自保护药芯焊丝熔敷金属韧化的机理栗卓新1, 陈邦固2, 金立鸿2, 王秀文2
(1.北京工业大学,北京 100022;2.天津大学,天津 300072)
摘 要: 自保护药芯焊丝是近年来国际上发展较快而我国的研究和开发相对滞后的一种焊接材料。其研究的核心是焊丝的工艺质量和熔敷金属的韧性。本文通过在高铝系熔敷金属中添加微量元素,控制熔敷金属中夹杂物的形态、数量、尺寸等特征参数,对熔敷金属的成分、微观组织和性能进行了深入研究,获得了针状铁素体较多的显微组织,使其0℃的冲击吸收功达到97J。其研究结果对于提高高铝系熔敷金属的韧性具有重要的参考价值。
关键词: 自保护药芯焊丝;冲击韧度;夹杂物
中图分类号:TG455 文献标识码:A 文章编号:0253-360X(2001)04-05-
04
栗卓新
0 序 言
自保护药芯焊丝熔敷金属韧性是力学性能的核心,也是人们长期以来一直关心的问题。当前自保护药芯焊丝的韧化有两个方向[1]。一是选择有利于韧性的渣系,使熔敷金属得到类似于手工焊或埋弧焊熔敷金属的化学成分。然后采用已成熟的韧化机理,如Mn/Si=4~7,Ti-B系等来改善韧性[2]。另一方向是保留自保护药芯焊丝的特征渣系,获得铝含量较高的熔敷金属。在高铝合金条件下,重新探讨其韧化的问题。本文的研究属于第二类韧化问题,通过添加微量元素,从夹杂物和微观组织结构角度来研究高铝合金系韧化的机理。
1 试验方法
控制熔敷金属中主要合金元素C、Mn、Si、Al在正常含量范围内如表1。按均匀设计法及插值法系统地改变微量元素Ti、B、Re[3],见表2所示。根据表2制造8种自保护药芯焊丝。按G B10045-88制
表1 熔敷金属主要合金质量分数(%) T able1 Chemical composition range of deposited metal
C Mn Si S P Al Ni
0.110.80.060.0020.013 1.20.3
0.120.90.090.0040.014 1.30.4
收稿日期:2001-02-28
基金项目:国家自然科学基金资助项目(59975067)成熔敷金属试板,在表3的工艺参数下施焊[4]。
表2 均匀法设计微量元素试验方案
T able2 Content of trace element optimized Order Re Boron Titanium
1570
2152
3734
4316
5999
6421
7530
8640.5
表3 熔敷金属施焊的工艺参数
T able3 Welding technology parameter
Current
I/A
Voltage
U/V
Extension
length
L/mm
Welding
speed
V/(cm?min-1) 230~25026~2728~30180~200试板焊完后做下列各项测试:
①按G B2560-81测试熔敷金属0℃冲击吸收功;
②将冲击试样制成金相试样,在Neophotz金相显微镜上进行观察、分析和拍照;
③在HVA-10A维氏硬度仪上测量焊缝硬度;
④在X-650SEM进行夹杂物形貌及断口形貌的观察、拍照;
第22卷 第4期2001年8月
焊接学报
TRANSACTIONS OF THE CHINA WE LDIN G INSTITU TION
Vol.22 No.4
A ugust2001
⑤在EM I -I 图像分析仪上对夹杂物进行大于500点的统计分析。
2 试验结果
2.1 韧性和硬度试验结果
熔敷金属0℃冲击吸收功及硬度值列于表4。表中韧性数值均为三个试样的平均值,硬度值为五个点的平均值。
表4 熔敷金属0℃冲击吸收功及硬度值
T able 4 Impact toughness and hardness
of deposited metal at 0℃
1
2345678A K V
5652625042769761HV
218
225
213
229
221
207
203
212
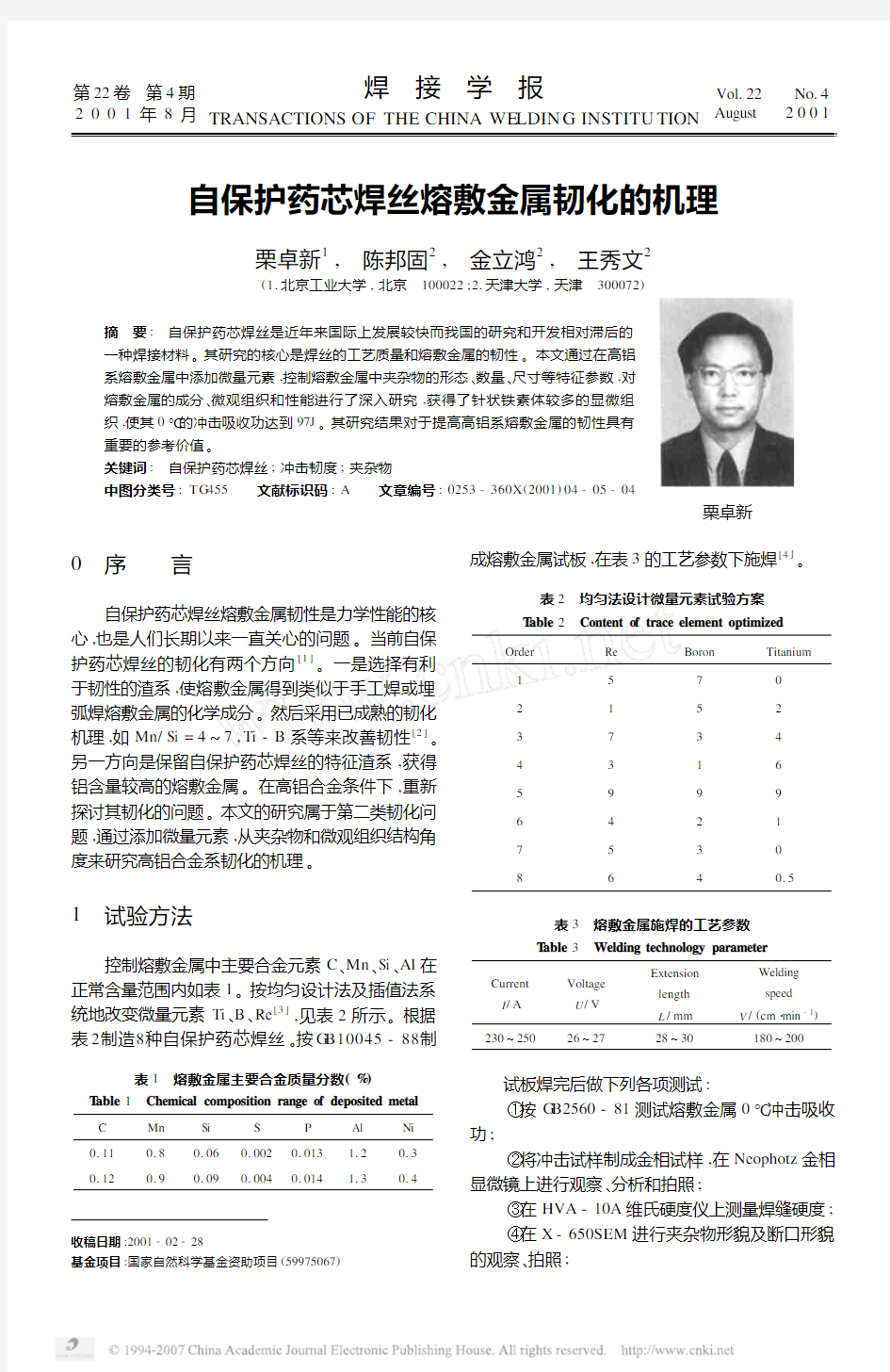
2.2 金相分析结果
选取典型试样1,3,5,7号作金相分析。试样粗
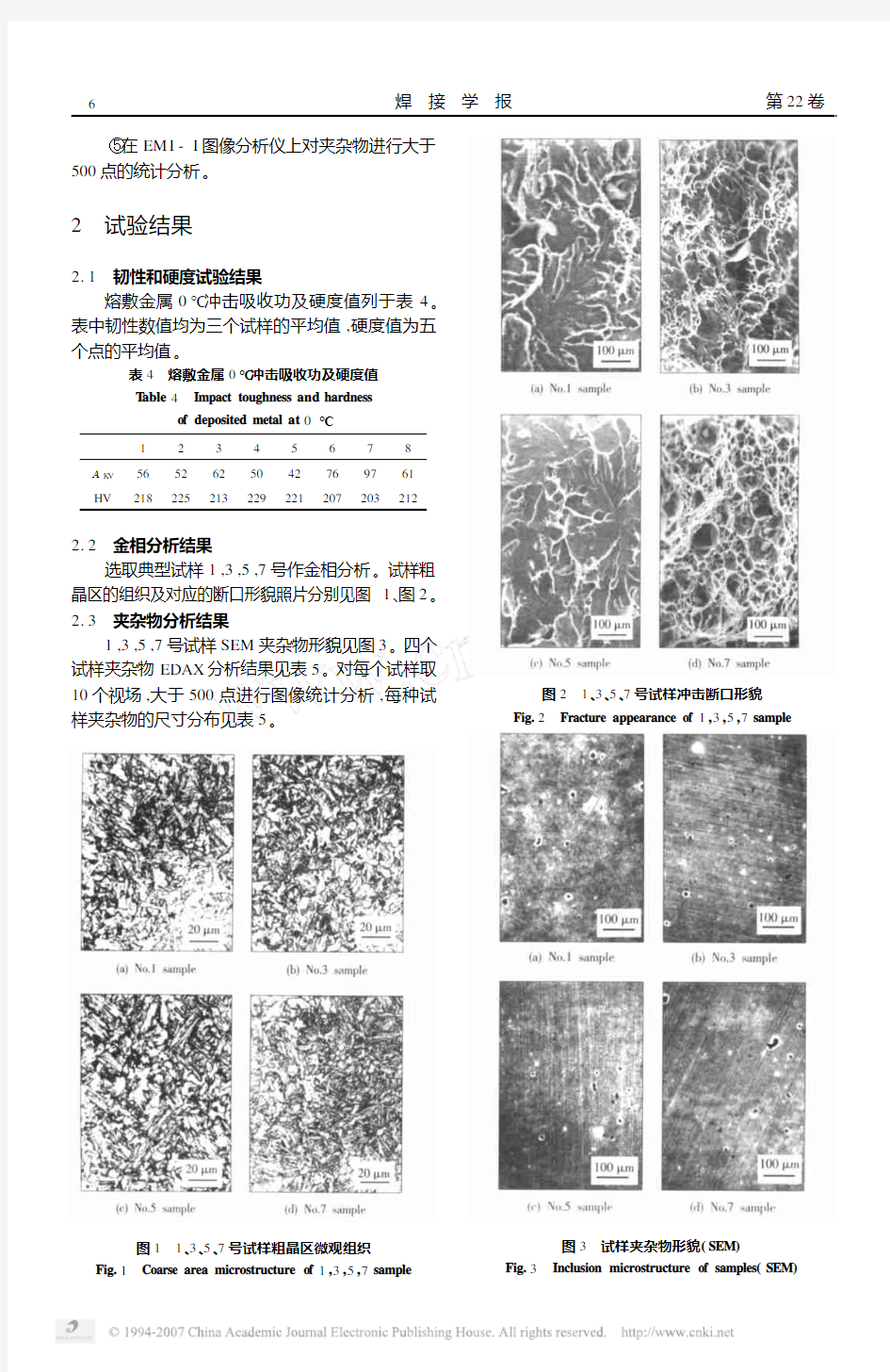
晶区的组织及对应的断口形貌照片分别见图1、图2。2.3 夹杂物分析结果
1,3,5,7号试样SEM 夹杂物形貌见图3。四个试样夹杂物EDAX 分析结果见表5。对每个试样取10个视场,大于500点进行图像统计分析,每种试
样夹杂物的尺寸分布见表5
。
图1 1、3、5、7号试样粗晶区微观组织
Fig.1 Coarse area microstructure of 1,3,5,7
sample
图2 1、3、5、7号试样冲击断口形貌
Fig.2 Fracture appearance of 1,3,5,7
sample
图3 试样夹杂物形貌(SEM)
Fig.3 Inclusion microstructure of samples(SEM)
6 焊 接 学 报第22卷
表5 夹杂物E DAX分析结果及其特征参数
T able5 Analysis results of inclusion E DAX and its characteristic parameter
No.Fe Al Mg Mn
(Mass of fraction,%)
No.
of spot
Spot
density
Surface
density
(0.4~0.5μm)
Inclusion(%)
(0.8~0.9μm)
(>1.0μm)
135.1862.42 2.090.31509 1.233×10-3 5.92×10-1121565 350.0229.4720.190.32849 2.041×10-3 2.134×10-117.219.560 545.5852.4227.220.731162 2.793×10-3 3.076×10-117.51562 723.0449.3127.220.43548 1.317×10-3 1.619×10-1231757
3 分析与讨论
3.1 自保护药芯焊丝熔敷金属韧性与夹杂物的关系
试样1,3,5,7号熔敷金属主要合金元素基本相同,而其韧性却差别较大。由图2、3可知四种试样微观组织及夹杂物形貌不同,由表5可知四种试样夹杂物成分、尺寸、分布及特征参数相差较大,7号试样0.4~0.5μm的夹杂物占23%,冲击吸收功
A KV(0℃)=97J。3号试样0.2~0.5μm夹杂为
17.2%和5号试样相似,两者大于0.5μm的夹杂约在83%。而两者面密度不同。说明3,5号试样尽管夹杂尺寸在0.5μm以下和0.5μm以上的比例相近,但5号试样夹杂的面密度为3.076大于3号试样面密度2.1,说明5号试样中夹杂物尺寸大于0.5μm的数量多,分布密,对韧性不利。1号试样和5号试样相比,虽然5号试样0.4~0.5μm夹杂物所占比例较高,但5号试样夹杂物面密度大于1号试样,所以大尺寸夹杂分布更密,对基体的割裂更严重,故其韧性比1号试样小。
3.2 自保护药芯焊丝熔敷金属微量元素的韧化机理
由表2、表4可以发现1,3,5,7号试样的韧性和熔敷金属中含钛量没有明显关系。这说明在高铝系中用钛进行微量元素合金化是没有意义的,这可能是因为铝也是铁素体形成元素,能起到和钛类似的作用。高铝系中硼及稀土对夹杂物、韧性有较大的影响,也都存在着一个较佳范围。在高铝系中加入硼时,因铝可以保护硼不受氮、氧化合,铝比硼与氮的亲合力大[6],铝和氮能生成AlN质点,保护硼以固溶态在晶界存在。提高了淬透性,抑制了先共析铁素体的生成。硼在晶界处,使晶界能降低,相变温度降低,减少了高温相变的产物,增大了晶界结合强度。从图2可见7号试样粗晶区的微观组织为:先共析铁素体,粒状贝氏体,针状铁素状。可见韧性和组织分析及图2对应的断口形貌是一致的。是什么原因促使高铝系熔敷金属中针状铁素体含量增加呢?也就是说高铝系熔敷金属韧化的原因是熔敷金属中尺寸适当的夹杂物作为针状铁素体非均质形核点,诱发针状铁素体的形成。自保护药芯焊丝电弧焊时,铝从药芯等反应区到熔滴反应区都参与了激烈的氧化和氮化反应,根据铝与氮、氧化合物生成自由能可知,在1500℃以上时,铝和氧生成的自由能为-180kJ/mol[2],而和N的生成自由能为-54kJ/ mol.O2[6],因此铝将首先和氧反应生成Al2O3,其后再与N生成AlN。Al2O3、AlN熔点都很高,在熔池阶段就以固态存在。表6为四种试样焊缝的含氧量。可见氧含量越高,韧性越高。这说明韧性和Al2O3这类夹杂有密切的关系。也就是说Al2O3这类夹杂物可能诱发针状铁素体的形核[7]。Al2O3诱发针状铁素体的机制可以有以下两种解释。第一,Al2O3这类夹杂物熔点较高、表面能大,和奥氏体之间存在着能量较高的表面。针状铁素体在夹杂物上形核,可以降低形核能垒。所以具有较高能量的夹杂物会促使针状铁素体非均质形核。第二,夹杂物和奥氏体基体间收缩程度不同,因此夹杂物周围有较大的应力,奥氏体中位错密度增加,可促使针状铁素体形。
表6 四种试样1,3,5,7号焊缝含氧量(10-6)
T able6 Oxygen content of four samples
1357
517834139
4 结 论
(1)自保护药芯焊丝高铝系熔敷金属的韧性可以通过添加微量硼和稀土得以改善。
(2)就本试验结果而言高铝系熔敷金属的韧性和夹杂物特征参数关系较大而和夹杂物的化学成分关系较小。尺寸在0.4~0.5μm的夹杂对韧性有利。
(3)高铝系熔敷金属韧化的机理是:适量微量
7
第4期栗卓新,等:自保护药芯焊丝熔敷金属韧化的机理
元素硼、稀土使熔敷金属获得特征参数适当的Al 2O 3这类夹杂物。Al 2O 3可以通过降低针状铁素体形核能垒,提高奥氏体中位错密度来诱发针状铁素体的形核,起到传统Mn -Si 系中Ti -B 系韧化的作用。参考文献:
[1] 栗卓新,张文钺.自保护药芯焊丝冶金理论进展评述[J ].中国
机械工程,1996,(13):41~44.
[2] 张文钺.焊接冶金学(基本原理)[M ].北京:机械工业出版社,
1996.18~22.
[3] Arc Welding Procedure[R].Lincoln Electric Co.,Ltd.1986.7~
9.
[4] 任露泉.试验优化技术[M ].北京:机械工业出版社,1990.138
~145.
[5] Dowling J M ,Olson D L ,Liu S.Effect of inclusion compositions
and size distribution on microstructure and properties of SMAW [C].Proceeding of the Conf.on Inclusion and Residual Stress in Steel ,1985,469~485.
[6] 陈伯蠡.焊接冶金原理[M ].北京;清华大学出版社,1991.149
~172.
[7] Cole W ,Colvin P.Submerged arc welding of higher tensile steel
[J ].Met.Constr.And Bri.Weld J.1971,3(4):132~139.
作者简介:
栗卓新,男,1963年9月出生,博士,现为北京工业大学材料学院副教授。研究方向为高效低成本自动化的焊接技术。承担并完成国家及省部级多项科研课题,发表论文20余篇。
(编辑:王 亚)
高科技企业介绍
时代集团公司
时代集团公司成立于1984年,公司现已发展成为具有一定规模的高科技企业。主要从事检测仪器和焊接设备的研制开发、生产与销售业务,兼作相关贸易,具有进出口自营权。1997、1998年技工贸总收入分别为2.6、2.8亿元,年生产规模为1.2~1.5亿元,注册资金为1000万元。
时代集团公司是时代集团的核心企业,全国22家全资子公司是集团的紧密层企业,在美国、香港、中亚、荷兰等地建有4个海外子公司和40多个专业代理机构。现从业人员600余人,80%为大专以上学历,拥有一批高素质的科研人员和成熟的企业管理人才,遍布全国的子公司和销售网点形成了公司强大的销售网络。为保证产品的竞争力和技术领先,集团在京设立了6个、京外设立1个开发科研部门,每一年要推出10余个新型或改进型产品。
时代集团公司坚持“科技立司、产业立司、出口立司”的原则,本着“国内一流、世界先进”的产品开发目标及不断国产化、系列化,不断创新的开发路线,已陆续开发时代里氏硬度仪、粗糙度仪、涂层测厚仪、测振仪、X 光探伤机、时代逆变弧焊机、气保焊机、变频器、无功补偿装置等8大系列30余个品种的高新技术产品,分别列入国家级、北京市的新产品试制计划、火炬计划、重大科技成果推广项目,多次荣获科技进步奖、优秀新产品和开发项目奖等。
经过十几年的努力,已在5个领域即:检测仪器、焊机、变频、无功补偿装置、软件开发了近50个具有自主知识产权的产品。时代集团生产的无损检测仪器系列产品已出口欧美、澳大利亚、新西兰、中东、南美以及东南亚等40多个国家和地区。其中,时代里氏硬度仪等检测仪器已批量进入海外市场,并占有80%国内市场份额,近50%的海外市场份额,国际著名的劳斯莱斯、现代、大宇、福特、通用、雷诺、波音、匹兹堡钢铁公司等大企业已批量购买了时代产品。为扩大时代产品在欧美市场销售,荷兰、法国、英国、德国等国家的外国企业都已聚集于时代集团名下,将自己百年字号更名为“欧洲时代”、“德国时代”、“美国时代”、“英国时代”,成为时代集团在海外的分支机构。时代集团在焊机领域仅进入5年,选择的是以国外最新一代功率器件IG B T 为主开关器件的逆变焊机开发道路。在没有参考样机消化吸收的条件下,时代公司的开发人员进行了自主设计,经过两年的市场考验,产品从不成熟到成熟,市场从不接受到逐渐地普及,终于在时代公司的带动下,几年时间中国掀起了“逆变热”,大大加速了这个技术在中国市场的推广,时代公司也因此成为中国最大的逆变手工、氩弧、气保焊机的制造商,时代焊机成为中国许多行业及重点工程推荐的产品及品牌,占国内市场份额的40%,成为中国焊机界第一家获得ISO 9001体系认证的企业。几年来,时代集团坚持走技术创新之路,又相继进入了变频器、无功补偿装置等行业。时代集团在高技术创新的模式上发生很大的变化,从依靠自己的队伍进行在同一技术起跑线上的焊机开发模式,逐步发展到依靠社会科研力量与企业自己队伍相结合,共同进入仪器、焊机、变频、无功补偿装置、软件等技术领域的技术发展模式。1999年5月,以时代集团为依托的“北京市精细五金和小型电子产品示范基地”正式成立以来,公司相继与北京工业大学、哈尔滨工业大学、北京机床研究所、北京航空航天大学、北京光电技术研究所、北京精细工程研究所、北方交通大学等院所成立了“虚拟设计公司”,即开展产学研合作。利用大专院校和科研院所的科研实力和雄厚的优势,利用时代公司在已进入的产业领域中的地位及市场运作能力,针对各科研院所、院校的专业特长、科研能力制定不同的合作方式,如全委托方式、分工合作方式、成果转让、“OEM ”运作等方式,发挥各自的长处,优势互补,相互促进,共同发展。经过公司的努力争取,时代公司已成为中关村企业博士后流动站攻关单位,每年将保持4名博士毕业生在时代公司做研究开发工作。
时代集团愿与全国各大专院校、科研院所密切合作,共同努力创造出“时代仪器 中国名牌”,“时代焊机 中国品牌”,“国内领先、世界一流”的业绩,为促进我国焊接科技事业的发展做出贡献。
(时代集团公司 供稿)
8 焊 接 学 报第22卷
T o Subscribe and Advertise Are W elcome
TRANSACTIONS OF THE CHINA WE LDING INSTITU TION(TCWI)was started in1980.This periodical(Bim onthly)is spons ored by Chinese Mechanical Engineering S ociety.It is to be distributed both at home and abroad.It mainly reports the recent scientific and technological achievements on welding.Many of them belong to the frontier in the fields of learning.It basically reflects China welding level and possesses the academic authority in China welding field.This period2 ical was affirmed the first batch core periodical of China science.It has a large number of subcribers at home and has made an international reputation.
Our periodical will dev ote its services to the reading public.C ordially wish it to become your good teacher and helpful friend.
Distributed Ab ro ad by:China International Book T rading C orporation P.O.Box399,Beijing,China C od e:BM322
MAIN T OPIC S,AB STRACT S&KE Y W OR DS
Microstru ctu re and Strength ening M ech anism of Light B eam C ladding Layer w ith I ron2b ased S elf2fluxing A lloy Pow d er SHAN Ji2guo(Department of Mechanical Engineering,T singhua University,Beijing100084,China),DING Jian2chun,REN Jia2lie.p1~4
Abstract:Microstructure and phase structure of light beam cladding lay2 er with iron2based self2fluxing alloy powder were studied by SEM,EDS,X2 ray diffraction,microhardness and Rockwell hardness.The results showed that the microstructure of Fe2Ni2Cr2S i2B alloy powder light beam cladding layer was composed ofγ(Fe,Ni)dendrite which diss olved a lot of Cr and little B, S i,C,and(Cr,Fe)7(C,B)3+γ(Fe,Ni)eutectic am ong dendrite.The macrohardness of the light beam cladding layer reached HRC47.3,which was higher than that of spraying layer and TIGcladding layer with the same pow2 der.The main reas on of strengthening of the light beam cladding layer was the s olution of Cr,S i elements inγphase and the precipitation of high hardness (Cr,Fe)7(C,B)3.
K ey w ords:light beam cladding;microstructure;strengthening mecha2 nism;iron2based self2fluxing alloy powder
M ech anism of Imp roving T ough ness of S elf2shield ed F lux2cored Wire L I Zhuo2xin(Beijing P olytechnic University,Beijing100022,China),CHEN Bang2gu.p5~8
Abstract:Self2shielded flux2cored wire is a welding consumable,which has been developed rapidly in the world,but slowly in China.The key studies on SSFCE are focused on operative performance of the wire and the toughness of the deposited metal.In the paper,the composition,microstructure and properties of the deposited metal are investigated deeply through the addition of trace elements in the alloy system with higher Al content and controlling characteristic parameters of inclusion to obtain the microstructure with m ore acicular ferrite.The impact toughness of the deposited metal can reach97J at 0℃.The results are useful for improving the toughness of the deposited met2 al with higher Al content.
K ey w ords:self2shielded flux2cored wire(SSFCW);impact toughness; inclusion
N um erical Simu lation of3D Liquid Su rface Sh ap e for P artial P enetrated W eld Pool HE Jing2shan(National K ey Laboratory of Advanced Welding Production T echnology,HIT,Harbin150001,China),Y ANG Chun2li,L IN San2bao,W ANG Qi2long.p9~12
Abstract:The qualitative analysis is carried out on the behavior of the partial penetrated weld pool with welding current changing from pulsed peak value to base value during pulsed TIG welding.The mathematical m odel of the liquid surface shape of partial penetrated weld pool is developed.The numerical simulation process based on this m odel is finished by Surface Ev olver,a FEM simulation s oftware.Both the simulation results and the m odel are then m odi2 fied with experimental results.The m odified m odel lays the foundation for systematical and qualitative simulating the principles of liquid surface of partial penetrated weld pool under various kinds of condition,and for obtaining the relationship between feature value of upper liquid surface and depth of weld pool.
K ey w ords:partial penetrated weld pool;pulsed TIG welding;mathe2 matical simulation
Laser W elding M ech anism and P aram eters of A luminum M atrix C omposite SiCw/6061A l L IU Li2ming(Department of Materials Engineering, Dalian University of T echnology,Dalian116024P.R.China),ZHU Mei2li, XU Wei2ping,NIU Ji2tai.p13~16
Abstract:The weldability of the aluminum matrix composite S iCw/ 6061Al by pulse laser welding technique have been studied.The effects of laser output power(P),pulse frequency(f)on the properties of the welded joint has been investigated emphatically,and the microstructure of the welded joint has been analyzed by scanning electron microscopy,X2ray diffraction and transmission electron microscopy.The results show that the defects in the weld such as interface reactant and pore are the key factors to reduce the ma2 terial weldability.The further investigations reveal that the interfacial reaction of reinforcement/matrix of the composite in the weld is inevitable at laser welding,the reactants are of directivity and grow in the direction of heat flow.The main welding parameter for affecting S iC2Al interface reaction is laser output power,and increasing the pulse frequency can restrain the interfa2 cial reaction to s ome extent,and the am ount of the pore in the weld would de2 crease or vanish with increasing the laser pulse frequency.On the basis of this,the good weld for the aluminum matrix composite has been obtained by making proper welding processing parameters.
Ⅲ
2001,Vol.22,No.4 TRANSACTIONS OF THE CHINA WE LDIN G INSTITU TION
第三节焊丝 一、 焊丝国内外发展概况及分类 1. 焊丝的发展概况 焊丝是埋弧焊、气体保护焊、电渣焊、气焊等焊接工艺中的主要焊接材料,其作用是填充金属,并作为熔化电极传导电流,本章主要介绍气保焊、埋弧焊常用的各类焊丝。 自从1904年瑞典人奥斯卡凯·吉尔伯格建立了世界第一个涂料焊条厂即现在的ESAB公司以来,随着对焊接冶金研究的深入,一方面利用气保护的原理发明了CO2气保焊;另一方面利用渣保护的原理发明了埋弧焊。实心焊丝气保焊从20世纪50年代发展起来,到20世纪70年代又发展了气保护药芯焊丝。 随着焊接自动化水平的提高,促进了自动化焊接材料的发展。根据焊丝与焊材比计算,德国焊接自动化水平达到80%,日本为70%,美国为56%,俄罗斯为40%,我国约为15%。因此我国目前和今后将大力发展和推广使用各类焊丝。在“七五”、“八五”期间,我国重点推广CO2半自动焊接技术,带动了实心焊丝的发展,收到一定成效。目前国内已有近百家实心焊丝生产厂,几十家药芯焊丝生产厂,通过引进吸收消化,我国现已能自行设计制造实心焊丝和药芯焊丝生产线。因此从焊接材料行业来讲,已具备在我国大力使用高效、低成本、自动化焊接技术的条件。为适应我国经济发展的需要,尽快提高我国焊接材料的构成比例,大力发展自动或半自动焊接材料。进一步降低实心焊丝成本,改善焊缝成形,减少飞溅。扩大药芯焊丝品种,提高药芯焊丝质量,开发抗气孔性优良的金属芯焊丝。积极跟踪国际无缝镀铜药芯焊丝、不镀铜实心焊丝的研究开发。全面降低焊接材料发尘量。尽快开展环境协调型焊材的理论研究和应用开发。 2. 焊丝的分类
焊丝的分类方法很多,可按熔敷金属力学性能,按所配套的钢种,按所适用的焊接方法,按焊丝的形状结构等来分类。 1)按焊接方法分类:可分为埋弧焊焊丝,CO2焊焊丝,钨极氩弧焊焊丝,熔化极氩弧焊焊丝,电渣焊焊丝以及自保护焊焊丝。 2)按所配套的钢种分:焊丝可分为低碳钢焊丝,低合金钢焊丝,低合金耐热钢焊丝,不锈钢焊丝,低温钢焊丝,镍基合金焊丝,铝及铝合金焊丝,钛及钛合金焊丝等。 3)按焊丝的形状结构分:焊丝可分为实心焊丝和药芯焊丝。其中药芯焊丝可分为熔渣型,金属芯型及自保护型。 目前较常用的是按制造方法和适用的焊接方法进行分类;见图3.1 电渣焊焊丝 埋弧焊焊丝 实心焊丝 气保护焊焊丝 自保护焊焊丝 焊丝 埋弧焊焊丝 熔渣型 气保护焊焊丝 药芯焊丝 自保护焊焊丝 埋弧焊焊丝 金属型 气保护焊焊丝 自保护焊焊丝 图3.1焊丝的分类 二、 焊丝的型号和牌号 1实心焊丝的型号 1)气保护焊用碳钢、低合金钢焊丝: 焊丝型号的表示方法为ERXX-X,字母“ER”表示焊丝,ER后面的两位数字表示熔敷金属的抗拉强度最低值,短划“-”后面的字母或数字表示焊丝化学成分分类代号。如还附加其他化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
药芯焊丝气体保护焊 使用药芯焊丝作为填充金属的各种电弧焊方法称为药芯焊丝电弧焊。 分类: 1、药芯焊丝气体保护焊的原理及特点 (1).药芯焊丝气体保护焊的原理 采用可熔化的药芯焊丝作电极及填充材料,在外加气体如CO2的保护下进行焊接的电弧焊方法。这种焊接方法是一种气渣联合保护的方法。 (2)药芯焊丝气体保护焊的特点 综合了焊条电弧焊和普通熔化极气体保护焊的优点。 ①气渣联合保护,保护效果好,抗气孔能力强,成形美观,电弧稳定,飞溅少且颗粒细小。 ①药芯焊丝气体保护电弧焊 药芯焊丝CO 2气体保护电弧焊 药芯焊丝熔化极惰性气体保护焊 药芯焊丝混合气体保护焊 ②药芯焊丝埋弧焊 ③药芯焊丝自保护焊 应用最多的是:药芯焊丝CO 2气体保护电弧焊
②焊丝的熔敷速度快,明显高于焊条,略高于实芯焊丝,熔敷效率和生产率都较高,生产率比焊条电弧焊高3~4倍,经济效益显著。 ③焊接各种钢材的适应性强。 ④药粉改变了电弧特性,对焊接电源无特殊要求,交、直流,平缓外特性均可。 ⑤缺点:焊丝制造过程复杂;送丝困难。 焊丝外表易锈蚀,药粉易受潮。故焊前应对焊丝表面进行清理,并进行250~300℃的烘烤。 2、药芯焊丝及焊接工艺 (1)药芯焊丝的组成 组成:由金属外皮(如08A )和芯部药粉组成。 截面形状有:E 形、O 形、梅花形、中间填丝形、T 形等。 药粉的成分与焊条的药皮类似,目前国产CO2气保焊药芯焊丝多为钛型药粉焊丝。规格有2.0、2.4、2.8、3.2等几种。 (2)药芯焊丝的型号 根据GB/T10045-2002《碳钢药芯焊丝》标准规定,碳钢药芯焊丝型号是根据熔敷金属力学性能、焊接位置及焊丝类别特点(如保护类型、电源类型及渣系特点等)进行划分的。 例如: E 50 1 T -1 M L 表示保护气体为氩气含量为75%~80%的Ar 气+CO2混合气体 表示焊丝类别特点:外加保护气,直流电源, 焊丝接正极,用于单道焊和多道焊。 表示药芯焊丝 表示焊丝熔敷金属V 形缺口冲击功在-40℃时不小 于27J
第26卷 第6期2002年12月 武汉理工大学学报(交通科学 与工程版 ) Jou rnal of W uhan U n iversity of T echno logy (T ran spo rtati on Science&Engineering) V o l.26 N o.6 D ec.2002 自保护药芯焊丝研究的现状 ① 温家伶 王 强 陈明清 程 林 吕奎清 叶元国(武汉理工大学材料科学与工程学院 武汉 430063) (国营武汉船用机械厂 武汉 430084) 摘要:介绍了自保护药芯焊丝的特点,并指出加快自保护药芯焊丝研制的重要性和紧迫性.阐述了国内外对自保护药芯焊丝焊缝气孔产生机理、焊缝脱渣以及各种微量元素对自保护药芯焊丝熔敷金属性能影响的研究现状. 关键词:自保护药芯焊丝;焊缝;微量元素;性能 中图法分类号:T G422.3 0 引 言 自保护药芯焊丝代表了当今世界焊接材料发展的方向.由于自保护药芯焊丝能实现现场焊接以及焊接自动化生产的双重目的,国内外将其作为一种高效而且适合室外作业的新型焊接材料在不同位置,不同强度级别钢材的焊接领域中广泛应用.目前已应用于造船、化工、冶金建筑和机械制造工业部门,以及钻井平台、石油管线、集装箱焊接领域等[1]. 1 自保护药芯焊丝研究的意义 自保护药芯焊丝具有高效、优质、节能等特点,自上世纪80年代起在发达国家广泛应用,但在我国的推广使用却较为缓慢.究其原因是我国没有自己的国产自保护药芯焊丝产品,要从日本、德国、美国进口,价格昂贵,因此推广受限.在一些发达国家,自保护药芯焊丝电弧焊正在成为一种重要的焊接方法.到1990年美国药芯焊丝已经占焊接材料总量的21.1%,其中自保护药芯焊丝占5%.日本自保护药芯焊丝占3%[2].在前苏联及II W成员国,自保护药芯焊丝的应用也非常广泛. 药芯焊丝与实芯焊丝的区别在于:前者管内部有药芯.药芯所起的作用和焊条药皮相似,如:稳弧,改善操作性能,起保护作用;添加合金成分, 改善接头的力学性能.因此药芯焊丝具备许多优点:(1)生产效率高,可以连续自动和半自动生产;(2)熔敷速度高;(3)焊缝截面大,可以减少坡口角度,节省熔敷金属;(4)对焊缝有明显的冶金改善效果,焊丝的工艺性能、力学性能好.可以说药芯焊丝集焊条和实芯焊丝的优点于一身,这是它迅猛发展的主要原因. 自保护药芯焊丝除了具有药芯焊丝的特点外,还具有以下优点:(1)不需要外加保护气源,减少了焊枪的重量,简化了结构,更便于操作;(2)具有优良的抗风能力,通常能在四级风的条件下顺利施焊;(3)对装配尺寸要求不高;(4)优良的抗锈能力;(5)焊接工艺性能好,引弧可靠,自保护效果好,电弧燃烧稳定,焊缝成型美观;(6)工艺适应性强,与普通焊丝相比,自保护药芯焊丝可以适用于各种焊接位置,而且单面焊双面成型良好,焊接质量易于保证;(7)生产效率高,与手工焊相比自保护药芯焊丝的许用I焊大,熔敷效率高.如30mm厚的工件,用N R232.直径1.7mm 自保护药芯焊丝施焊,仅需4层即可以焊满,而用E4303直径4.0mm焊条焊接,至少要6~7层才能完成. 自保护药芯焊丝的生产率比手工焊条提高3~5倍.节省丢弃的焊条金属约12%,节省电能40%,可缩短施工周期[3~5].由此可见加速研制国产化的自保护药芯焊丝具有十分重要的意义. ①收稿日期:20020828 温家伶:男,47岁,副教授,主要研究领域为新型焊接材料、焊接材料设计专家系统、材料的表面改性
药芯焊丝的牌号及型号 我国的不锈钢药芯焊丝牌号有新、旧两个类型。旧类型是历史比较早的药芯焊丝厂家习惯使用的, 其编制方法基本与手工焊条牌号相同,只是牌号前的字母不同(如“Y”)用以区别手工焊条;新类型是新发 展起来的药芯焊丝厂家习惯使用的,其编制方法基本与国家标准GB/T17853-1999《不锈钢药芯焊丝》相同,只是牌号前用不同的字母表示不同的厂家。 国家标准GB/T17853-1999中规定了不锈钢药芯焊丝的型号分类、技术要求、试验方法及检验规则等。该标准规定,所适用的不锈钢药芯焊丝熔敷金属中铬含量应大于10.50%,铁的含量应超过其他任何元素。此外,标准还规定焊丝芯部所含非金属组分应不小于焊丝总重的5%。 GB/T17853-1999中规定的不锈钢药芯焊丝型号编制方法如下:第一位是字母“E”或字母“R”,“E”表示焊丝,“R”表示填充焊丝;后面用三位或四位数字表示熔敷金属化学成分分类代号,如有特殊要求的 化学成分,将其元素符号附加在数字后面,或者用“L”表示碳含量较低、“H”表示碳含量较高、“K”表示焊丝应用于低温环境;再后面用“T”表示药芯焊丝,之后用一位数字表示焊接位置,“0”表示焊丝适用于平焊位置或横焊位置焊接,“1”表示焊丝适用于全位置焊接;后接“-”,“-”后面用数字表示保护气 体及焊接电流类型(见表1)。 表1 备型号不锈钢药芯焊丝的保护气体、电流类型及焊接方法 注:FCAW为药芯焊丝电弧焊,GTAW为钨极惰性气体保护焊。 GB/T17853-1999根据熔敷金属化学成分划分的不锈钢药芯焊丝型号见表2。 表3 各型号不锈钢药芯焊丝的熔敷金属力学性能
药芯焊丝电弧焊工艺方法 药芯焊丝电弧焊的工艺方法,主要分为自保护药芯焊丝电弧焊和气体保护药芯焊丝电弧焊两种。 现代的自保护药芯焊丝电弧焊,可在最高风速为48km/h的施工现场使用,且能保证焊缝金属的力学性能符合相应的技术要求。由于不需要外加保护气体,除了上述药芯焊丝电弧焊共有的优点,自保护药芯焊丝电弧焊还具有下列可利用的特点: 1)省略了供气系统的设施和操作步骤,节约了与此相关的一切费用。解决了施工现场供气困难的问题。 2)简化了焊枪和送丝机的结构,降低了这些设备的维修时间和费用。 3)省去了野外施工现场的挡风屏障,节省了由此引起的人力和物力。 4)可以采用较长的焊丝伸出长度(50~70mm),熔敷率更高、同时降低了焊接热输入。5)操作工艺性好,可适应全位置焊接。 6)搭桥性好,可放宽焊件接缝组装间隙容差。 7)熔深较大,可用于窄坡口的焊接,提高了经济性。 8)焊前准备的辅助时间短,缩短了焊接生产周期,提高了总的焊接效率。 在早期,自保护药芯焊丝电弧焊的应用范围受到很大的限制,主要原因是焊缝的质量和力学性能达不到重要焊接结构提出的高要求。近年来。自保护药芯焊丝有了较大的发展,熔敷金属最高抗拉强度可达620MPa,-40℃低温的缺口冲击功,可满足不低于27J的要求。目前自保护药芯焊丝电弧焊,不仅在一般钢结构制造中得到应用,而且在桥梁、船舶、大型石油、天然气储罐、管道和海上建筑等重要焊接结构中推广应用。 药芯焊丝电弧焊焊接参数 药芯焊丝电弧焊的主要焊接参数有:焊接电流(送丝速度)、电弧电压、焊接速度及焊丝伸出长度 (1)焊接电流药芯焊丝电弧焊与MIG/MAG焊相似;使用直流平特性焊接电源,焊接电流与送丝速度成正比关系,同时还取决于焊丝伸出长度。加大焊接电流,提高焊丝的熔化速度和熔敷率;但过大的焊接电流会形成凸形的焊道,不仅加大了焊丝的消耗量,而且使焊道成形不良。焊接电流与电弧电压之间存在一定的匹配关系。随着焊接电流的提高,应适当增加电弧电压,以形成外形良好的焊道。电弧电压过高,可能导致气孔的产生。 (2)电弧电压在焊接电流、焊接速度和焊丝伸出长度保持不变的条件下,改变电弧电压可能产生以下的作用: 1)较高的电弧电压,导致形成较宽的较平滑的焊道。 2)过高的电弧电压,会引起焊缝产生气孔。 3)过低的电弧电压,使焊道成凸形,恶化焊道成形。 最佳的电弧电压,应根据所选定的焊接电流、焊接速度和焊丝伸出长度确定。 (3)焊接速度与其他弧焊方法相似,焊接速度是调整焊道成形的主要工艺参数之一。在电弧电压、焊接电流和焊丝伸出长度保持不变的条件下,改变焊接速度将引起焊道形状产生以下变化: 1)焊接速度太高,使焊道的凸度增加,造成焊缝边缘参差不齐。 2)焊接速度太低,会造成焊缝金属夹渣、焊道表面变的粗糙、不均整。 为使焊道成形良好,焊接速度必须适中,并与所选定的焊接电流和电弧电压相匹配。 (4)焊丝伸出长度药芯焊丝电弧焊时,焊丝的伸出长度是指导电嘴末端至焊件表面的距离。与传统的MIG/MAG焊相似,焊丝伸出长度变化所产生的影响更为明显。 在电弧电压、送丝速度和焊接速度保持不变的条件下,改变焊丝伸出长度将产生以下主要影
焊条、药芯焊丝的表示方法和代号 作为焊缝填充金属包括焊条、焊丝、焊剂、填充金属、熔嘴、附加金属粉等,熔敷焊缝金属成分主要由它们和母材来决定。ASME《锅炉压力容器规范》第IX卷中列有工艺评定中焊缝金属成分的类别,并有相应的评定规则。我国的钢材和焊材的合金化体系与美国差别较大,况且国内压力容器压力管道熟悉焊材牌号程度胜过型号,原机械工业部编制的《焊接材料产品样本》(机械工业出版社,1997年)规定的焊条、焊剂和药芯焊丝的牌号对焊接行业、压力容器压力管道行业影响很大,焊材牌号编制比较切合我国合金体系的实际。我国焊材基本上与钢材使用性能相适应,不同牌号焊材性能差别很大,用焊材牌号作为焊接工艺评定因素具有简便特点,但也有局限性,焊材牌号编制方法不是标准。随着技术与市场经济发展,在焊材牌号前后加上代号或化学成分符号,使牌号复杂化。 将牌号作为焊接工艺评定因素时不考虑阿拉伯数字后的代号(耐蚀层堆焊除外)。(1)我国焊条分类对照附表1所示,焊条和药芯焊丝牌号编制方法如下述: ①碳钢焊条和低合金高强钢焊条牌号表示方法 a)牌号前加“J”字表示为碳钢焊条或低合金高强钢焊接类别代号。 b)类别代号后头两位数字,表示焊缝金属抗拉强度等级,其系列如附表2。 c)类别代号后第三位数字,表示药皮类型和焊接电源类,见附表3。 d)焊条有特殊性能和用途的,则在牌号后面加注起主要作用的元素或代表主要用途的符号,见附表4。 附表1
附表2 附表3
附表4
②铬和铬钼耐热钢焊条牌号表示方法 a)牌号前加“R”字,表示钼和铬钼耐热钢焊条的类别代号 b)类别代号后第一位数字,表示焊缝金属主要化学成分等级,按附表5规定编排表。 c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不同牌号,对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序编排。 d)类别代号后第三位数字,表示药皮类型和焊接电源种类,见附表3。 附表5 ③低温钢焊条牌号表示方法 a)牌号前加“W ”字,表示低温钢焊条的类别代号。
中国药芯焊丝行业现状 Present status of flux cored wire industry in China 国家焊接材料质量监督检验中心马凤辉李春范 摘要:介绍了近年来中国药芯焊丝的国产量、进口量及价格、国内生产企业及生产线现状、几种主要药芯焊丝产品类别在国内市场的应用量和应用领域,对中国药芯焊丝的行业现状作了全面的概括。 Present status of flux cored wire industry in China China national quality supervision and test center of welding consumables Ma Fenghui Li Chunfan Abstract The domestic output, import quantity and the price, domestic enterprises and production lines status in recent years are introduced. The consumable quantity and applied fields of several main flux cored wires in domestic market are also introduced. Present statues of flux cored wire industry is briefly described. Key words: flux cored wire Present status 关键词:药芯焊丝行业现状 Key words: flux cored wire Present status 1、中国药芯焊丝行业概况 国产药芯焊丝真正生产始于1987年北京焊条厂从英国CPV公司的CORWIRE工厂引进一条全连扎式药芯焊丝生产线。自1993年至1998年是药芯焊丝生产设备引进的高峰期,至2002年,已先后有17个企业分别从英国、美国、日本、乌克兰、德国、意大利、瑞典、台湾等国家和地区引进24条生产线。目前国内共有药芯焊丝生产企业29家,生产线总计48条(引进生产线24条、自制生产线24条),其中采用钢带法的43条,采用盘条法的4条,采用钢管法的1条。 目前我国药芯焊丝产品品种主要有钛型气保护、碱性气保护和耐磨堆焊(主要是埋弧堆焊类)三大系列,适用于碳钢、低合金高强钢、不锈钢等,大体可满足一般工程结构焊接需求。在产品质量方面,用于结构钢焊接的E71T—1钛型气保护药芯焊丝产品质量已经有了突破性的提高,而碱性药芯焊丝的产品质量仍然有待进一步提高。 药芯焊丝的国产量从1996年不足千吨(以粗丝为主),发展到2001年的近1.2万吨(以细丝为主),平均每年以超过50℅的增长率在发展。应用领域也从造船-海洋结构行业逐步扩大到建筑-桥梁、重型机械、锅炉-压力容器、输送管道、钢结构等多个行业。 在生产设备上已研制出钢带法生产线、盘条法生产线和钢管法生产线,已具备了一定的生产设备设计和制造能力。其中,国产钢带法生产线已稳定的在实际生产
高铬铸铁型药芯焊丝 (北京固本科技有限公司) 1耐磨堆焊材料合金体系 高铬铸铁的基本合金体系是Fe-Cr-C,在此基础上,往往还加入其他合金元素,常见的体系有Fe-Cr-Mo-B、Fe-Cr-B-C、Fe-Cr-V-Mo-Ti、Fe-Cr-C-Nb、Fe-Cr-C-V等。本课题自制高铬铸铁药芯焊丝,其中,Nb对药芯焊丝堆焊层性能的影响是研究的重要一部分,故采用Fe-Cr-C-Nb系高铬铸铁型药芯焊丝。铁基堆焊合金耐磨性良好,且价格较便宜,具有很好的经济性,因而应用最为广泛。除此之外,堆焊合金体系主要还有钴基合金体系、镍基合金体系、铜基合金体系及碳化物增强合金体系。钴基堆焊合金成本较高,高温条件下耐磨性能优异,多应用于一些特殊耐磨件,镍基堆焊合金同样也多用在高温耐磨工况条件下。铜基堆焊合金摩擦系数较低,抗黏着磨损性能优秀,所以常用于滑动接触磨损工件中,而不用于抗磨粒磨损或高温磨损工况环境中。在碳化物增强堆焊合金中,常以W、Ti、Mo、Nb、V等合金元素的碳化物作为增强相,具有很高的硬度和耐磨粒磨损性能,但高温下有些碳化物容易过热分解。 2高铬铸铁型药芯焊丝概况 在高铬铸铁堆焊中,为了使堆焊层更容易得到非平衡组织,也就是亚稳奥氏体基体上分布M7C3型碳化物,往往采用明弧堆焊,这样可以使焊后冷却速度足够快,以更容易得到粗大的初生M7C3型碳化物。 对于高铬铸铁型药芯焊丝的明弧堆焊,脱氧和脱氮是首先要考虑的问题,所以药芯焊丝中需要添加铝、硅、锰等基本的脱氧元素。铝主要用于先期脱氧,硅锰用于熔池阶段的脱氧。高铬铸铁本身就是硬而脆的组织,因而对于氮并不需要刻意地完全消除,甚至可以加入少量氮,氮可以代替部分碳,形成碳氮化物,以增加堆焊层组织的硬度及耐磨性。在高铬铸铁型药芯焊丝自保护明弧堆焊过程中,并不会有大量的氮溶入熔池,形成氮气孔,这主要是因为,在高铬铸铁药芯焊丝中,碳含量较高,较高的含碳量可以降低氮在铁中的溶解度,从而使焊缝中的含氮量不会太高。熔滴阶段碳氧化生成CO、CO2气体,加强了保护,并且降低了气相中的氮的分压,不利于氮溶入熔滴;熔池阶段碳氧化生成CO、CO2气体促进熔池中氮的逸出。此外,钛、铝等元素对氮有较大亲和力,能形成稳定的且不溶于液态铁的氮化物,从而浮到熔池表面形成一层薄的渣壳。所以,在高铬铸铁堆焊层组织中,并不会有过高的氮含量,也一般不会产生氮气孔。
自保护药芯焊丝的特点及使用要求 一自保护药芯焊丝的特点1958年,美国和前苏联同时研制成一种不需外加气体保护的药芯焊丝,即目前的自保护药心焊丝。在随后的50余年时间,自保护药芯焊丝以其特有优越性得到了很大的发展。在美国,自保护药芯焊丝占药芯焊丝总量的30%。 目前,自保护药芯焊丝广泛用于管线建设、海洋工程、户外大型钢结构制造、高层钢结构建筑、表面堆焊等。 自保护药芯焊丝通过焊丝药芯中的造渣剂、造气剂在电弧高温作用下产生的气、渣对熔滴和熔池进行保护。自保护药芯焊丝电弧焊方法具有以下优点: 1.不需外加保护气源,焊枪结构简单、重量轻,便于操作; 2.抗风抗气孔性能良好,在焊接中由该焊丝自身冶金反应造气形成保护气氛,可在四级风力下施焊,只要风速不超过8m/s,可不采取任何防护措施,特别适用于野外施工作业; 3.电弧穿透力要大,
熔滴要呈喷射状过渡,飞溅小;4.具有优良的全位置立向下焊操作工艺性能,操作工艺性能好;5.脱渣性能良好;6.熔敷金属能在低温和大风等各种恶劣条件下同样获得较高的低温韧性。 二自保护药芯焊丝的使用要求 1.焊接电源采用专用的直流电源和逆变电源。⒉应采用直流正接(DC-):焊件接电源正极,焊枪接电源负极。极性接反,容易飞溅大,熔深浅,无法焊接。⒊焊丝的角度在下向焊时,一般要求焊丝与工件保持800~900,避免靠近垂直位置时熔渣和铁水的下淌,从而影响焊接操作的顺利进行,以及容易出现夹渣和气孔等缺陷。4.自保护药芯焊丝的干伸长度,一般应控制在6~10倍焊丝直径为宜,如干伸长度过长,会使焊丝熔化过快,降低电弧吹力。⒌被焊接表面应均匀、光滑,不得有铁锈、渣垢、油脂和其他影响焊接质量的有害物质。⒍焊接地线尽量靠近焊接区,而且要确认导电良好,(地线是否氧化,接的是否牢固,地线与母材接触的地方不能有铁锈),如导电不好,会引起电弧不稳。⒎焊接参数调整的好坏,直接影响焊接质量。电
药芯焊丝牌号对照表
字体大小:大 | 中 | 小 2009-04-17 16:13 - 阅读:812 - 评论:1
药芯焊丝牌号对照表
序 号
符 合 GB
结构钢用药芯焊丝
相当标准 AWS JIS
Z3313 1 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C50DR Z3313 2 GB/T 10045-2001 E501T-1 A5.20 E71T-1 YFW-C50DR Z3313 3 GB/T 10045-2001 E500T-5 A5.20 E70T-5 YFW-C503B A5.29 4 -----------E81T1-Ni1 5 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C603R Z3313 YFW-C50DR Z3313 YFL-C504R Z3320 YFA-50W Z3313
6 -----------7 ------------
----------------A5.29
8 GB/T 17493-1998 E550T1-W E80T1-W 耐热钢用药芯焊丝 9 GB/T 17493-1998 E551T1-A1 A5.29 E81T1-A1 A5.29 E81T1-B1
Z3320 YFA-58W
Z3318 YFM-C
10 GB/T 17493-1998 E551T1-B1
Z3318 YFCM-C Z3318 YF1CM-C
11 GB/T 17493-1998 E551T1-B2 A5.29
药芯焊丝牌号对照表 Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
药芯焊丝牌号对照表 序号符合相当标准GB AWS JIS 结构钢用药芯焊丝 1GB/T 10045-2001 E500T-1 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5 E70T-5Z3313 YFW-C503B 4------------ E81T1-Ni1 Z3313 YFW-C603R 5GB/T 10045-2001 E500T-1 E70T-1Z3313 YFW-C50DR 6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W 8GB/T 17493-1998 E550T1-W E80T1-W Z3320 YFA-58W 耐热钢用药芯焊丝 9GB/T 17493-1998 E551T1-A1 E81T1-A1Z3318 YFM-C 10GB/T 17493-1998 E551T1-B1 E81T1-B1Z3318 YFCM-C 11GB/T 17493-1998 E551T1-B2 E81T1-B2 Z3318 YF1CM-C 12-------------------------------- 13GB/T 17493-1998 E601T1-B3 E91T1-B3Z3318 YF2CM-C 气保焊不锈钢药芯焊丝 14GB/T 17853-1999 E308T1-1E308T-1Z3323YF308C 15GB/T 17853-1999 E308LT1-1E308LT-1 Z3323YF308LC 16GB/T 17853-1999 E309T0-1 E309T-1Z3323 YF309C 17GB/T 17853-1999 E309LT0-1 E309LT-1Z3323 YF309LC 18GB/T 17493-1999 E309MoT0- 1 ----------Z3323 YF309MoC 19GB/T 17853-1999 E316T0-1 E316T-1 Z3323 YF316C 20GB/T 17853-1999 E316LT0-1 E316LT-1 Z3323 YF316LC 21GB/T 17853-1999 E347T1-1 E347T-1Z3323 YF347C 22GB/T 17853-1999 E410T0-1 E410T-1Z3323 YF410C 23GB/T 17853-1999 E430T0-1 E430T-1Z3323 YF430C 不锈钢TIG焊用药芯焊丝 24(相当)GB/T 17853-1999 E308T1-5 E308T-2Z3323 YF308C 25GB/T 17853-1999 R308LT1-5 E308LT-2Z3323 YF308LC 26(相当)GB/T 17853-1999 E309T1-5 E309T-2Z3323 YF309C
保护气体对金属粉芯药芯焊丝溶滴过渡和飞溅的影响 摘要 金属粉芯型药芯焊丝相对于普通焊条或焊丝具有生产效率高,溶敷速度快,焊缝质量较好等优势。金属粉芯焊丝现已在全国各地焊接工程施工中得到广泛应用,这种焊 丝通常采用CO2或者Ar+CO2气体保护焊接,还可通过调整金属粉芯的成分,向焊缝中 加入不同的合金元素,以满足不同材料焊接的需要。各国对金属粉芯型药芯焊丝进行了大量的试验研究其中电弧物理特性,特别是溶滴过渡特征,是影响焊丝工艺性和接头质量的重要因素,所以对金属粉芯型药芯焊丝溶滴过渡和飞溅的研究具有重要意义。 本文采用高速摄像法,对金属粉芯型药芯焊丝的溶滴过渡形态、飞溅进行了试验分析。研究结果表明:金属粉芯型药芯焊丝的溶滴过渡形式为:短路过渡、排斥过渡、细颗粒过渡、爆炸过渡。 金属粉芯型药芯焊丝的飞溅形式主要为:气泡放出型飞溅、电弧力引起的飞溅、溶滴爆炸引起的飞溅、缩颈飞溅、电爆炸飞溅。 随着Ar的增加CO2气体的减少,溶滴过渡以细滴颗粒过渡为主,短路过渡次之,随着过渡的进行大滴排斥过渡和爆炸过渡出现的次数减少。在此过程中溶滴尺寸逐渐变小,过渡的频率加快。 随着Ar气体的增加CO2气体减少,飞溅以缩颈飞溅和电爆炸飞溅在一个周期内出现的次数多。气泡放出型飞溅和溶滴爆炸引起的飞溅在减少,并且在此过程中飞溅量逐渐减小。 关键词:金属粉芯型药芯焊丝,溶滴过渡形态,飞溅,高速摄像
SHIELDING GAS FOR METAL CORED FLUX CORED WIRE MELTING DROPSAND SPIASHING EFFECT TRANSITION ABSTRACT Metal cored type flux cored wire with respect to the common electrode or wire with high efficiency, deposition speed, better weld quality and other advantages.Metal cored wire welding has been widely used in construction throughout the country, this wire usually CO2 or Ar + CO2 gas shielded welding, but also by adjusting the composition of the metal powder core to weld with different alloying elements to meet the needs of different materials to be welded.States metal cored type flux cored wire a large number of experimental studies, in which the physical characteristics of the arc, in particular droplet transfer characteristics, is an important factor affecting the quality of welding processes and joints, so that the metal powder type flux cored wire core melt globular transfer and research splash of great significance. In this paper, high-speed imaging method, droplet transfer form metal powder core flux cored wire, spatter analyzed experimentally. The results show that: the droplet transition form metal powder core flux cored wire is: short circuit transfer, rejection transition, the transition of fine particles, drop shot transition, transition explosion. Splash in the form of metal cored type defended cored wire mainly: air-releasing type splash, splashing arc force caused by the splashing droplet explosion caused by constriction splash, splash electrical explosion. Ar increases with decreasing CO2gas dissolved particles of fine droplets drip transition to transition-based, short transition followed, with the transition of large droplet explosion transition transitions and reducing exclusion. In this process,the fine particles gradually. With the increase of CO2 gas Ar gas reduction, splash in the constriction and electrical explosion splash splashing in a cycle appears more often. Air-releasing type explosion splashes and droplets of the solution in reducing splash and spatter amount gradually decreases in the process.Accelerate the transition frequency.
药芯焊丝制备实验 一、实验目的 要求学生了解焊接材料的生产过程和国内外发展状况。 二、实验内容 介绍焊接材料和热喷涂丝的发展与生产,同时进行药芯焊丝轧制和拔丝实验演示。 三、实验要求 1、要求学生认真听讲和记录。 2、参观和演示中可以提问题。 3、在实验报告中总结该部分内容。 四、实验装置 1、扎丝机 1台 2、拔丝机 1台 3、钢带、药粉 若干 4、混粉机 1台 五、实验步骤 1、介绍情况; 2、分组参观药芯焊丝制备生产线; 3、设计组分,完成药芯焊丝轧制和拉拔过程。 4、分组测试所制作药芯焊丝的填充率,并进行对比。 六、实验数据处理 有关焊丝填充率的计算: 所截取的药芯焊丝的质量为:9.2g 去掉药粉后,钢带的质量为:5.1g 则焊丝填充率为2.91.5-2.9)(=44.6% 七、思考题 1、什么是药芯焊丝?生产过程是什麽? 答:药芯焊丝是指金属外皮包裹金属或非金属化合物粉芯构成,又称管状丝材。 在制作过程中,先将适于轧制的金属带经几道轧辊逐步形成槽形,然后将混合均匀的合金粉或其他粉体送人金属带槽内,经轧辊使金属带闭合,轧制成圆形,再经拔丝模逐渐减径至所需最终尺寸,同时,拉拔减径也可使丝材材料硬化从而增加管状粉芯丝材的刚度。 2、药芯焊丝的优点是什么? 答:药芯焊丝的主要优点为: (1)、药芯焊丝的熔敷效率高,生产效率好。在相同焊接电流下药芯焊丝的电流密度大,熔化速度快。 (2)、药芯焊丝的工艺性能好,焊缝成形美观。 (3)、药芯焊丝可任意调整药粉的含量,成分可控,是与实芯焊丝的主要区别。 3、药芯焊丝填充率的概念。 填充率为药粉占焊丝质量的百分比。填充率太低,焊丝填充不实,在后道工序中容易造成窜粉,并且焊接时容易受到送丝轮的挤压而被压扁,导致送丝不畅;同时焊丝由于空松,带入熔池的气体增加,使焊缝的气孔倾向增大。填充率太高,则会增加轧制、拉拔的难度,甚至导致钢带包不住药粉,致使药粉外漏,造成严重浪费并影响轧制的顺利进行。
创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王* 药芯焊丝的特点 生产效率 与手工焊条相比,由于药芯焊丝采用了连续焊接方式,因此生产效率高;与实心焊丝相比,由于药芯焊丝焊接飞溅少、焊缝成形好,所以减少了清除飞溅与修磨焊缝表面的时间。 对钢材的适应性 与实心焊丝相比,由于药芯焊丝一般是通过药芯过渡合金元素,因此可以像手工焊条那样方便地从配方中调整合金成分,以适应被焊钢材的要求。而实芯焊丝每调整一次合金成分,就要重新冶炼,其工序多,难控制,因此难以满足用量少而品种多的要求。而且有的合金钢实芯焊丝拉拔性能差,很难拉拔成所需的焊丝。此时药芯焊丝更显其独特之优点。 工人操作要求 药芯焊丝对工人的操作水平要求低:与手工焊条比,省去了向下运条的操作;与实芯焊丝比,其电流、电压适应范围宽。 使用成本 与手工焊条及实芯焊丝相比,药芯焊丝本身的价格很高。但对于大型企业来讲,使用药芯焊丝后,生产周期缩短且焊缝质量容易保证,所以带来的综合效益是很高的。 抗潮性 普通的药芯捍丝由于其制造形式的约束,在其钢皮的侧边有一条连续的缝隙。所以药芯焊丝在打开包装之后的搁置时间不能太长,以防吸潮过多而影响焊接质量。 1.焊丝选用的要点
焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。 焊丝选用要考虑的顺序如下。 ①根据被焊结构的钢种选择焊丝 对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。 ②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝 与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。 ③根据现场焊接位置 对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。 焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。 实芯焊丝的选用 (1)埋弧焊焊丝 焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。 对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。 1)低碳钢和低合金钢用焊丝 低碳钢和低合金钢埋弧焊常用焊丝有如下三类。 ①低锰焊丝(如H08A) 常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。 ②中锰焊丝(如H08MnA、H10MnSi) 主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。 ③高锰焊丝(如H10Mn2、H08Mn2Si) 用于低合金钢焊接。 2)低合金高强钢用焊丝 低合金高强钢用焊丝含Mn 1%以上,含Mo 0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。此外,根据低合金高强钢的成分及使用性能要求,还可在焊丝中加入Ni、Cr、V及RE等元素,提高焊缝性能。 强度级别590MPa级的焊缝金属多采用Mn-Mo系焊丝,如H08MnMoA、H08Mn2MoA、H10Mn2Mo等。强度级别690~780MPa级的焊缝多采用Mn-Cr-Mo 系、Mn-Ni-Mo系或Mn-Ni-Cr-Mo系焊丝。当对焊缝韧性要求较高时,可采
焊接工艺评定、焊接工艺规程的实用编制方法 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性” 4、“焊接性能试验”与“焊接工艺评定” 5、“焊缝”与“焊接接头” 6、“焊接工艺评定”与“焊工技能考试” 7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: JB4708-2000《钢制压力容器焊接工艺评定》 GB50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录I JGJ81-2000《建筑钢结构焊接技术规程》第5章 GB128-90《立式圆筒形钢制焊接油罐施工及验收规范》附录一 ASME第IX卷《焊接与钎焊》 二、焊接工艺评定及使用管理程序 1、焊接工艺评定程序 (1)焊接工艺评定立项 (2)焊接工艺评定委托 (3)编制焊接工艺指导书(WPI)并批准 (4)评定试板的焊接 (5)评定试板的检验 焊接工艺评定失败,重新修改焊接工艺指导书,重复进行上述程序。
(6)编写焊接工艺评定报告(PQR)并批准 2、焊接工艺评定文件的使用与管理 (1)焊接工艺评定文件的受控登记。 (2)焊接工艺评定的有效版本及换版转换。 (3)每季度编制焊接工艺评定文件的有效版本目录。 (4)保证现场工程和产品的焊接工艺评定的覆盖率为100%。 (5)焊接工艺评定文件作为公司的一项焊接技术储备,属于公司重要技术机密文件,应妥善保管。 三、焊接工艺评定变素及其评定规则 1、焊接工艺评定的主要变素: 试件形式 母材类别 焊接方法 焊接工艺因素 焊后热处理种类及参数 母材厚度 焊缝熔敷金属厚度 四、如何阅读焊接工艺评定报告 1、如何认识焊接工艺评定报告的作用 (1)焊接工艺评定报告的合法性: (2)焊接工艺评定报告的有效性: (3)焊接工艺评定报告及焊接工艺规程的局限性: (4)焊接工艺评定报告是一种必须由企业焊接责任工程师和总工程师签字的重要质保文件,也是技术监督部门和用户代表审核施工企业质保能力的主要依据之一。 2、焊接工艺评定报告与焊接工艺规程的关系 3、阅读焊接工艺评定报告的方法 五、如何编制焊接工艺规程 1、焊接工艺规程的作用 2、焊接工艺规程的基本要求 3、焊接工艺规程的编写应遵循的原则
气体自保护药芯焊丝半自动焊 摘要:介绍了STT 气保护半自动根焊,自保护药芯焊丝半自动焊填充盖面工艺的特点及其焊接工艺。此工艺具有焊接速度快、质量好、易于操作等优点,在长输管道工程中具有良好的应用前景。 关键词:STT ;药芯焊丝;半自动焊接;长输管道 随着石油工业的不断发展, 管道输送油气以其安全、经济、高效、环保而得到了迅猛的发展。长距离、大管径、高压力正成为陆上油气输送管线的发展方向。目前, 我国的长输管道建设也正处于发展的高峰期。迄今为止, 我国已建成各类长输管道两万多km , 承担着全国90 %以上的油气运输任务。特别是近年来, 随着“西气东输工程”、“涩宁兰管道工程”、“兰成渝管道工程”等几项国家重点工程的上马, 在很大程度上促进了管道施工技术的发展与进步。我国长输管道现场焊接所采用的焊接工艺方法已由传统的手工向下焊工艺, 逐步向半自动化、全自动化迈进。但由于诸多因素的限制, 全自动焊在我国的发展比较缓慢,只是在“西气东输”等工程中进行了部分试用, 目前半自动焊正以其独特的优势在大口径长输管道建设中得到广泛应用。本文主要介绍了STT 气保护半自动根焊, 自保护药芯焊丝半自动焊填充盖面工艺的特点及其焊接工艺。 1 工艺特点简介 1. 1 STT 气保护半自动焊 STT 气保护半自动焊是一种以表面张力为主要熔滴过渡力的熔化极气体保护焊, 它采用独特的波形控制技术,可以根据熔滴的不同过渡过程, 自动调节焊接电流和电弧电压波形,在整个焊接周期里精确控制流过焊丝的电流,从而达到电弧所需的瞬时热量, 同时解决了CO2 气体保护焊短路过渡飞溅大的技术难题, 确保焊接电弧的稳定燃烧和有效控制焊缝成形。 与纤维素焊条下向焊相比, STT 气保护半自动焊具有以下优点: ①引弧容易, 电弧燃烧稳定; ②飞溅极小, 焊接烟尘少, 噪声小; ③焊缝成形美观, 焊接质量好, 可有效地减少管道打底焊道的未熔合缺陷; ④精确的热输入控制可以减少焊接变形和烧穿; ⑤焊接成本较低, 在焊接碳钢和低合金钢时可采用100 % CO2 气体保护; ⑥焊接速度快, 焊接效率高; ⑦焊后不需清渣, 节省了层间清理时间;⑧操作容易, 焊工不需要经过太长时间的培训。 1. 2 自保护药芯焊丝半自动焊 自保护药芯焊丝半自动焊是近年来应用最广的一种长输管道焊接工艺, 与手工电弧焊相比, 自保护药芯焊丝半自动焊具有以下优点: ①抗风能力强, 保护效果好, 只要风速不超过11m/ s , 均不需采取任何防护措施, 特别适用于野外施工作业; ②焊丝为连续送进, 焊缝接头少, 可以大大减小焊接缺陷产生的倾向; ③焊丝熔化速度快, 熔敷效率高, 节约电能, 其耗电量仅为手工电弧焊的1/ 6 左右;④焊层较薄, 脱渣性好, 可以大大减少清渣时间, 有利于施工效率的提高; ⑤焊缝外观成形和内部质量好, 抗气孔能力强, 裂纹倾向小。 2 焊接工艺试验 2. 1 焊前准备 2. 1. 1 管材 采用根据API Spec 5L 标准生产的X60 螺旋埋弧焊钢管, 规格为<630mm ×10mm。其化学成分、机械性能见表1 。 2. 1. 2 焊材 根焊采用国产锦泰公司生产的JM - 56 实芯焊丝, 相当于AWS A5. 18 ER70S - 6 , 直径为<1. 2 。热焊、填充焊及盖面焊均采用美国林肯公司生产的药芯焊丝, 其牌号为NR207 , 直径为<2. 0 。其化学成分、机械性能见表2 。