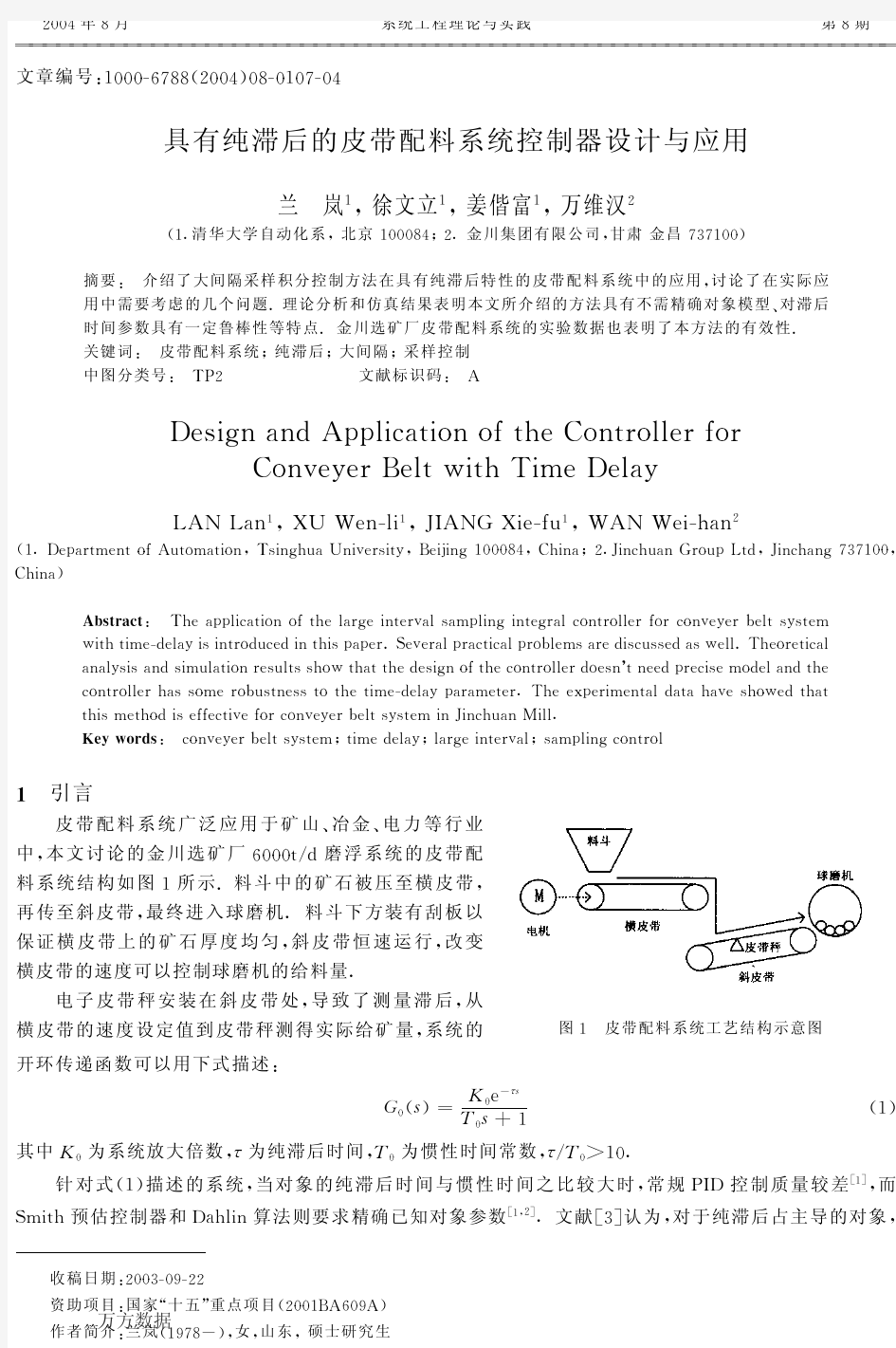
电子皮带秤在配料系统中的维护与校验 本文结合了5台电子皮带秤在实际使用中出现的情况,总结了如何对电子皮带秤进行使用和维护;对出现的故障给出了产生的原因,并结合实际例子,给出了故障的排除方法。 标签:配料系统;电子皮带秤;维护;校验 莱钢集团矿山建设有限公司链篦机—回转窑氧化球团生产线于2004年7月建成投产,设计年产氧化球团60万吨。在各生产工序中,配料处于生产工艺的第一道工序,根据原料结构的不同适时调整原料的配比来保证整个工艺的稳定。因此原料配比的调控在整个生产过程中至关重要。电子皮带称的运行精度与运行稳定性在配料系统的运行中起到关键作用。 我厂配料系统由5台带式称重给料机和1台螺旋式称重给料机组成,由徐州三原称重技术有限公司负责安装调试。配料系统安装运行近10年来,经过日常维护计量误差仍保持在合理范围之内,系统运行稳定。 配料系统由称重控制显示器、工控机、称重程序、变频器组成,可通过控制显示器与变频器调速实现自动调节。应用于配料系统的拉氏皮带称与用于其它场合的皮带秤的工作原理相同,日常维护与管理也存在相同之处。但与其它用于物料结算的皮带秤在日常使用中过程中对精度的要求又有所不同。 1 影响拉式皮带秤精度的因素 1.1影响皮带秤精度的误差包括静态误差与动态误差。静态误差在皮带秤秤体安装时已经确定,皮带秤的安装误差。因此在皮带秤的日常使用过程中对动态误差的控制在保证皮带秤精度上起到关键作用。动态误差产生的原因是多方面的,根据实际使用过程中产生影响的主要因素有以下几种:物料的不均匀与冲击力造成的误差,皮带跑偏造成的误差,校准误差,环境影响带来的误差。 1.2物料的不均匀对称重传感器带来较大范围的弹性变化影响测量精度,物料的冲击对于皮带秤支架刚性的影响,皮带的振动也都影响计量的精度。针对上述情况,要合理的调整原料仓出口闸板的高度,我厂在实际的配料过程中要求不得随意改变闸板的高度,料流稳定,高度合理,皮带秤运行速度适中。并及时清理原料中的杂物。保证原料仓内合理的料位,原料仓内原料不得少于1/3,保证原料入仓下落时不得对皮带造成较大冲击。 1.3皮带跑偏是造成误差最常见也是作重要的原因之一,由于用于拉式皮带秤的秤架长度相对较短,皮带长度较短,因此皮带跑偏对于计量的影响很大,因此加强日常的检查很重要,发现皮带跑偏及时调整,保证物料位于皮带的中间位置,使称重传感器受力均匀,信号准确稳定。
ABSTRACT The design is based on the body parts of the processing order of the processes and some special fixture design. Body parts of the main plane of the surface and pore system. In general, the plane guarantee processing precision than that of holes machining precision easy. Therefore, this design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of holes to ensure machining accuracy. Datum selection box input shaft and the output shaft of the supporting hole as a rough benchmark, with top with two holes as a precision technology reference. Main processes arrangements to support holes for positioning and processing the top plane, and then the top plane and the supporting hole location hole processing technology. In addition to the follow-up processes individual processes are made of the top plane and technological hole location hole and plane processing. Supported hole processing using the method of coordinate boring. The whole process of processing machine combinations were selected. Selection of special fixture fixture, clamping means more choice of pneumatic clamping, clamping reliable, institutions can not be locked, so the production efficiency is high, suitable for large batch, line processing, can meet the design requirements. Key words: Angle gear seat parts; fixture;
目录 1概述 0 2软件设计 (1) 2.1设计梯形图 (1) 2.2设计指令表 (4) 3硬件设计 (8) 3.1控制要求 (8) 3.2实验面板图 (8) 3.3选择PLC型号 (9) 3.4系统设计流程示意图 (9) 3.5 I/O分配表 (11) 3.6 I/O接线图 (11) 4调试 (12) 4.1初始状态 (12) 4.2装车控制 (12) 4.3停机控制 (12) 5结束语 (13) 6参考文献 (14)
1概述 本文设计的自动配料系统采用西门子S7-200系列PLC的控制来满足整个系统的自动化要求。本设计还可对配料系统运行状况进行监视,通过系统中各个指示灯的亮灭情况可准确判断系统的执行进度,利用料位传感器开关模拟配料过程中的料斗中物料是否已满,利用行程开关模拟汽车所装载物料是否已满,操作简单,维护方便且控制精度较高。 硬件方面采用西门子公司的S7-200PLC,它是一种叠装式结构的小型PLC。它具有指令丰富、功能强大、可靠性高、适应性好、结构紧凑、便于扩展、性价比高等优点。 软件方面采用的是德国siemens公司的S7-200系列PLC运用与之配套的编程软件,通过LAD编程语言编制了控制软件,从而使配料系统可以按照要求自动完成配料和装料过程,并且在发生故障时可立即手动停机。大幅提高系统方便性,可靠性。
2软件设计2.1设计梯形图 设计梯形图如下:
. 2.2设计指令表 LD I0.0 O M0.0 AN I0.1 = M0.0 LD M0.0 LPS AN I0.2 = Q0.3 LRD A I0.2 = Q0.2 LRD AN I0.3 = Q0.4 LRD AN Q0.4 = Q0.5 LRD A I0.3 = Q0.5 LRD
设计带式输送机传动装置 机械设计说明书 Revised by BLUE on the afternoon of December 12,2020.
机械设计基础课程设计 计算说明书 设计题目带式运输机上的单级圆柱齿轮减速器 系机电工程系专业数控技术 班级 设计者 指导教师 2011年 07 月 12 日
目录 一、设计任务书 0 二、带式运输送机传动装置设计 (1) 三、普通V带传动的设计 (5) 四、直齿圆柱齿轮传动设计 (6) 五、低速轴系的结构设计和校核 (9) 六、高速轴结构设计 (16) 七、低速轴轴承的选择计算 (18) 八、低速轴键的设计 (19) 九、联轴器的设计 (20) 十、润滑和密封 (20) 十一﹑设计小结 (21) 参考资料 (22)
一.设计任务书 一.设计题目 设计带式输送机传动装置。 二.工作条件及设计要求 1.设计用于带式运输机的传动装置。 2.该机室内工作,连续单向运转,载荷较平稳,空载启动。运输带速允许误差为 5%。 3.在中小型机械厂小批量生产,两班制工作。要求试用期为十年,大修期为3年。 三.原始数据 第三组选用原始数据:运输带工作拉力F=1250N 运输带工作速度V=s 卷筒直径D=240mm 四.设计任务 1.完成传动装置的结构设计。 2.完成减速器装备草图一张(A1)。 3.完成设计说明书一份。 二.带式运输送机传动装置设计 电动机的选择 1.电动机类型的选择:按已知的工作要求和条件,选用Y型全封闭笼型三相异步电动机 2.电动机功率的选择: P=Fv/1000=1250*1000= E
电子皮带秤挂码校准Last revision on 21 December 2020
挂马计算 具体计算过程 徐州默科仕测控技术有限公司提供 一、 17A 1、挂码方法:一般挂二组,主副杠杆各一组,呈对称布置。 2、简易公式: 挂码总量Q1×挂码点到耳轴之距离L1=计量段物料重量Q2×计量段长度L的1/4 ...... 徐州默科仕测控技术有限公司,是一家专业从事工业计量、物料配比输送、输送过程监控保护产品的设计、制造服务专业厂家,其主导产品主要包括、配料系统、给料机、给煤机、除铁器、皮带输送保护、智能监控系统及MT2105显示测量仪表等。 有三种校验方式,电子、挂码、链码,链码校验方式,最接近实物方式。常用的是挂码校验。校验常数的计算很重要,因为挂码是直接施加在称体上,是传感器受力,模拟不了物料的特性,校验过程就是让仪表检测传感器受力和理论计算相一致的过程。如果计算不正确,会与实际值偏差很大。不同的皮带秤的计算公式并不一样。 1.挂码的悬挂位置 ICS-20A秤应在两组托辊的位置 ICS-20B秤应在两组托辊的中间位置 ICS-17A秤应在一、二和三、四组托辊的中间位置 ICS-17B秤应在两组托辊的中间位置 ICS-14秤应在第二及第三组托辊的位置
挂码施加时,应保证对称施加,受力均匀。该位置为各种电子秤的理论受力点,在该位置施加砝码时,杠杆比为,否则应计算实际的杠杆比。杠杆比的计算公式为: 挂码到支点的距离(m) ——————————————— 称体理论受力点到支点的距离(m) 2.挂码校准常数 挂码的等效载荷 挂码重量=施加在称重托辊的静态重量 计量段长度的测量方法是: 以米为单位的计量段长度,由以下方法确定 (1)分别从皮带输送机的两侧,测得从(十1)托辊到最远的称重托辊的距离。(2)分别从皮带输送机两侧测量从(-1)托辊到最远的称重托辊之间的距离。 (3)计量段等于这四个数据的总和除以 4。 测量精度应精确到 1 毫米。 例:Kg = 200 D =米 Kg/m=200÷= Kg/m (2)挂码的标定常数的计算(单位为:吨): 挂码总重量(Kg) ————————× 杠杆比×皮带周长(m)× 圈数÷1000 计量段长度(m) 例:Lt=180米 N=5
机械设计基础课程设计 计算说明书 设计题目带式运输机上的单级圆柱齿轮减速器系机械系专业材料成型及控制工程班级 15-1 设计者孙新凯 指导教师 2017年 06 月 12 日
目录 一、设计任务书 0 二、带式运输送机传动装置设计 (1) 三、普通V带传动的设计 (4) 四、斜齿圆柱齿轮传动设计 (6) 五、滚动轴承和传动轴的设计 (10) 六、轴键的设计 (18) 七、联轴器的设计 (18) 八、润滑和密封 (19) 九、设计小结 (20) 十、参考资料 (20) 一.设计任务书 一.设计题目 设计带式输送机传动装置。 二.工作条件及设计要求
1.工作条件:两班制,连续单项运转,载荷较平稳室内工作,有粉 尘,环境最高温度35℃; 2.使用折旧期:8年; 3.检查间隔期:四年一次大修,两年一次中修,半年一次小修; 4.动力来源:电力,三相交流,电压380/220V 5. 运输带速允许误差为 5%。 6.制造条件及批量生产:一般机械厂制造,小批量生产。 三.原始数据 第二组选用原始数据:运输带工作拉力F=2200N 运输带工作速度V=s 卷筒直径D=240mm 四.设计任务 1.完成传动装置的结构设计。 2.完成减速器装备草图一张(A1)。 3.完成设计说明书一份。 二.带式运输送机传动装置设计 电动机的选择 1.电动机类型的选择:按已知的工作要求和条件,选用Y型全封闭笼型三相异步电动机 2.电动机功率的选择: P=Fv/1000=2200*1000= E 3.确定电动机的转速:卷筒工作的转速
W n =60*1000/(π*D)=60*1000**240)=min 4.初步估算传动比:由《机械设计基础》表14-2,单级圆柱齿轮减速器传动比=6~20 电动机转速的可选范围; d n =i ∑· v w n =(6~20)=~ r/min 因为根据带式运输机的工作要求可知,电动机选1000r/min 或1500r/min 的比较合适。 5.分析传动比,并确定传动方案 (1)机器一般是由原动机,传动装置和工作装置组成。传动装置是用来传递原动机的运动和动力,变换其运动形式以满足工作装置的需要,是机器的重要组成部分。传动装置是否合理将直接影响机器的工作的性能、重量和成本。合理的传动方案除满足工作装置的功能外,还要结构简单,制造方便,成本低廉,传动效率高和使用维护方便。 本设计中原动机为电动机、工作机为皮带输送机。传动方案采用两级传动,第一级传动为带传动,第二级传动为单级圆柱齿轮减速器 选用V 带传动是V 带传动承载能力较低,在传递相同转矩时,结构尺寸较其他形式大,但有过载保护的优点,还可以缓和和冲击振动。 齿轮传动的传动效率高,使用的功率和速度范围广、使用寿命较长。 由于本运输送机是在室内,考虑工作的背景和安全问题,固在齿轮区采用封闭式,可达到更好的效果。 故其方案示意图如下图所示:
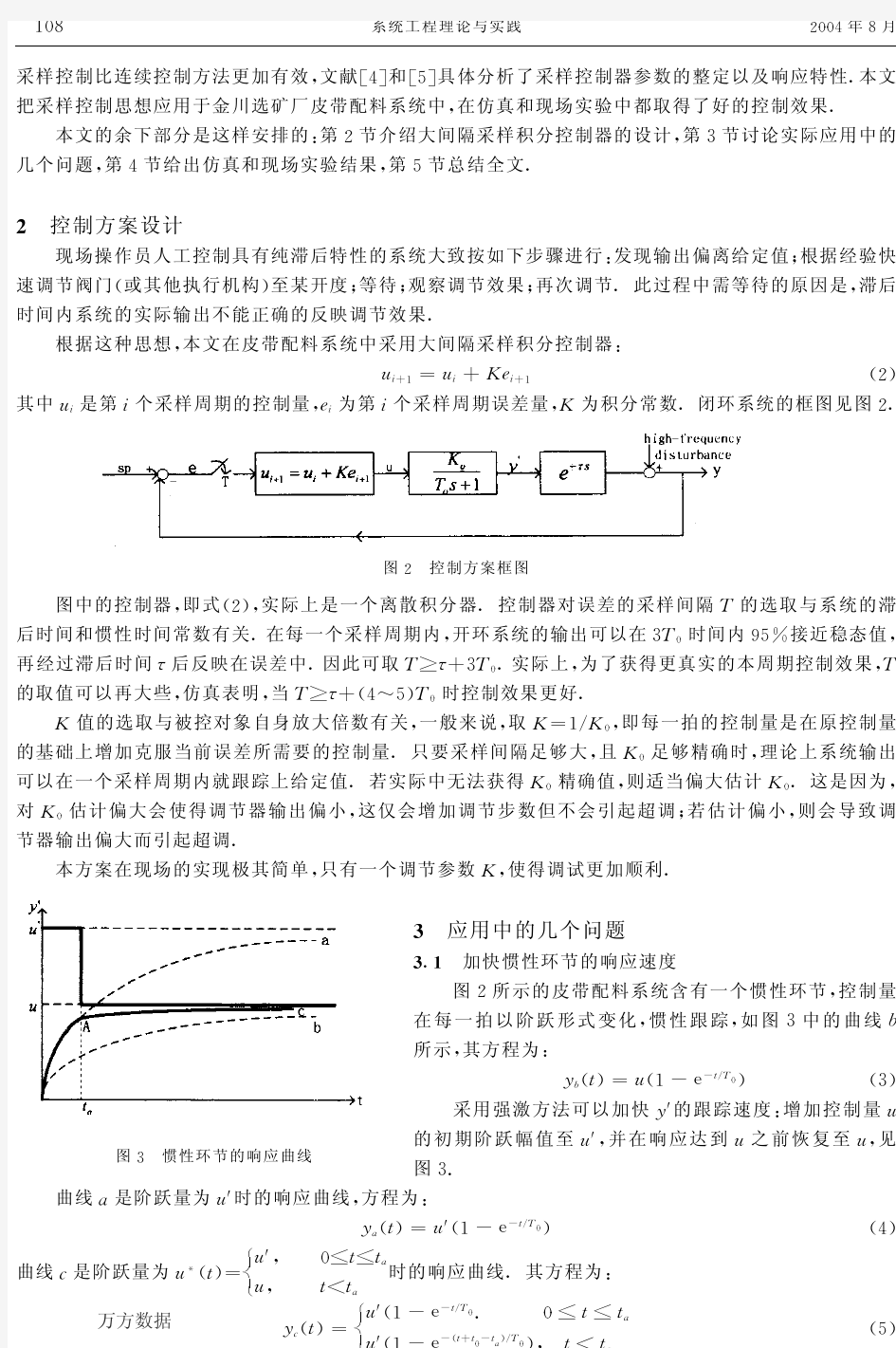
电子皮带秤工作原理和组成 电子皮带秤系统的工作原理 称重给料机将经过皮带上的物料,通过称重秤架下的称重传感器进行检测重量,以确定皮带上的物料重量;装在尾部滚筒或旋转设备上的数字式测速传感器,连续测量给料速度,该速度传感器的脉冲输出正比于皮带速度;速度信号与重量信号一起送入皮带给料机控制器,产生并显示累计量/瞬时流量。给料控制器将该流量与设定流量进行比较,由控制器输出信号控制变频器调速,实现定量给料的要求(如图1)。 可由上位PC机设定各种相关参数,并与PLC实现系统的自动控制。它可以采用两种运行方式:自动方式和半自动/手动方式。 自动方式 图1:称重给料机工作原理示意图 通过在工控机上选择的预先编好的配方,配方确定后启动系统。配料系统根据配方的设定自动控制各配料给料机运行。 ? 半自动方式/手动方式 由人工在控制器上设定配方的配比,手动启动控制器,BW500积算仪控制变频器和称重式给料机加料。 2.1.2 系统的组成
图2:称重给料机的组成示意图 称重给料机系统主要包括:秤架(包括安装支架)、称重传感器、速度传感器、手动挂码校验装置、防跑偏措施、头部刮板、内清扫、拉紧装置、配料秤的密封罩、支撑架、胶带、托辊、辊筒、结构件(卸料端带有衬板的卸料漏斗、拖料端带拖料漏斗及手动调节门等)、变频调速电机、接线盒及连接电缆(称重传感器之间)、通讯连接设施(称重给料机系统)、数字显示表、标定及调校设施、成套仪表盘等(如图2)。 称重给料机的核心部分是皮带秤(如图3)。皮带秤的主要组成由秤架、积算仪和速度传感器组成;而称重给料机系统的结构特点和精度主要由皮带秤的设计结构决定。 图3:皮带秤是称重给料机的核心部分 2.2 技术特点 称重给料机在皮带秤的秤架结构、积算仪以及称重给料机的整体设计上都具有它的特点。WF1200系列给料机使用的是MSI直接承重式秤架结构和BW500积算仪,这种秤秤架结构简化了称重给料机的称重结构, 降低称重系统的无效载荷, 提供合适的量程和灵敏度, 对于小流量称重有独特的优势。 2.2.1 秤架结构特点 皮带秤秤架部分的设计是很具有特色的,与一般常用的杠杆式秤架设计不同,它采用了被称为“三无”的直接承重式秤架结构,即:无杠杆、无支点、无平衡重(如图4),也就是没有称重承载器。这种设计带来的
电子皮带秤系统的工作原理 称重给料机将经过皮带上的物料,通过称重秤架下的称重传感器进行检测重量,以确定 皮带上的物料重量;装在尾部滚筒或旋转设备上的数字式测速传感器,连续测量给料速度,该速度传感器的脉冲输出正比于皮带速度;速度信号与重量信号一起送入皮带给料机控制器,产生并显示累计量/瞬时流量。给料控制器将该流量与设定流量进行比较,由控制器输出信号控制变频器调速,实现定量给料的要求(如图1)。 可由上位PC机设定各种相关参数,并与PLC实现系统的自动控制。它可以采用两种运行 方式:自动方式和半自动/手动方式。 自动方式 图1:称重给料机工作原理示意图 通过在工控机上选择的预先编好的配方,配方确定后启动系统。配料系统根据配方的设 定自动控制各配料给料机运行。 ? 半自动方式/手动方式 由人工在控制器上设定配方的配比,手动启动控制器,BW500积算仪控制变频器和称重式给料机加料。 2.1.2 系统的组成
图2:称重给料机的组成示意图 称重给料机系统主要包括:秤架(包括安装支架)、称重传感器、速度传感器、手动挂码校验装置、防跑偏措施、头部刮板、内清扫、拉紧装置、配料秤的密封罩、支撑架、胶带、托辊、辊筒、结构件(卸料端带有衬板的卸料漏斗、拖料端带拖料漏斗及手动调节门等)、变频调速电机、接线盒及连接电缆(称重传感器之间)、通讯连接设施(称重给料机系统)、数字显示表、标定及调校设施、成套仪表盘等(如图2)。 称重给料机的核心部分是皮带秤(如图3)。皮带秤的主要组成由秤架、积算仪和速度传感器组成;而称重给料机系统的结构特点和精度主要由皮带秤的设计结构决定。 图3:皮带秤是称重给料机的核心部分
自动配料灌装生产线计量系统方案 一、企业现有生产过程情况概述 目前企业的生产过程基本为:粉料采用人工称料用行车或叉车人工运料、手工填料的方式,液料采用称重计量,人工泵送料,反应釜一般采用手动变频启动方式、水计量采用就地显示流量计,需要人工看数手动控制开关,从以上看出企业目前基本没有自动计量及传输控制设备。 1、现存问题 (1)、人工上料,劳动强度大,速度慢; (2)、液体原料采用桶装称重计量或流量计显示,桶内残留和流量计显示误差,造成计量精度差。 (3)、整个产品生产过程采用人工手动控制,劳动强度大,差错率高,废品率高,致使产品质量控制困难大、生产效率低。 (4)、为了适应产品规模化、高质量生产的需要,系统的布局、控制模式、管理软件系统均需要有重新设计、实施。 2、用户需求分析 (1)、产品规模生产要求系统具有更大的产能、更高的稳定性; (2)、降低人工上料劳动强度、提高计量精度; (3)、固体及液体物料均应自动上料、自动计量; (4)、每次生产的不同配方(原料配比)均可在电脑上进行操作; (5)、生产过程实现自动化控制。 二、本方案自动上料配料系统组成 生产线配料主要完成水和4中液料的配料混合。计量罐单独设置,液体原料分开计量加料,现场3排搅拌釜分别为1排3个搅拌罐、2 排3个搅拌罐、3排5个搅拌罐。 1、原料罐四个,分别盛放四种不同的液体原料;水料罐1个,用于暂存水,预留用水 量。现场分别在3排搅拌罐的上部设置5T原料计量罐1台,15T水计量罐1台; 2、每个原料罐底部都安装有送料管道(管道口径DN65),分别由自动阀门和手动阀门 控制开关,每种液料的自动阀门安装在靠近管道出口位置,由送料泵负责将料通过
机械设计课程设计 计算说明书 课程名称:机械工程基础课程设计 题目:皮带输送机传动装置设计 学院(直属系):电子科技大学成都学院 年级/专业/班:2011级机械设计制造及其自动化5班学生姓名:周犹彪 学号:1140840501 指导教师:李世蓉
目录 摘要 (3) 第一章设计题目及主要技术说明 (4) 一、设计题目 (4) 二、主要技术说明内容 (4) 第二章结构设计 (5) 2.1传动方案拟定 (5) 2.2电动机选择 (5) 2.2.1电动机类型和结构的选择 (5) 2.2.2电动机容量选择 (6) 2.2.3确定电动机转速 (6) 2.3确定传动装置的总传动比和分配级传动比 (8) 2.4传动装置的运动和动力设计: (8) 2.4.1运动参数及动力参数的计算 (8) 2.5 V带传动设计 (10) 2.6斜齿轮传动的设计 (12) 2.6.1斜齿圆柱齿轮传动 (12) 2.6.2齿面接触强度的计算 (12) 2.6.3齿根弯曲疲劳强度验算 (15) 2.7箱体结构设计 (17) 2.8轴的设计 (18) 2.8.1输入轴的设计 (18) 2.8.2输出轴的设计 (25) 2.9键的强度校核 (31) 2.9.1输入轴的键强度校核计算 (31) 2.9.2输出轴的键强度校核计算 (32) 2.10联轴器的选择 (32) 2.11滚动轴承设计 (33) 2.12润滑油及润滑方式的选择 (34) 设计总结 (35) 参考文献 (35)
摘要 减速器原理减速器是指原动机与工作机之间独立封闭式传动装置。此外,减速器也是一种动力传达机构,利用齿轮的速度转换器,将马达的问转数减速到所要的回转数,并得到较大转矩的机构。降速同时提高输出扭矩,扭矩输出比例按电机输出乘减速比,但要注意不能超出减速器额定扭矩。 减速器的作用减速器的作用就是减速增矩,这个功能完全靠齿轮与齿轮之间的啮合完成,比较容易理解。 减速器的种类很多,按照传动类型可分为齿轮减速器、蜗杆减速器和行星减速器以及它们互相组合起来的减速器;按照传动的级数可分为单级和多级减速器;按照齿轮形状可分为圆柱齿轮减速器、圆锥齿轮减速器和圆锥一圆柱齿轮减速器;按照传动的布置形式又可分为展开式、分流式和同轴式减速器。 齿轮减速器应用范围广泛,例如,内平动齿轮传动与定轴齿轮传动和行星齿轮传动相比具有许多优点,能够适用于机械、冶金、矿山、建筑、轻工、国防等众多领域的大功率、大传动比场合,能够完全取代这些领域中的圆柱齿轮传动和蜗轮蜗杆传动,因此,内平动齿轮减速器有广泛的应用前景。
电子皮带秤选型方法 江苏赛摩集团公司业务部李宏伟 1、概述 电子皮带秤是江苏赛摩集团主导产品之一,如何根据用户的需要和现场工况,指导用户正确选型,是签订高质量皮带秤合同的基础,熟练掌握电子皮带秤选型方法,应是合格销售员的基本功。 2、电子皮带秤型号 电子皮带秤以N系列为主,有N17、N20和N30等。例如:N17-3-1000;表示N17型秤,带有三个托辊,装在皮带宽度为1000mm的输送机上。 3、电子皮带秤准确度等级 电子皮带秤的准确度分为三个等级,表示符号为:(0.5)、(1.0)、(2.0)。 皮带秤型号和对应等级为: N17-(0.5)、N20-(1.0)、N30-(2.0) 4、如何根据用途选择不同准确度等级的皮带秤 4.1 应用于加工处理或控制 这些皮带秤用于监测产量、生产速度和配料,根据情况,所要求的准确度在±0.5%到±1%之间,在这种应用方面最常用的皮带秤准确度在±0.5%,不需要管理机构认可。像电厂的入炉煤计量,各种生产原料的用于内部核算的计量,通常采用赛摩N17系列皮带秤。而仅仅在工艺过程控制,如定量给料,多种原料的配比控制,通常使用赛摩N20系统皮带秤,就可以满足要求。 4.2 应用于加工过程监测 当有浪费或有设备损坏可能时,这种秤在加工车间可用于报警。根据情况不同,称量精度范围在±0.5%到±2%之间,这种秤的重复性和称量精度常常同样重要。这种场合通常选用赛摩的N30系列皮带秤。
5 皮带秤安装使用条件 5.1 皮带秤的安装位置 在安装皮带秤时,很重要的一点是把秤安装在输送机的张力和张力变化最小的位置,基于此种原因,皮带秤应装在接近输送机的尾部,但应有足够的距离以防止导料栏板的影响。 5.2 要求均匀的皮带荷载 虽然在大多数应用中称量系统可以在物料量的20-100%的变化范围内准确地工作,但是它希望荷载尽可能地均匀。为了减少给料量的波动,可在料仓出口处装一个高度调整板。 5.3 要求单点落料 在高精度称量装置里,皮带输送机应该只有一个落料点且在同一点落料,这样就保证在整个落料过程中保持皮带张力恒定。 5.4 要求避免物料滑动 皮带秤系统处理皮带载荷和皮带速度以获得精确计量。产生的皮带速度必须等于在秤位置上的皮带速度。基于此理由,输送机速度和倾角不宜过大,以免发生物料滑动。在大倾角、高速度的输送系统里,秤应该配置在距落料点较远的位置上,皮带输送机的倾角最大不能超过18度。对N10-14/17系列的皮带秤,输送机倾角不能超过6度,对于ICS10-20/30系列的皮带秤,输送机倾角不能超过18度(根据GB/T7721-2001)。对于不能满足以上要求的情况要咨询专业技术人员,以确定能否安装皮带秤,或者需要降低等级使用。 5.5 安装时避开输送机凸形曲线段 在带有直线段的输送机装秤比带有凸形曲线段的输送机更可取。建议凸形曲线段不在装料点和秤之间,输送机的凸形段许可在超过称重域托辊外的6米或五个托辊间距的地方。 5.6 输送机带有凹形曲线段时如何安装皮带秤 输送机(向上升的)凹形曲线的切点必须至少距秤12米远。若使秤按44号手册提出的标准检定合格,此距离必须是21米,如果秤安装在带凹形曲线段的皮带输送机而又不能满足上述尺寸界限时,则秤应该装在直线段并在整个装料区外,秤的前后则应至少各有8组托辊与皮带接触,皮带秤应在给料点与凹形曲线
一、机械零件CAD 设计任务书 ——普通V 带传动及键设计 其它条件:传动比允许误差≤±5%;轻度冲击;两班工作制。 2、设计内容和要求 1)V 带传动的设计计算,参见教材。 2)轴径设计 取45号钢时,按下式估算:03.1110 3 min ?≥n P d ,并圆整。 3)V 带轮的结构设计 选择带轮的材料、结构形式、计算基本结构尺寸。 4)键的选择及强度校核
5)用3D软件设计零件及装配图,并标注主要的特征尺寸。 3、编写设计计算说明书 封面、题目、目录、设计内容及结果、小结、参考资料等。
二、带轮3D设计示例 (一)结构尺寸 以教材上的带传动例题中的参数为例:dd1=80,z=3,带型SPZ,查得:bd=8.5,hamin=2,hfmin=9,e12,f=8,δmin=5.5,B=(z-1)e+2f=(3-1)×12+2×8=40,da=dd+2ha=80+2×2=84,φ=34°,L=B=40。 (二)SolidWorks 小带轮3D设计步骤 1.启动SolidWorks新建零件文件→保存文件名为“小带轮.SLDPRT”到自己建立的文件夹。 2.绘制截面草图: 点击前视基准面→草图绘制→草图绘制 在该草图上绘制带轮截面,如下图: 3.生成3D 插入→凸台/基体→旋转(如下图)
点击属性窗口中的确定按钮,再按整体显示全图按钮,结果如下: 4.绘制轴孔 点击一个端面→草图绘制→草图绘制 点击“正视于”按钮
在该草图中绘制一圆,假设半径为15,如下图(还可画出键): 点击特征→拉伸切除 选择“完全贯穿”
按OK按钮,再利用旋转视图按钮调节视图: 存盘。 (三)SolidWorks 大带轮3D设计步骤 可按小带轮的设计步骤进行。下面我们介绍一种简便方法:1.打开文件:小带轮.SLDPRT,另存为:大带轮.SLDPRT 2.右击旋转下的草图→编辑草图,如下图:
自动配料控制系统文献综述 1 前言 自动配料系统在轻工、纺织、塑料、食品、制药、化工等行业得到了广泛应用, 并具有很好的发展前景。通过许多关于自动配料控制系统的文献,设计出自动配料系统具有通用性强、自动化程度高、工作可靠性高、人机界面友好、可进行远距离控制、成本低廉等特点。 当前针对某一行业, 配料仪器所用传感器种类、量程基本固定,配料的种类数基本固定, 因此, 目前的配料仪器产品使用场合单一, 针对不同行业, 要设计出不同的配料仪器, 使大批量生产难于实现, 这就使得资源的利用率不高, 产品生产成本过高。因此, 能够开发出可适配多种不同类型的传感器, 具有智能去皮、精确配料、配料种类数由操作人员选择的新型配料仪, 具有广泛的应用价值。本设计就是以基于单片机为核心, 设计出能适配不同种类传感器和应用于不同行业的通用型自动配料仪。 2 国内外现状 近年来我国的配料工业发展迅速,小型配料系统的设备性能有了很大提高。自动配料装置的核心设备是配料秤,配料秤性能好坏,将直接影响配料质量的优劣。用微机代替控制仪表进行称量配料,可以对称量误差进行自动补偿,保证配料的准确性,通过微机的键盘和显示器方便进行人机对话,还科研调用管理完成参数设置,
检查和修改工艺设定值,并监视称量配料的生产过程,发现故障及时报警,通过打印机及时打印生产报表,自动完成统计工作。这样,可以降低原料消耗,提高产品质量,实现生产过程的实时动态监视,配料精度低主要原因是电子秤系统的动态X 围小,而可靠性主要是中间继电器和过程控制的微机控制系统的可靠性低所致,针对实际问题,采用可编程控制器来代替中间的继电器和过程控制的微型机,为了实现生产过程的动态监视,使用微型机与PLC通信,在屏幕上显示出动态生产数据。可靠性是重要的质量指标,由于机械工艺,电子元件等基础,工业发展的滞后,国内电脑配料系统可靠性与国外产品相比尚有一定差距。 主要面临的问题是: ( 1)不同行业使用的传感器不同, 输出的电信号不同, 这就给信号的初期放大处理和程序设计带来困难。 ( 2)不同行业配料种类数不同, 控制信号数不同, 这就给控制电路和处理程序的设计带来困难。
目录 一设计任务 (2) 二电动机选择 (3) 三各级传动比分配 (5) 四 V带设计 (7) 五齿轮设计 (10) 六传动轴设计 (14) 6.1输出轴的计算 (14) 6.2输入轴的计算 (18) 七轴承的校核 (22) 八键连接收割机 (22) 九联轴器设计 (23) 十箱体结构的设计 (23) 十一设计小结 (25) 参考文献 (26)
一设计任务 设计带式输送机的传动系统。要求传动系统含有单级圆柱齿轮减速器以及V 带传动。 1 、传动系统方案 带式输送机有电动机驱动,电动机1通过V带传动2将动力传入单机圆柱齿轮减速器3,再通过联轴器4,将动力传至输送机滚筒5,带式输送带6工作。 2 、原始数据 输送带工作速度v=10.5m/s 3 、工作条件 带式输送机在常温下连续工作、单向运转;空载起动,工作载荷较平稳;两班制(每班工作8h)要求减速器设计寿命为8年,大修期为2~3年,中批量生产;输送带工作速度v的允许误差为±5%,三相交流电源的电压为 380/220V。
二 电动机选择 1、电动机类型和结构的选择: 选择Y 系列三相异步电动机,此系列电动机属于一般用途的全封闭自扇冷电动机,其结构简单,工作可靠,价格低廉,维护方便,适用于不易燃,不易爆,无腐蚀性气体和无特殊要求的机械。 2、电动机容量的选择: 根据已知条件,工作机所需要的有效功率为 kw p k P a d 4.441.1.=?== 工作时,电动机所需功率为z kW P P w d 716.583279 .04 .4== = η 由《课程设计》表12-1可知,满足P e ≥P d 条件的Y 系列三相异步电动机额定功率P e 应取为7.5KW 。 3、电动机转速的选择: 根据已知条件,传动比为2,所以滚筒的转速为2000red/min 。 表1 方案号 电动机型号 额电功率(kw ) 同步转速(r/min ) 满载转速(r/min ) 总传动 比i 外伸轴径D/mm 轴外伸长 度E/mm Ⅰ Y112M-4 4.4 1000 1440 2 38 80 见第方案Ⅱ比较适合。 此选定电动机型号为Y112M-4型.
综合实践 课程设计说明书 设计题目:带轮 学院:机械工程学院 班级:过控091 设计者:宋成亮 指导教师:林景凡 学号:2009112031 成绩: 完成日期:2011年12月01日
目录 一、关键字-------------------------------------------------------------------3 二、摘要----------------------------------------------------------------------4 三、铸造工艺方案制定-----------------------------------------------------5 1:材料分析------------------------------------------------------------5 2:铸造方法------------------------------------------------------------5 3:分型面的选择------------------------------------------------------5 4:铸件形状------------------------------------------------------------6 5:工艺参数------------------------------------------------------------6 6:质量及浇注系统的计算------------------------------------------7 7:冒口计算------------------------------------------------------------8 四、机械加工工艺---------------------------------------------------------8 1:工艺分析------------------------------------------------------------8 2:基准的选择---------------------------------------------------------8 3:刀具与机床夹具的选择------------------------------------------8 4:切削液的选择和使用--------------------------------------------------9 5:工艺过程------------------------------------------------------------9 6:机械加工工艺卡片----------------------------------------------------9 五、参考文献--------------------------------------------------------------------14 六、指导教师评语------------------------------------------------------------15 附件1:零件图 附件2:毛坯图
计算机控制自动配料系统设计 Mingjun Zhao Electronic and information engineering, Hubei University Wuhan, China 摘要: 工业企业成分是在程序的生产过程中最重要的成分决定的精度直接影响最终产品的质量,这设计了一套工业生产的自动计算机配料系统,并取得了良好的应用。 关键词:计算机控制;配料系统;工业企业;生产过程 一简介 计算机自动配料是最重要的一个流程工业企业生产过程,称为“咽喉”的过程中,配料的精度直接影响质量的决定最终产品和落后的配料设备和技术,不仅效率低,而且材料的成分不正确,人工操作和人工因素的成分联系。实现高精度自动配料系统设计对计算机工业企业生产具有十分重要的意义。本文设计了一套计算机自动配料系统企业完全抛弃手工操作,原料进入科学数字生产,个人也从灰尘和认真的工作环境恶劣的噪声。不仅如此,表优质配料更带来了我们产品的质量和生产效率。 二混合控制的组成系统结构与工作原理 自动配料由工控机、PLC电脑控制系统、送料控制装置等,其控制结构如下: 每个传感器信号进行直接进入相应的称重控制器,通过串口或Modbus协议称重控制器将重量信号传输到计算机,计算机根据配料称重控制各原料仓配料最终控制阀,添加所需的原料重量。 可编程控制器或智能输入/输出模块主要学习原材料仓库和配料阀状态并发送控制开关所有仓门信号 工业计算机是系统的核心,主要是在完成各种配方和原材料管理;控制原材料的添加顺序;添加量和在配料过程数据的管理与分析。 三配料控制系统软件设计 计算机软件可以使用支持标准MODBUS协议的计算机监控软件,如WinCC,力控制等,或直接使用C,C++,java,确保计算机高级语言的一个以及可编程控制器和称重控制器的
课程设计任务书 课程名称机械设计课程设计 课题名称皮带运输机传动装置专业班级 姓名 学号 指导教师 审批 汽车与交通学院交通工程教研室
机械设计课程设计说明书课题名称:皮带运输机传动装置 班级: 学号: 设计人: 指导教师 完成日期
目录 一、设计任务书 (3) 二、电动机的选择 (5) 三、计算传动装置的运动和动力参数 (7) 四、传动件设计计算............ (8) 五、轴的设计.......... .......... .......... ........... .. .. . (14) 六、润滑方式、润滑油牌号及密封装置的选择 (21) 七、箱体及其附件的结构设计 (21) 八、设计总结 (24) 九、参考资料 (24)
设计任务书 题目:设计皮带运输机的二级直齿圆柱齿轮减速器。 课题号:1 技术数据:输送带有效拉力F=2000N 带速V=0.8m/s 滚筒直径D=200mm 带式运输机的传动示意图 图中,1——电动机2——三角皮带传动3——齿轮减速器4——滚动轴承5——联轴器6——滑动轴承7——运输皮带8——滚筒 工作条件及技术要求: 电源380V; 工作年限:10年; 工作班制:两班 运输机单项运转,工作平稳。 η1,带传动的效率; η2,齿轮的效率;
η3,滚动轴承传动效率; η4,联轴器的传动效率; η5,滑动轴承的传动效率; η6,卷筒的传动效率; η6,卷筒的传动效率; 电动机的机选择 动力来源:电力,三相交流电,电压380V ;所以选用常用的封闭式系列的 ——交流电动机。 1. 电动机容量的选择 1)工作机所需功率P w 由题中条件 查询工作情况系数K A (见[1]表8-7),查得K A=1.2 设计方案的总效率 n 0=n 1*n 2*n 3*n 4*n 5*n 6…n n 本设计中的 η带 ——v 带的传动效率, η滚轴——滚动轴承的传动效率 (3对),齿η—— 齿轮的传动效率(2对),联η——联轴器的传动效率(1个)η滑轴——滑动轴承的传动效率 (2对),η筒——滚筒的传动效率。 其中 η带 =0.96,η轴滚=0.99,齿η=0.97(两对齿 轮的效率取相等),联η=0.99, η滑轴=0.97,η筒=0.96。 总η=322 η带齿联滑轴筒 滚轴ηηηηη=0.96*0.97*0.97*0.99*0.99*o.99*0.99*0.97*0.96=0.808 1.电动机的输出功率 P w==1.6KW Pd = Pw/ 总 η, 总η=0.808 Pd =1.6/0.808=1.98KW 2. 电动机转速的选择 由v=0.8m/s 求卷筒转速n w V = 1000 *60w dn π=0.8 →w n =76.39r/min, i 总=i1’·i2’…in ’ 由该传动方案知,在该系统存在减速器二级传动比i1,i2和带传动传动比。由[2]表2.1知。二级展开式圆柱齿轮减速器传动比范围为8~40,v 带传动i 带<=8,取i 带=2.4 所以 d n =[8,40]* w n *2.4 所以nd 的范围是(1466.6,7333.44)r/min ,初选为同步转速
泰国7500KW木屑生物质燃料次高压电站 泰国7500KW木屑生物质燃料次高压电站 称量设备 技术规范书 需方:天津机电进出口有限公司 设计:邯郸市世通电力水泥技术开发有限公司 时间:2015年9月08日
目录 一、技术规范 二、技术参数 三、包装运输 四、设备监造(检验)和性能验收试验 五、质量保证及保证期 六、技术服务及联络 七、其他
第一章技术规范 1. 总则 1.1 本技术规范书适用于泰国7500KW木屑生物质燃料次高压电站的称量设备,它提出了设备的功能设计、结构、性能、安装和试验等方面的技术要求。 1.2 买方在本技术规范书中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准。卖方应提供一套满足本技术规范书和所列标准要求的高质量产品及其相应服务。 1.3 如未对本技术规范书提出偏差,将认为卖方提供的设备符合本技术规范书和相关国家标准的要求。 1.4卖方须执行本技术规范书所列标准。有矛盾时,按较高标准执行。 2. 工程概况 环境条件 最高温度:40℃ 最低温度:11℃ 设计温度:27.5 ℃ 年平均温度:27.5℃ 湿度:60-100% 设计用湿度值:75% 海拔高度:<100m 年平均压力:100kPa 年平均年降雨量15000mm 气候特点热带季风气候 地震烈度:缺少资料 设计风速:缺少资料 所在地区泰国南部
3.执行标准和规范 电子皮带秤的设计、制造、包装、运输、储存、验收应以中国国家标准为基础并符合下列有关标准、规范和规定的要求: 《电子皮带秤》 GB/T7721-1995 《连续累计自动衡器(皮带秤)检定规程》 JJG195-2002 《电子衡器通用技术条件》GB/T4249.2 《称重传感器》 JJG669-90 《气焊、手工电弧焊及气体保护焊缝坡口的基本形式与尺寸》GB985 《钢结构设计规范》GBJ17-88 《外壳防护等级分类》 GB4208 第二章技术参数 1.电子皮带秤技术参数 ·规格型号 ICS-17A-650(配控制箱) ·胶带机宽度 B=650mm ·数量 2台 ·胶带机速度 1.00m/s ·胶带机倾角水平安装 ·称量范围 0~100 t/h ·电源电压交流220V ·检定精度±0.25% 2.电子皮带秤技术特点 2.1系统构成及工作原理 乙方生产的ICS系列电子皮带秤主要由称重桥架、称重传感器、速度传感器、称重显示仪表(积算器)及辅助设备组成。装有载荷传感器的称重桥架,安装于输送机的纵梁上,检测皮带上的物料重量,产生一个正比于皮带载荷的电气输出信号。速度传感器直接连在从动滚筒上或测速滚筒上,提供一系列脉冲,每个脉冲表示一个皮带运动单元,脉冲的频率正比于皮带速度。当物料通过秤的同时,重量信号和速度信号送到二次仪表,通过放大、A/D转换, 计算出瞬时流量和累积量,并显示于积算器前面板。