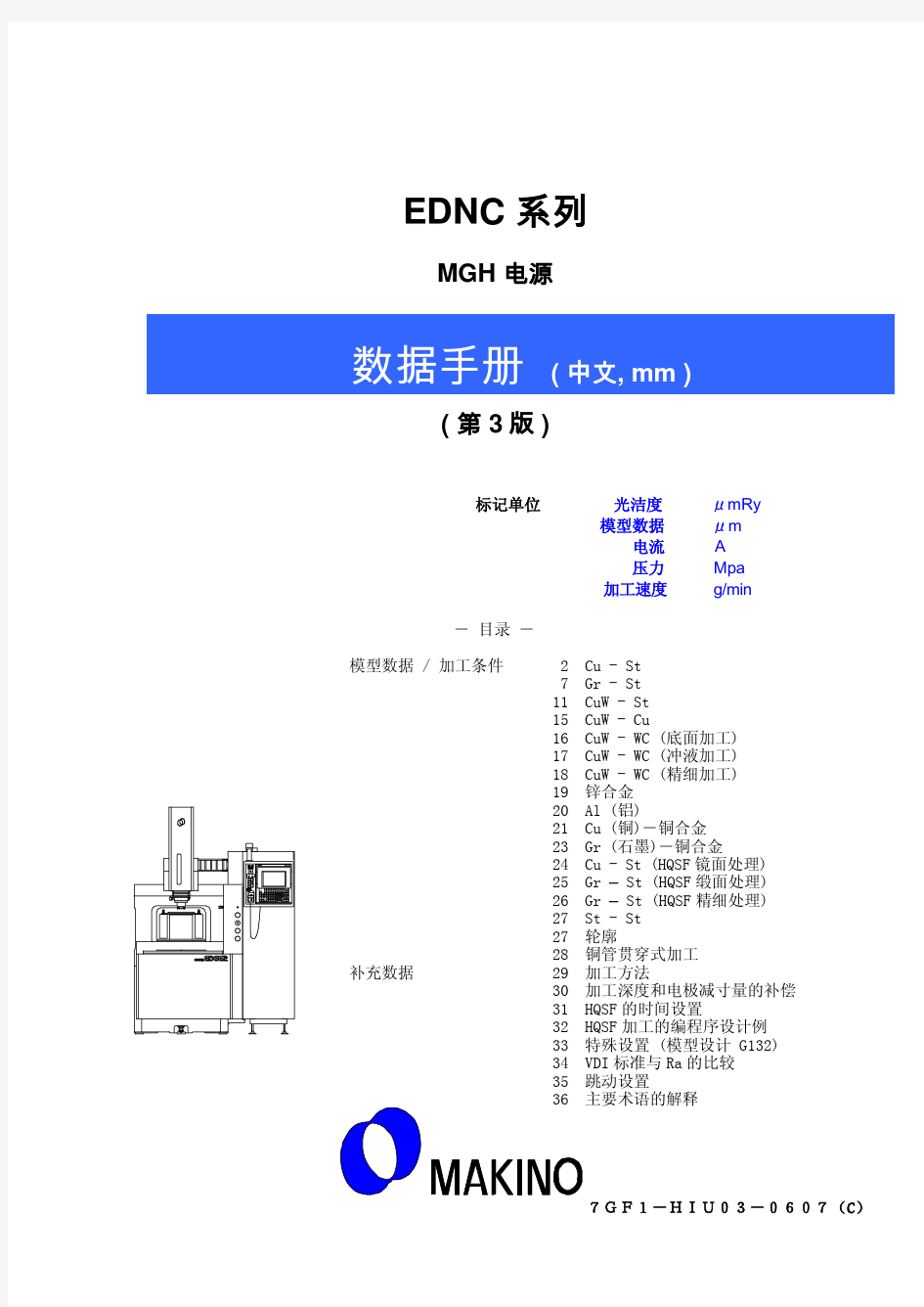
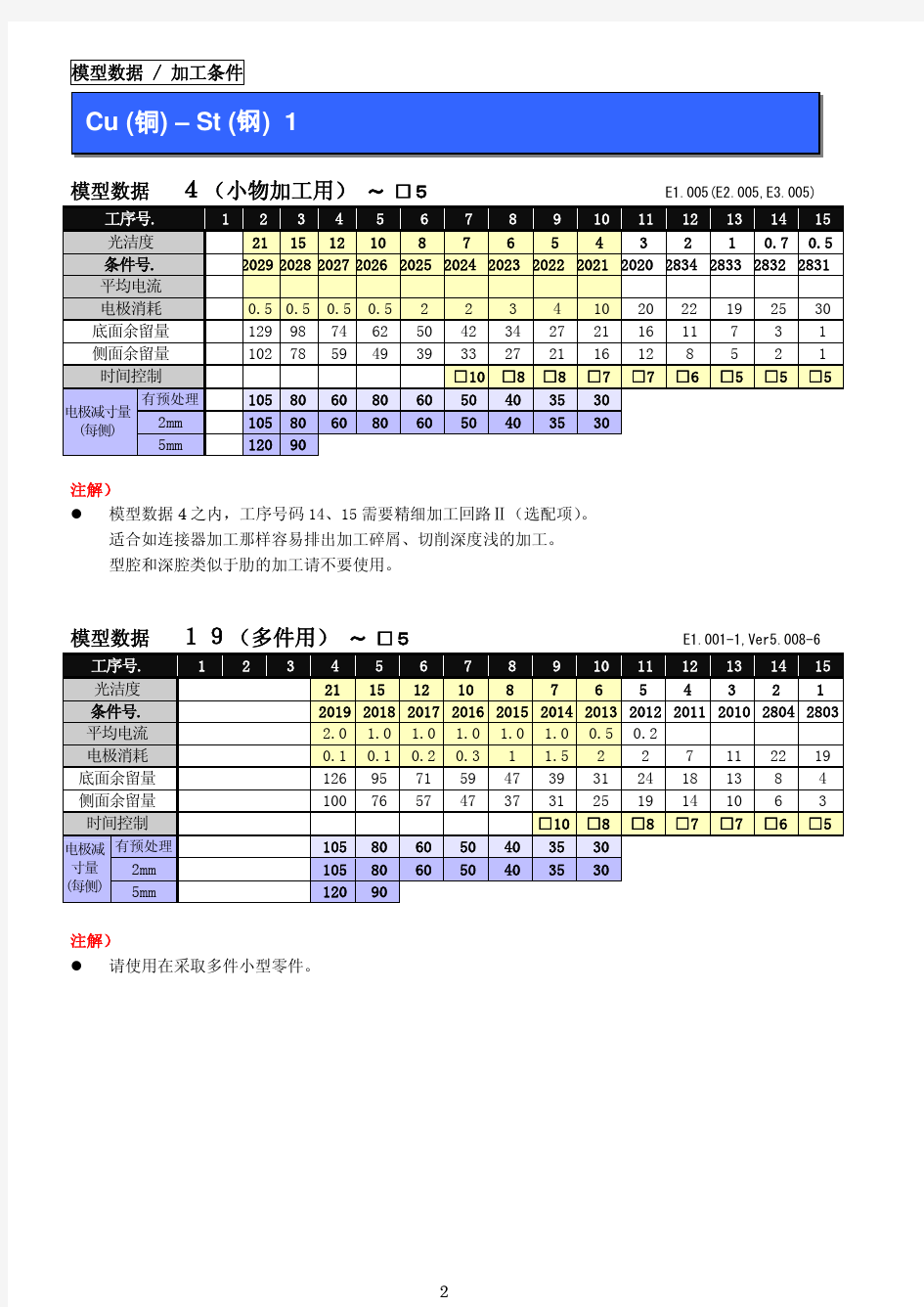
放电加工机 MGH 电源 编程说明手册MAKINO铣床有限公司
目录 1. 绪言------------------――---------------―1–1 2. 程序设计基本原理---――--------――--------------―2–1 2.1 程序结构---------―――-----――-------------―2–1 2.1.1 地址符-------------------------------――2–3 程序号字-----------------――-----------――2–3 序列号字-------―――――――----――-----------―2– 4 坐标字--------------------――---------――2– 4 准备功能字--------------――――-――---------―2– 6 进给功能字----―――――-----------――----―――――2– 6 主轴功能字---------------------――-------―2– 6 电极功能字----------------------――-----――2– 6 辅助功能字-----------------------――-----―2– 6 访问程序号字/重复计数字------------------――-----2– 6 偏置量字--------------------------――---2– 6 加工条件字--------------------------――--2– 7 2.1.2 程序块------------------------------――-― 2– 7 程序块的结束---------------------------―――2– 7 跳过任选程序块----------------------------―2– 8 注释输入-------------------------------―2– 9 2.2 坐标系统--------------------------------―2–9 2.2.1 机器坐标系统-----------------------------―2–10 2.2.2 工件坐标系统-----------------------------―2– 11 2.2.3 局部坐标系统-----------------------------―2– 12 2.2.4 绝对值和增量值命令--------------------------―2– 12 3. 功能字---------------------------------――3– 1 3.1 G/M 代码表-------------------------------―3– 1 3.1.1 G 代码表--------------------------------3– 1 3.1.2 M 代码表-------------------------------―3–4 3.2 坐标系统命令------------------------------―3–6 3.2.1 平面指定(G17/18/19)―――――――――――--------------――3–7 3.2.2 限制区域指定(G22/23)―――――――――――――――---------――― 3– 9 3.2.3 局部坐标系统设置(G52)----――――――――――――――――――――――3–11 3.2.4 机器坐标系统命令(G53)--――――――――――――――――――――――――3–13 i
袖珍指南 143001382/E/06.2004ver.A
重要附注: 本袖珍指南仅适用于配有MARK VIXEY软件(X和Y相应于版本号)的ROBOFORM电火花成形加工机。
遥控器 (4) 人机界面 (5) PREP(准备)模式 (5) EXE(执行)模式 (5) INFO(信息)模式 (6) GRAPH(图形)模式 (6) 指令字 (7) PROFORM指令 (20) 控制功能 (20) 加工循环和基本操作 (20) 加工模式 (26) 工艺 (26) 辅助操作 (27) 用户参数 (30) 参数定义 (30) 测量循环 (31) 基准球 (31) 工具电极偏移量 (32) 外形找中 (33) 找角 (34) 内孔找中 (35) 内孔找中45° (35) 找边 (36) X向找中和Y向找中 (36) 加工参数 (37) 脉冲电源规准 (38) 效率优化 (40) 表面粗糙度 (41) 工艺 (44) 工艺表名称 (44) 铜/钢 (45) 石墨/钢 (48) 铜钨合金/钢 (51) 铜钨合金/硬质合金 (54) 英文字母索引 (59) 记事 (63)
1、紧急停止 2、手动模式 3、电极松开 4、停止当前动作 5、电极夹紧 6、激活/未激活模式的选择 (电碰触) 7、X轴正向运动 8、Y轴正向运动 9、Z轴正向运动 10、C轴正向运动 11、手动模式快速运动 12、手动模式中速运动 13、手动模式慢速运动 14、C轴负向运动 15、Z轴负向运动 16、Y轴负向运动 17、X轴负向运动 18、靠边测量方式 19、重设机床坐标系被测轴为0 20、中止模式下电极返回加工区 21、从加工区移开电数 遥控器举例
亚特火花机(F型)操作说明书 亚特火花机F型与E型的区别是E型功能键属于动旋钮式,可以随时调原加工参数;F型属可程序放电加工机,可以根据加工者及加工要求,分成几单节,每单节作出相应参数设定,一次可将工件加工之理想尺寸.在加工时,需要进行程序编辑.在操作F型机台前,我们首先需掌握各功能键之作用,使用围以及如何调整与程序编辑. 荧幕各功能操作说明: 1.面板、屏幕各功能名称及使用
3.屏幕中间一排加工深度设定栏1~12之阿拉伯数字即表示系统允许使用者输入12段单节之加工程序,而每一单节之后有该单节加工深度设定,使用者可输入每一单节所欲加工之深度,而加深度之设定,允许输入正、负值,但必须由大而小,依顺序排列,如:第一节单节加工深度为-1,则第二单节必须比-1mm更深,则程序就可在第一单节加工完毕后自动转入第二单节加工.同理第三单节的加工深度又必须比第二单节更深,若第三单节的加工深度比第二单节浅,则第二单节加工完毕后会自动停止加工,无法转入第三单节加工. 4.工作坐标: 即放电加工时所用的坐标;绝对坐标即机台启动后的原始坐标;无法改变该坐标数值,故可作为记忆加工位置之坐标.记忆坐标即相对绝对坐标位置所记下的坐标.此坐标可在加工两工件时,将一工件工作坐标确定后,利用记忆坐标将绝对坐标记下,可继续确定第二个工件工作坐标.当第二个工件加工ok后,可将记忆
坐标移至与绝对坐标相同,即为第一个工件的加工坐标,但要注意Z轴记忆坐标无使用价值,在使用记忆坐标加工另一工件时,Z轴需重新设定,并且在加工记忆坐标前,若丧失电源再次开启机台时,记忆坐标失效,需重新确定工作坐标。 5.加工参数设定或修改方式: 利用键盘上4个游动键 来移动光标至欲修改的参数上.例如: 现修改加工深度为-1.05时,除将光标移至该单节上外,还需:先接“Z”键,输入加工深度“+/-”“+”“.”“0”“5”再接输入键即可.若欲关闭下一单节时要输入“END”即先按“˙”再接输入键即可.若移动加工起始单节记号时,须利用移动光标来牵引“ ”号移至欲开始加工之单节上,在设定放电参数时,应分单节来设定.如在设定第一单节时应先将光标移至加工深度第一单节上,再由此将光标移至放电参数设定表中,此时”GENERATOR( )”括号中就显示你当前所修改参数居于哪一单节.当此数字显示正确后再用INC (增加键)和DEC (减小键)及光标移动键来进行修改.每一个参数设定OK后,都需按输入键进行确定,并自动转入下一
火花机操作说明书 一.对机台的认识与了解 现状在使用的火花机的规格为亚特M30E,M50E,M30F,M50F几种放电加工机。放电机属精密加工机台,为达到良好的使用效果,必须先对机台的特性作一个了解认识. 现将以上四种机型在加工过程中需用到的参数作一对比: Ps:使用时特别要注意电极最大重量,最大工作台承重此两参数值,如所使用电极重量超过最大值或工件的重量超过最大工作台承重时千万不能使用此机台,否则将造成机台本身的零部件损坏. 二.机台的零件编号及部份部件的作用: 现状在使用的亚特火花机分E型和F型,E型放电机又称为传统式放电加工机,其特点是在使用的操作面板采用的旋钮式。F型放电机又称可程序放电加工机,其特点是可以一次性输入多个单节加工条件和深度值,在操作火花机前首先要对机台的部件名称和作用作了解.现在以M30F和M50F两种机型来介绍(M30E和M50E机台的结构同F型,其主要区别在于操作面板的不同).
现将各部件名称和作用列入表中参考
三.机台的维护与保养 3.1机台工作平台必须保证平整,需每月校正一次,.如磁台平面度不在0.005以内,则 需研磨平台修整,重新校正; 3.2机台无生锈现象,保持机身干凈,无油污; 3.3观察压力表的读数是否正常(0.7~1.0kg/cm2),马达帮浦的转向是否同箭头方向 保持一致(若相反也是压力表读数偏小的原因); 3.4如图一中(A)的指示的部位—手动注油器,为导轨和方螺纹注入润滑油.保证机台 良好的润滑性.随时注意注油器油标的高低,及时加油,如机台使用频繁应保证每天注油次数最少2次; 3.5每周观察火花油槽内之油量,有无低于标准值,若低于标准值应及时加油; 3.6如图二中绝缘液的清洁与更换:先将机台油桶内的油抽至一干凈桶内,抽至不能 再抽时将图中(1)螺钉旋开,将油放入盒子中,待放完后再将(2)大螺钉松开,将(3)退开后将过滤蕊(4)拉出,将蕊桶擦拭干凈后换上新过滤蕊,密封好后换上新油 (或待原油完全澄清后再倒回机台内); 3.7机台三级保养: 一级保养: (1)每天保证机台无油污、积尘等现象; (每天)(2)机台不用时保证各部件无生锈现象; (3)导轨每天按时上油,保证正常作业. 二级保养: (1)定期检查油路是否畅通; (每月)(2)定期检查机台工作平面水平度; (3)定期添加机台导轨油; (4)定期检查各部件有无损坏. 三级保养: (1)更换新的火花油; (每年) (2)更换机台工作平台.
日本牧野 NC ELECTRICAL DISCHARGE MACHINE 数控计算机火花机 SIMPLE OPERATION MANUA L 简明操作手册 (M G H系统) 牧野机床(中国)有限公司 应用部编制 二零零四年二月二日
牧野(中国)火花机中文操作手冊 1 前言 MAKINO放电加工机MGH新系统已在二零零二年七月份向世界推出,为了配合客户更好的 使用该机型,我公司技术部专门编制了这本手册,希望对您的使用有所帮助.如果您在使用中有任何疑问,欢迎致电牧野(中国)公司 本手册主要内容有﹕ 一、机床简介 二、操作按钮键的使用 三、加工前的准备事宜 四、程序的编写 五、如何激活加工 六、机床各功能的使用 七、MODEL PLAN(数据模型) 八、摇动方式 九、加工方式 十、放电组合的选用 十一、扩孔加工 十二、精密加工定位技朮 十三、拋光加工(面积小于30×30mm,非镜面加工机) 十四、螺纹孔加工(I用G103扩镗,II用C轴头) 十五、C轴头的使用 十六、镜面机的加工(HQSF) 十七、ATC的使用 十八、连续加工的步骤 十九、IES程序自成 二十、G码和M码表 二十一警报以及消除 二十二日常保养 二十三附表 由于时间仓促,资料有限,错误在所难免,在内容和技朮上尚有不足、不当之处,恳请广大用户赐面给予斧正、以及提出宝贵意见,为以后的版本修订,提供更好的第一手的手册资料,精益求精,务求做到最好。 牧野机床(中国)有限公司 应用部 二○○四年二月二日
牧野(中国)火花机中文操作手冊 2 一、机床简介 2)机床性能指针 最小步进单位:0.001mm(C 轴0.001度),最小驱动单位:0.0025mm(C 轴0.001度/0.0001turn), 工件坐标系:80个,程序内存量:470KB ,电池使用年限10年,三轴滑枕控制移动,行程限位保护 电极位置补偿32个,电极直径补偿99个,放电组合M100(其中10为用户自设), 加工电压选择:8种,加工电流选择:90种,加工条件号码E2,000(其中1,000为用户自设)。 冷却系统:强压气冷,积碳跳逸保护,显示器:15"彩色夜光晶液显,可触幕。 3)主要功能 对话式编程model plan 摇动辅助orbital functions 牧野专家系统expert system 绘图graph 逸离和回复retract and return function 自动定位measuring function 时间控制time-controlled machining 加工监察系统machining progress monitor 加工时间显示machining time display 程序测试machining model override function 故障自诊Hitch auto diagnose 自动关机power supply off 帮助指导help function NC 功能general NC function 程序自动生成programming support function 行程限位保护travels limit protect 仿真加工model machining no-effective 自动灭火automatic fire extinguisher 附配件功能optional: 自动转换电极ATC (automatic tool change) 镜面加工HQSF(high-quality high-speed finish machining) 电极旋转补偿electrode rotation compensation[必须配置C 轴旋转头] 电极中心自动补偿electrode center automatic compensation MAKINO STANDARD ELECTRODE REDUCTION 标准火花位
编订:__________________ 单位:__________________ 时间:__________________ 电火花安全操作规程(正 式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-9859-86 电火花安全操作规程(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 电火花机床属精密贵重仪器设备,在操作时要严格遵守安全操作规程,以防工伤事故。必须做到以下几点: 一、机床的操作者必须是经过培训而且了解机床性能的专职人员。 二、机床正确的操作流程 1.把本机床电源柜的电源开关置于“ON”位置,将电源柜的急停按钮旋出,最后按下电源柜的启动按钮就可以启动机床。 2.运行机床需使主轴进入伺服状态(即液面的高度、工作液油温已进入自动监控状态),并检查其接触感知功能是否正常、可靠和正确。 3.用直角尺和百分表找正电极与工作台面的垂直度,然后用百分表找正工件基准面和工作台坐标移
动方向的平行度。 4.调出加工软件的定位功能模块对工件进行定位。 5.根据零件的具体要求,用手动方式设置加工参数或调入预先编制好的加工程序。 6.启动油泵,放入工作液并调整液面高度,使液面高出加工工件50㎜以上。 7.根据加工的具体要求,正确选择加工的电参数。 8.用鼠标点击加工软件界面的“开始”以启动脉冲电源进行加工。 9.当加工完成报警声响起时,请按“回车”键以确认已经完成加工任务,然后将放液手把置于“开”的位置,把工作液放完为止。 10.工作完成后,按键盘的“F12”退出加工软件并关闭计算机和切断所有电源。 三、机床正在加工时,禁止同时接触机床和工具电极部分,以防触电。如果操作人员脚下没有铺垫橡胶、塑料等绝缘垫,则加工过程不能触摸工具电极。 四、加工场所严禁吸烟和严禁其他明火,必须定
火花机操作指南补充说明 标签:数控火花机|数控电火花机厂家|首选鼎亿 目前生产的数控火花机,在原有的基础上提高了加工速度,因为电脑内部程序,参数,加工放电条件,是以普通工件为标准,通过电脑计算设定的,所以说对一些比较特殊工件,像超薄片,圆孔锥形,侧边,底部,凹,凸不平的工件,由于冲油比较困难,碳渣不易排出,在这种情况下,火花机就会产生二次放电,这时候不是铜工与工件在放电,而是铜工与碳渣在放电,机器就会出现机头上不能上,下不能下的现象,机器根本不能正常工作,出现这种情况,不是机器问题,而是设定加工条件不够理想,下面举例说明,供大家参考。 一,圆孔锥形,二,上面大,下面小,三,侧边加工,四,侧边加底部加工,五,底部“凸”“凹”不平加工,还有其它形状,加工比较困难,可选择下列加工条件。 放电时间为0时排渣时间为1,放电时间为1时,排渣时间为2,放电时间为3时,排渣时间为6,放电时为4时,排渣时间为8,可根据排渣难度,选择适当的参数。 一般我们选择放电时间为3,排渣为6时,这个参数比较理想,高压选择,一般面积选择5,大面积选择8,极间电压选择3或4,伺服速度(太小面积除外),一般加大(1-2)个字,增强机头下来的力度,提高加工速度。以上放电条件,还是不够理想,还可以改变下列2个参数,“放电期”又叫粗细度,“休止周期”又称为效率。 一般加工条件时,放电周期同休止周期比例按100:60比例,一般可解决问题,这种操作方法,一般是比较难排渣的工件,如上面大,下面小的工件,还可以将放电周期同休止周期对调,放电周期为60,休止周期为80,对调以后,电流指示会减小,6A电流一般显示为3-4A在右。 一,大面积加工,由于体积大,重量比较重,增加了冲油难度,往往出现排渣不良现象。操作方法,放电时间同排渣时间按3:6或3:7比例即可,高压可选择“8”以上,最低高压不能低于“5”,伺服速度可根据需要可加大,极间电压可选择3-4,如果排渣困难,打不下去,可加大休止周期解决。 二,石墨加工,加工条件基本与上相同,只是放电周期与休止周期比例按10:6的比例即可使用,高压不能低于“5”。 编者:东莞鼎亿数控
火花机安全操作作业指导书 中山市小榄镇泰阳模具塑胶制品厂支持性文件文件编号:WI-JS-07版本:A/0生效日期:2011.03.20文件名称火花机安全操作作业指导书页码:1/71.0. 目的:1.1. 为安全正确地操作使用、维护保养好火花机设备。2.0. 范围:2.1. 适应于火花机设备的安全操作和维护保养以及新员工培训之用.3.0.安全操作规范:3.1. 操作员接收图纸和工件:3.1.1. 检查放电总图与电极图的坐标、深度及编号是否一致,电极与电极图的火花位是否相符;3.1.2. 检查放电总图备注事项是否清楚,如模具更改需检查注意事项是否更新,更改的时间,更改人有无签名确认,如无签名要与相关人员联系。新模要注意镶件的拆装,放电电极和先后顺序;3.1.3. 检查电极图的品管检测报告与电极是否相符;3.1.4. 检查总图一个电极加工几个位深度是否一致,如不一致,需注明并由浅到深加工;3.1.5. 检查图纸基准与工件基准是否对应;3.1.6. 检查电极、工件有无变形,工件电极披锋是否清除;3.1.7. 检查电极是否需要清角;3.2. 加工前的准备:3.2.1. 根据图纸要求选择加工设备,由手动机开粗,进口机精加工;3.2.1.1.纹面、镜面、要求精度高的选用三菱或沙迪克加工;3.2.1.2.要求不高或要省模的工件可选择手动机台加工;3.2.2. 检查机床坐标、深度、参数是否正常;3.2.3. 校表:3.2.3.1.清除磁台上的杂物,如有胶水需用丙酮稀释后用刀片轻轻刮掉,再用400#油石推顺,用手感觉磁台是否顺滑,用校表检查磁台是否平整,使用校表前先用手轻压表头,看表针是否回位,敏感度如何,每次都回到0位方可使用。表座2\3以上吸住机头,校表针与被校面的夹角位小于20度,压表值应控制在0.2-0.3mm之间,平移X、Y轴普通机床公差不能大于0.01mm,精密机床不能大于0.005mm;3.3. 工件装夹:3.3.1. 根据放电总图方向摆放工件,有合配镶件的要用铜棒轻轻敲击到底,工件四角要用铜棒敲击到底;3.3.1.1.小镶件用批士装夹,并检查是否垂直;3.3.1.2.斜顶用斜度磁台装夹,并检查斜度是否与图纸斜度一致;说明:修改文件时在此处增加”拟制、审核和批准”栏,只对本页文件进行修改,其余内容不变。 中山市小榄镇泰阳模具塑胶制品厂支持性文件文件编号:WI-JS-07版本:A/0生效日期:
电火花切割机安全操作规程 (2021新版) The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:YK-AQ-0537
电火花切割机安全操作规程(2021新版) 1.电极丝烧丝及调整 1)将钼丝的一端固定在丝筒一边螺钉上。 2)将钼丝烧套在线架上部挡丝导轮上,将钼丝骨架套在金属制的圆棒上,并使之有一定的阻尼力。 3)利用手柄按箭头所指的方向摇动储丝筒。直至将钼丝烧满。或按丝筒开关进行自动烧丝。 4)切断钼丝,依次套过上下线架各导轮再从筒下部穿过,用丝筒另一螺钉进行固定。 5)如果操作熟练,则可开启电动机高速烧丝,此时必须拆掉手柄,注意安全。 6)固定上,下挡丝挡轮(线架后部两陶瓷导轮)至理想位置。 7)用测量柱体校正电极丝对台面的垂直度,测量柱放在安装台
上,分别沿X,Y方向向钼丝靠拢。以钼丝与测量柱间的缝隙来判别钼丝对工作台面的垂直度。 2.工件固定利用螺杆,压板,根据工作要求,将工件稳妥合理地固定在工作台上,高频电源的正极及取样线也固定在工件上,注意在整个加工过程中,线架上的任何部分不应与工件的禁锢件相撞。工作要求:工件应严格遵守热处理,工艺要求,充分消除内应力。经磨削后,必须经行退磁处理。 3.工作液箱内按比例配置,注入符合切割工件的专用皂化液,液面高度要保持在电泵能吸到的位置。 XXX图文设计 本文档文字均可以自由修改
FORM 20 FORM 30 用户手册 C1 安全指南 C2 安装 C3 操作 C4 用户界面 C5 工艺方法 C6 应用实例 C7 加工工艺 C8 维护保养 C9 易损件和耗材 C10 维修图 C11 选件 C12 附录 11.2008 Agie SA / Charmilles Technologies SA / Beijing Agie Charmilles Industrial Electronics Co., Ltd / 2008 ? FoC0cn8.doc / Id. N° 500.080.744/05
章节版本 章节描述版本 C1 安全指南06.2008 C2 安装08.2008 C3 操作12.2007 C4 用户界面12.2007 C5 工艺方法12.2007 C6 应用实例12.2007 C7 加工工艺12.2007 C8 维护保养12.2007 C9 易损件和耗材12.2007 C10 维修图12.2007 C11 选件11.2008 C12 附录12.2007 版权所有 GF AgieCharmilles已经尽自己的知识和信用编写这份产品手册。本公司不承担本手册中任何技术或者文字错误或缺漏,或者因为选用、使用本手册及其描述的产品而导致的任何直接或间接损害的责任。 另外,本公司对于使用本手册或产品实现的结果不承担任何责任,并且保留不通知用户前提下随时修改产品手册和产品的权利。 本著作所有部分受版权保护。禁止在版权法规定之外任何不经GF AgieCharmilles同意的使用行为,并将追究法律责任。这些使用行为包括:复印,翻译,缩印,储存以及利用电子系统进行处理。 ? Agie SA / Charmilles Technologies SA / Beijing Agie Charmilles Industrial Electronics Co., Ltd / 2008 FORM 20/30 C0 导言,概要 GF AgieCharmilles2
电火花机操作指导书 1.目的: 为杜绝错误的操作造成人身危害,使员工对安全操作方法和 设备保养各方面加深了解.现规范作业标准,便于统一管理. 2.范围: 适用于本厂电火花机 3.权责: 3.1由工程部负责本文件的倡导,并予以培训/考核/执行/督导. 3.2设备由专人负责,须经考核合格后上岗. 4.操作内容: 4.1 打开机器电源总闸,驱动准备键,将“旋转”按钮指向“ ON ” 处. 4.2 按一下“绿色”按钮,等待片刻即可启动NC-EDM. 4.3 将所要放电工件放在工作台上,对工件进行校表,并上磁固定. 4.4 将铜公装入EDM的电机极上,同时对铜公进行校表,在对电极打表校正时, 可将“电极校正”按钮打开以停止鸣警影响. 4.5确定工件的基准点:一般是以原点、销钉孔、导柱孔为基准点,开始对工件 的坐标值进行放电.用电极和工件接触来确定电极的原点.
即:Z=0. 4.6打开“EDM-oil”按钮,对准电极放油.必要时,冷却液注满工件上方放电. 4.7 对放电深度进行编辑: 单节放电时,只需确定放电的深度及放电条件. 多节放电时,首先按F3键,进入程序编辑,根据需要编 辑各步放电深度, 按F8退出程序编辑;再进入F2按键.
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 2020版火花机安全操作作业指 导书 Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
2020版火花机安全操作作业指导书 中山市小榄镇泰阳模具塑胶制品厂 支持性文件 文件编号:WI-JS-07 版本:A/0 生效日期:2011.03.20 文件名称 火花机安全操作作业指导书 页码:1/7 1.0.目的: 1.1.为安全正确地操作使用、维护保养好火花机设备。 2.0.范围: 2.1.适应于火花机设备的安全操作和维护保养以及新员工培训
之用. 3.0.安全操作规范: 3.1.操作员接收图纸和工件: 3.1.1.检查放电总图与电极图的坐标、深度及编号是否一致,电极与电极图的火花位是否相符; 3.1.2.检查放电总图备注事项是否清楚,如模具更改需检查注意事项是否更新,更改的时间,更改人有无签名确认,如无签名要与相关人员联系。新模要注意镶件的拆装,放电电极和先后顺序; 3.1.3.检查电极图的品管检测报告与电极是否相符; 3.1. 4.检查总图一个电极加工几个位深度是否一致,如不一致,需注明并由浅到深加工; 3.1.5.检查图纸基准与工件基准是否对应; 3.1.6.检查电极、工件有无变形,工件电极披锋是否清除; 3.1.7.检查电极是否需要清角; 3.2.加工前的准备: 3.2.1.根据图纸要求选择加工设备,由手动机开粗,进口机精
适用职业: 火花机部门: 工程部 适用的范围: 公司范围内火花机操作编号: 审核 第一部分: 适用范围 1:目的为了增加火花机使用寿命,提高工作效率。. 批准日期 2:模具课所有火花机及操作人员。 第二部分: 内容范围 1:首先打开电箱上的电源开关,关掉中心测位开关,以免造成电极与工作物接触时发出响声。 2:在接到需加工的工作物时,首先要检查工作四周和电极需碰数与加工部位毛刺。 问清钳工师傅放电加工部位和电极加工深度,以免加工到不位。一3:检查完毕无问题后,把电极收紧螺丝装上机头,用手轻摇,看电极牢固后方可按照钳工师傅指定的基准位校表。装放工件时要用干净布将工件底和工作台,切记上紧磁盘擦干净,避免产生误差。
校千分表作业模具零件加工规寻边作业 范1:校正电极工件后,需按照钳工所给的图纸来寻边.首先切记按亮中心测位开关以免撞坏电极。 2.: 将电极与工件的碰数部位用干净的布擦试干净,确定没有毛边、批蜂.(如不作好以上工作,将会影响到寻边的准确度,所以切不可忽视)。 3:开始移动X轴手把轮,眼看电极将要接近工件后,放慢手把轮移动速度,会发二出蜂鸣声,表示电极已碰到工件,此时要看电极与工件之间有无缝隙,如电极上有铁粉等金属物与工件相碰时会发出蜂鸣声,重复两三次碰数直到电子尺上每次的数据一样而电极与工件间无间隙后,再以反方向退出工件。用同样方法寻另一边,确保误差,方可放电加工。 4:顶针与胶位面的接触一般要高出胶位面 0.02mm.。 5.所以活动件要踩油槽.油槽xx一般为 0.10- 0.20[mm]。 1:在每套模的图纸下发后,钳工需清楚模具都有哪些工件。 放电加工三2:在模具制作中,得追踪工件的加工状况与具体完成时间。 3:要争取在模仁到达自己手中时,所有工件到位.。 第三部分: 电应注意以下问题 1:手柄上的定位螺丝要拧开,以免碰触造成数据移动产生误差。 2:加工当中不可用手触摸机头,以免触电伤人。
火花机作业流程 Document number:BGCG-0857-BTDO-0089-2022
火花机作业流程 1、目的: 规范放电作业,实现工作流程化,提高加工效率和品质,确保模具按时保质地完成。 2、范围: 适用所有的模具放电加工。 3、职责: 负责模具零件的EDM加工。 4、定义: 无 5、内容: 组长根据生产情况,参与制订生产计划: 5.1.1 根据模具加工工艺评审会议明确本组加工任务; 5.1.2 根据实际情况,与加工生管共同制定生产计划,明确加工时段及完成日期; 5.1.3 需特别注意事项必须加以标注,并通过看板公告,会议等形式下达工作指令。 组长接收上一工站提供的工件和图纸: 5.2.1 接受由CNC提供的铜公零件图,填写《铜公加工控制表》: A:检查图纸与铜公形状是否相符,如不符,则由CNC人员加以检查确认并签名;
B:检查图纸标示的基准角与铜公是否相符,如不符,退回CNC处理,并记录; C:检查铜公是否需线割,线割部位是否有突起线割痕;如需线割,送线割处理,如有突起刀痕,在知会线割组长后送省模处理,并加以记录; D:检查图纸,查看火花位是否合理。根据《铜公火花位标准》,查看铜公检测报告是否与实际情况相符,如不合理,应由组长与CNC组长沟通,并记 录。 5.2.2 接收放电位置总装图: A:检查图纸基准线与工件中心线是否重合,如不重合需二次偏数,需加以标注; B:检查工件基角与图纸所示基角是否相符,如不符退回CNC; C:检查Z轴碰数基准位置; D:检查注意事项是否清晰,如不清晰,退回CNC。 E:检查图纸有无手工更改,如有更改,检查更改人有无签名确认,如更改而无人签名,退回CNC。 5.2.3 组长接收由品管分发的合格铜公: A:检查铜公编号,外形是否与图纸相符,如不符,可不接收; B:检查铜公有无变形,损伤,披锋,镙丝孔内铜屑是否清理干净; C:检查需加工位置有无省模,省模是否合格。不合格的铜公,可拒收; D:检查铜公尺寸及火花位是否与图纸相符,并与品管检验单加以核对。如 误差在0.05MM以内需特别加以标注.以便在加工时作火花位调整; E:检查铜公基角是否与图纸相符,碰数位置是否清晰,如基台起级或不成平面时,退回上一工站。
火花机安全操作作业指导书 1.0. 目的: 1.1. 为安全正确地操作使用、维护保养好火花机设备。 2.0. 范围: 2.1. 适应于火花机设备的安全操作和维护保养以及新员工培训之用. 3.0.安全操作规范: 3.1. 操作员接收图纸和工件: 3.1.1. 检查放电总图与电极图的坐标、深度及编号是否一致,电极与电极图的火花位是否 相符; 3.1.2. 检查放电总图备注事项是否清楚,如模具更改需检查注意事项是否更新,更改的时 间,更改人有无签名确认,如无签名要与相关人员联系。新模要注意镶件的拆装,放电电极和先后顺序; 3.1.3. 检查电极图的品管检测报告与电极是否相符; 3.1. 4. 检查总图一个电极加工几个位深度是否一致,如不一致,需注明并由浅到深加工; 3.1.5. 检查图纸基准与工件基准是否对应; 3.1.6. 检查电极、工件有无变形,工件电极披锋是否清除; 3.1.7. 检查电极是否需要清角; 3.2. 加工前的准备: 3.2.1. 根据图纸要求选择加工设备,由手动机开粗,进口机精加工; 3.2.1.1.纹面、镜面、要求精度高的选用三菱或沙迪克加工; 3.2.1.2.要求不高或要省模的工件可选择手动机台加工; 3.2.2. 检查机床坐标、深度、参数是否正常;
3.2.3. 校表: 3.2.3.1.清除磁台上的杂物,如有胶水需用丙酮稀释后用刀片轻轻刮掉,再用400#油石推顺, 用手感觉磁台是否顺滑,用校表检查磁台是否平整,使用校表前先用手轻压表头, 看表针是否回位,敏感度如何,每次都回到0位方可使用。表座2\3以上吸住机头,校表针与被校面的夹角位小于20度,压表值应控制在0.2-0.3mm之间,平移X、Y 轴普通机床公差不能大于0.01mm,精密机床不能大于0.005mm; 3.3. 工件装夹: 3.3.1. 根据放电总图方向摆放工件,有合配镶件的要用铜棒轻轻敲击到底,工件四角要用 铜棒敲击到底; 3.3.1.1.小镶件用批士装夹,并检查是否垂直; 3.3.1.2.斜顶用斜度磁台装夹,并检查斜度是否与图纸斜度一致;3.3.1.3.超出磁台的工件 面积过大,应拆下磁台,把工件直接码在工作台上,并检查平面是否平整; 3.3.2. 检查工件平面、垂直度,公差范围; 3.3.2.1.小于150×150×30垂直度无误差,平面0.00-0.020,水平0.00-0.010; 3.3.2.2.大于150×150×30小于300×300×50,垂直度0.00-0.005,平面0.00-0.015,水 平0.00-0.010; 3.3.2.3.大于300×300×100,垂直度0.00-0.02,平面0.00-0.02,水平0.00-0.02; 3.3.3. 校工件时,先校长的一边用铜棒敲击工件的后边,以免敲到校表头,校表进数应控 制在0.2-0.3之间,由工件一端移到另一端:重复检查两端敲到数值一样即可上好 磁再检查另几面是否直角; 3.4. 电极装夹: 3.4.1. 装夹电极前应在检测台上先检测,如有误差应选择可调机头装夹,装夹时应选择合 适的夹具,有攻牙或深孔的铜公要用风枪吹净铜屑,薄骨片铜公应拿师付位,不可 直接拿骨片或用手托下面,以免铜公变形; 3.4.2. 装EROWA夹具时要先对准位置后再锁螺丝,并进行再次复检,如有误差,(粗公0.02,
沙迪克火花机说明书
说明: 1.电源总开关ON。 2.装上电极与夹头,校正垂直,平行基准,将工件放于磁器工作台上,校正平行基准 后吸磁固定。 3.以电极寻工件之放电位置X.Y坐标,寻边时将AT詷至OA,PA20μS~45μS。 4.极性选择,(铜为正极,工件为负极)。 5.电流AT调整,放电时间PA之搭配,粗放(电极单边间隙0.12)ATS~45A,PA60s~120 μs,其具体条件要以放电电极面积大小而定,放电面积较小时,粗放可用1.5A90 μS(小于1mm2时)以勉电极过于损耗;细放(电极单边间隙0.04),AT1.5~SA .PA20 μS~60μs,细放之放电面积较大时,先用AT1.5PA60μS将侧壁放至0.1左右时 改用AT3A .PA30μS利剩下0.030,然后改用AT1.5A .PA30μS放至0.005 ,最后 单边侧修0.025(AT1.5A PA30μS)。 6.休止时间PB,放电间隙电压调整,粗放时PB3~4,间隙电压调至3或4,细修时PB 调至5或6,间隙电压调至5或6。 7.伺服强弱,脤动设定,粗放时,伺服调至6或7,机头上`下脤动时间分别设定为5\4 或4\4。细放时,伺服调至5,机头上下脤动时间分别设定为5\2或6\3。 8.将液位控制开关打开(打开时指示灯为闪烁状),睡眠开关开启(打开时其指示灯 亮)。 9.手动伺服进刀,到达Z轴基准面位置,设定放电深度,在进行深度设定时,待电极 与工件完全接触之瞬间输入数据,然后视其差值进行Z轴补正。(不得将F1开关 压下来设定深度)。 10.加工液压马达ON,冲油位置调整。 11.放电开关ON。 12.观察V表,A表指数,伺服稳定指示灯是否稳定。 13.确认放电位置是否正确。 14.加工完毕之工件电极及相关之图档放置于相应的指示位置。 夏米尔35O火花机操作流程(入门级) 夏米尔35O火花机操作流程: 《一》 工件放置 首先要把工件清理好:披锋,锈渍要用油尺擦干净,油渍要用酒精擦干净; 整理好后根据工件标准和加工要求合理摆放工件! 考虑:工件大小、基准角位置、加工位置、玻珠空间位置是否足够、
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 2020新版电火花切割机安全操 作规程 Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
2020新版电火花切割机安全操作规程 1.电极丝烧丝及调整 1)将钼丝的一端固定在丝筒一边螺钉上。 2)将钼丝烧套在线架上部挡丝导轮上,将钼丝骨架套在金属制的圆棒上,并使之有一定的阻尼力。 3)利用手柄按箭头所指的方向摇动储丝筒。直至将钼丝烧满。或按丝筒开关进行自动烧丝。 4)切断钼丝,依次套过上下线架各导轮再从筒下部穿过,用丝筒另一螺钉进行固定。 5)如果操作熟练,则可开启电动机高速烧丝,此时必须拆掉手柄,注意安全。 6)固定上,下挡丝挡轮(线架后部两陶瓷导轮)至理想位置。 7)用测量柱体校正电极丝对台面的垂直度,测量柱放在安装台
上,分别沿X,Y方向向钼丝靠拢。以钼丝与测量柱间的缝隙来判别钼丝对工作台面的垂直度。 2.工件固定利用螺杆,压板,根据工作要求,将工件稳妥合理地固定在工作台上,高频电源的正极及取样线也固定在工件上,注意在整个加工过程中,线架上的任何部分不应与工件的禁锢件相撞。工作要求:工件应严格遵守热处理,工艺要求,充分消除内应力。经磨削后,必须经行退磁处理。 3.工作液箱内按比例配置,注入符合切割工件的专用皂化液,液面高度要保持在电泵能吸到的位置。 云博创意设计 MzYunBo Creative Design Co., Ltd.
火花机操作步骤 1开电流,打开机床电源,移动三轴,寻三轴机械坐标.机床于待命状态,手动泵油一次. 2接收加工图面和工件,从组长那里接收加工坐标图面和相对应的加工零件。接收时,一定要清楚地知道本零件的加工位置、坐 标、火花位及加工方法,重点部位要写加工指示。 3校正分中,将接收工件按正确的加工方法排放在已擦干净的机床工作磁台上,并将电极按所对应的方向装夹在火花机Z轴,然 后校正分中. 4校正注意: 4.1须检查工件平面是否平行; 4.2工件移动行程是否够位; 4.3电极方向是否与工作图面相对应; 4.4铜公加工位是否够避空; 5分中注意: 5.1分中位是否带有斜度,如有斜度,须按同一高度分中; 5.2分中位必须平整干净无毛刺; 5.3分中后必须复位检查,(缩减误差)是否中分; 6参数设定:按给定的火花位,深度及坐标,输入对应坐标值及条件参数,参数值可查看机床或请 7加工前操作员应认真消化图纸,如有疑问应立即请组长或制模担当共同找出问题所在,并予以解决: 7.1浸油加工:浸油高度比整个工件高40mm以上. 7.2放电开始应观察2~5分钟后才可离开.加工中必须时刻注意放 电机加工状态是否有异有异 7.3加工结束,尽可能放电部分的尺寸用量具(卡尺、外径千分尺、校表)检测一遍,预防尺寸不到位,尺寸超差等。 8交付与交接: 8.1将已放电完成的工件、铜公分别放在指定的位置,然后将工作 图面交还给组长,填写相关记录表单之后可以领取其它须 放电工件及图面。 9上下班图面、工件交接: 9.1由组长负责将待放电工件图面以及正在机床上加工的工件对 应图面交付给另一班的组长。 9.2下班前,每位组员必须将自已负责保养的机床清洁干净,按设备 保养范围保养. 制定:审核: 批准:
?产品名称:火花机 ?型号:ZNC-430 60A ?专业硬制合金、白钢、钨钢、电脑接插件、端子模放电机火花机床身特点: 1.机床床身采用有限元技术分析,床身采用整体T型设计,低面宽的床身、工作台移动范围在床 身铸件之内,最大限度保证几何精度和机床部件元变形,“十字”工作台结构,减少XY轴移动的起伏误差和偏转误差,实现数控轴全行程运动的稳定性。 2.采用品质优良的强韧铸铁,结构加强筋的科学合理公布,使得床身、立柱获得了高刚性和最小 的热变形,从而使得机床实现了高精度、高速度的加工性能。 3.单立柱主轴的高刚性设计,滑道装置交叉线性滑轨,行程顺畅,采用滚珠螺杆,传动轻巧,确 保维持稳定的高精度、高响应,又利于主轴的高速平稳招刀运动。 4.滑轨采用V型与平面设计,并采用复盖超强耐磨合成材料(TERCITE-B)耐磨片,大大降低导 轨间的摩擦系数,清除了机床运动时导轨可能产生的爬行现象,提高了机床的运动精度,各个接触面皆经过高标准铲花处理,精细的铲花作业,认滑动导轨面产生均匀油膜,消除快速移动时的漂浮现象,保证机床的动态稳定性及长久操作使用精度高。, 5.机床工作台经过高频淬炎硬化处理,经过高周波处理精密研磨,表面不易磨损。 火花机电箱特点: 1.具十段自动细修功能,可由粗-中-细一次加工完成,可以自动编辑,依照人的经验去编辑加工 条件;AUTOZ 2.自动编辑,给予最大深度初始电流,及完成的粗细选择,系统就会自动将加工条件编辑完成; 智慧型条件编辑,只要选择电极形状,电极与工件材质,电极截面积及加工完成粗细选择与深度设定就会自动将加工条件编辑号。 3.全功能放电选择,操作界面简单易懂,机械状态一目了然。 4.全新电源设计符合欧洲CE安全标准,可防尘、防水、防干扰,提高电子板的寿命。 5.采用工业级PC-BASE控制器及DOM记忆体:DC、SERVO、DRIVER。有过电流,过速度,超负载, 短路保护。 6.低电极消耗率,功能强劲适合多种不同材质的放电加工。 7.具点对点自动辅助定位功能,具自动靠模及中心点寻找功能,提供更多快捷较模功能。 8.机械原点自动规零,加工中途停电时电脑会自动寻找机械原点。