世界各国压铸铝合金成分牌号对照表1.铝合金 GB/T 15115-94
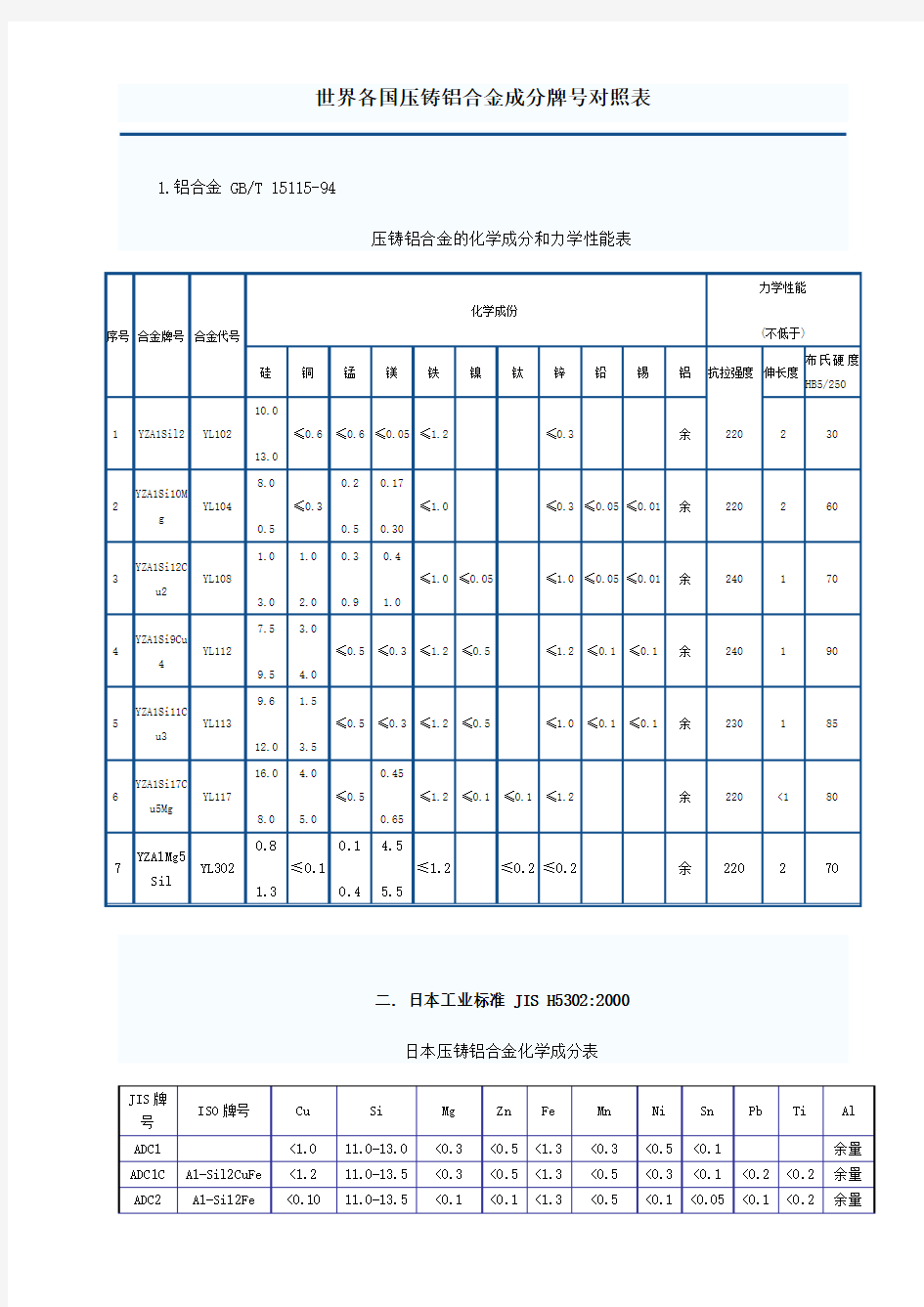
压铸铝合金的化学成分和力学性能表
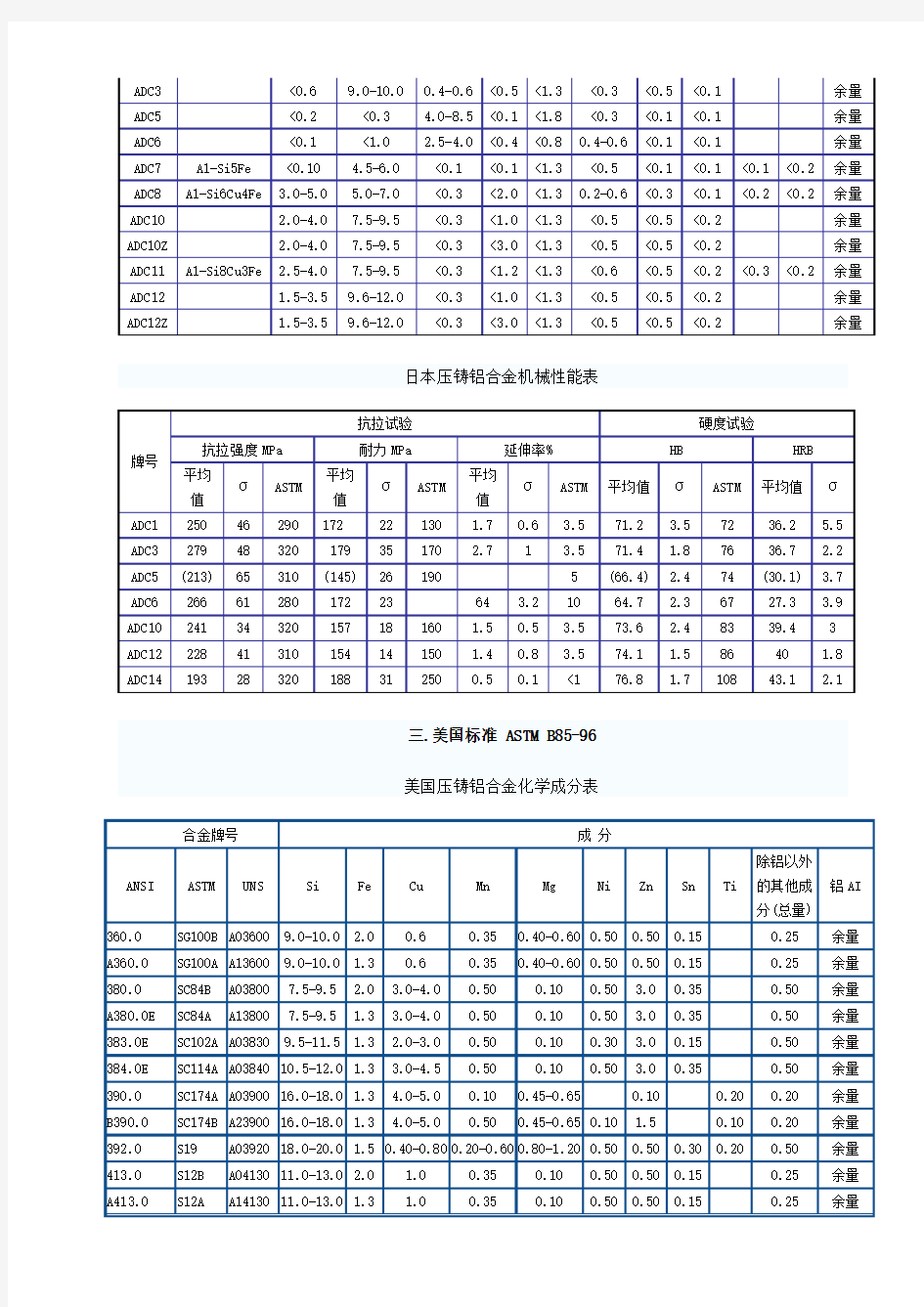
二. 日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
日本压铸铝合金机械性能表
三.美国标准 ASTM B85-96美国压铸铝合金化学成分表
四.欧盟标准EN1706:1998
欧盟压铸铝合金化学成分和力学性能表
国内外主要压铸AI合金化学成分表
变形铝及铝合金化学成分及新旧牌
国内外主要压铸AI合金化学成分表 铝合金压铸标准---美国标准三.美国标准ASTM B85-96 美国压铸铝合金化学成分表
铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998 欧盟压铸铝合金化学成分和力学性能表 铝合金压铸标准---日本标准 二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表
铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准 压铸铝合金的化学成分和力学性能表
. 铝合金压铸件GB/T 15114-94 1.主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等. 本标准适用于铝合金压铸件. 2.引用标准 GB1182 形状和位置公差代号及其标准 GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查) GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面 GB6060.4 表面粗糙度比较样块抛光加工表面 GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面 GB6414 铸件尺寸公差 GB/T11350 铸件机械加工余量 GB/T15115 压铸铝合金 3.技术要求 3.1化学成分 合金的化学成分应符合GB/T15115的规定. 3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定 3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定. 3.3压铸件尺寸 3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定 3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明. 3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定. 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明. 3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明. 3.5表面质量 3.5.1铸件表面粗糙度应符合GB6060.1的规定 3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷. 3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致. 3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹. 3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定. 3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定. 3.6内部质量 3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据. 3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.
压铸铝合金的化学成分和力学性能表 序号合金牌号合金代号 化学成份 力学性能 (不低于) 硅铜锰镁铁镍钛锌铅锡铝 抗拉强度伸长度 布氏硬度 HB5 /250 /30 1 YZA1Sil 2 YL102 10.0 13.0 ≤0.6≤0.6≤0.05≤1.2≤0.3余 220 2 60 2 YZA1Si10Mg YL104 8.0 10.5 ≤0.3 0.2 0.5 0.17 0.30 ≤1.0≤0.3≤0.05≤0.01余220 2 70 3 YZA1Si12Cu2 YL108 11.0 13.0 1.0 2.0 0.3 0.9 0.4 1.0 ≤1.0≤0.05≤1.0≤0.05≤0.01余240 1 90 4 YZA1Si9Cu4 YL112 7.5 9.5 3.0 4.0 ≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余240 1 85 5 YZA1Si11Cu3 YL113 9.6 12.0 1.5 3.5 ≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余230 1 80 6 YZA1Si17Cu5Mg YL11 7 16.0 18.0 4.0 5.0 ≤0.5 0.45 0.65 ≤1.2≤0.1≤0.1≤1.2余220 <1 7 YZA1Mg5Sil YL302 0.8 1.3 ≤0.1 0.1 0.4 4.5 5.5 ≤1.2≤0.2≤0.2余220 2 70 二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表 JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al ADC1 1.0以下11.0-13.0 0.3以下0.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe 1.2以下11.0-13.5 0.3以下0.5以下 1.3以下0.5以下0.30以下0.1以下0.20以下0.2以下余量ADC2 A1-Si12Fe 0.10以下11.0-13.5 0.10以下0.1以下 1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC3 0.6以下9.0-10.0 0.4-0.6 0.5以下 1.3以下0.3以下0.5以下0.1以下余量ADC5 0.2以下0.3以下 4.0-8.5 0.1以下 1.8以下0.3以下0.1以下0.1以下余量ADC6 0.1以下 1.0以下 2.5-4.0 0.4以下0.8以下0.4-0.6 0.1以下0.1以下余量ADC7 A1-Si5Fe 0.10以下 4.5-6.0 0.1以下0.1以下 1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8 A1-Si6Cu4Fe 3.0-5.0 5.0-7.0 0.3以下 2.0以下 1.3以下0.2-0.6 0.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.0 7.5-9.5 0.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.0 7.5-9.5 0.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC11 A1-Si8Cu3Fe 2.5-4.0 7.5-9.5 0.3以下 1.2以下 1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.5 9.6-12.0 0.3以下 1.0以下 1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.5 9.6-12.0 0.3以下 3.0以下 1.3以下0.5以下0.5以下0.2以下余量 牌号 抗拉试验硬度试验 抗拉强度MPa 耐力MPa 延伸率% HB HRB
铝合金材料牌号和用途 点击次数:548 发布时间:2009-9-22 0:14:49 1050食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145包装及绝热铝箔,热交换器 1199电解电容器箔,光学反光沉积膜 1350电线、导电绞线、汇流排、变压器带材 2011螺钉及要求有良好切削性能的机械加工产品 2014应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件 2024飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件 2048航空航天器结构件与兵器结构零件 2124航空航天器结构件 2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环 2219航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300摄氏度。焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力 2319焊拉 2219合金的焊条和填充焊料 2618模锻件与自由锻件。活塞和航空发动机零件 2A01工作温度小于等于100摄氏度的结构铆钉 2A02工作温度200~300摄氏度的涡轮喷气发动机的轴向压气机叶片 2A06工作温度150~250摄氏度的飞机结构及工作温度125~250摄氏度的航空器结构铆钉
表1?各国Al-Si(Mg)系铸造铝合金牌号近似对照? S 33 3 3 - - - - 表2?各国Al-Si-Cu-(Mg ,Ni)系铸造铝合金牌号近似对照
。 表3?各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照 表4?各国Al-Cu-(Mn,Mg)系铸造铝合金牌号近似对照
表5?各国Al-Mg-(Si,Mn)系铸造铝合金牌号近似对照 表6?各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照 表7?各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照 注:1.括号内仅表示合金类型,非标准牌号。 2.德国牌号开头冠以“G”或“GK_”(表中省略):括号内为德国的材料号。
压铸铝合金的牌号及化学成分(GB/T15115—1994) 牌号代号主要化学成分(质量分数),% Si(硅) Cu(铜) Mn(锰) Mg(镁) Fe(铁) Zn(锌) Al(铝) YZAlSi12 YL102 10.0~ 13.0 ≤0.6≤0.6≤0.05≤1.2≤0.3余量 YZAlSi10Mg YL104 8.0~ 10.5 ≤0.30.2~0.5 0.17~ 0.30 ≤1.0≤0.3余量 YZAlSi12Cu2 YL108 11.0~ 13.0 1.0~ 2.0 0.3~0.9 0.4~1.0 ≤1.0≤1.0余量 YZAlSi9Cu4 YL112 7.5~9.5 3.0~4.0 ≤0.5≤0.3≤1.2≤1.2余量 YZAlSi11Cu3 YL113 9.6~ 12.0 1.5~3.5 ≤0.5≤0.3≤1.2≤1.0余量 YZAlSi17Cu5Mg YL117 16.0~ 18.0 4.0~ 5.0 ≤0.5 0.45~ 0.65 ≤1.2≤1.2余量 YZAlMg5Si1 YL302 0.8~1.3 ≤0.10.1~0.4 4.5~5.5 ≤1.2≤0.2余量
变形铝及铝合金牌号对照表
铝及铝合金新旧牌号对照表
注: ①"原"是指化学成份与新牌号同,且都符合GB3190-82规定的旧牌号。 ②“代”是指与新牌号的化学成份相近似,且符合GB3190-82规定的旧牌号。 ③“曾用”是指已经鉴定,工业生产时曾经用过的牌号,但没有收入GB3190-82中。
变形铝和铝合金牌号表示方法和状态代号 类型:铝型材点击次数:1030 (1)四位数字体系牌号命名方法1997年1月1号,我国开始实施GB/T16474?996《变形铝和铝合金牌号表示方法》标准。新的牌号表示方法采用变形铝和铝合金国际牌号注册组织推荐的国际四位数字体系牌号命名方法,例如工业纯铝有1070、1060等,Al-Mn合金有3003等,Al-Mg合金有5052、5086等。 (2)四位字符体系牌号命名方法1997年1月1号前,我国采用前苏联的牌号表示方法。一些老牌号的铝及铝合金化学成分与国际四位数字体系牌号不完全吻合,不能采用国际四位数字体系牌号代替,为保留国内现有的非国际四位数字体系牌号,不得不采用四位字符体系牌号命名方法,以便逐步与国际接轨。例如:老牌号LF21的化学成分与国际四位数字体系牌号3003不完全吻合,于是,四位字符体系表示的牌号为3A21。 四位数字体系和四位字符体系牌号第一个数字表示铝及铝合金的类别,其含义如下: 1)1XXX系列工业纯铝; 2)2XXX系列Al-Cu、Al-Cu-Mn合金,; 3)3XXX系列Al-Mn合金; 4)4XXX系列Al-Si合金; 5)5XXX系列Al-Mg合金; 6)6XXX系列Al-Mg-Si合金; 7)7XXX系列Al-Mg-Si-Cu合金; 8)8XXX系列其它。 (3)铝铸件牌号我国容器用铝铸件牌号采用ZAl+主要合金元素符号+合金元素含量数百分率表示。例如;ZAlSi7Mg1A、ZAlCu4、ZAlMg5Si等。 (4)状态代号相同牌号的铝及铝合金,状态不同时,力学性能不相同。按照GB/T16475《变形铝和铝合金状态代号》标准,新状态代号规定如下: O 退火状态 H112 热作状态 T4 固溶处理后自然时效状态 T5 高温成形过程冷却后人工时效状态 T6 固溶处理后人工时效状态
1,国外压铸铝合金的成分及特征: JIS ALCOA 主要化学成分 规格规格Si(硅) Cu(铜) Mg(镁) Zn(锌) Mn(锰) Fe(铁) Ti(钛) Ni(镍) Sn(锡) Al(铝) ADC1 A13 11/13 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC3 A360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC4 360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 2.0↓0.5↓0.1↓余量ADC5 218 0.3↓0.2↓4/11 0.1↓0.3↓ 1.8↓-- 0.5↓0.1↓余量ADC6 214 1.0↓0.12↓ 2.5/4 0.4↓0.4/0.5 0.8↓-- 0.1↓0.1↓余量ADC7 43 4.5/9.5 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC8 85 4.5/7.5 2.0-4.5 0.3↓ 1.0↓0.3↓ 1.3↓0.5↓0.3↓余量ADC9 85 4.5/7.5 2.0-4.0 0.3↓ 1.0↓0.5↓ 2.0↓0.5↓0.3↓余量ADC10 A380 7.5/9.5 2/4 3/4 0.3↓ 1.0↓3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量ADC12 384 10.5/12 1.5/3.5 0.3↓ 1.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量Al-Si 母合金20.1 0.04 0.03↓0.04↓0.03↓0.3↓5↓余量380 7.5/9.5 3/4 0.3↓ 3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量 铝合金机械属性 机械性能 合金代号合金状态 抗拉强度伸长率 ADC1 压铸热处理296 2.5 ADC3 压铸热处理317 5.0 ADC4 压铸热处理324 3.0 ADC5 压铸热处理310 8.0 ADC6 压铸热处理-- -- ADC7 压铸热处理-- -- ADC8 压铸热处理-- -- ADC9 压铸热处理-- -- ADC10 压铸热处理330 3.0 ADC12 压铸热处理325 1.0 AC1A 铸态157 5 AC2A 铸态177 2 AC3B 铸态157 1 AC3A 铸态177 5 AC4A 铸态177 3
铝合金 GB/T 15115-94 压铸铝合金的化学成分和力学性能表 2. 铝合金压铸件 GB/T 15114-94 1.主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件. 2.引用标准 GB1182 形状和位置公差代号及其标准 GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查) GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面 GB6060.4 表面粗糙度比较样块抛光加工表面 GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面 GB6414 铸件尺寸公差 GB/T11350 铸件机械加工余量 GB/T15115 压铸铝合金 3.技术要求 3.1化学成分 合金的化学成分应符合GB/T15115的规定. 3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定
3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定. 3.3压铸件尺寸 3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定 3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明. 3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定. 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明. 3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明. 3.5表面质量 3.5.1铸件表面粗糙度应符合GB6060.1的规定 3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷. 3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致. 3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹. 3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定. 3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定. 3.6内部质量 3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据. 3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定. 3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理. 4质量保证 4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定. 4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始. 供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录. 5试验方法及检验规则 5.1化学成分 5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定. 5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定 5.2力学性能 5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定. 5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定. 5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定. 5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.
各国铝合金牌号对照表及铝合金不同时效方法比较 1.各国铝合金牌号对照表 2.几种高性能铝合金简介 7075:锌是7075中主要合金元素,向含3%-7.5%锌的合金中添加镁,可形成强化效果显著的MgZn2,使该合金的热处理效果远远胜过于铝-锌二元合金。提高合金中的锌、镁含量,抗拉强度会得到进一步的提高,但其抗应力腐蚀和抗剥落腐蚀的能力会随之下降。经受热处理,能到达非常高的强度特性。7075材料一般都加入少量铜、铬等合金,该系当中以7075-T651铝合金尤为上品,被誉为铝合金中最优良的产品,强度高、远胜任何软钢。此合金并具有良好机械性及阳极反应。代表用途有航空航天、模具加工、机械设备、工装夹具,特别用于制造飞机结构及其他要求强度高、抗腐蚀性能强的高应力结构体。 6061:该合金的主要合金元素是镁与硅,并形成Mg2Si相。若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。在Mg2Si固溶于铝中,
使合金有人工时效硬化功能。 6061-T651是6061合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效果极佳等优良特点。 代表用途包括航天固定装置、电器固定装置、通讯领域,也广泛应用于自动化机械零件、精密加工、模具制造、电子及精密仪器、SMT、PC板焊锡载具等等。 2024铝合金属Al-Cu-Mg系铝合金,主要特征及应用范围:这是一种高强度硬铝,可进行热处理强化,在淬火和刚淬火状态下塑性中等,点焊焊接良好,用气焊时有形成晶间裂纹的倾向,合金在淬火和冷作硬化后其可切削性能尚好,退火后可切削性低:抗腐蚀性不高,常采用阳极氧化处理与涂漆方法或表面加包铝层以提高其抗腐蚀能力。用途主要用于制作各种高负荷的零件和构件(但不包括冲压件锻件)如飞机上的骨架零件,蒙皮,隔框,翼肋,翼梁,铆钉等150℃以下工作零件。 3.铝合金的基本状态 4.T细分状态代号说明与应用
铝合金GB/T 15115-94 2. 铝合金压铸件GB/T 15114-94 1.主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件. 2.引用标准 GB1182 形状和位置公差代号及其标准 GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查) GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面 GB6060.4 表面粗糙度比较样块抛光加工表面 GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面 GB6414 铸件尺寸公差 GB/T11350 铸件机械加工余量 GB/T15115 压铸铝合金 3.技术要求 3.1化学成分 合金的化学成分应符合GB/T15115的规定.
3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定 3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定. 3.3压铸件尺寸 3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定 3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明. 3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定. 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明. 3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明. 3.5表面质量 3.5.1铸件表面粗糙度应符合GB6060.1的规定 3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷. 3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致. 3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹. 3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定. 3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定. 3.6内部质量 3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据. 3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定. 3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理. 4质量保证 4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定. 4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始. 供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录. 5试验方法及检验规则 5.1化学成分 5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定. 5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定 5.2力学性能 5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定. 5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.
1铝的基本特性与应用范围 铝是元素周期表中第三周期主族元素,原子序数为13,原子量为26.9815。 铝具有一系列比其他有色金属、钢铁、塑料和木材等更优良的特性,如密度小,仅为2.7 g / cm3,约为铜或钢的1/3;良好的耐蚀性和耐候性;良好的塑性和加工性能;良好的导热性和导电性;良好的耐低温性能,对光热电波的反射率高、表面性能好;无磁性;基本无毒;有吸音性;耐酸性好;抗核辐射性能好;弹性系数小;良好的力学性能;优良的铸造性能和焊接性能;良好的抗撞击性。此外,铝材的高温性能、成型性能、切削加工性、铆接性以及表面处理性能等也比较好。因此,铝材在航天、航海、航空、汽车、交通运输、桥梁、建筑、电子电气、能源动力、冶金化工、农业排灌、机械制造、包装防腐、电器家具、日用文体等各个领域都获得了十分广泛的应用,下表列出了铝的基本特性及主要应用领域。 铝的基本特性及主要应用领域
3 变形铝合金分类、牌号和状态表示法 3. 1变形铝合金的分类 变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分类。 ⑴按合金状态图及热处理特点分为可热处理强化铝合金和不可热处理强化铝合金两大类。不可热处理强化铝合金(如:纯铝、Al-Mn、Al-Mg、Al-Si系合金)和可热处理强化铝合金(如:Al-Mg-Si、Al-Cu、Al-Zn-Mg 系合金)。 ⑵按合金性能和用途可分为:工业纯铝、光辉铝合金、切削铝合金、耐热铝合金、低强度铝合金、中强度铝合金、高强度铝合金(硬铝)、超高强度铝合金(超硬铝)、锻造铝合金及特殊铝合金等。 ⑶按合金中所含主要元素成分可分为:工业纯铝(1×××系),Al-Cu合金(2×××系),Al-Mn合金(3×××系),Al-Si合金(4×××系),AL-Mg合金(5×××系),Al-Mg-Si合金(6×××系),Al-Zn-Mg合金(7×××系),Al-其它元素合金(8×××系)及备用合金组(9×××系)。 这三种分类方法各有特点,有时相互交叉,相互补充。在工业生产中,大多数国家按第三种方法,即按合金中所含主要元素成分的4位数码法分类。这种分类方法能较本质的反映合金的基本性能,也便于编码、记忆和计算机管理。我国目前也采用4位数码法分类。 3. 2中国变形铝合金的牌号表示法 根据GB/T16474 —1996―变形铝及铝合金牌号表示方法‖,凡化学成分与变形铝及铝合金国际牌号注册协议组织(简称国际牌号注册组织)命名的合金相同的所有合金,其牌号直接采用国际四位数字体系牌号,
XMY1528282009-2-7 12:30:29 61.136.175.* 举报 国内外常用铝及铝合金牌号对照表 文章来源:钢材大超市添加人:gyy添加时间:2007-1-26 类中国美国英国日本法国德国前苏联 别GB ASTM BS JIS NF DIN ГОСТ 工1A99 1199 A199.99R A99 业1A97 A199.98R A97 纯1A95 A95 铝1A80 1080(1A) 1080 1080A A199.90 A8 1A50 1050 1050(1B) 1050 1050A A199.50 A5 防5A02 5052 NS4 5052 5052 A1Mg2.5 Amg 锈5A03 NS5 AMg3 铝5A05 5056 NB6 5056 A1Mg5 AMg5V 5A30 5456 NG61 5556 5957 2A01 2036 2117 2117 AlCu2.5Mg0.5 D18 硬2A11 HF15 2017 2017S AlCuMg1 D1 铝2A12 2124 2024 2024 AlCuMg2 D16AVTV 2B16 2319 锻2A80 2N01 AK4 2A90 2218 2018 AK2 铝2A14 2014 2014 2014 AlCuSiMn AK8 超硬铝7A09 7175 7075 7075 AlZnMgCu1.5 V95P ZAlSi7Mn 356.2 LM25 AC4C G-AlSi7Mg 铸ZAlSi12 413.2 LM6 AC3A A-S12-Y4 G-Al12 AL2 造ZAlSi5Cu1Mg 355.2 AL5 铝ZAlSi2Cu2Mg1 413.0 AC8A G-Al12(Cu) 合ZAlCu5Mn AL19 金ZAlCu5MnCdVA 201.0 ZAlMg10 520.2 LM10 AG11 G-AlMg10 AL8 ZAlMg5Si G-AlMg5Si AL13 闪电打雷下雨2009-2-7 13:23:13 211.139.116.* 举报 铝合金通常使用铜、锌、锰、硅、镁等合金元素。跟普通的碳钢相比有更轻及耐腐蚀的性能,但抗腐蚀性不如纯铝。在干净、干燥的环境下铝合金的表面会形成保护的氧化层。造成电偶腐蚀(Galvanic corrosio n)加速的情况有:铝合金与不锈钢接触的情况、其他金属的腐蚀电位比铝合金低或是在潮湿的环境下。如
请问高手们:AL 356-T6是不是只可以用低压压铸,不可以用高压压铸?T6的热处理是什么意思?还有一般的压铸件用什么标准检测。只用ASTM E-155(只是一个多孔性检测指引)可以吗?是不是一定要用ASTM E-505(铝镁铸件的检测标准) 对al-365牌号不太了解,我们这里高压压铸的LM24(A380)可以使用T6处理的。 一般铸件的检验就是按照国家标准,只不过有些地方加以改动就是了,主要是内部结构的要求都不一样的。对你说的ASMT检验不了解。。。汗! T1 热加工后自然时效冷却; T2 高温热加工冷却后冷加工,然后再进行自然时效的状态; T3 固溶处理后进行冷加工,然后自然时效的状态; T4 固溶热处理和自然时效能达到充分稳定的状态; T5 高温热处理加工冷却后再进行人工时效的状态; T6 固溶热处理后人工时效状态; T7 固溶热处理后再经过稳定化处理的状态; T8 固溶热处理后冷加工再人工时效的状态; T9 固溶热处理后人工时效,再经冷加工的状态; T10 高温热加工冷却再加工及人工时效的状态。 铝合金压铸一般不做热处理,只因为固融处理时,内部气孔问题..固融处理可以使内部更致密..致密也就意味着原先内部有气孔的话,就会往外冒,外观质量会一塌糊涂.......... A356是可以做压铸的,不过麻烦会多一点!用低压铸造是可以做热处理的,毕竟低压铸造后还是要机加工的 A356做压铸是有点困难的。美国的牌号。 最好采用重力铸造或者是低压铸造,后续加工的方法。 各国铸造铝合金牌号对照(一)
铝硅合金 ZL101 ZL11 HZL101 AЛ9,AЛ9B A03560 A13560 356.0 A356.0 323 — — A-S7G AS7G03 G —AlSi7Mg (3.2371.61) AC4C ZL102 ZL7 HZL102 AЛ2 A14130 A413.0 305 LM20 4L33 A-S13 — G —AlSi12 (3.2581.01) AC3A ZL104 ZL14 — AЛ3,AЛ3B — — — — — — — — AC2B 铝 硅合 金 ZL104 ZL10 HZL104 AЛ4, AЛ4B A03600 A13600 360.0 A360.0 309 LM9 L75 A — S9G A —S10G AS10G G —AlSi10Mg (3.2381.01) AC4A ZL105 ZL13 HZL105 AЛ5 A03550 C33550 355.0 C355.0 322 LM16 3L78 — — G —AlSi5Cu AC4A ZL106 — — AЛ14B A03280 A03281 328.0 328.1 331 LM-24 — — — G —AlSi8Cu3 (3.2151.01) AC4D ZL107 — — AЛ-6 AЛ-7B A03190 A03191 319.0 326 LM4 LM21 L79 A — S5UZ A —S903 — G —AlSi6Cu4 (3.2151.01) AC4B ZL108 ZL8 — — — SC122A(旧) LM2 — — — — — ZL109 ZL9 — AЛ30 A03360 A03361 336.0 336.1 — LM13 — A —S12UN — — AC8A ZL110 ZL3 — AЛ10B — — LM1 — — — G —AlSi(Cu) — ZL111 — — AЛ4м A03541 A03540 354.0 — — — — — — — 各国铸造铝合金牌号对照(二)
各种牌号铸造铝合金的主要特点及用途 ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。主要采用砂型铸造和金属型铸造。 Zl101A 由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。其使用量目前仅次于ZL102。多采用砂型和金属型铸造。 Zl102 这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。 Zl104 因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造。 Zl105、ZL105A 由于加入了Cu,降低了Si的含量,其铸造性能和焊接性能都比ZL104差,但室温和高温强度、切削加工性能都比ZL104要好,塑性稍低,抗蚀性能较差。适合用作形状复杂、尺寸较大、有重大负荷的动力结构件。如增压器壳体、气缸盖、气缸套等零件。Zl105A是降低了ZL105的杂质元素Fe的含量,提高了合金的强度,具有比ZL105更好的力学性能,多采用铸造优质铸件。 ZL106 由于提高了Si的含量,又加入了微量的Ti、Mn,使合金的铸造性能和高温性能优于ZL105气密性、耐蚀性也较好,可用作一般负荷的结构件及要求气密性较好和在较高温度下工作的零件,主要采用砂型和金属型铸造。 ZL107 ZL107有优良的铸造性能和气密性能,力学性能也较好,焊接和切削加工性能一般,抗蚀性能稍差,适合制作承受一般动负荷或静负荷的结构件及有气密性要求的零件。多用砂型铸造。 ZL108 ZL108由于含Si量较高,又加入了Mg、Cu、Mn,使合金的铸造性能优良,并且热膨胀系数小,耐磨性好,强度高,并具有较好的耐热性能。但抗蚀性稍低。适合制作内燃发动机的活塞及其它要求耐磨的零件以及要求尺寸、体积稳定的零件。主要采用压铸和金属型铸造,
一:中、美常用铝合金牌号对照表 中国CHINA 美国THE UNITED STATES L1-L6 、L5-1 1070 、1060 、1050 、1030 、1100 LY11 、LY12 2017 、2024 、2117 LD10 、LD5 2014 、2214 LD7 2618 LD9 、LD8 2018 、2218 LY16 、LY17 2219 、2021 LF21 3003 LF2 、LF3 、LF4 5052 、5154 、5083 LF5 、LF11 、LF6 、LF5-1 5456 、5056 LD2 、LD2-1 、LD2-2 、LD30 、LD31 6165 、6061 6055 ,6063 LC6 、LC4 、LC9 7001 、7178 、7075 LC5 、LC10 7076 、7175 、7079 LD11 4032 二:中国新旧合金牌号对照表 (GB/T 3190-1996) 新牌号旧牌号新牌号旧牌号新牌号旧牌号 1A99 原LG5 2B12 原LY9 3003 - 1A97 原LG4 2A13 原LY13 3103 - 1A95 -2A14 原LD10 3004 - 1A93 原LG3 2A16 原LY16 3005 - 1A90 原LG2 2B16 曾用Ly16-1 3105 - 1A85 原LG1 2A17 原LY17 4A01 原LT1 1080 -2A20 曾用LY20 4A11 原LD11 1080A -2A21 曾用214 4A13 原LT13 1070 - 2A25 曾用225 4A17 原LT17 1070A 代L1 2A49 曾用149 4004 - 1370 -2A50 原LD5 4032 - 1060 代L2 2B50 原LD6 4043 - 1050 -2A70 原LD7 4043A - 1050A 代L3 2B70 曾用LD7-1 4047 - 1A50 原LB2 2A80 原LD8 4047A - 1350 -2A90 原LD9 5A01 曾用2101、LF15 1145 - 2004 -5A02 原LF2 1035 代L4 2011 -5A03 原LF3 1A30 原L4-1 2014 -5A05 原LF5 1100 代L5-1 2014A -5B05 原LF10 1200 代L5 2214 - 5A06 原LF6 1235 -2017 -5B06 原LF14 2A01 原LY1 2017A -5A12 原LF12
各国铝合金牌号对照表 变形铝及铝合金牌号对表 相应牌号 中国国际美国日本原苏联德国英国法国(GB) (ISO) (AA) (JIS) (ΓOCT) (DIN) (BS) (NF) LG5 - 1199 1N99 AB000 Al99.98R S1 - LG2 - 1090 1N90 AB1 Al99.9 - - LG1 Al99.8 1080 A1080 AB2 Al99.8 1A - L1 Al99.7 1070 A1070 A00 Al99.7 - 1070A L2 - 1060 A1060 A0 - - - L3 Al99.5 1050 - A1 Al99.5 1B 1050A L5-1 Al99.0 1100 A1100 A2 Al99.0 3L54 1100 L5 - 1200 A1200 - Al99 1C 1200 LF2 AlMg2.5 5052 A5052 AMr AlMg2.5 N4 5052 LF3 AlMg3 5154 A5154 AMr3 AlMg3 N5 - LF4 AlMg4.5Mn0.7 5038 A5038 AMr4 AlMg4.5Mn N8 5083 LF5-1 AlMg5 5056 A5056 - AlMg5 N6 - LF5 AlMg5Mn0.4 5456 - Amr5 - N61 - LF21 AlMn1Cu 3003 A3003 AMu AlMnCu N3 3003 LD2 - 6165 A6165 AB - - - LD7 AlCu2MgNi 2618 2N01 AK4 - H16 2618A LD9 - 2018 A2018 AK2 - - - LD10 AlCu4SiMg 2014 A2014 AK8 AlCuSiMg - 2014 LD11 - 4032 A4032 AK9 - 38S 4032 LD30 lMg1SiCu 6061 A6061 AΠ33 AlMg1SiCu H20 6061 LD31 AlMg0.7Si 6063 A6063 AΠ31 AlMgSi0.5 H19 - LY1 AlCu2.5Mg 2217 A2217 AΠ18 AlCu2.5Mg0.53L86 - LY11 AlCu4MgSi 2017 A2017 AΠ1 AlCuMg1 H15 2017A LY12 AlCu4Mg1 2024 A2024 AΠ16 AlCuMg2 GB-24S 2024 LC3 AlZn7MgCu 7174 - B94 - - - LC9 AlZn5.5MgCu 7075 A7075 - AlZnMgCu1.5 L95 7075 LC10 - 7079 7N11 - AlZnMgCu0.5 - - LT1 AlSi5 4043 A4043 AK AlSi5 N21 - LT17 AlSi12 4047 A4047 - AlSi12 N2 - LB1 - 7072 A7072 - SlZn1 - -
各个国家变形铝及铝合金牌号对表 中国(GB) 国际 (ISO) 美国 (AA) 日本 (JIS) 原苏联 (ΓOCT) 德国 (DIN) 英国 (BS) 法国 (NF) LG5 1199 1N99 AB000 Al99.98R S1 LG2 1090 1N90 AB1 Al99.9 LG1 Al99.8 1080 A1080 AB2 Al99.8 1A L1 Al99.7 1070 A1070 A00 Al99.7 1070A L2 1060 A1060 A0 L3 Al99.5 1050 A1 Al99.5 1B 1050A L5-1 Al99.0 1100 A1100 A2 Al99.0 3L54 1100 L5 1200 A1200 Al99 1C 1200 LF2 AlMg2.5 5052 A5052 AMr AlMg2.5 N4 5052 LF3 AlMg3 5154 A5154 AMr3 AlMg3 N5 LF4 AlMg4.5Mn0.7 5038 A5038 AMr4 AlMg4.5Mn N8 5083 LF5-1 AlMg5 5056 A5056 AlMg5 N6 LF5 AlMg5Mn0.4 5456 Amr5 N61 LF21 AlMn1Cu 3003 A3003 AMu AlMnCu N3 3003 LD2 6165 A6165 AB LD7 AlCu2MgNi 2618 2N01 AK4 H16 2618A LD9 2018 A2018 AK2 LD10 AlCu4SiMg 2014 A2014 AK8 AlCuSiMg 2014 LD11 4032 A4032 AK9 38S 4032 LD30 AlMg1SiCu 6061 A6061 AΠ33 AlMg1SiCu H20 6061 LD31 AlMg0.7Si 6063 A6063 AΠ31 AlMgSi0.5 H19 LY1 AlCu2.5Mg 2217 A2217 AΠ18 AlCu2.5Mg0.5 3L86 LY11 AlCu4MgSi 2017 A2017 AΠ1 AlCuMg1 H15 2017A LY12 AlCu4Mg1 2024 A2024 AΠ16 AlCuMg2 GB-24S 2024 LC3 AlZn7MgCu 7174 B94 LC9 AlZn5.5MgCu 7075 A7075 AlZnMgCu1.5 L95 7075 LC10 7079 7N11 AlZnMgCu0.5 LT1 AlSi5 4043 A4043 AK AlSi5 N21 LT17 AlSi12 4047 A4047 AlSi12 N2 LB1 7072 A7072 SlZn1