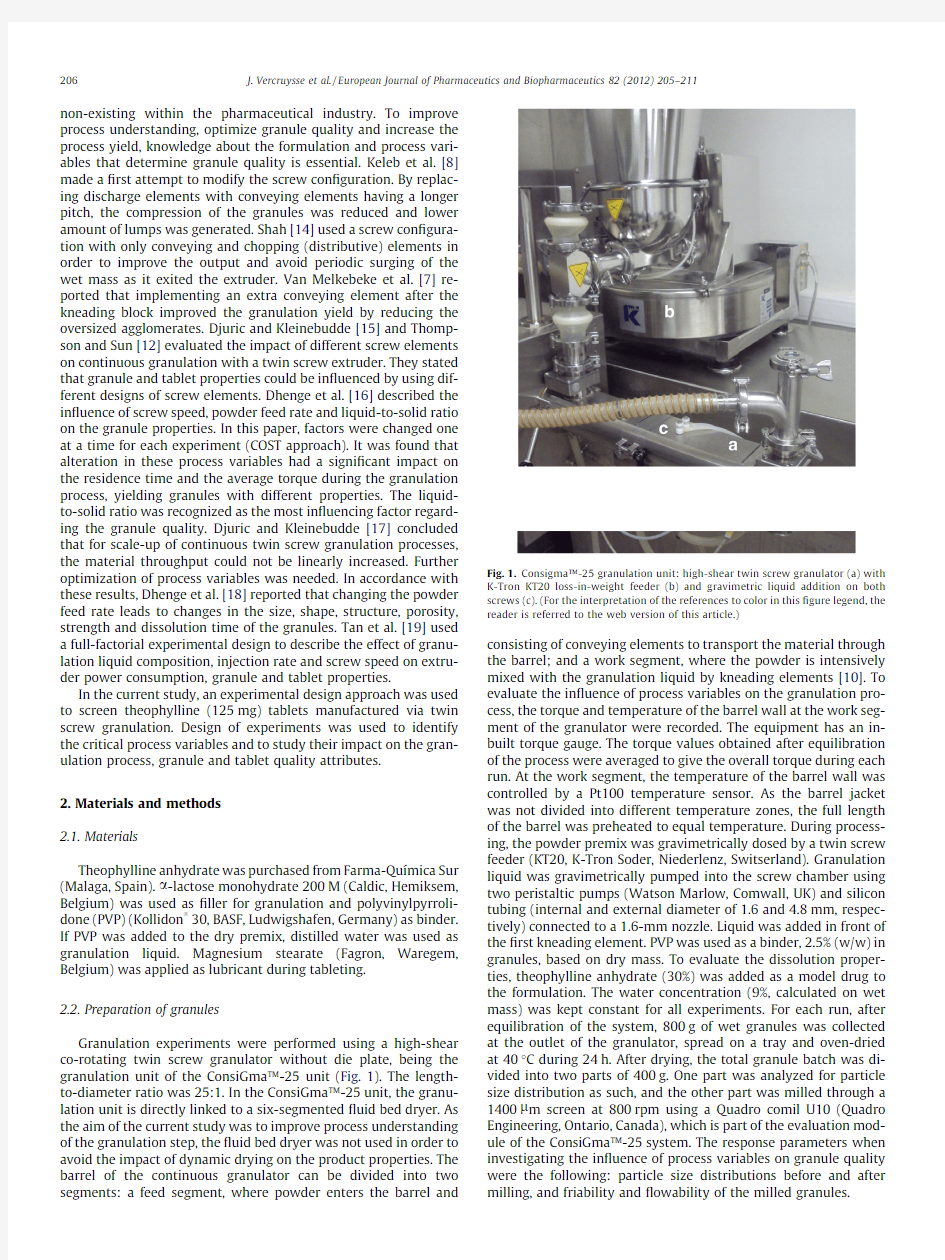
Granulation experiments were performed using a high-shear co-rotating twin screw granulator without die plate,being the granulation unit of the ConsiGma?-25unit(Fig.1).The length-to-diameter ratio was25:1.In the ConsiGma?-25unit,the granu-lation unit is directly linked to a six-segmented?uid bed dryer.As the aim of the current study was to improve process understanding of the granulation step,the?uid bed dryer was not used in order to avoid the impact of dynamic drying on the product properties.The barrel of the continuous granulator can be divided into two segments:a feed segment,where powder enters the barrel and consisting of conveying elements to transport the material through the barrel;and a work segment,where the powder is intensively mixed with the granulation liquid by kneading elements[10].To evaluate the in?uence of process variables on the granulation pro-cess,the torque and temperature of the barrel wall at the work seg-ment of the granulator were recorded.The equipment has an in-built torque gauge.The torque values obtained after equilibration of the process were averaged to give the overall torque during each run.At the work segment,the temperature of the barrel wall was controlled by a Pt100temperature sensor.As the barrel jacket was not divided into different temperature zones,the full length of the barrel was preheated to equal temperature.During process-ing,the powder premix was gravimetrically dosed by a twin screw feeder(KT20,K-Tron Soder,Niederlenz,Switserland).Granulation liquid was gravimetrically pumped into the screw chamber using two peristaltic pumps(Watson Marlow,Comwall,UK)and silicon tubing(internal and external diameter of1.6and4.8mm,respec-tively)connected to a1.6-mm nozzle.Liquid was added in front of the?rst kneading element.PVP was used as a binder,2.5%(w/w)in granules,based on dry mass.To evaluate the dissolution proper-ties,theophylline anhydrate(30%)was added as a model drug to the formulation.The water concentration(9%,calculated on wet mass)was kept constant for all experiments.For each run,after equilibration of the system,800g of wet granules was collected at the outlet of the granulator,spread on a tray and oven-dried at40°C during24h.After drying,the total granule batch was di-vided into two parts of400g.One part was analyzed for particle size distribution as such,and the other part was milled through a 1400l m screen at800rpm using a Quadro comil U10(Quadro Engineering,Ontario,Canada),which is part of the evaluation mod-ule of the ConsiGma?-25system.The response parameters when investigating the in?uence of process variables on granule quality were the following:particle size distributions before and after milling,and friability and?owability of the milled granules.
Consigma?-25granulation unit:high-shear twin screw granulator(a)
K-Tron KT20loss-in-weight feeder(b)and gravimetric liquid addition on screws(c).(For the interpretation of the references to color in this?gure legend, reader is referred to the web version of this article.)
206J.Vercruysse et
2.3.Preparation of tablets
Tablets were made using the milled granulation product.Before tableting,the granules were blended with0.5%(w/w)magnesium stearate in a tumbling mixer(W.A.Bachofen,Basel,Switserland). Tablets(417mg)were prepared using a MODUL?P tablet press (GEA Pharma Systems,Courtoy?,Halle,Belgium)equipped with a round concave(radius:24mm)Euro B punch of12mm diameter at a compression force of10kN per tablet.Tensile strength,poros-ity,friability,disintegration time and dissolution of the tablets were tested.
2.4.Design of experiments
Preliminary experiments were carried out to determine the experimental ranges for the DOE factors throughput,screw speed and barrel temperature at different number and angle of kneading elements.When12kneading elements were used,two kneading zones each consisting of6kneading elements had to be used (Fig.2).Both kneading zones were separated by a conveying ele-ment having the same length as one kneading zone.In this way, accumulation of material due to the retaining character of the kneading elements could be limited.An extra conveying element was implemented after the second kneading block in order to re-duce the amount of oversized agglomerates,as reported by Van Melkebeke et al.[7].Nevertheless,as the use of12kneading ele-ments at an angle of90°at different process settings resulted in excessive formation of lumps or even blockage of the system due to excessive friction,this combination of factor levels had to be ex-cluded from the design.For all experiments,the distance between liquid addition and?rst kneading element was kept constant.An 18-experiment D-optimal design was used to evaluate the in?u-ence of six process variables on the granulation process,granule and tablet properties:total throughput(10–25kg/h),screw speed (600–900rpm),screw con?guration(number(2,4,6and12)and angle(30°,60°and90°)of kneading elements),barrel temperature (25–40°C)and method of binder addition(dry versus wet)).D-optimal designs are used for screening and optimization instead of the classical factorial designs when the experimental space is irregular and/or when several(multilevel)qualitative factors are examined,as is the case for this study[20].Three replicates of the design center point were run.The different factor settings for each run are listed in Table1.The results were evaluated with MODDE9.0software(Umetrics,Ume?,Sweden).
2.5.Evaluation of granules
2.5.1.Particle size analysis
Sieve analysis was performed using a Retsch VE1000sieve sha-ker(Haan,Germany).Granules were placed on the shaker during 5min at an amplitude of2mm using a series of sieves(150,250, 500,710,1000,1400and2000l m).The amount of granules re-tained on each sieve was determined.All granule batches were measured in duplicate.The amount of?nes and oversized agglom-erates was de?ned as the fractions<150and>1400l m,respec-tively.After milling,the amount of coarse granules was de?ned as the fraction between710and1400l m.The yield of the granu-lation process was de?ned as the fraction between150and 1400l m.
2.5.2.Friability of granules
The granule friability was determined(n=3)using a friabilator (PTF E Pharma Test,Hainburg,Germany)at a speed of25rpm for 10min,by subjecting10g(I wt)of milled granules together with 200glass beads(mean diameter4mm)to falling shocks.Prior to determination,the granule fraction<250l m was removed to as-sure the same starting conditions.Afterward,the glass beads were removed and the weight retained on a250l m sieve(F wt)was determined.The friability was calculated as((I wtàF wt)/I wt)?100.
2.5.
3.Flowability
The bulk volume(V0)of30g milled granules was recorded in a 100ml measuring cylinder as well as the volume after1250taps (V1250)in a tapping machine(J.Englesman,Ludwigshafen, Germany)(n=3).Bulk and tapped densities were calculated as 30g/V0and30g/V1250,respectively.The compressibility index (C%)was calculated from the bulk and tapped density using the fol-lowing equation:
C%?feq fàq iT=q f g?100
where q i is the bulk density and q f is the tapped density.
2.6.Tablet evaluation
The hardness,thickness and diameter of tablets(n=10)were determined(Sotax HT10,Basel,Switserland)after a24-h storage period at21°C and30%RH.The tablet tensile strength T was cal-culated using the equation described by Fell and Newton[21]:
T?2F=p dt
where F,d and t denote the diametral crushing force,the tablet diameter and the tablet thickness,respectively.Tablet porosity was calculated(n=3)using tablet apparent density and the helium density of the former granules.
The tablet friability was determined(n=3)using a friabilator described in Eur.Ph.(PTF E Pharma Test,Hainburg,Germany),at a speed of25rpm for4min.The percentage weight loss was expressed as the tablet friability.
The disintegration time was determined(n=6)using the appa-ratus described in Eur.Ph.(PTZ-E Pharma Test,Hainburg,Ger-many).Tests were performed in distilled water at37±0.5°C using disks.
Dissolution tests were performed(n=3)in900ml demineral-ized water(pH=5)using the paddle method(VK7010,Vankel, Cary,NC,USA).The temperature of the dissolution medium was maintained at37±0.5°C,while the rotation speed was set at 50rpm.5ml samples were withdrawn at5,10,15,20,30,45 and60min after starting the dissolution.The drug content was determined at272nm using an UV-1650PC double-beam spectro-photometer(Shimadzu Benelux,Antwerp,Belgium).
3.Results and discussion
3.1.Evaluation of granulation process
Generally,conveying elements are used in a screw design to move material with minimal mechanical energy imparted,while kneading elements intensively mix solid and liquid components
b
a c
J.Vercruysse et al./European Journal of Pharmaceutics and Biopharmaceutics82(2012)205–211207
during continuous wet granulation.Kneading elements operate fully?lled with material and may be partially or fully dependent on pressure-driven?ow,as described by Thompson and Sun[12]. Because of their retaining character for the mass?ow through the barrel,increasing the number of kneading elements led to more friction inside the barrel and consequently higher torque val-ues(Fig.3).As the granulation process generates friction and heat, the temperature of the barrel wall at the work segment of the gran-ulator was monitored during each https://www.doczj.com/doc/d312872763.html,ing more kneading ele-ments caused a higher temperature increase at the barrel wall (0.0–21.5°C)(Table2)as a result of the higher amount of heat gen-erated by friction.If the level of barrel temperature was low(25°C) and a higher number of kneading elements were used,the contri-bution of the heat generated by friction to the temperature of the differences in extent of shear and compaction forces experienced by the material inside the barrel were observed.Changing the an-gle of kneading elements or the binder addition method had no sig-ni?cant effect on torque.As described above,the combination of12 kneading elements at an angle of90°was excluded from the design due to the formation of lumps or even blockage of the system.It seems that the angle of kneading elements only becomes an important factor when a higher amount of kneading elements is used.
During start-up of each run,the torque and temperature of the barrel wall increased until equilibrium was reached.This can be explained by the gradual layering of the barrel wall at the work segment with wet mass during this phase.The time needed for the torque and temperature of barrel wall to equilibrate gives a good indication of the time needed for the granulation process to reach steady-state conditions.It was found that when a higher number of kneading elements were used,the time to reach equilib-rium was higher(0–9min)(Table2).Using a feedback control sys-tem,material loss during start-up can be minimized.This system regulates the temperature of the barrel jacket during the granula-tion process in order to compensate for the temperature increase in the barrel wall due to friction.
3.2.In?uence of process variables on granule quality
Particle size distributions of granules before and after milling were determined.A signi?cant relationship between amount of ?nes and amount of oversized agglomerates and three process variables was detected:number of kneading elements,barrel tem-perature and binder addition method(Fig.4a and b).By increasing the number of kneading elements,the powder was more inten-sively mixed with the granulation liquid,yielding less?nes (0.9–20.2%<150l m)and more oversized agglomerates(19.5–82.3%>1400l m)(Table2).This was also described by Thompson and Sun[12]and Djuric and Kleinebudde[15].The same effects on particle size distribution were observed at a higher barrel temper-ature due to an increased solubility rate of the powder mixture in the granulation liquid.Because of the low residence time during twin screw granulation,the binder was more effective when it was already dissolved in the granulation liquid.Although changing the throughput led to different degrees of barrel?lling and torque values,no signi?cant impact on the particle size distribution was detected.No signi?cant effect for angle of kneading elements and screw speed on particle size distribution was found.According to
Table1
Overview of factor settings from the experimental design.
Run Throughput(kg/h)Screw speed(rpm)Kneading elements Barrel T(°C)Binder addition
Number Angle(°)
117.577546032.5Wet 22560029025Wet 32595023040Dry 410600123040Dry 525600123040Wet 62595023025Wet 725600126025Dry 825950123025Dry 92560029040Dry 101060023025Dry 111095029025Dry 122595069040Wet 1310950123025Wet 1417.577546032.5Wet 1517.577546032.5Wet 161095023040Wet 171060069040Wet 1810950126040Dry
Fig.3.Contour plot for torque as a function of throughput(kg/h)and number of
kneading elements.(For the interpretation of the references to color in this?gure
legend,the reader is referred to the web version of this article.)
208J.Vercruysse et al./European Journal of Pharmaceutics and Biopharmaceutics82(2012)205–211
Table2
Characterization of granulation process and granules from the experimental design.
Run Process Unmilled granules Milled granules
Torque (Nm)Barrel T
increase(°C)
Time to steady
state(sec)
<150l m
(%)
150–
1400l m
(%)
>1400l m
(%)
<150l m
(%)
710–
1400l m
(%)
150–
1400l m
(%)
Friability
(%)
Compressibility
(%)
1 1.50.0250 6.651.142.229.318.570.78±08±1
2 2.20.010020.248.830.945.013.055.010±110±1
3 2.10.02510.855.833.335.215.064.87±012±1
4 4.010.0350 1.341.357.515.730.984.33±010±3
57.310.33350.933.765.415.333.284.73±08±1
6 2.40.416511.347.141.533.920.166.19±17±1
7 5.612.528511.260.028.829.319.170.72±08±0
8 6.621.5535 1.843.654.617.928.182.19±19±1
9 1.90.03516.551.432.136.616.863.411±19±1
10 1.30.36014.657.727.734.118.265.99±010±0
110.90.14519.061.519.537.615.662.49±09±1
12 4.9 6.2250 1.016.782.318.228.681.81±09±0
13 4.520.2335 2.446.251.419.528.180.54±07±1
14 1.70.12158.751.839.531.117.668.97±110±1
15 1.40.027511.054.434.633.317.066.77±09±1
16 1.30.02007.653.938.527.420.072.65±010±1
17 4.4 6.0300 1.652.446.117.227.782.83±07±2
18 2.88.5385 2.453.444.217.926.782.13±09±0
J.Vercruysse et al./European Journal of Pharmaceutics and Biopharmaceutics82(2012)205–211209
elements signi?cantly affected granule bulk and tapped density.Increasing the number of kneading elements resulted in higher bulk and tapped densities.When a higher number of kneading ele-ments were used,more irregular-shaped coarse granules were formed,in agreement with Thompson and Sun [12],leading to a better packing of the granules when poured into the cylinder.The compressibility index was used to describe the ?owability of the https://www.doczj.com/doc/d312872763.html,pressibility indices marginally differed from each other and did not exceed 15%,indicating a good ?owability of the granules [22].No signi?cant relationships between the ?ow prop-erties and any of the process variables were detected.
3.3.In?uence of process variables on tablet quality
Tablets were made from the milled fraction of the granules.No extragranular disintegrant was added to the formulation in order to avoid the loss of signi?cant relationships between process variables and tablet properties.In accordance with Djuric and Kleinebudde [15],shortening of the kneading section during twin screw granulation yielded granules with a lower https://www.doczj.com/doc/d312872763.html,pres-sion of these granules resulted in tablets with a higher tensile strength (1.24–1.78MPa)(Table 3)due to the lower resistance toward deformation during compression.
For all tablets,the friability was low (0.17–0.30%).However,barrel temperature had statistically signi?cant impact on the tablet friability.A higher barrel temperature during granulation resulted in tablets with a lower friability.Regarding the porosity of the tab-lets (19.1–24.8%),no signi?cant process variables were detected.The use of more kneading elements during granulation created granules with a higher density [15].Because of the increased density,the percolation of liquids inside these granules is ham-pered,resulting in tablets with a higher disintegration time (470–1256s).Besides,elongation of the kneading zone during granulation decreased the amount of ?nes,which are important for disintegration.
Next to the disintegration time,it was investigated whether process variables could signi?cantly in?uence the drug release pro-?le,as this is the most important characteristic for tablets.As the aim of this study was to compare drug release pro?les of tablets made from granules produced with different process settings,no disintegrant was added to the formulation.Again,the number of kneading elements showed a signi?cant impact on the dissolution results (Fig.8).Similar to the disintegration results,tablets made from denser granules (i.e.,higher number of kneading elements)showed a slower drug release pro?le (69.8–86.6%released after 45min).These results were in agreement with the
conclusions
Fig. 6.Surface plot for friability of milled granules as a function of barrel temperature (°C)and number of kneading elements.(For the interpretation of the references to color in this ?gure legend,the reader is referred to the web version of this article.)
Table 3
Characterization of tablets from the experimental design.Run
Tensile strength (MPa)Porosity (%)Friability (%)Disintegration time (s)%release after 45min 1 1.78±0.0419.0±2.10.25772±8073.8±3.12 1.48±0.0615.2±1.90.30730±6676.8±4.33 1.57±0.0917.9±0.50.26828±2573.7±5.64 1.32±0.0516.0±1.90.24927±4972.2±2.15 1.36±0.0519.4±1.00.23649±4571.1±2.26 1.43±0.0619.0±0.80.26605±7573.9±1.97 1.45±0.0416.1±1.10.27774±4474.0±2.08 1.24±0.0616.9±1.10.23766±5777.8±5.59 1.52±0.0617.2±1.20.22834±5973.4±4.810 1.52±0.0815.7±1.00.27470±5082.1±6.011 1.61±0.0618.8±0.20.26529±5977.4±1.412 1.54±0.0717.5±0.30.19825±10871.9±4.413 1.27±0.0816.6±0.60.23938±7870.9±3.514 1.52±0.0420.1±0.70.21536±4381.7±1.715 1.51±0.0519.6±0.90.19557±3776.5±1.316 1.63±0.0719.9±1.10.21485±6286.6±3.417 1.35±0.0917.9±0.90.19765±6173.1±6.018
1.44±0.08
18.4±0.4
0.17
1256±49
69.8±
3.7
g /m l
and Biopharmaceutics 82(2012)205–211
made by Dhenge et al.[18].In this paper,it was noticed that at in-creased powder feed rate,denser granules were produced that took longer time to release the salt embedded in them.
4.Conclusions
This study was designed to screen theophylline(125mg)tab-lets manufactured via twin screw https://www.doczj.com/doc/d312872763.html,ing a D-optimal experimental design,the effect of several process variables on the granulation process,granule and tablet quality was evaluated. No signi?cant relationships for angle of kneading elements and screw speed were found.Increased throughput and number of kneading elements resulted in higher torque values during granu-lation.More friction due to elongation of the kneading zone re-sulted in a higher temperature increase in the barrel wall.A higher number of kneading elements and barrel temperature re-sulted in less?nes,more oversized agglomerates and less friable granules.As barrel temperature had an important effect on the granule properties,this parameter should be carefully controlled, especially when using good water-soluble components,for exam-ple lactose.Because of the short residence time during twin screw granulation,the binder was more effective when it was already dissolved in the granulation liquid.The tensile strength,disintegra-tion time and dissolution pro?le of tablets depended on the num-ber of kneading elements.Increasing the number of kneading elements yielded denser granules that were less deformable during compression.Percolation of liquids inside these granules is ham-pered,resulting in tablets with a longer disintegration time and a slower drug release.The results showed that the quality of gran-ules and tablets can be optimized by adjusting speci?c process variables(number of kneading elements,barrel temperature and binder addition method)during a granulation process using a con-tinuous twin screw granulator.
References
[1]C.Vervaet,J.P.Remon,Continuous granulation,in: D.M.Parikh(Ed.),
Handbook of Pharmaceutical Granulation Technology,Informa Healthcare, New York,2009,pp.308–322.
[2]H.Leuenberger,New trends in the production of pharmaceutical granules:
batch versus continuous processing,European Journal of Pharmaceutics and Biopharmaceutics52(2001)289–296.
[3]FDA-Administration,Guidance for Industry–PAT–A Framework for
Innovative Pharmaceutical Development,Manufacturing,and Quality Assurance,2004.
[4]C.Vervaet,J.P.Remon,Continuous granulation in the pharmaceutical industry,
Chemical Engineering Science60(2005)3949–3957.
[5]M.Lodaya,M.Mollan,I.Ghebre-Sellassie,Twin-screw wet granulation,in:I.
Ghebre-Sellassie, C.Martin(Eds.),Pharmaceutical Extrusion Technology, Informa Healthcare,New York,2003,pp.323–343.
[6]E.I.Keleb,A.Vermeire,C.Vervaet,J.P.Remon,Continuous twin screw extrusion
for the wet granulation of lactose,International Journal of Pharmaceutics239 (2002)69–80.
[7]B.Van Melkebeke, C.Vervaet,J.P.Remon,Validation of a continuous
granulation process using a twin-screw extruder,International Journal of Pharmaceutics356(2008)224–230.
[8]E.I.Keleb,A.Vermeire,C.Vervaet,J.P.Remon,Twin screw granulation as a
simple and ef?cient tool for continuous wet granulation,International Journal of Pharmaceutics273(2004)183–194.
[9]D.Djuric, B.Van Melkebeke,P.Kleinebudde,J.P.Remon, C.Vervaet,
Comparison of two twin-screw extruders for continuous granulation, European Journal of Pharmaceutics and Biopharmaceutics71(2009)155–160.
[10]M.Fonteyne,J.Vercruysse,D.C.Díaz,D.Gildemyn,C.Vervaet,J.P.Remon,T.D.
Beer,Real-time assessment of critical quality attributes of a continuous granulation process,Pharmaceutical Development and Technology(2011). [11]L.Chablani,M.K.Taylor,A.Mehrotra,P.Rameas,W.C.Stagner,Inline real-time
near-infrared granule moisture measurements of a continuous granulation–drying–milling process,AAPS PharmSciTech12(2011)1050–1055.
[12]M.R.Thompson,J.Sun,Wet granulation in a twin-screw extruder:implications
of screw design,Journal of Pharmaceutical Sciences99(2010)2090–2103.
[13]B.Van Melkebeke,B.Vermeulen,C.Vervaet,J.P.Remon,Melt granulation using
a twin-screw extruder:a case study,International Journal of Pharmaceutics
326(2006)89–93.
[14]U.Shah,Use of a modi?ed twin-screw extruder to develop a high-strength
tablet dosage form,Pharmaceutical Technology6(2005)52–66.
[15]D.Djuric,P.Kleinebudde,Impact of screw elements on continuous granulation
with a twin-screw extruder,Journal of Pharmaceutical Sciences97(2008) 4934–4942.
[16]R.M.Dhenge,R.S.Fyles,J.J.Cartwright,D.G.Doughty,M.J.Hounslow,A.D.
Salman,Twin screw wet granulation:Granule properties,Chemical Engineering Journal164(2010)322–329.
[17]D.Djuric,P.Kleinebudde,Continuous granulation with a twin-screw extruder:
Impact of material throughput,Pharmaceutical Development and Technology 15(2010)518–525.
[18]R.M.Dhenge,J.J.Cartwright,D.G.Doughty,M.J.Hounslow,A.D.Salman,Twin
screw wet granulation:effect of powder feed rate,Advanced Powder Technology22(2011)162–166.
[19]L.Tan, A.J.Carella,Y.K.Ren,J.B.Lo,Process optimization for continuous
extrusion wet granulation,Pharmaceutical Development and Technology16 (2011)302–315.
[20]L.Eriksson,E.Johansson,N.Kettaneh-Wold,C.Wikstr?m,S.Wold,Design of
Experiments–Principles and Applications,MKS Umetrics AB,Ume?,2008. [21]J.T.Fell,J.M.Newton,Determination of tablet strength by diametral-
compression test,Journal of Pharmaceutical Sciences59(1970)688–691. [22]A.M.Railkar,J.B.Schwartz,Evaluation and comparison of a moist granulation
technique to conventional methods,Drug Development and Industrial Pharmacy26(2000)885–889.
J.Vercruysse et al./European Journal of Pharmaceutics and Biopharmaceutics82(2012)205–211211
* 标示牌 、分类及使用范围 安全标志分为警告标志、指令标志、提示标志、禁止标志和其他标志五大类型。见表1。
* 表1安全标示牌分类及使用范围 退运设备标志:运行场所中已退出运行而未及 拆除的设备。 安全距离标志:适用于对正常活动范围内工作 人员与带电设备需要保持安全距离的场所。 警示色标志:适用于公路旁有可能被车辆碰撞 的杆塔。 类型 使用范围 基本形式 图例 警告 标志 用于可能发生危险的环境。如: “止步高压危 险”、“当心触电”、“当心坑洞”、“当心滑跌” 禁止 标志 用于禁止人员不安全行为。如“禁止攀登 高压 危 险”、“禁止合闸 有人工作”、“禁止跨越”、 “未经许可 不得入内”等。 提示 标志 用于向人员提供某种信息,如标明安全设施或 场所。如“在此工作”、“从此上下” 用于强制人员必须做出某种动作或采取防范措 指令 一 施。如“必须戴安全帽”、必须系安全带“、必 标志 须戴防护手套”等。 其他 标志 限速标志:在变电站场所内限制交通运输车辆 的速度。 限高标志:在车辆行驶高度受限的地方。 退运 曇导向标志:电缆线路隧道内指示岀口的方向。
* 二、技术要求 1、安全标示牌应有衬边。除警告标示牌边框用黄色勾边外,其余全部用白色将边框勾一窄边,即为安全 退运设备标志的衬边,衬边宽度为标志边长或直径的0.025倍。印 刷技术选用:丝网印刷技术、打印机打印。 2、材质要求: 标志一般选用不锈钢板、铝合金板、塑料等耐久性材料,亦可选用 透明材料和 0.8mm以上厚的铝板, 覆白底反光膜,或聚乙烯反光胶带。。 有触电危险的作业场所应使用绝缘材料。 对防火有要求的采用不燃材料,否则应在其外面加设玻璃或其他不燃透明材料制成的保护罩。 特殊场合使用的标示材料应符合有关规定。 3、颜色要求 安全标示牌所用的颜色应符合表2标准色的要求。 表2 标准色 类型标准色要求图例字体颜色
螺纹联结与螺旋传动 一、单项选择题(从给出的A、B、C、D中选一个答案) 1 当螺纹公称直径、牙型角、螺纹线数相同时,细牙螺纹的自锁性能比粗牙螺纹的自锁性能。 A. 好 B. 差 C. 相同 D. 不一定 2 用于连接的螺纹牙型为三角形,这是因为三角形螺纹。 A. 牙根强度高,自锁性能好 B. 传动效率高 C. 防振性能好 D. 自锁性能差 3 若螺纹的直径和螺旋副的摩擦系数一定,则拧紧螺母时的效率取决于螺纹的。 A. 螺距和牙型角 B. 升角和头数 C. 导程和牙形斜角 D. 螺距和升角 4 对于连接用螺纹,主要要求连接可靠,自锁性能好,故常选用。 A. 升角小,单线三角形螺纹 B. 升角大,双线三角形螺纹 C. 升角小,单线梯形螺纹 D. 升角大,双线矩形螺纹 5 用于薄壁零件连接的螺纹,应采用。 A. 三角形细牙螺纹 B. 梯形螺纹 C. 锯齿形螺纹 D. 多线的三角形粗牙螺纹 6 当铰制孔用螺栓组连接承受横向载荷或旋转力矩时,该螺栓组中的螺栓。 A. 必受剪切力作用 B. 必受拉力作用 C. 同时受到剪切与拉伸 D. 既可能受剪切,也可能受挤压作用 7 计算紧螺栓连接的拉伸强度时,考虑到拉伸与扭转的复合作用,应将拉伸载荷增加到原来的 倍。 A. B. C. D. 8 采用普通螺栓连接的凸缘联轴器,在传递转矩时,。 A. 螺栓的横截面受剪切 B. 螺栓与螺栓孔配合面受挤压 C. 螺栓同时受剪切与挤压 D. 螺栓受拉伸与扭转作用 9 在下列四种具有相同公称直径和螺距,并采用相同配对材料的传动螺旋副中,传动效率最高的是。 A. 单线矩形螺旋副 B. 单线梯形螺旋副 C. 双线矩形螺旋副 D. 双线梯形螺旋副 10 在螺栓连接中,有时在一个螺栓上采用双螺母,其目的是。 A. 提高强度 B. 提高刚度 C. 防松 D. 减小每圈螺纹牙上的受力
第一节一般要求 1. 工程说明 1.1 工程概况 1.1.1 本工程基本情况如下: 。 1.1.2 本工程施工场地(现场)具体地理位置如下: 。 1.2 现场条件和周围环境 1.2.1 本工程施工场地(现场)已经具备施工条件。施工场地(现场)临时水源接口位置、临时电源接口位置、临时排污口位置、建筑红线位置、道路交通和出入口、以及施工场地(现场)和周围环境等情况见本章附件A:施工场地(现场)现状平面图。 1.2.2 施工场地(现场)临时供水管径。 施工场地(现场)临时排污管径。 施工场地(现场)临时雨水管径。 施工现场临时供电容量(变压器输出功率)。 1.2.3 现场条件和周围环境的其他资料和信息数据如下: 。 1.2.4 承包人被认为已在本工程投标阶段踏勘现场时充分了解本工程现场条件和周围环境,并已在其投标时就此给予了充分的考虑。 1.3 地质及水文资料 1.3.1 现场地质及水文资料和信息数据如下: 。 1.4 资料和信息的使用 1.4.1 合同文件中载明的涉及本工程现场条件、周围环境、地质及水文等情况的资料和信
息数据,是发包人现有的和客观的,发包人保证有关资料和信息数据的真实、准确。但承包人据此作出的推论、判断和决策,由承包人自行负责。 2.承包范围 2.1 承包范围(如分标段,须按标段分别描述,并明确界面责任分工) 2.1.1 承包人自行施工范围 本工程承包人自行施工的工程范围如下: 。 各标段界面责任分工如下: 。 2.1.2 承包范围内的暂估价项目 2.1.2.1 承包范围内以暂估价形式实施的专业工程见第五章“工程量清单”表 4.10-3“专业工程暂估价表”。 2.1.2.2 承包范围内以暂估价形式实施的材料和工程设备见第五章“工程量清单”表4.10-2“材料和工程设备暂估价表”。 2.1.2.3 上述暂估价项目与本节第2.1.1项承包人自行施工范围的工作界面划分如下: 。 2.1.3 承包范围内的暂列金额项目 2.1. 3.1 承包范围内以暂列金额(包括计日工)方式实施的项目见第五章“工程量清单”表 4.10-1“暂列金额明细表”(不包括计日工)和表 4.10-4“计日工表”,其中计日工金额为承包人在其投标报价中按表 4.10-4“计日工表”所列计日工子目、数量和相应规定填报的金额。 2.1. 3.2 暂列金额明细表中每笔暂列金额所对应的子目,包括计日工,均只是可能发生的子目。承包人应当充分认识到,合同履行过程中所列暂列金额可能不发生,也可能部分发生。即便发生,监理人按照合同约定发出的使用暂列金额的指示也不限于只能用于表中所列子目。 2.1. 3.3 暂列金额是否实际发生、其再分和合并等均不应成为承包人要求任何追加费用和
项目名称:XX市轨道交通XX线AFC系统 文档编号:xxx XX轨道交通XX线 XXX技术规格书 方正国际软件(北京)有限公司 XX年X月
北京市轨道交通亦庄线xxx 技术规格说明书 第1页 ? 2009, Copyright by FOUNDER Group 文档编号:xxx 序号 版本 时间 修订说明 修改人 1 (手动填写) 00.00.00.00 YYYY/MM/DD NNN 2 3 4 5
XX 市轨道交通XX 线xxx 技术规格说明书 第2页 ? 2009,Copyright by FOUNDER Group 文档编号:xxx 目 录 图 表 表 格
第3页 ? 2009, Copyright by FOUNDER Group 文档编号:xxx (从此处开始正文) 样式说明 (除“样式与格式”中所列格式外,其它格式一律不得使用,方案完成过程中首先消除原文档中不符合要求的格式!) 1 标题1 只用“正文首行缩进” 1.1 标题2 1. 列表编号2 1). 列表编号3 a. 列表编号4 b. 列表编号4 2). 列表编号3 2. 列表编号2 1.1.1 标题3 列表1 (此 可在各列表编号下使用,但不能作为列表编号) 列表2 列表3
第 4页 ? 2009,Copyright by FOUNDER Group 文档编号:xxx 1.1.1.1 标题4 图表 1 图形居中请选择“图形居中”的样式(编号1的后面加一空格) 1.1.1.1.1 标题5 序号 内容 1 (手动填写,没必要时可以不填) 2 3 4 5 1.1.1.1.1.1 标题6 1. 列表编号2 2. 列表编号2 2 标题1 此段为新增内容,除正常刷格式,再选择该段内容,刷“新增内容”的样式。可在确认后,直接删除样式“新增内容”即可,对原样式和结果没有影响。 请从下页开始插入正文内容。
技术规格书 一、说明 1、除采购文件明确的品牌外,欢迎其他能满足本项目技术需求且性能与所明确品牌相当的产品参加,同时填写技术规格偏离表。 2、其中打“▲”的条款为实质性条款。 3、招标范围:设备的技术规格和要求表中的所有设备供应、安装、调试、验收、技术培训、售后服务。 4、本项目所有设备必须一起投,否则将视作未响应招标文件实质性要求,从而导致该投标人投标无效。 5、设备交货及安装调试完毕时间:合同签订后30 日历天。 6、除技术规格书中标明允许进口产品外,其他均不允许进口产品参加,进口产品的认定按财办库〔2008〕248号文件及相关文件规定。 二.设备的技术规格和要求表 数据采集仪要达到的主要功能如下: 1)实时数据采集功能系统可采集模拟量和开关量形式的各类参数。 2)历史数据存储功能采集到数据,以设定的时间间隔存储,时间间 隔可根据需要任意设定。数据保存的时间≥6个月。 3)数据通讯功能通过有线/无线形式与环境监控中心进行数据通讯。 4)具有报警功能当获取的数据超过设定的报警值时,主动向环境监
控中心传输相关的报警信息。 5)实时数据、历史数据的通过曲线或数据列表的形式显示。根据需要 可进行图表的打印。 6)各种监测参数的量程、报警值、相关换算系数及其他设置内容(如 下位机的系列号,用于通讯的相关设置等)。 7)反向控制在现场仪器仪表提供相应功能和协议的条件下,可实现对 仪器仪表的反向控制,如自动清洗,量程校正、分瓶采样、视频控 制等。 8)数采仪要求视频接入模块(支持电信“全球眼”视频叠加技术)。 9)企业端2路视频数据可保留一周以上,支持智能存储/删除。 10)支持浙江省污染源在线监控系统使用。 11)提供多种通讯接口(4-20Ma、RS232、RS485等)。 12)支持间歇性排放标准的企业的监控控制,实现通过流量来控制仪器 的做样。 13)数采仪要求视频接入模块。 (二)PH分析仪 pH测量范围0.00 to 14.00 pH 分辨率0.01 pH 准确度± 0.01 pH 温度测量范围- 9.9 to + 125.0 °C 分辨率0.1 °C 相对准确度± 0.5 °C 传感器Pt 100 /Pt 1000 (连线端子选择) 温度补偿方式自动/ 手动 (参照 25.0 °C) 设定点和控制器功能 功能(可转换的) 设定点控制器 控制器特性极限控制器 加速 /减慢继电器0 to 2000 秒. pH 迟滞宽度0.1 to 1 pH 工作电压最大 250 VAC 工作电流最大. 3A 功耗最大 600 VA 电参数和连接 电源110 / 220 VAC (短路子选择) 频率48 to 62 Hz 输出信号 4 to 20 mA, 电隔离
第五章 螺纹联接及螺旋传动 一、选择题 5-1 在常用的螺旋传动中,传动效率最高的螺纹是__________。 (1)三角形螺纹 (2)梯形螺纹 (3)锯齿形螺纹 (4)矩形螺纹 5-2 在常用的螺纹联接中,自锁性能最好的螺纹是__________。 (1)三角形螺纹 (2)梯形螺纹 (3)锯齿形螺纹 (4)矩形螺纹 5-3 当两个被联接件不太厚时,宜采用__________。 (1)双头螺柱联接 (2)螺栓联接 (3)螺钉联接 (4)紧定螺钉联接 5-4 当两个被联接件之一太厚,不宜制成通孔,且需要经常拆装时,往往采用__________。 (1)螺栓联接 (2)螺钉联接 (3)双头螺柱联接 (4)紧定螺钉联接 ? 5-5 当两个被联接件之一太厚,不宜制成通孔,且联接不需要经常拆装时,往往采用__________。 (1)螺栓联接 (2)螺钉联接 (3)双头螺柱联接 (4)紧定螺钉联接 5-6 普通螺纹的牙型角α为60o ,当摩擦系数μ=时,则该螺纹副的当量摩擦系数μv =__________。 (1) (2) (3) (4) 5-7 在拧紧螺栓联接时,控制拧紧力矩有很大方法,例如__________。 (1)增加拧紧力 (2)增加扳手力臂 (3)使用测力矩扳手或定力矩扳手 5-8 螺纹联接防松的根本问题在于__________。 (1)增加螺纹联接的轴向力 (2)增加螺纹联接的横向力 (3)防止螺纹副的相对转动 (4)增加螺纹联接的刚度 5-9 螺纹联接预紧的目的之一是__________。 # (1)增强联接的可靠性和紧密性 (2)增加被联接件的刚性(3)减小螺栓的刚性 5-10 承受预紧力F ′的紧螺栓联接在受工作拉力F 时,剩余预紧力为 F ″,其螺栓所受的总拉力F 0为__________。 (1)'+=F F F 0 (2)"+=F F F 0 (3)"'=F F F +0 (4)F C C C F F m b b ++ =0 5-11 承受预紧力和轴向变载荷的紧螺栓联接,当其螺栓的总拉力F 0的最大值和被联接件的刚度C m 不变时,螺栓的刚度C b 愈小,则__________。 (1)螺栓中总拉力的变化幅度愈大 (2)螺栓中总拉力的变化幅度愈小 (3)螺栓中总拉力的变化幅度不变 (4)螺栓中的疲劳强度降低 5-12 承受预紧力和轴向变载荷的紧螺栓联接,当其螺栓的总拉力F 0的最大值和螺栓的刚度C b 不变时,被联接件的刚度C m 愈小,则__________。
例13-1 如图所示,用8个M24(d 1=20.752 mm )的普通螺栓联接的钢制液压油缸,螺栓材料的许用应力][σ=80 MPa ,液压油缸的直径D =200 mm ,为保证紧密性要求,剩余预紧力为P Q '=1.6F ,试求油缸内许用的的最大压强P max 。 1.先根据强度条件求出单个螺栓的许用拉力Q ; 2.在求许用工作载荷F 。 解:根据: ][ ≤4 3.1= 2 1σπ σd Q ca , 解得: Q ≤][ 3.1×4 2 1σπd =80×3 .1×4752.20 2π =20814 N 依题意: F F F F Q Q P 6.26.1=+=+'= 由: 2.6F = 20814,解得:F = 8005 N 汽缸许用载荷: F Σ = z F = 8F = 64043 N 根据: 6404342 max ==∑D p F π 解得: 04.220064043 442 2 max =??= = ∑ ππD F p MPa 例13-5 如例13-5图1所示螺栓联接,4个普通螺栓成矩形分布,已知螺栓所受载荷R = 4000 N ,L =300mm ,r =100mm ,接合面数m =1,接合面间的摩擦系数为f = 0.15,可靠性系数K f = 1.2,螺栓的许用应力为][σ=240MPa ,试求:所需螺栓的直径(d 1)。 解:(1) 将R 简化到螺栓组形心,成为一个横向载荷R 和一个转矩T ,如例13-5图2所示,其中: 510123004000?=?==RL T Nmm (2) 求每个螺栓联接承受的分力 R 的分力:F SR = R/z = 4000/4 =1000 N T 的分力:3000100410125 =??===∑zr T r T F i ST N (3求F S max ?++=45cos 22 2max ST SR ST SR S F F F F F = ???++45cos 3000100023000100022= 3774 N (4) 据不滑移条件:Q P f m ≥K f F S max 所需预紧力Q P : fm F K Q S f P max ==1 15.037742.1??= 30192 N (5) 根据强度条件:2 14 3.1d Q P ca π σ= ≤][σ 例13-5图2
技术规格及要求 第一节说明 1.总体要求 1.1交货期及交货地点 *1.1.1交货期:合同生效后30个日历日完成整个项目的交货、安装及调试。 1.1.2交货地点:采购人指定地点。 2.其他说明: 2.1本技术规格及要求提供的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文,投标人应当保证提供符合本技术规格及要求和有关标准的优质产品。
第二节技术规格及要求 一、采购用途:自用 二、采购需求: (一)生物刺激反馈仪(评估+治疗) 一、技术参数及软件要求: (一)硬件参数: #1.通道≥4个,包括EMG/STIM/EMG-STIM通道,各通道相互独立。 #2.AD采样率:≥8100Hz。 3.采样位数:≥16位。 4.通频带:25Hz~480Hz(-3dB)。 5.最高分辨率:≤0.2μV(r.m.s)。 6.刺激电流强度可调范围:0~100mA。 #7.电刺激脉冲宽度可调范围:20~800μs。 8.电刺激脉冲频率:2~220Hz。 9.内置云模块,与其他筛查评估设备以及治疗设备无线共享诊疗数据。 10.一键式开、关机,开机后直接进入软件操作界面。 (二)软件参数: 1.内置筛查及评估双模式。 1.1.筛查模式用于短时间内筛查出盆底肌异常者,快速筛查耗时≤1分钟,标准筛查耗时≤2分半钟。筛查指标包括:前静息平均值、前静息变异性、快速收缩上升时间、快速收缩最大值、快速收缩下降时间、持续收缩平均值、持续收缩变异性、后静息平均值、后静息变异性。 #1.2.盆底表面肌电评估(Glazer评估),用于标准化全面的盆底肌评估,耗时≤6分钟。评估指标包括:前静息平均值,前静息变异性,快速收缩上升时间,快速收缩最大值,快速收缩下降时间,持续收缩平均值,持续收缩变异性,耐久收缩平均值、耐久收缩变异性、耐久收缩后前10秒比值、后静息平均值,后静息变异性。 2.评估报告包括评估指标数值、肌电图、报告简要解读说明和治疗建议。
第五章 螺纹联接及螺旋传动 一、选择题 5-1 在常用的螺旋传动中,传动效率最高的螺纹是__________。 (1)三角形螺纹 (2)梯形螺纹 (3)锯齿形螺纹 (4)矩形螺纹 5-2 在常用的螺纹联接中,自锁性能最好的螺纹是__________。 (1)三角形螺纹 (2)梯形螺纹 (3)锯齿形螺纹 (4)矩形螺纹 5-3 当两个被联接件不太厚时,宜采用__________。 (1)双头螺柱联接 (2)螺栓联接 (3)螺钉联接 (4)紧定螺钉联接 5-4 当两个被联接件之一太厚,不宜制成通孔,且需要经常拆装时,往往采用__________。 (1)螺栓联接 (2)螺钉联接 (3)双头螺柱联接 (4)紧定螺钉联接 5-5 当两个被联接件之一太厚,不宜制成通孔,且联接不需要经常拆装时,往往采用__________。 (1)螺栓联接 (2)螺钉联接 (3)双头螺柱联接 (4)紧定螺钉联接 5-6 普通螺纹的牙型角α为60o ,当摩擦系数μ=0.10时,则该螺纹副的当量摩擦系数μv =__________。 (1)0.105 (2)0.115 (3)0.1115 (4)0.104 5-7 在拧紧螺栓联接时,控制拧紧力矩有很大方法,例如__________。 (1)增加拧紧力 (2)增加扳手力臂 (3)使用测力矩扳手或定力矩扳手 5-8 螺纹联接防松的根本问题在于__________。 (1)增加螺纹联接的轴向力 (2)增加螺纹联接的横向力 (3)防止螺纹副的相对转动 (4)增加螺纹联接的刚度 5-9 螺纹联接预紧的目的之一是__________。 (1)增强联接的可靠性和紧密性 (2)增加被联接件的刚性(3)减小螺栓的刚性 5-10 承受预紧力F ′的紧螺栓联接在受工作拉力F 时,剩余预紧力为 F ″,其螺栓所受的总拉力F 0为__________。 (1)'+=F F F 0 (2)"+=F F F 0 (3)"'=F F F +0 (4)F C C C F F m b b ++ =0 5-11 承受预紧力和轴向变载荷的紧螺栓联接,当其螺栓的总拉力F 0的最大值和被联接件的刚度C m 不变时,螺栓的刚度C b 愈小,则__________。 (1)螺栓中总拉力的变化幅度愈大 (2)螺栓中总拉力的变化幅度愈小 (3)螺栓中总拉力的变化幅度不变 (4)螺栓中的疲劳强度降低 5-12 承受预紧力和轴向变载荷的紧螺栓联接,当其螺栓的总拉力F 0的最大值和螺栓的刚度C b 不变时,被联接件的刚度C m 愈小,则__________。 (1)螺栓中总拉力的变化幅度愈大 (2)螺栓中总拉力的变化幅度愈小 (3)螺栓中总拉力的变化幅度不变 (4)螺栓疲劳强度愈高
目录 1. 低压分配电箱、柜 (2) 2. 电力电缆及电线 (5) 3. 金属桥架及线槽 (7) 4. 线路配件及其它电气设备电 (9)
1.低压分配电箱、柜 1.1.低压分配电箱、柜生产制造总体说明 (一)包括配电柜的设计、制造、运输、安装、通电测试直至设备安全投入使用。 (二)配电柜内的所有元件、配件、布线、材料和工艺应适用于规定的使用操作条件及相关国家标 准和规范。 1.2.设计、制造、安装标准及依据 GB7251-1997《低压成套开关设备和控制设备》 GB14048-2001《低压开关设备和控制设备》 GB50171-1992《电气装置安装工程盘、柜及二次回路结线施工及验收规范》 GB4942.2-1993《低压电器外壳防护等级》 GB4208-1993《外壳防护等级(IP代码)》 GB4728《电气图形用符号》 GB17196-1997《连接器件连接铜导线用的扁形快速连接端头安全要求》 GB17464-1998《连接器件连接铜导线用的螺纹型和无螺纹型夹紧件的安全要求》 JGJ16-2008《民用建筑电气设计规范》 GB50303-2002《建筑电气工程质量验收规范》 GB50254-96《电气装置安装工程低压电气施工及验收规范》 其他相关国家及地方标准 1.3.配电箱(柜)制造装配技术说明 1.3.1.配电箱(柜)外壳的技术说明: (一)配电箱(柜)的外壳钣金厚度应根据柜门(指单开门电柜)的大小确定: (1)单排PZ30照明箱钣金1.0mm,双排PZ30照明箱钣金1.2mm; (2)门板面积<0.8m2时,柜体(边框)1.2mm,电气安装板1.2mm,柜门1.5mm; (3)0.8≤门板面积<1.2m2时,柜体(边框)1.5mm,电气安装板1.5mm,柜门2.0mm; (4)1.2≤门板面积<1.5m2时,柜体(边框)1.5mm,电气安装板1.5mm,柜门2.0mm; (5)门板面积≥1.5m2时,柜体(边框)2.0mm,电气安装板2.0mm,柜门2.5mm; (6)双开门时,柜体(边框)2.5mm,电气安装板2.5mm,柜门2.5mm; (7)配电箱(柜)的外壳钣金厚度除满足上述要求外,还必须保证不能钣金的韧性、强度(可 采用背面焊接加强筋的形式),不能在正常运输和使用过程不得出现箱体外壳变形的状况。 (二)配电箱(柜)的外壳表面处理:
第5单元练习题 一、填空题 5-52 螺纹相邻两牙在中经线上对应两点间的轴向距离称为。5-53 普通螺纹的牙型角为。 5-54 螺纹连接的基本类型有:、、和,当两倍连接件之一较厚,且不需经常拆卸的场合时,宜采 用连接。 二、选择题 5-55 常见的螺纹连接是。 A 单线左旋 B 单线右旋 C 双线左旋 D 双线右旋 5-56 普通螺纹的公称直径是指。 A 螺纹大径 B 螺纹小径 C 螺纹中径 D 平均直径 5-57 在螺旋压力机的螺旋副机构中,常用的是。 A 锯齿形螺纹 B 梯形螺纹 C 普通螺纹 D 矩形螺纹 5-58 在机械上采用的螺纹当中,自锁性最好的是。 A 锯齿形螺纹 B 梯形螺纹 C 普通细牙螺纹 D 矩形螺纹 5-59 梯形螺纹与锯齿形、矩形螺纹相比较,具有的优点是。 A 传动效率高 B 获得自锁性大
C 应力集中小 D 工艺性和对中性好 5-60 当两个被连接件之一太厚,且需经常拆卸时,宜采用。 A 螺钉连接 B 普通螺栓连接 C 双头螺柱连接 D 紧定螺钉连接 5-61 在螺栓连接中,采用弹簧垫圈防松是。 A 摩擦放松 B 机械放松 C 冲边防松 D 粘结防松 三、简答题 5-62 连接螺纹已经具有自锁性,为什么螺纹连接还要采取防松措施? 5-63 简述螺栓连接的特点和应用? 第6单元练习题 一、填空题 5-67 螺旋机构通过螺杆与螺母间的相对运动,将运动转变为运动。 5-68 螺旋机构根据螺旋副的摩擦性质,可分为 和两大类。 5-69 滑动螺旋机构所采用的螺纹为、、和。
5-70 螺旋传动可实现自锁和精密位移。() 5-71 滑动螺旋机构的主要失效形式是螺纹牙间的磨损。()三、简答题 5-72 简述滑动螺旋机构的特点? 5-73 简述单螺旋机构有哪四种应用形式?并分别举例说明。 四、计算题 5-74 如图5-1所示为一机床上带动溜板2在导轨3上移动的微螺旋机构。螺杆1上有两段旋向均为右旋的螺纹,A段的导程Ph1=2mm,B段的导程Ph2=0.75mm,试求当手轮按K向顺时针转动一周时,溜板2相对于导轨3移动的方向及距离是多少? 答案 第5单元 一、填空题 5-52螺距 5-53 60° 5-54 螺栓联接、双头螺柱联接、螺钉联接、紧定螺钉联接、螺钉联接 二、选择题 5-55 B 5-56 A 5-57 D 5-58 C 5-59 D 5-60 C 5-61 A
技术规格书模板 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
中国石油大庆炼化公司 技术规格书 (物资名称:) 编制人:(专业厂或业务管理部门签字)年月日审核人:(专业厂单位领导签字)年月日 审批人:(业务管理部门领导签字)年月日
目录 1.总则 2. 执行标准 3. 主要技术要求 4. 检验和试验 5. 包装及运输 6. 资料交付 7. 技术服务及售后保证 8. 其它 附件供货范围 1.总则
1.1 本技术规格书适用于大庆炼化公司物资招标,提出了该物资生产、检验、试验、验收、运输、试用和售后服务等方面的基本技术要求; 1.2 投标人所供物资的材料、制造、检验和试验,按标准的最新版本要求执行;其它未列出的与本产品有关的规范与标准,投标人有义务在投标文件中列出。投标人应对所供产品质量承担全部责任。 1.3 在所有技术文件中的文字和计量单位,采用中文(中英文对照)和国际SI单位。 1.4 投标人所采用的专利涉及到的全部费用均被认为已经包含在报价中,投标人承担所提供的设计、制造过程中所涉及的各类专利技术的法律责任。投标人保证所采用技术不侵犯 任何第三方权益,如引发知识产权方面相关的法律纠纷,由投标人负全责。 2. 执行标准: 标准名称:下列标准或规范应为国家标准、行业标准或集团公司标准(不能为供应商企业标准)。 例:GB/T 14976 液体输送用不锈钢无缝钢管 GB/T 14975 结构用不锈钢无缝钢管 ………… 3. 主要技术要求(如有) 针对于标的物的具体要求,在本条列出。 例如具体参数要求,形式形状要求,特殊材质要求等。 4. 检验和试验(如有) 有标准的执行标准 例:执行GB/T 14976检验标准) 4.1 生产过程检验要求(如有) 例:需提供生产过程检验报告 4.2 出厂检验要求(如有) 例:需提供出厂合格证 4.3 第三方检验要求(如有) 例:需提供省级以上质量监督部门检测机构报告 4.4 购买招标文件后递交投标样品要求、试验要求(如有) 填写详细的递交样品方式、数量、包装、检验流程、报告出具等详细要求。 例:需提供样品一份。0.5L瓶装,开标前送至招标管理中心负责人处。 4.5 到货验收要求(如有)
螺纹联接和螺旋传动 一 选择题 (1) 在常用螺纹中,效率最低、自锁性最好的是 C ,效率较高,牙根强度较大、制造方便的是 B ;螺纹联接常用 C ,传动螺纹常用 B 。 A. 矩形螺纹 B. 梯形螺纹 C. 三角螺纹 (2) 螺纹副在摩擦因数一定时,螺纹的牙型角越大,则 D 。 A. 当量摩擦因数越小,自锁性能越好 B. 当量摩擦因数越小,自锁性能越差 C. 当量摩擦因数越大,自锁性能越差 D. 当量摩擦因数越大,自锁性能越好 (3) 当轴上安装的零件要承受轴向力时,采用 A 来轴向定位,所能承受的轴向力较大。 A. 圆螺母 B. 紧定螺钉 C. 弹性挡圈 (4) 一箱体与箱盖用螺纹联接,箱体被联接处厚度较大,且材料较软,强度较低,需要经常装拆箱盖进行修理,则一般宜采用 A 联接。 A. 双头螺柱联接 B. 螺栓联接 C. 螺钉联接 (5) 在铰制孔用螺栓联接中,螺栓杆与孔的配合为 B 。 A. 间隙配合 B. 过渡配合 C. 过盈配合 (6) 紧螺栓联接受轴向外载荷,假定螺栓的刚度b C 与被联接件的刚度m C 相等,联接的预紧力为0F ,要求受载后结合面不分离,当外载荷F 等于预紧力0F 时,则 D 。 A. 被联接件分离,联接失效 B. 被联接件即将分离,联接不可靠 C. 联接可靠,但不能继续再加载 D. 联接可靠,只要螺栓强度足够,还可以继续加大外载荷F (7) 受轴向载荷的紧螺栓联接,为保证被联接件不出现缝隙,因此 B A. 残余预紧力1F 应小于零 B. 残余预紧力1F 应大于零 C. 残余预紧力1F 应等于零 D. 预紧力0F 应大于零 (8) 图5-1所示钢板用普通螺栓联接。已知横向工作载荷为F 结合面之间的摩擦因数15.0=f ,为使联接可靠,取防滑系数2.1s =K ,则每个螺栓需要的预紧力0F 为 B 。
需求规格说明书(ISO标准版) 编者说明: 当需求调查、分析工作告一段落时,你就需要将这些需求进行规格化描述,整理成文,即软件需求规格说明书,也就是SRS。这是在软件项目过程中最有价值的一个文档。ISO所提供的标准虽然已经时间久远,但还是颇具参考价值的。 1.引言 1.1编写的目的 [说明编写这份需求说明书的目的,指出预期的读者。] 1.2背景 a. 待开发的系统的名称; b. 本项目的任务提出者、开发者、用户; c. 该系统同其他系统或其他机构的基本的相互来往关系。 1.3定义 [列出本文件中用到的专门术语的定义和外文首字母组词的原词组。] 1.4参考资料 [列出用得着的参考资料。] 2.任务概述 2.1目标 [叙述该系统开发的意图、应用目标、作用范围以及其他应向读者说明的有关该系统开发的背景材料。解释被开发系统与其他有关系统之间的关系。] 2.2用户的特点 [列出本系统的最终用户的特点,充分说明操作人员、维护人员的教育水平和技术专长,以及本系统的预期使用频度。] 2.3假定和约束 [列出进行本系统开发工作的假定和约束。] 3.需求规定 3.1对功能的规定 [用列表的方式,逐项定量和定性地叙述对系统所提出的功能要求,说明输入什么量、经怎么样的处理、得到什么输出,说明系统的容量,包括系统应支持的终端数和应支持的并行操作的用户数等指标。] 3.2 对性能的规定 3.2.1精度 [说明对该系统的输入、输出数据精度的要求,可能包括传输过程中的精度。] 3.2.2时间特性要求 [说明对于该系统的时间特性要求。] 3.2.3灵活性 [说明对该系统的灵活性的要求,即当需求发生某些变化时,该系统对这些变化的适应能力。] 3.3输入输出要求 [解释各输入输出数据类型,并逐项说明其媒体、格式、数值范围、精度等。对系统
《螺纹连接与螺旋传动》课堂测试题 班级:姓名:成绩: 一、选择题: 1.适用于被联接件之一较厚且经常装拆的场合的螺纹联接是。 A.螺栓联接 B.双头螺柱联接 C.螺钉联接 D.紧钉螺钉联接 2.属于摩擦防松的是。 A.双螺母防松 B.焊接防松 C.止动垫片防松 D.胶接防松 3.适用于被联接件之一较厚且不经常装拆的场合的螺纹联接是。 A.螺栓联接 B.双头螺柱联接 C.螺钉联接 D.紧钉螺钉联接 4.被联接件厚度不大,被联接件加工成光孔的螺纹联接应采用。 A.螺栓联接 B.双头螺柱联接 C.螺钉联接 D.紧钉螺钉联接 5.普通螺纹的牙型为。 A.三角形 B.梯形 C.矩形 D.锯齿形 6.螺栓联接的结构设计中,被联接件与螺母和螺栓头接触处需要加工,是为了。A.不致损伤螺栓头和螺母 B.增大接触面积,不易松脱 C.防止产生附加偏心载荷 D.便于装配 7、设计螺栓组时常把螺栓布置成轴对称的均匀的几何形状,这主要是为了。A.美观 B.受力最小 C.联接方便 D.接合面受力较均匀 8、单向受力的螺旋传动机构广泛采用() A、三角螺纹 B、梯形螺纹 C、矩形螺纹 D、锯齿螺纹
9、当绞制孔用螺栓组连接承受横向载荷或旋转力矩时,该螺栓组中的螺栓() A 必受剪切力作用 B 必受拉力作用 C 同时受到剪切与拉伸的作用 D 既受剪切又受挤压作用 10、防松方法简单方便,但只能用于不甚重要的连接和载荷平稳的场合。 A、机械 B、摩擦 C、破坏螺纹副关系 11、防松适用于受冲击、振动的场合和重要的连接。 A、机械 B、摩擦 C、破坏螺纹副关系 12、防松常用于装配后不再拆卸的场合。 A、机械 B、摩擦 C、破坏螺纹副关系 13、在常用的螺旋传动中,传动效率最高的螺纹是__________。 A、三角形螺纹 B、梯形螺纹 C、锯齿形螺纹 D、矩形螺纹 14、在常用的螺纹联接中,自锁性能最好的螺纹是___________。 A、三角形螺纹 B、梯形螺纹 C、锯齿形螺纹 D、矩形螺纹 15、开口销与带槽螺母防松装置多用于( )场合。 A 、低速重载 B、不经常装拆 C、变载震动 D 、紧凑的成组螺纹连接 16、弹簧垫圈防松装置一般用于( )场合。 A 、较平稳 B、不经常拆装 C、变载震动 D、紧凑的成组螺纹连接 17、对顶螺母防松装置一般用于( )场合。 A、低速重载 B 、不经常拆装 C、变载震动 D 、紧凑成组螺纹连接 18、附加摩擦力防松装置包括( )防松。
技术规格书模板
中国石油大庆炼化公司 技术规格书 (物资名称:) 编制人:(专业厂或业务管理部门签字)年月日 审核人:(专业厂单位领导签字)年月日 审批人:(业务管理部门领导签字)年月日
目录 1.总则 2. 执行标准 3. 主要技术要求 4. 检验和试验 5. 包装及运输 6. 资料交付 7. 技术服务及售后保证 8. 其它 附件供货范围
1.总则 1.1 本技术规格书适用于大庆炼化公司物资招标,提出了该物资生产、检验、 试验、验收、运输、试用和售后服务等方面的基本技术要求; 1.2 投标人所供物资的材料、制造、检验和试验,按标准的最新版本要求执行;其它未列出的与本产品有关的规范与标准,投标人有义务在投标文件中列出。投标人应对所供产品质量承担全部责任。 1.3 在所有技术文件中的文字和计量单位,采用中文(中英文对照)和国际SI单位。 1.4 投标人所采用的专利涉及到的全部费用均被认为已经包含在报价中,投标人承担所提供的设计、制造过程中所涉及的各类专利技术的法律责任。投标人保证所采用技术不侵犯 任何第三方权益,如引发知识产权方面相关的法律纠纷,由投标人负全责。 2. 执行标准:
标准名称:下列标准或规范应为国家标准、行业标准或集团公司标准(不能为供应商企业标准)。 例:GB/T 14976 液体输送用不锈钢无缝钢管 GB/T 14975 结构用不锈钢无缝钢管 ………… 3. 主要技术要求(如有) 针对于标的物的具体要求,在本条列出。 例如具体参数要求,形式形状要求,特殊材质要求等。 4. 检验和试验(如有) 有标准的执行标准 例:执行GB/T 14976检验标准) 4.1 生产过程检验要求(如有) 例:需提供生产过程检验报告 4.2 出厂检验要求(如有) 例:需提供出厂合格证 4.3 第三方检验要求(如有) 例:需提供省级以上质量监督部门检测机构报告 4.4 购买招标文件后递交投标样品要求、试验要求(如有) 填写详细的递交样品方式、数量、包装、检验流程、报告出具等详细要求。 例:需提供样品一份。0.5L瓶装,开标前送至招标管理中心负责人处。 4.5 到货验收要求(如有) 如执行到货验收程序,需明确送检主责单位,检
第六部分螺纹连接与螺旋传动习题 一.填空题 1.螺纹联接的主要类型有:联接、联接、 联接和联接。 2、螺纹按照用途的不同,一般分为_________和_________两大类。 3、螺纹代号M20×2表示。 4、螺旋传动按其用途可分为、、三种类型。 5、螺旋传动可方便地把主动件的运动转变为从动件的运动。 6、地脚螺栓用于将设备在地基上。 7、吊环螺钉用于零部件。 8、T形槽螺栓连接常用于及试验装置固定用的平台,便于沿T形槽的的位置。 9、螺栓预紧的目的是为了增强连接的、、,提高连接的防松能力。 10、在工程实际中,常用扭力扳手或扭力扳手来控制拧紧力矩。二.选择题 1.适用于被联接件之一较厚且经常装拆的场合的螺纹联接是。 A.螺栓联接 B.双头螺柱联接 C.螺钉联接 D.紧钉螺钉联接 2.属于摩擦防松的是。 A.双螺母防松 B.焊接防松 C.止动垫片防松 D.胶接防松3.适用于被联接件之一较厚且不经常装拆的场合的螺纹联接是。 A.螺栓联接 B.双头螺柱联接 C.螺钉联接 D.紧钉螺钉联接 4.被联接件厚度不大,被联接件加工成光孔的螺纹联接应采用。 A.螺栓联接 B.双头螺柱联接 C.螺钉联接 D.紧钉螺钉联接 5.普通螺纹的牙型为。 A.三角形 B.梯形 C.矩形 D.锯齿形 6.螺栓联接的结构设计中,被联接件与螺母和螺栓头接触处需要加工,是为
了。 A.不致损伤螺栓头和螺母 B.增大接触面积,不易松脱 C.防止产生附加偏心载荷 D.便于装配 7、设计螺栓组时常把螺栓布置成轴对称的均匀的几何形状,这主要是为 了。 A.美观 B.受力最小 C.联接方便 D.接合面受力较均匀 8、单向受力的螺旋传动机构广泛采用() A、三角螺纹 B、梯形螺纹 C、矩形螺纹 D、锯齿螺纹 9、螺纹传动机构() A、结构复杂 B、传动效率高 C、承载能力高 D、传动精度低 10、防松方法简单方便,但只能用于不甚重要的连接和载荷平稳的场合。 A、机械 B、摩擦 C、破坏螺纹副关系 11、防松适用于受冲击、振动的场合和重要的连接。 A、机械 B、摩擦 C、破坏螺纹副关系 12、防松常用于装配后不再拆卸的场合。 A、机械 B、摩擦 C、破坏螺纹副关系 三.判断题 1.普通螺纹的公称直径是指螺纹中径的基本尺寸。( ) 2.焊接防松属于摩擦防松。( ) 3.对同一螺栓组,通常采用相同的螺栓材料、直径和长度。( ) 4.螺栓联接通常用于被联接件之一较厚且不经常装拆的场合。( ) 5.设计螺栓组时常把螺栓布置成轴对称的简单几何形状,从而使接合面受力较均 匀。( ) 6.螺钉联接通常用于被联接件之一较厚且经常装拆的场合。( ) 7.常用的防松方法有磨擦防松、锁住防松和不可拆卸防松。( ) 8、为增强联接的紧密度,联接螺纹大多数采用多线三角螺纹。() 9、两个相互配合的螺纹,其旋向相同。() 10、M24表明螺纹的大径是24mm. () 11、差动螺旋传动可以产生极小的位移,可方便地实现微量调节。() 12、螺栓连接的结构特点是被连接件上有孔,螺栓穿过通孔,螺栓与孔之间没有间隙。()
技术参数说明: 一控制台: 1.4米钢控制桌(可参照:博慧电子(悉备)[与中控一体]二、多媒体备课室(多媒体计算机):所有品牌都必须有厂家的本项目的授权,并加盖鲜章)(三种方案均可) 第一方案 产品描述: 1.主板INTEL G41高速芯片组(带ICH7) 2.CPU酷睿E7500 (2.93GHZ/1066FSB/3M) 3.内存2G NECC DDR3 1066MHz 最大可升级到8G 4.光驱16X DVD SA TA接口 5.显卡512 MB ATI?RADEON?HD 3450 6.声卡集成HD高性能声卡 7.网卡集成1000M网卡 8.硬盘320G SA TA硬盘可设置硬盘保护密码/硬盘免回收服务 9.机箱BTX高效散热静音设计,立卧两用,带有安全锁孔,免工具开箱,带有系统状态诊断指示装置且前置。机箱前面板全黑。10%的废品材料可回收,帮助降低对环境的影响。包装可回收率高达89% 10.扩展/接口2个PCI,1个PCI-E×16, 一个PCI-E×1,串口,并口,8个USB且2个前置 11.电源255瓦标准PSU或可选效率为88%的255瓦PSU;符合能源之星5.0规范 12.显示器20寸16:9宽1600*900高清分辩率VGA/DVI接口 13.服务三年完全免费的原厂商售后服务:包括原厂商(800)电话支持、所有部件(包括键盘鼠标显示器在内)的原厂商备件、不晚于第二工作日原厂商售后服务工程师上门,安全、可靠。如主要配件在
三年保修期内更换后,更换的主要配件的三年保修期应从更换之日重新计算。 14,环境标准(生态标签): 能源之星? 5.0(精选配置)、EPEAT Gold(精选配置)、CECP、TCO 05、WEEE、日本能源法、CES、日本绿色PC、FEMP、韩国生态标签、欧盟RoHS、中国RoHS 其他环境选项: 智能节能设置;碳中和;系统回收(资产恢复服务) 15,安全性 支持机箱锁插槽和锁环 可选机箱防盗开关 设置/BIOS密码 I/O接口安全性 BIOS支持可选Computrace? 16,系统管理选项 免费的系统管理控制台;允许您在整个组织内部署、管理客户机系统以及对其进行故障排除。 17,其他选项 多媒体教室计算机教室每室配能保证学生上课时约70平方米的教室使用的音响设备一套,每台计算机配耳机。 备课室每台计算机都配耳机。 每台计算机必须有正版Windows XP(专业版)操作系统,并附有安装光盘。每台计算机必须能硬件支持升级到Windows 7(专业版)操作系统。 必须有正版的Microsoft Office 2003,并附有安装光盘。 必须有微软公司的使用授权书。 第二方案 产品描述: 1.主板INTEL G41告诉芯片组(带ICH7) 2.CPU 酷睿E7500 (2.93GHZ/1066FSB/3M) 3.内存2G NECC DDR3 1066MHz 最大可升级到8G 4.光驱16X DVD SATA接口 5.显卡256 MB ATI? RADEON? HD 3450 6.声卡集成HD高性能声卡 7.网卡集成1000M网卡
消毒供应追溯系统项目说明及技术规格要求 一.项目说明 本部分是项目设计和建设的技术依据,采购文件所列要求应视为保证系统工作所需的基本(最低)要求。谈判供应商在方案设计时应充分考虑每个子系统和总体系统正常运行所需要的详细设备清单及施工量,并有义务对采购文件中的遗漏或失误提出补充修改建议,这将作为谈判方案的重要参考。 (一)系统建设目标 实现区域化消毒供应中心无菌物品处理流程的信息化,明确消毒供应中心工作人员的岗位职责,形成完善、科学的管理制度使用一维条码、二维码等信息载体技术,实现对各类无菌包及医院消毒供应中心要求的其他非追溯物品在回收、清洗、清洗检测、包装、核包、灭菌、无菌储存、发放、使用等全生命周期闭环流程的全面质量追溯 (二)采购内容:区域化消毒供应室追溯系统软件一套(六家区域化终端)。 (三)软件总体技术要求 1.*执行国家发布的相关强制性卫生行业标准,及区域化三级综合医院评审实施细则中追溯管理与持续改进的所有要求。追溯系统必须包含质量控制模块,对清洗包、灭菌包自动生成抽检软件包,生成Excel表格,投标时请截图,并在用户名单中标注哪些用户在使用此功能模块。 2.软件开发整体须采用B/S架构,便于应用模块的添加、用户端增加,须采用模块菜单操作简便,界面排版简洁,投标时请截图。 3.系统对突发事件及异常情况的处理:系统应具备数据库安全功能,如备份功能、意外故障数据恢复功能,以保证数据不发生丢失。
4.整个项目实施周期不超过30工作日,培训周期一周。 二、区域化集中消毒供应追溯系统功能需求(包括但不局限于以下功能) 1.清洗、消毒、包装、灭菌过程记录: ①记录物品回收、清洗、消毒、包装、灭菌、发放全过程。 ②*记录物品的清洗全过程,包括清洗机和批次、清洗篮网标牌(金属激光)绑定方式、人员和时间。清洗开始、结束时间不可手动输入,每一清洗审核批次必须和机器清洗码一致,此功能请截图并告知在使用此模块本省用户名单,招标时请带篮网标牌。 ③支持手工清洗过程的记录。 ④实时记录包装人员、包装日期和时间。 ⑤支持打包物品图片显示:应显示该诊疗包中应包含的物品种类、数量、器械图片。 ⑥自动打印条形码标签,包含物品名称规格、包装人员、灭菌日期、有效日期。 ⑦*在硬件设备开放端口前提下,实时记录灭菌时间、灭菌温度、灭菌压力、灭菌人员、治疗包等信息。灭菌开始、结束时间不可手动输入,每一灭菌审核批次必须和灭菌机唯一生成码一致,此功能请截图并告知在本省使用此模块用户名单。 ⑧消毒物品的发放,可记录发放人员、领用科室信息,发放时系统可自动校对数量和有效日期。 ⑨支持物品包的回收,部分贵重器械回收,外来器械的登记,无条码包的回收登记,丢失器械的登记以及回收数据采集。支持回收任务列表展示;支持回收查询。 2.物品请领: ①*区域化各院请领物品,支持申请模式。实现无纸化申领机制。可实现对无菌包发放信息的记录,可按时间段按科室统计发放情况。