第37卷第8期2001年8月
仓属学垃
ACTAMETALLURGICASINICA
V01.37NO.8
August2001
全幅二段电磁制动连铸复合钢坯的模拟研究4
郑红霞?,。)李宝宽z1昌泽舟。
1)鞍山钢铁学院冶金系。鞍山114002
2)东北大学材料与冶金学院,沈阳110004
摘要根据电磁连铸生产复音钢板的t艺原理,建立r一个数学模型来分析浚工艺过程结晶器内两种异质钢液流动及分布特征.采用低Reynolds数湍流模型计算湍流参数,并出虚拟凝同壳来代替实际的凝固计算根据对模拟结果的分析,提出丁采用全幅二段恒稳磁场控制流动的方法与文献中的实验结果对比证明了模型的可靠性
关键词复合钢坯连锥,电磁制动,流场,异质锕液分布
中圈法分类号TG2497文献标识码A文章编号0412—1961(2001)os一0877—05
MoDELLINGoFTHECLADSTEELSLABCoNTINUoUSCASTINGPRoCESSBYUSINGTWo—ZoNE
ELECTRoMAGNETICBRAKE
ZHENGHongxial,”。LIBaokuan21。eHANGZezh001
11DepartmentofMetal|ur95,AnnkanIron%dSteel[nstkute,Ansh;xnl[4002
2)SchoolofMaterialsandMetallurgy,NortheasternUniversity,Shenyang110004
Correspondent:LIBaokuan,professor,Tel:p24)gsgl2,1so,E-mail:baokuan@online.in.c%
Manuscriptreceived2000加7-10,inrevisedform2001“04—03
ABSTRACTBasedontheprocessprincipleofeletromagneticcontinuouscastingcladsteel,amathematicalmodelhasbeendevelopedtoanalyzethetwogradesofmokensteelflowandcompositiondistributioninthemoldThelowReynoldsnumberturbulentmodelwasusedtocalculateturbulentviscosity,andthefictitioussolidifiedshellwasusedtosim口lifythesolidificationcalculation.Thetwo—zoneelectromagneticbrakewanproposedtosuppressthejetdepthofmoltensteelbasedonthesimulatedresults.ComparingbetweentheexperimentMresultsandsystematicalnumericalanalysisshowsthereliabilityoftheInodelproposed.
KEYWORDScladsteelslabcoatinuouscasting,electromagneticbrake,flowfield,compositiondistribution
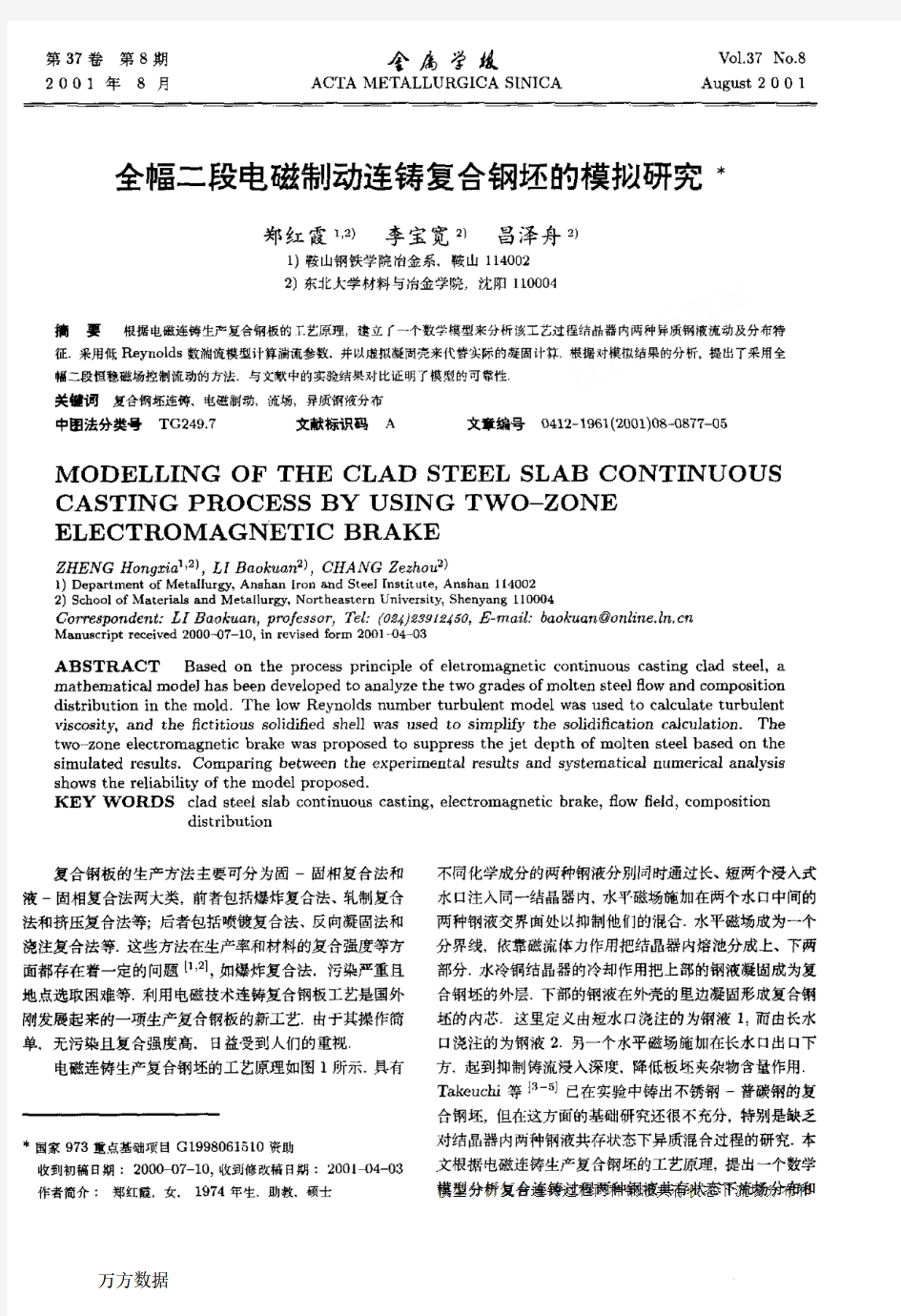
复合钢板的生产方法主要可分为固一固相复合法和液一固相复合法两大类,前者包括爆炸复合法、轧制复台法和挤压复合法等;后者包括喷镀复合法、反向凝固法和浇注复合法等.这些方法在生产率和材料的复合强度等方面都存在着一定的问题【1#J,如爆炸复合法,污染严重且地点选取困难等利用电磁技术连铸复台钢板工艺是国外刚发展起来的一项生产复合锕板的新工艺由于其操作简单,无污染且复合强度高,日益受到人们的重视电磁连铸生产复合钢坯的工艺原理如图1所示.具有
+国家973重点基础项目G1998061510资助
收到初稿日期:2000-07-10,收到修改稿日期:2001-04—03作者简介:郑红霞。女,1974年生助教,硕士不同化学成分的两种钢液分别同时通过长、短两个浸入式水口注入同一结晶器内,水平磁场施加在两个水口中间的两种钢液交界面处以抑制他们的混合.水平磁场成为一个分界线,依靠磁流体力作用把结晶器内熔池分成上、下两部分水冷铜结晶器的冷却作用把上部的钢液凝固成为复合钢坯的外层下部的钢液在外壳的里边凝固形成复合钢坯的内芯这里定义由短水口浇注的为钢渡1,而由长水口浇注的为钢液2另一个水平磁场施加在长水VI出El下方.起到抑制铸流浸入深度,降低板坯夹杂物含量作用
Takeuchi等i”5I已在实验中辞出不锈钢一普碳钢的复合钢坯,但在这方面的基础研究还很不充分,特别是缺乏对结晶器内两种钢液共存状态下异质混合过程的研究.本文根据电磁连铸生产复合钢坯的工艺原理,提出一个数学模型分析复合连铸过程两种钢液共存状态下流场分布和
万方数据万方数据
金属学报37卷
成分分布为物理实验提供理论依据和合理参数
型结果改善工艺过程.
Q1皂
95
根据梗愿生电流计算方程为
.,=盯(一V毋+疗×百)(4)电流密度守恒方程为:
X7?,=0f51因此导出的电位方程如下:
VpV≯)=v口(疗×百)(6)式中,为电流密度.cr为电导率,官为磁感应强度,曲
为电位移
浓度扩敞方程
驴V(户Q)=V’(生O-cV叫(7)
囝1电磁连铸生产复台钢坯原理示意l制Fig.1Theschemeofcladsteelprocessusingelectromagaeticcontinuouscasting
l—uppe’pool2--10werpool
3magneticfield(1)4magneticfield(2)
卜mold6呻lidifiedshell2
7—aolldifiedshelll8-innerlayer
9-一outerlayer
1数学模型
1.1基本方程
在建立该工艺的数学模型之前,对复合连铸过程作H{如下假设:结晶器内钢液流动是稳定的,结晶器内液面高度保持值定;钢液为不。佃E缩的常物性流体,且两水口浇注流体具有相同的物理特性参数;水口表面无滑移,水口壁面为电绝缘材质
结晶器内钢液流场计算控制方程为:
连续方程
V?(pU)=0(1)动量方程
p疗V(疗)=一Vp十V.阻。(v驴)】+只m+户于(2)式中,P为流体密度,p为压力,Fem为电磁力,可为重力加速度,“。为有效粘度,驴为流场速度
采用低Reynolds数K—E湍流模型计算流场的有效粘度p。.电磁场和流场的耦合通过电磁力来实现.电磁力则表示为
咒。=J×B(3)式中,&为体积分率,n=订辛钫,H,%分别为钢液1,钢渡2的体积.a的大小反映了两种钢液闹的扩散程度.当cY=0时,表示单元体积内充满了钢液l;当n=1时,表示单元体积内_允满了钢液2;oL介于0和l之间时。反映了两种钢液的混合程度.
1.2凝固壳的处理
由于凝固汁算非常复杂,而且本文钢渡分离主要位于磁场范围内.边界影响较小.为简化计算采用虚拟凝固壳进行温度场计算关丁结晶器内的板坯凝壳厚度大小,据文献[3,6],结晶器内的板坯凝壳厚度符合经验关系式
d=kt“(8)
式中d一凝固壳厚度,ram;£一凝固时间,rain;t=Lr/K,K为拉速;日为结晶器有效高度;☆一凝崮系数,mln/(nlin)“;n为反映凝固过程特性的幂指数.由于采用经验公式虚拟凝壳,因而此算法的应用范围受到限制,但虚拟凝壳的引入大大地简化了计辫,又能够满足工程的实际需要根据结晶器和板坯尺寸的不同,k,几选取1:同的数本文中k=23,n=0.63,这是由文献i31实验得到的
1.3边界条件
(1)壁面:垂直于壁面的速度设为岑,平行于壁面的速度秉用无滑移边界,压力采用滑移边界.湍动能耳和耗散率£在壁面处为零
(2)入口:根据拉坯速度和流量平衡,确定垂直于水口的入口速度Ⅱ。0'短水口浇注流量Q1=p一4I“zoI,氏水口钢液浇注流量Q2=pA2u圳2,拉坯速度与阿水口浇注流垦关系为pAK、=QI+Q2,式中A2、A1、A分别为长、短水15截面积和板坯的截面积.“。o和u,o设为岑,入口湍动能七和人L』耗散率s值由入口速度¨。o确定
短水口内a=0,长水口内o=1,萁他区域n=0
万方数据万方数据
8期郑红霞等全幅二段电磁制动连铸复合钢坯的模拟研究
(3)出口和对称面:除凝壳内垂直于Ⅲ口而的速度设
为拉坯速度外,所有物理量沿出订和对称面法线方向的导
数为零
(4)液面:除垂直表面的速度设为零外。其它变量法
线方向的梯度均设为零
1.4数值算法
采用控制容积积分法离散模型微分方程利用交情网
格储存速度分量,主网格数为48×16×102离散后的代
数方程的求解采用ADI求解器结台块修证技术进行按
照Patankar提出的SIMPLE算法安排求解次序使用
Fortraal语言自行开发计算程序
2模拟结果与讨论
2.1模拟条件
本工作以文献『31中的实验条件为对象,其中计算
区域为0.8ram)<0.17ram×45m,长水u浸入深度
为0.85iil,短水口浸入深度为0.25u浇注温度为
1550℃,浇注速度为0.8m/rain.施加水平磁场位置
以自由液面为基准面,磁场参数如表l所示
衰1施加水平磁场的参教
Table1Theparameterofmagneticfield
Uppermagnetic
矗eldLowerm“gnetie
矗dd
2.2工艺可行性的验证
在本部分施加磁场与否的对比计算中,仅施加上部磁场,不施加下部磁场,其他条件如表l昕不.其中磁场条件为本文计算条件F的最佳条件除了特殊说明之外,以下流场和体积分率分布.均为沿板坯厚度方向呈中心对称面分布
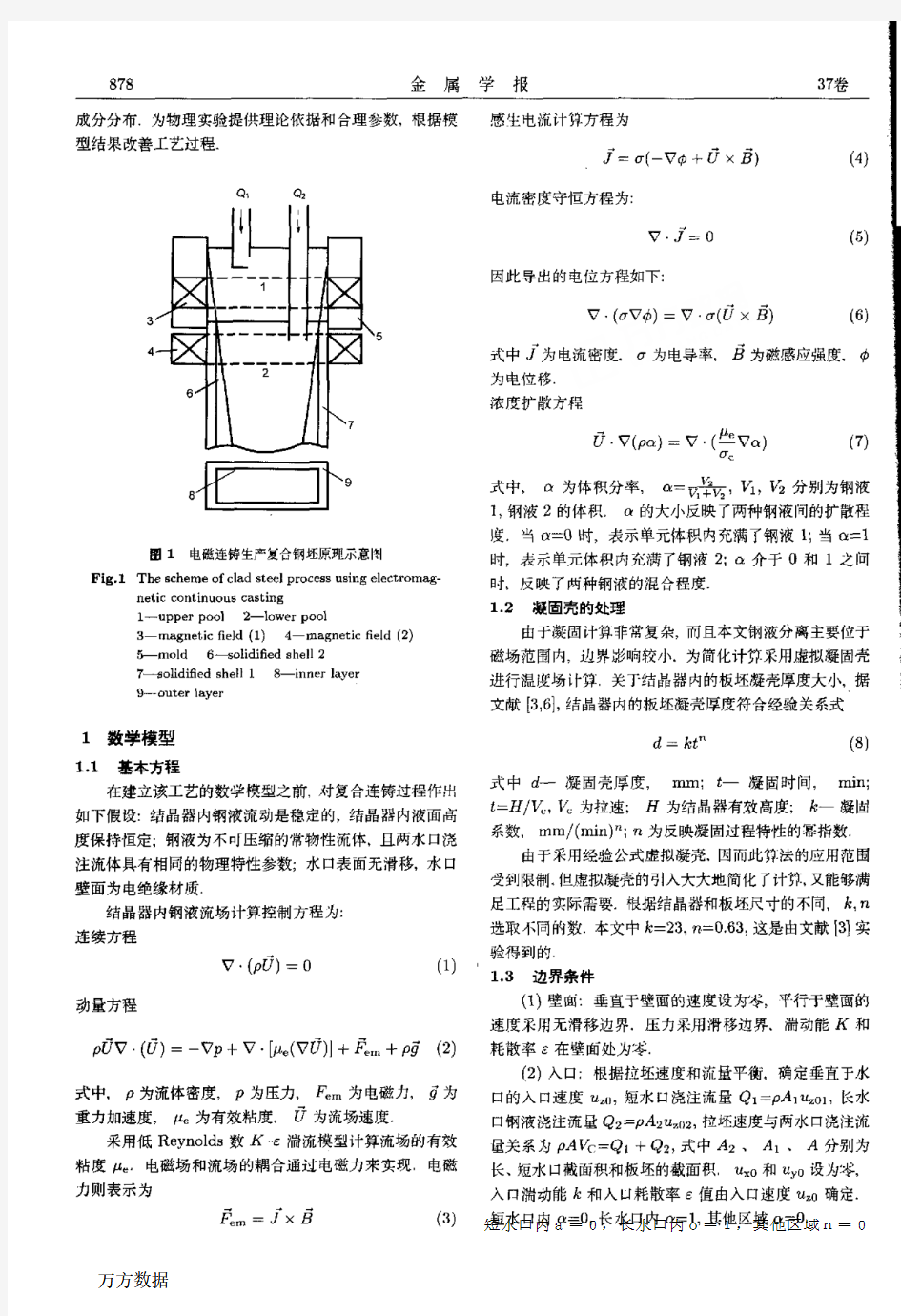
(1)施加磁场和不施加磁场时流场结果的对比
当不旋加磁场时,从短水口流出的钢液不断向下冲,而从长水口流出的钢液向下冲到一定深度时上返,从整体上看,流场内的钢液的流动形成丁一个大环流,局部存在小旋涡.整体上的大旋涡号|起两种钢液的对流混合,导致难以形成内外两层不同成分且交界面清晰的复合钢液,从而形成一种混合液而当施加磁场时,磁场对流动的钢液产生制动力,从而抑制了由两个短水口浇注钢液的下冲流动和由长水口浇注的钢液的上返流动,使得上,下部熔池的钢液分别在磁场上、下部形成一个流动旋涡,从而有效地抻制了两种钢液的对流混台.这一趋势由图2a,b有无磁场时中心对称面的流场结果口丁以看出
(2)施加磁场时电磁力分布
由图3anf以看出,上、下部熔池存在一个分界面。
””…““掣“一。(b)
旧)l”,
圈2有无磁场H}流场结果对比
Fig.2Comparisonbetweenfluidflowswithoutfalandwilh(b)magneticfield
在此分界面上电磁制动儿在Z方向即拉坯方向接近十0,也就是说钢液在流到这个面上时、主要为水平运动,上下运动的速度微小,从而抑制了两种钢液的混合,达到丁分离两种钢液的效果
f3)旌加磁场和不施加磁场时体积分率的对比
通过图3b,C板坯中心对称面体积分率分布町以看出:不施加磁场时整个汁算区域内体积分率柜01—09范围内变化,说明来自两个水I:I的钢液通过对流达到完全混合.而当施加磁场时,上部熔池体积分率值小于0.1,下部熔池体积分率大十0.9,体积分率在上、下部熔池间存在一个过渡区域,说明E部熔池的钢液基本为钢液1,下部熔池的钢澈基本为钢液2,两种钢液的对流混台基本得到抑制
罔闩
图3有磁场时电磁力的分布技自无磁场时体积分率Q分布对比
Fig.3Lorentzforcedistributioninmagneticfieldfalandcomparisonbetweenvolume抒actionsawithout
(b)andwith(c)magneticfield
由图4计贫医域底部板坯横截面体积分率的分布可以看}n:当不施加磁场时,板坯横截面上钢液体积分率由01过渡到0.8,反映两种钢液已完全混合体积分率的上『i限由两种钢液的浇注流量、水口大小等决定.而当施加磁场时,板坯横截面体积分率从0.1突变到0.9,反映了复合后两种钢在横截面上的过渡.说明形成了内外I坷层不同成分的复合钢坯
(4)模拟计算可靠性的验证和施加磁场时计算区域底部沿板坯宽度,厚度方向体积分率的变化
利用本文模拟计算的沿板坯厚度方向钢液2的体积分率同文献【3】的实验结果的比较如图5所示.
万方数据万方数据
金属学撤37卷
从图5中观察到,板坯厚度方向体积分率n的计算
结果同实验结果的数值十分接近,从而证明了本文提出的
模型和计算程序具有一定的可靠性
综合计算区域底部体积分率oL分别沿板坯沿厚度方
向和宽度方向的变化的图5和图6吖以看出,计算区域
底部出口形成外层为体积分率大于O.95,内层体积分率远
小于0.1的复合板坯表明外层基本为钢液l凝固所形
成的坯壳,内层基本为钢禳1凝固所形成的坯壳.内外两
层钢的分离情况较好.
2.3施加单区型磁场与双区型磁场的对比
在单区型磁场和双区型磁场的对比计算中,单区型
l”1
fal
伍j,101
为仅施加上部磁场(1),双区型磁场为同时施加上部磁场
(1)和下部磁场(2),磁场大小、位旨等条件见表1.
由图7长水口出口处速度箭头的大小可以看出,当长水口出口下方施加磁场时,长水口浇注的钢液2的下冲流
动减弱,注流侵入深度变浅,使得夹杂带入的危险降低而
有利于夹杂粒了上浮.
由图8长水口出口下方有无磁场的体积分率分布对比可以看出。结晶器下方施加的磁场对两种钢液的分离效
果影响不大而板坯横截面上体积分率的分布二者几乎完
全重合.可由图9看得更为清晰
曝4有无磁场时的横截而体积分率“对比
Fig.4ComparisonbetweenthevolufilefractionsoontheFig?7
crosssectionofslabwith(a)andwithout(b)mag-
neticfield
瞳5板坯厚度方向体积分率n的计算结粜与实验结果H的对比
]Fig.5Comparisonbetweenthecalculatedandexperi—mental[21volumefractionsoalongthicknessdi-
rectionofslab
图6板坯宽度方向体积分率a的计算结果
Fig.6Calculatevolumefractiondalongwidthdirectionofslab
圉8长水口出口下方有无磁场体积分率n分布对比Fig.8Comparisonbetween
volumefractionsdwithra、andwithout(b)magneticfieldbelowtheoutletof
longncmzle
圈9比水口出口下方有无磁场时板坯横截面体积分率a分布的对比
Fig.9Comparisonbetweenvolumefractionsoarethecrc目8sectionwith(a)andwithout(b)magnetic
fieldbelowtheout,]etoflongnozzle
3结论
利用水平全幅恒稳磁场抑制连铸结晶器内两种钢液的混合,进而生产复合钢坯本文提出了应用全幅二段电
万方数据万方数据
8期郑红霞等.全幅二段电磁制动连铸复合钢坯的模拟研究88l
磁制动生产复合钢板的基本原理,建立T电磁连铸生产复合钢坯工艺的数学模型,分析模拟结果,得到以下结论(1)通过对文献[3]中的实验情况进行模拟分析表明,本文所建数学模型和计算程序是可靠的
(2)不施加磁场时,由长、短两个水口浇注的两种钢液的流动在整体上形成一个大环流,具有很强混合能/J.因而,如果不施加磁场,仅依靠连铸1=艺通过两个水口浇注两种钢液不能生产复台钢坯.
(3)利用水平全幅磁场,通过磁流体动力可把采用艮、短水口注流的结晶器内钢液分为上、下两部分.两部分的钢液成分混合被抑制,从而可以连锌复台钢坯(4)采用全幅二段磁场制动可以抑制注流的浸入深度,因而有利于夹杂粒子的上浮,提高复合钢坯质量
参考文献
『11YuCTMetalrna^rlmcomposite.Beijing:Metallurgyindustrypress,1995:9
(于春田金属基复合材料北京冶金工业出版礼.1995:9)『21ShacCMetaU,1998(3)38
(沙才智晰金丛刊1998(3):38)
|313TakeuchiE,ZezeM,TanakaH,HaradaH,MizoguchiSIvo"makozgst眈{mdK“g,1997;24(3):257
-41TakeuchiE,HiroyukiTanaka,HiroyukiKajlokaFPM1994:364
f51TakeuchiE,ZezeM,TanakaH,HaradaH,MizoguchiSSteelraaking
Co甜Pmc1996;225
『61(、alKKContinuousCastingSteel.Bering:SciencePress,1990:6
(禁十F科连续铸制北京:科学出版社,1990:6)
万方数据万方数据
连铸机基本操作规程 1、主要工艺参数: 机型:立弯式直弧型连铸机 弯曲半径:R=6.5m~18m 铸机流数:一机一流 浇注断面:150mm×650mm 流间距:1.7m 铸坯定尺:3000----9000mm 拉速范围:0.5----2.5m/min 结晶器型式:板式结晶器,水缝4mm,铜板长900mm 结晶器铜板长度:900mm 结晶器振幅:0---±4mm 振动方式:半板簧正弦振动 振动频率:0~250次/min 引锭杆型式:柔性引锭杆 送引锭杆速度:最大2m/min 中间包容量:7~8t 中间包浇注方式:浸入式水口保护浇注 2、浇注前的准备: 2.1中间包的准备 2.1.1中间包绝热保温材料,需选用涂抹保温材料 2.1.2砌制调整好的中间包必须先采用天然气小火烘烤 3.5小时后在 开浇前采用大火烘烤2小时,确保中间包内温度达1100℃ 2.1.3浇钢前的浸入式水口需要乙炔或丙烷烘烤 2.1.4浇钢前必须检查塞棒调整情况以及水口有无堵塞,有堵塞必须 及时清理 2.2结晶器及引锭设备 2.2.1检查浇钢操作箱(P3)按纽指示针是否正常 2.2.2检查结晶器内腔工作面应无渗水情况,进水总压力应在 0.6---0.8Mpa,并调整好结晶器水流量。 2.2.3检查结晶器振动是否正常 2.2.4检查结晶器保护渣的准备情况,必须使用烘烤干燥后的保护渣 2.2.5送引锭之前必须检查引锭杆是否严重变形,并应将引锭头上的 冷钢,油污清理干净 2.2.6浇钢工应检查足辊段是否有冷钢,足辊是否活动,无间距后, 方可通知送引锭 2.2.7放入结晶器内的引锭用冷料,必须事先烘烤。 2.3主控室操作准备 2.3.1 连铸开浇前30分钟,由主控工通知连铸水处理泵房送净循环 水,并作好记录 2.3.2 操作台电源指示灯亮后,检查主控室操作台的电信号指示情况 2.3.3 联系值班主任与AOD炉前做好浇铸前的准备工作,保证水、气、 电及合格钢水的供应 2.3.4浇钢工必须在送到引锭前严格检查结晶器冷却水情况和二冷段
实验名称传热模拟实验班级化艺146 姓名楚莹鑫学号 1401010625 成绩指导老师王许云 一、实验目的 1.通过对空气—水蒸气简单套管换热器的实验研究,掌握对流传热系数αi 的测定方法,加深对其概念和影响因素的理解。并应用线性回归分析方法,确定关联式 Nu=ARe m Pr0.4 中常数A、m 的值。 2.通过对管程内部插有螺旋线圈的空气--水蒸气强化套管换热器的实验研究,测定其准数关联式Nu=BRe m 中常数B、m 的值和强化比Nu/Nu0,了解强化传热的基本理论和基本方式。 二、实验装置 1.实验设备流程示意图 空气-水蒸气传热综合实验装置流程图 1-液位计; 2-储水罐; 3-排水阀; 4-蒸汽发生器; 5-强化套管蒸汽进口阀; 6-光滑套管蒸汽进口阀;7-光滑套管换热器;8-内插有螺旋线圈的强化套管换热器;9-光滑套管蒸汽出口; 10-强化套管蒸汽出口; 11-光滑套管空气进口阀; 12-强化套管空气进口阀;13-孔板流量计;14-空气旁路调节阀;15-旋涡气泵;16-蒸汽冷凝器 三、实验原理 1.普通套管换热器传热系数及其准数关联式的测定 (1)对流传热系数 αi的测定 对流传热系数αi可以根据牛顿冷却定律,用实验来测定。因为αi <<αo ,所以传热管内的对流传热系数αi≈K,K(W/m2·℃)为热冷流体间的总传热系数,且K≈Q i/( ?t m *s i)。 所以: αi≈Q i /(??t m *s i) 式中:α
αi 管内流体对流传热系数,W/(m2?℃); Qi—管内传热速率,W; Si—管内换热面积,m2; ?t mi 管内平均温度差,℃。 平均温度差计算公式:??t mi =t w-t m 式中:t m 冷流体的入口、出口温度t w 壁面平均温度,℃; 因为换热器内管为紫铜管,其导热系数很大,且管壁很薄,故认为内壁温度、外壁温度和壁面平均温度近似相等,用tw来表示,由于管外使用蒸汽,所以tw近似等于热流体的平均温度。 管内换热面积:S i =πd i L i 式中:di 内管管内径,m; Li 传热管测量段的实际长度,m。 由热量衡算式: Q i =W i c pi(t i2-t i1 ) 其中质量流量由下式求得: W i =V iρi /3600 式中:Vi 冷流体在套管内的平均体积流量,m3 / h; cpi 冷流体的定压比热,kJ / (kg·℃); ρi 冷流体的密度,kg /m3。 cpi 和ρi 可根据定性温度 tm 查得,t m=(t i1+t i2)/2为冷流体进出口平均温度。ti1,ti2,tw, Vi 可采取一定的测量手段得到。 (2)对流传热系数准数关联式的实验确定 流体在管内作强制湍流,被加热状态,准数关联式的形式为: Nu i= A Re i m Pr i n 物性数据λi、cpi、ρi、μi可根据定性温度tm查得。经过计算可知,对于管内被加热的空气,普兰特准数Pri变化不大,可以认为是常数,则关联式的形式简化为: Nu i= A Re i m Pr i0 .4 这样通过实验确定不同流量下的Rei与Nu i,然后用线性回归方法确定A和m的值。 2 强化套管换热器传热系数、准数关联式及强化比的测定 强化传热又被学术界称为第二代传热技术,它能减小初设计的传热面积,以减小换热器的体积和重量;提高现有换热器的换热能力;使换热器能在较低温差下工作;并且能够减少换热器的阻力以减少换热器的动力消耗,更有效地利用能源和资金。强化传热的方法有多种,本实验装置是采用了多种强化方式,见表
精心整理 方坯连铸工艺培训课件 一、方坯连铸工艺流程简图 二、方坯连铸基本参数 铸坯断面:150×150mm 定尺长度:6~12m(实际最短生产过9.25的,拉速2.1m/min) 55Q
4.1钢包汇总台 4.1钢包回转台 功能支承钢包并将满包从受包位旋转到中间罐上方的浇
4.2中间罐 功能保证连浇;均匀分配钢流到结晶器;促使夹杂物上 浮。 结构型式中间罐为梯形带盖式, 主要技术参数中间罐最大容量20t 钢水液面高度工作液面:800mm 主要技术参数烘烤时间180min 烘烤温度~1000℃ 4.5结晶器 功能将钢水凝结成型,使浇入其中的钢水快速冷却。在 引锭头拉出结晶器铜管后,凝结的钢水坯壳能承受
内部还未凝固的钢水静压力。 结构型式结晶器为套管式,主要由内壁镀铬的三维立体锥度 铜管、精密加工成型的整体铜水套、钢结构外壳、 上下法兰、卡板及密封件等部分组成。铜管材质为 磷脱氧铜。 主要技术参数铜管长度900mm 托架等组成,喷淋管沿弧线纵向布置。 主要技术参数冷却段数3(含喷淋环) 喷淋管长度~4.5m 喷嘴型号3/8PZ17080QZ5*12 PZ8065QZ5*28
PZ8047QZ5*28 4.8导向段 功能开浇时引导引锭杆进入结晶器并在浇铸时支 承铸坯。 结构型式导向段位于喷淋集管组与拉矫机之间,主要由 导向辊、支座、侧导辊、压辊及侧导板等组成。 功能开浇时引锭头堵住结晶器下口,把初步凝固的 铸坯拉出结晶器,引入拉矫机。 结构型式主要由自适应型引锭头、刚性杆身、链条及联 接件、传动系统、导向轮及安全装置所组成。 铸机开浇前,启动存放装置电动机使引锭杆下
板坯连铸机弯曲段的工作原理[工程]收藏转发至天涯微博 悬赏点数10 该提问已被关闭2个回答 匿名提问2009-04-26 11:36:26 板坯连铸机弯曲段的工作原理 最佳答案 297006692009-04-26 12:52:27 近年来,我国钢铁行业发展迅速,我国已成为世界上钢铁消费和钢铁生产大国,2005年我国的粗钢产量~3.4亿吨,连铸比达到95%以上。其中由于连铸具有显著的高生产率、高成材率、高质量和低成本的优点,因此连铸技术对钢铁工业生产流程的变革、产品质量的提高和结构化等方面起了革命性的作用。 钢铁技术的引进为我国钢铁工业的发展做出了巨大的贡献,特别是上世纪90年代以来,连铸技术的引进与推广极大的壮大了我国钢铁工业的实力,同时在连铸技术的消化吸收和创新的方面也取得了长足的进步,极大提高了我国连铸技术的自行设计和制造能力,实现了连铸技术的国产化。中冶京诚(原北京钢铁设计研究总院)在板坯连铸技术的集成创新和自主开发方面始终走在前列,随着国内连铸技术和连铸设备制造能力的发展与进步,为我国板坯连铸机的国产化做出了重要贡献。 板坯连铸国产化实践 板坯连铸机机型经历了由立式-弧形-直弧形的发展历程,特别是从世界上近10多年来新建的高质量板坯连铸机来看,直弧形连铸机已成为发展趋势和方向。直弧形连铸机兼具弧形和立式连铸机的优点,可根据产品方案和生产品种的不同,设计不同的基本弧半径和适宜的结晶器及以下的直线段长度,从而大大提高铸坯的洁净度和内部质量;国内外的生产实践证明,特别是在生产汽车用钢、管线钢等高质量钢方面,直弧形板坯连铸机有不可替代的作用。 中冶京诚是国内最早研究开发并参与引进消化国外先进直弧形板坯连铸工艺及装备技术的单位。多年以来,中冶京诚一直致力于研究开发、重视技术和理念的创新,先后成功地设计或总包建设了一大批技术经济指标达到国际先进水平的板坯连铸工程,拥有着丰富的先进技术资源和设计经验。无论是设计水平、总包能力还是设备集成技术,京诚公司在国内板坯连铸行业均占据着不可动摇的业绩优势和技术领先地位。 在多年的设计和生产实践中,开发出了如多种连铸机机型的辊列设计(连续弯曲连续矫直技术)、结晶器铜板传热计算、矫直反力计算、大包回转台有限元计算、扇形段有限元计算、小辊径密排分节辊、结晶器电动及液压调宽、扇形段远程调辊缝等软件技术,以及结晶器液压振动、动态二冷控制、扇形段轻压下等连铸工艺技术。新技术的不断应用大大提高了
Gleeble 3500热模拟试验机 在本科生教学实验中的应用 特色与创新 热模拟试验机是一个材料热机械加工性能分析系统, 具有急(慢)速升温降温、急(慢)速拉压变形、同时记录温度、力、应力、应变等参数变化曲线,可对金属材料的冶炼、铸造、锻压、成形、热处理及焊接工艺等各个制备阶段的工艺与材料性能的变化之间的关系进行精确的模拟。利用该设备既可进行单一性能测试,又可进行多种综合性、设计性、创新性实验。 据了解,目前国内在本科生中利用热模拟试验机开设实验的高校只有清华大学,采用的设备型号为Gleeble1500,本实验采用的型号为Gleeble 3500,功能更丰富。由于本实验室在为各科题组研究服务工作中已积累了大量经验,结合科研项目能设计出具有交大特色的实验方案,可为学生进行综合性、设计性、创新性实验提供技术支持。 特色实验一金属材料高温强度的测定 特色实验二钢连续冷却转变图(CCT曲线)的测定 特色实验一金属材料高温强度的测定 一.实验目的 (1)了解典型金属材料的高温强度与塑性及其随温度的变化规律。 (2)掌握用材料加工物理模拟设备即动态热-力学模拟试验机Gleeble3500测定材料抗拉强度、屈服强度和塑性的原理。 (3)掌握Gleeble 3500试验机的简单操作与编程.并了解其一般应用。 (5)测定不同钢种如20、45、40Cr和1Crl8Ni9不锈钢的拉伸强度及其塑性随温度的变化井进行比较;测定并分析变形速度对强度的影响规律。 二.概述 材料的力学性能在科学研究和工程应用中具有非常重要的作用。例如,数值模拟研究必须以力学性能为依据;负载结构的设计和材料加工艺方案(如焊接、锻压、热处理、表面改性等工艺)的制定必须以力学性能为基础等等。温度对材料的力学性能功能影响很大。高温强度和塑性是材料高温使用和热加工时需要考虑的重要力学性能指标,了解其测试方法及其随温度的变化规律,是对高温结构材料进行科学研究和应用的基础。本次实验主要研究金属材料高温短时拉伸的力学性能。 金属材料如钢材的强度和塑性由基体组织类型(如马氏体M,铁素体F,珠光体P,贝氏体B,奥氏体A)、晶粒大小、基体强化类型(固溶强化和弥散强化),以及与此有关的加工变形程度、热处理条件等决定,因此,不同类型的金属及其合金的强度和姻性及其随温度变化的规律存在明显区别,一般来讲,材料按高温强度由低到高的排列顺序为:碳素钢,低合金钢,高合金钢,不锈钢,镍基高温合金。 金属力学性能指标一般按金属材料室温拉伸试验方法(GB/T228-2002)和金属材料室温拉伸试验方法 (GB/T4338-1995)进行测试。测试数据全面,但较繁琐。本实验用动态热-力学模拟试验机Gleeble快速测定金属材料的高温强度。 动态热-力学模拟试验机Gleeble3500测定材料高温性能的原理如下:用主机中的变压器对被测定试样通电流,通过试样本身的电阻热加热试样,使其按设定的加热速度加热到测试温度。保温一定时间后,通过主
常规板坯连铸机结晶器技术 【保护视力色】【打印】【进入论坛】【评论】【字号大中小】2006-12-07 11-07 杨拉道刘洪王永洪刘赵卫邢彩萍田松林 (西安重型机械研究所) 结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。其作用 是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使 之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍 为液相的铸坯连续不断地从结晶器下口拉出,为其在以后的二冷区域内完全凝固创造条件。在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中,结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响,使结晶器同时处于机械应力和热应力的综合作用之下,工作条件极为恶劣,在此恶劣条件下结晶器长时间地工作,其使用状况直接关系到连铸机的性能,并与铸坯的质量与产量密切相关。因此,除了规范生产操作、选择合适的保护渣和避免机械损伤外,合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。 板坯连铸机一般采用四壁组合式(亦称板式)结晶器,也有一个结晶器 浇多流铸坯的插装式结构。 结晶器主要参数的确定 1 结晶器长度H 结晶器长度主要根据结晶器出口的坯壳最小厚度确定。若坯壳过薄,铸 坯就会出现鼓肚变形,对于板坯连铸机,要求坯壳厚度大于10~15mm。结晶器长度也可按下式进行核算: H=(δ/K)2Vc+S1+S2 (mm)
式中δ——结晶器出口处坯壳的最小厚度,mm K——凝固系数,一般取K=18~22 mm/min0.5 Vc——拉速,mm/min S1——结晶器铜板顶面至液面的距离,多取S1=100 mm S2——安全余量,S=50~100 mm 对常规板坯连铸机可参考下述经验: 当浇铸速度≤2.0m/min时,结晶器长度可采用900~950mm。 当浇铸速度2.0~3.0m/min时,结晶器长度可采用950~1100mm。 当浇铸速度≥3.0m/min时,结晶器长度可采用1100~1200mm。 2 结晶器铜板厚度h 铜板厚度的确定是依据热量传热原理和高温下的使用性能,具体说,与铜板材质、镀层、机械性能、拉速、冷却水量的大小和分布等有关。研究表明,拉速高,铜板应随之减薄;反之,拉速低,铜板应随之增厚。在考虑上述诸多因素后,铜板的厚度可由下式确定:
连铸工艺流程介绍 将高温钢水浇注到一个个的钢锭模内,而是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底” (叫引锭头)的铜模内(叫结晶 器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。带有液芯的铸坯,一边走一边凝固,直到完全凝固。待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸的钢坯。这种把高温钢水直接浇注成钢坯的新工艺,就叫连续铸钢。 【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。 连铸的目的: 将钢水铸造成钢坯。 将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。 连铸钢水的准备 一、连铸钢水的温度要求: 钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤ 中心偏析加重,易产生中心线裂纹。
一热模拟的原理 物理模拟是指缩小或放大比例,或简化条件,或代用材料,用试验模拟来代替原型的研究。对于材料和热加工工艺来说,物理模拟通常指利用小试件,借助于某些实验装置再现材料在制备或热加工过程中的受热,或同时受热与受力的物理过程,充分而精确的暴露于揭示材料或构件在热加工过程中的组织与性能变化规律,评定或预测材料在制备或热加工时出现的问题,为制定合理的加工工艺以及研制新材料提供理论指导和技术依据。 材料现代物理模拟技术是一种高技术。它融材料科学,传热学,力学,机械学,工程检测技术,电子模拟技术以及计算机领域的知识和技能为一体,构成了一个独特的,跨学科的专业领域。 二热模拟技术在研究焊接热裂纹方面的应用 热模拟技术经过近三十年的试验研究,已经成为一种比较成熟的研究手段,可用于研究焊接热裂纹。利用焊接热模拟技术,可以用于新合金的研制阶段,探讨合金产生裂纹的冶金过程,从而研究出焊接性能良好的材料,而且在常规实验的基础上,作为一种实验方案来推测材料的焊接性能。 三热塑性试验 一般来说,焊接热裂纹发生在焊接过程的高温冷却阶段,由于金属的塑性变形能力不足以承受当时所发生的塑性变形而导致开裂。因此,热模拟技术便被应用于测量金属的高温塑性,作为评价金属材料热裂纹敏感性的重要方法。 1 早期的研究 早期的工作从1949年开始,Nippers等人把金属材料再加热过程中的塑性降低作为评定其裂纹敏感性和合理性选材的标准,用断面收缩率来表示热塑性。 1957年Nippers等人报道了他们对十七类34重金属材料所做的热塑性实验结果。 在这一时期的实验研究中,加热的峰值温度都定在加热时的零塑性温度点,虽然也对试样的强度进行测量,但并没有吧测量结果与实际的焊接性能联系起来。 2 热强度 1963年,Williams 等人通过研究发现热强度的测量应当是裂纹敏感性试验的重要组成部分,热强度的恢复情况也是决定热裂纹敏感性的重要指标。Solda 等人解释:虽然塑性在冷却过程中恢复缓慢,但强度恢复缺很迅速。对于两种屈服强度十分接近的高强度钢,可以弹性变形的方式吸收产生的热应变,而屈服强度较低的材料却相应地要受到较大的塑性变形,因而有较高的热裂纹敏感性。 然而,Yeniscavich 试验的研究否定了Solda的观点。他认为金属材料在高温冷却过程中的强度恢复率也是判断其裂纹敏感性的重要指标。如果热塑性恢复较差,但强度恢复较快,则材料的裂纹敏感性也较小。如果热强度恢复缓慢,则材料的裂纹敏感性主要取决于其塑性的恢复状况。 3 加热的峰值温度 Willams 分析了金属材料的热强度曲线(如下图3),指出,这种曲线的特征是显示储不连续性或拐点,温度超过该点之后,强度迅速下降,而拐点处强度下降到一半的温度与零塑性温度十分接近因此,以零强温度作为最高加热温度,而不是以零塑性温度,这样虽对冷却阶段的塑性造成很大的损害,但更接近实际焊接情况。 Yeniscavich 发现,采用零强温度作为测定冷却阶段热塑性的加热峰值温度,将零强温度(NST)与冷却过程中塑性开始恢复的温度(NDT冷却)之间的温度区间定义为零塑性温度区间(ZDR),使用该区间作为判断金属抗裂性能的指标,与试验中后续焊道加热所引起的微裂行为有着密切的关系,见图4。 为了更加清楚地理解热塑性试验所测得的这些参量对金属焊接性能的影响,Duvall
热模拟技术的应用 摘要:本文从物理模拟的角度,阐述了热模拟技术在焊接领域和奥氏体再结晶过程模拟、CCT曲线绘制、疲劳试验等热变形条件下的应用;从数值模拟的角度,阐述了热模拟技术在铸造、电子和电池研发等领域的应用。 关键词:热模拟,物理模拟,数值模拟,热模拟应用 目前,热模拟技术的研究已经越来越广泛,人们因其直观有效的模拟手段,成熟快速的仿真演算,大量开发并运用于科研和工程设计中。 一、关于热模拟技术中的物理模拟和数值模拟 热模拟技术分为物理模拟和数值模拟。 物理模拟是通过实验室物理实验模拟真实物理过程的方法。将实际地形物理的缩小模型置于实验体(如风洞、水槽等)内,在满足基本相似条件(包括几何、运动、热力、动力和边界条件相似)的基础上,模拟真实过程的主要特征,如空气动力规律和扩散规律。 数值模拟也叫计算机模拟。它以电子计算机为手段,利用一组控制方程(代数或微分方程)来描述一个过程的基本参数的变化关系,采用数值方法求解,已获得该过程(或一个过程的某一方面)的定量认识。 在实验中,一般只能获得有限点上的测量值。物理模拟的结果一般不能用外推法,而且模拟的准确性及普遍性依赖于必要的测量手段和模拟的相似条件,这对于复杂的热加工工艺有时很难实现。而数值模拟能提供整个计算域内所有有关变量完整而详尽的数据,因此,热加工中很多过去难以用物理模拟机分析方法求解的非线性问题可以在计算机上涌数值方法获得定量结果。 然而,某些热加工工艺由于工艺因素的错综复杂,目前尚缺乏全面描述其过程的理论公式,必须依赖物理模拟获得对过程的主要影响因素和缺陷形成机理的认识才能建立合理的数学模型。同时,数值模拟的合理性和可靠性也要靠物理模拟的定量测试结果来检验。由此可见,数值模拟与物理模拟具有不容的特点和应用范围,两者具有互补性,物理模拟是数值模拟的基础,数值模拟是物理模拟的归宿,只有将两者有机地结合起来,才能更有效地解决材料科学与工程中的复杂问题,获得符合实际的研究结果。 二、物理模拟技术的应用 对材料和热加工工艺来说,物理模拟技术通常指利用小试件,借助于某种试验装置再现材料在制备或热加工过程中的受热或同时受热与受力的物理过程,充分而精确地暴露与揭示材料或构件在热加工过程中组织与性能变化规律,评定或预测材料在制备或热加工时出现的问题,为制定合理的加工工艺及研制新材料提供理论指导和技术依据。 物理模拟技术的发展与物理模拟试验装置的不断完善紧密相关。随着物理模拟技术水平的提高,不同功能的热/力模拟试验装置不断研制开发。目前,在冶金领域中得到广泛应用的是美国DSI科技联合体的Gleeble系列热模拟试验机。随着钢铁行业对新产品开发和工艺优化需求的提高,Gleeble系列热模拟试验机的功能不断得以完善,如图1。
第四章工艺技术方案 4.1工艺技术方案 本项目采用的原材料为含铜量99%的电解铜,选用目前国内先进的蓄热式熔化炉和中频炉,用上引法连铸工艺方法生产氧的含量不大于0.02%,杂质总含量不大于0.05%,含铜量99.5%以上无氧铜杆。 4.2工艺流程简述 1、生产准备 本项目使用的电解铜在江西省内购买。
图4-1 项目生产工艺流程图 2、上引法连铸工艺流程 本项目采用上引法连铸工艺生产无氧铜杆。上引法连铸铜杆
的基本特点是“无氧”,即氧含量在10ppm以下。 上引法与连铸连轧和浸涂法相比,其特点是: 1)由于拉扎工艺和铸造工艺不是连续的,拉扎是在常温下进行的,不需要气体保护,钢材也不会被氧化。因此设备投资小,厂房布置也灵活。 2)单机产量变化范围大,年产量可以从几百吨到几万吨,可供不同规模的厂家选用不同型号的上引机组。此外,由于连铸机是多头的,可以很容易的通过改变铸造规格(铸杆直径),来改变单位时间的产量,因此其产量可视原材料的供应情况和产品的需求情况来确定,便于组织生产、节约能源。 3)只需更换结晶器和改变石墨模的形状,即可生产铜管、铜排等异型铜材,并可在同一机器上上产不同规格、品种的铜材,灵活机动,这是上引法的中最大特点。 上引法连铸工艺流程:原料通过加料机加入融化炉进行熔化、氧化、扒渣处理后,熔融的铜液经过一段时间的静置还原脱氧并达到一定的温度后,通过有CO气体保护的流槽经过渡腔(铜液在此进一步还原脱氧、清除渣质),进而平稳的流入中频炉保温静置,铜液的温度由热电偶测量,温度值由仪表显示,温度控制在1150℃±10℃。连铸机固定于中频保温炉的上方,连铸机铜液在结晶器中快速结晶连续不断地生产出铜杆,最后经双头挠杆机等辅助设备装盘成产品。 ⑴加料:原料一般用加料机加入,炉头多加、炉尾少加。加
方坯连铸工艺培训课件一、方坯连铸工艺流程简图
二、方坯连铸基本参数 铸坯断面: 150×150mm 定尺长度: 6~12m( 实际最短生产过9.25的, 拉速2.1m/min) 主要生产钢种: 碳素结构钢、低合金结构钢。 55Q ( 轻轨钢) Q195( 碳素结构钢, 建筑, 结构, 摩托车架) 热轧带肋钢筋 HRB335/335E ( 二级) HRB400/400E ( 三级) HRB500/500E ( 四级) Q235 ( 普碳钢, 建筑、化工) 三、主要经济技术指标
15 铸机设备生产能力1×120万t/a 连铸机主要设备性能 4.1 钢包汇总台 4.1 钢包回转台 功能支承钢包并将满包从受包位旋转到中间罐上方的浇 铸位。 结构型式直臂式。主要由回转臂、回转支承系统、回转台
底座、基础框架、传动装置及钢包加盖装置等部 分组成。 主要技术参数双臂最大承重 2×125t 回转半径 4.9m 回转速度 0~1.0r/min 回转范围 360度 事故回转180度 4.2 中间罐 功能保证连浇; 均匀分配钢流到结晶器; 促使夹杂物上 浮。 结构型式中间罐为梯形带盖式, 主要技术参数中间罐最大容量 20t 钢水液面高度工作液面: 800mm 溢流液面: 900mm
4.3 中间罐车 功能支承中间罐, 并运载中间罐在烘烤位和浇铸位之间 移动。 结构型式半悬挂( 高低腿) 式。主要由车架、走行机构、横 移机构、摆槽、液压升降机构及驱动系统等主要技术参数最大承载重量 60t 走行速度 0~20m/min 横移行程±50mm 升降行程 500mm 4.4 中间罐烘烤(干燥)装置
连铸工艺流程介绍 ---- 冶金自动化系列专题 【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。【】 连铸的目的:将钢水铸造成钢坯。 连铸的工艺流程: 将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。【】 连铸自动化控制主要有连铸机拉坯辊速度控制、结晶器振动频率的控制、定长切割控制等控制技术。【】 连铸的主要工艺设备介绍:
钢包回转台 钢包回转台:设在连铸机浇铸位置上方用于运载钢包过跨和支承钢包进行浇铸的设备。由底座、回转臂、驱动装置、回转支撑、事故驱动控制系统、润滑系统和锚固件6部分组成。【】 中间包 中间包是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水,然后再由中间包水口分配到各个结晶器中去。【】 结晶器 在连续铸造、真空吸铸、单向结晶等铸造方法中,使铸件成形并迅速凝固结晶的特种金属铸型。结晶器是连铸机的核心设备之一,直接关系到连铸坯的质量。【】 拉矫机 在连铸工艺中,连铸机拉坯辊速度控制是连铸机的三大关键技术之一,拉坯速度控制水平直接影响连铸坯的产量和质量,而拉坯辊电机驱动装置的性能又在其中发挥着重要作用。【】 电磁搅拌器 电磁搅拌器(Electromagnetic stirring: EMS)的实质是借助在铸坯液相穴中感生的电磁力,强化钢水的运动。具体地说,搅拌器激发的交变磁场渗透到铸坯的钢水内,就在其中感应起电流,该感应电流与当地磁场相互作用产生电磁力,电磁力是体积力,作用在钢水体积元上,从而能推动钢水运动。【】
连铸主要有:钢包经大包(回转台),经中间罐车的中间罐,经结晶器一次冷却,由引锭杆将钢坯引导经连铸设备的扇形段连铸机,进入水平段和连铸辊道,经定尺切割设备的刀片切割,就可进入热轧了 连铸技术涉及到连铸的工艺和设备、耐才等各个方面。工艺方面有连铸钢水的纯净度、过热度、拉速、结晶器的倒锥度、开口度、铸机的弧形半径等。另外连铸坯还有质量判定等。设备方面有中包车、大包回转台、结晶器、隔扇段、扇形段、一次切割、二次切割等。耐才主要是涂料和连铸三大件 钢包回转平台:用于更换钢包中间罐:接钢包的钢水并且向结晶器供应钢水,起到稳流和分流的作用结晶器:钢坯形成的地方冷却导向装置:给钢坯迅速成形 拉矫棍道:将钢坯从结晶器中拉出,并矫正钢坯的形状引锭杆:检修完毕后从结晶器中将钢坯拉出的设备火焰切割机:将钢坯分段冷床:冷却并防止弯曲 转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正 连铸工艺详解 连铸的生产工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。 连铸钢水的准备 一、连铸钢水的温度要求: 钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。 钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。 二、钢水在钢包中的温度控制: 根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。 实际生产中需采取在钢包内调整钢水温度的措施: 1)钢包吹氩调温 2)加废钢调温 3)在钢包中加热钢水技术 4)钢水包的保温
连铸: 转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。 连铸的工艺流程: 将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。 连铸自动化控制主要有连铸机拉坯辊速度控制、结晶器振动频率的控制、定长切割控制等控制技术。 连铸的主要工艺设备介绍:
钢包回转台 钢包回转台:设在连铸机浇铸位置上方用于运载钢包过跨和支承钢包进行浇铸的设备。由底座、回转臂、驱动装置、回转支撑、事故驱动控制系统、润滑系统和锚固件6部分组成。 单臂钢包回转台:由底座、立柱、上转臂、上转臂驱动装置、下转臂、下转臂驱动装置组成。 蝶形钢包回转台:由底座、升降液压缸、回转架、钢包支座、回转臂、平行连杆、驱动装置、防护板组成。 钢包回转台是连铸机的关键设备之一,起着连接上下两道工序的重要作用。钢包回转台的回转情况基本上包括两侧无钢包、单侧有钢包、两侧有钢包三种情况,而单个钢包重量已超过140吨。三种情况下,钢包回转台受力有很大不同,但无论在何种情况下,都要保证钢包回转台的旋转平稳,定位准确,起停时要尽可能减小对机械部分的冲击,为减少中间包液面波动和温降,要缩短旋转时间。因此,我们在变频器的容量选择上,留有余地,即比电机功率加大一级。同时利用变频器的s曲线加速功能,通过调整s曲线保证加、减速曲线平滑快速,减少对减速机的冲击,再通过PLC判断变速限位、停止限位实现旋转过程中高、低速自动变换及到位停车,同时满足了对旋转时间和平稳运行的要求。 顺时针,逆时针,旋转
上引法连铸的工艺与设备 关键词上引法连铸感应炉连铸机结晶器异型铜材摘要 摘要本文介绍了上引法连铸机的工艺特点及装备,为进一步开拓市场,增强国产上引法设备在国际贸易中的竞争力,不断改进上引法的工艺装备是十分必要的。同时,此举也可以进一步开拓上引法在其它工业领域的应用。 一、概述随着电气工业的蓬勃发展,对电线电缆制品的质量要求也随之提高,需要使用更多的杂质含量少,含氧量低的高纯铜,高纯铜的特点在于高导电率、高密度、极优的塑性和良好的抗疲劳强度。 目前世界上普遍采用的生产高纯铜的方法有铜的连铸连轧法(Continuous Casting and Rolling)、浸涂法(Dipforming)和上引法(UP-Casting)。上引法与连铸连轧和浸涂法相比,其特点是: 1. 由于拉轧工艺与铸造工艺不是连续的,拉轧是在常温下进行的,不需气体保护,铜材也不会被氧化。因此设备投资小,厂房布置也灵活。 2. 单机产量变化范围大,年产量可以从几百吨到几万吨,可供不同规模的厂家选用不同型号的上引机组。此外,由于连铸机是多头的,可以很容易地通过改变铸造规格(铸杆直径),来改变单位时间的生产量,因此其产量可视原材料的供应情况和产品的需求情况来决定,便于组织生产,节约能源。 3. 只需更换结晶器和改变石墨模的形状,即可生产铜管,铜排等异型铜材,并可在同一机器上生产不同规格、品种的铜材,灵活机动,这可说是上引法的最大特点了。 4. 如果采用分体炉,即熔化和保温在二个感应炉中进行,则就比较容易实现用上引法生产合金铜材。 二、工艺原理上引法连铸铜杆的基本特点是"无氧",即氧含量在10ppm以下,在电解铜熔化,铜液转移,结晶成型的整个工艺过程中,采用木碳还源和鳞片石墨覆盖、隔氧等措施。氧在熔融铜液中是以氧化铜(CuO)和氧化亚铜(CuO2)的形式存在的,木碳(C)在高温下与其作用,可以脱氧,使其氧含量小于10ppm,反应方程式如下: CuO+CuO2+C→Cu+CuO+CO→2Cu+CO2↑在反应过程中产生的CO保护气氛和鳞片石墨的隔氧作用,使铜液在熔化腔向保温腔的转移及结晶过程中,铜液不再被氧化。 三、设备简介电解铜经剪切(或整块),用人工(或机械)加入工频感应熔化炉(或连体炉的熔化部分),熔化是在木碳覆盖保护下进行的,熔融的铜液经过一段时间的静止还原脱氧并达到一定的温度后,通过有CO气体保护的流槽(或连体炉的溢流口)经过渡腔(铜液在此进一步还原脱氧、清除渣质),进而平稳地流入保温炉(或连体炉的保温腔),铜液的温度由热电偶测量,温度值由仪表显示。炉子输入功率可以根据设定的温度自动调节,也可根据铜液的实际温度电动调节,以控制铜液的温度在一定的范围内。 连铸机固定于保温炉的上方,有6头、8头、多至20多头等多种形式,分两排各自固定在连铸机的两侧,每根铸杆有上、下两对辊轮间歇向上牵引、辊轮由一台(或多台)直流电动机(或步进电机或伺服电机)驱动,每根结晶器可单独装拆而不影响其他结晶器的正常工作。根据保温炉内铜液液位的高低,连铸机可上、下自行运动,以保证结晶器和保温炉内铜液液位相对位置恒定。每根铸杆都有一控制器和挠杆机,
板坯连铸机弯曲段的工作原理[] 悬赏点数10 该提问已被关闭2个回答 匿名提问2009-04-26 11:36:26 板坯连铸机弯曲段的工作原理 最佳答案 2009-04-26 12:52:27 近年来,我国钢铁行业发展迅速,我国已成为世界上钢铁消费和钢铁生产大国,2005年我国的粗钢产量~亿吨,连铸比达到95%以上。其中由于连铸具有显著的高生产率、高成材率、高质量和低成本的优点,因此连铸技术对钢铁工业生产流程的变革、产品质量的提高和结构化等方面起了革命性的作用。 钢铁技术的引进为我国钢铁工业的发展做出了巨大的贡献,特别是上世纪90年代以来,连铸技术的引进与推广极大的壮大了我国钢铁工业的实力,同时在连铸技术的消化吸收和创新的方面也取得了长足的进步,极大提高了我国连铸技术的自行设计和制造能力,实现了连铸技术的国产化。中冶京诚(原北京钢铁设计研究总院)在板坯连铸技术的集成创新和自主开发方面始终走在前列,随着国内连铸技术和连铸设备制造能力的发展与进步,为我国板坯连铸机的国产化做出了重要贡献。 板坯连铸国产化实践 板坯连铸机机型经历了由立式-弧形-直弧形的发展历程,特别是从世界上近10多年来新建的高质量板坯连铸机来看,直弧形连铸机已成为发展趋势和方向。直弧形连铸机兼具弧形和立式连铸机的优点,可根据产品方案和生产品种的不同,设计不同的基本弧半径和适宜的结晶器及以下的直线段长度,从而大大提高铸坯的洁净度和内部质量;国内外的生产实践证明,特别是在生产汽车用钢、管线钢等高质量钢方面,直弧形板坯连铸机有不可替代的作用。 中冶京诚是国内最早研究开发并参与引进消化国外先进直弧形板坯连铸工艺及装备技术的单位。多年以来,中冶京诚一直致力于研究开发、重视技术和理念的创新,先后成功地设计或总包建设了一大批技术经济指标达到国际先进水平的板坯连铸工程,拥有着丰富的先进技术资源和设计经验。无论是设计水平、总包能力还是设备集成技术,京诚公司在国内板坯连铸行业均占据着不可动摇的业绩优势和技术领先地位。 在多年的设计和生产实践中,开发出了如多种连铸机机型的辊列设计(连续弯曲连续矫直技术)、结晶器铜板传热计算、矫直反力计算、大包回转台有限元计算、扇形段有限元计算、小辊径密排分节辊、结晶器电动及液压调宽、扇形段远程调辊缝等软件技术,以及结晶器液压振动、动态二冷控制、扇形段轻压下等连铸工艺技术。新技术的不断应用大大提高了
一、概述 **钢铁股份有限公司五机五流矩形坯连铸机电气部分整套设备分为: 1)公用设备控制系统; 2)铸流设备控制系统; 3)二次冷却水自动控制系统; 4)结晶器冷却水自动控制系统; 5)设备冷却水自动控制系统; 6)生产过程监控系统四部分。 整个系统自动化程度高,网络系统采用了目前国内外应用广泛的现场总线技术,性能可靠,故障率低,大大减少了现场电缆数量,便于操作和维护人员掌握。系统构成如图所示 图中操作人员监控站即生产过程监控系统由三台HMI和两台打印机组成,它可以将网上各站的控制信息集中,产生实时数据文件、趋势记录文件。通过画面可以监视生产过程和设备运行状态、修改生产过程参数以及对设备运行状态进行人工干预。系统能自动记录故障发生的时间,生产画面包括实时报警。 二、设备描述 控制系统软件: Windows2000. professional PLC软件STEP7 (5.2) 画面软件wincc(5.2) PLC硬件配置: 公用模块:PS307 5A 2块。 CPU 315-2 DP 1 块 IM360 1块。 IM361 1块。 CP343-1 1块 AI8*12Bit 3块。 AO4*12Bit 1块。 DI32*DC24V 3块。DO32*DC24/0.5A 3块 1—5流模块: PS307 5A 10块。 CPU 315-2 DP 5 块
IM360 5块。 IM361 5块。 CP343-1 5块 AI8*12Bit 15块。 AO4*12Bit 5块。 DI32*DC24V 15块。DO32*DC24/0.5A 15块 公用FC块功能说明: FC11:大包回转台 FC12:1#中间罐车 FC13:2#中间罐车 FC14:液压站 FC15:1#蒸汽排除风机 FC16:2#蒸汽排除风机 FC17:输送轨道 FC18:冷床辊道 FC19:双向推钢机 FC21:1#中间包烘烤 FC22:2#中间包烘烤 FC23:冷床推钢机 FC24:回转驱动装置 FC25:通讯 FC26:1#中包事故行走 FC27:2#中包事故行走 FC28:回转辊道 1-5流FC块功能说明: FC11:结晶器控制 FC12:拉矫机及定尺控制 FC13:拉矫机控制 FC14:切前辊控制 FC15:切后辊控制 FC16:引锭杆存储装置控制
常规板坯连铸机结晶器技术 结晶器是连铸机中的铸坯成型设备, 是连铸机的核心设备之一。其作用是将连续不断地注入其内腔的钢液通过水冷铜壁强制冷却,导出钢液的热量,使之逐渐凝固成为具有所要求的断面形状和一定坯壳厚度的铸坯,并使这种芯部仍为液相的铸坯连续不断地从结晶器下口拉出,为其在以后的二冷区域内完全凝固创造条件。在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中,结晶器一直承受着钢水静压力、摩檫力、钢水热量的传递等诸多因素引起的的影响,使结晶器同时处于机械应力和热应力的综合作用之下,工作条件极为恶劣,在此恶劣条件下结晶器长时间地工作,其使用状况直接关系到连铸机的性能,并与铸坯的质量与产量密切相关。因此,除了规范生产操作、选择合适的保护渣和避免机械损伤外,合理的设计是保证铸坯质量、减小溢漏率、提高其使用寿命的基础和关键。 板坯连铸机一般采用四壁组合式(亦称板式)结晶器,也有一个结晶器浇多流铸坯的插装式结构。 ?结晶器主要参数的确定? 1 结晶器长度H ?结晶器长度主要根据结晶器出口的坯壳最小厚度确定。若坯壳过薄,铸坯就会出现鼓肚变形,对于板坯连铸机,要求坯壳厚度大于10~15mm。结晶器长度也可按下式进行核算:??H=(δ/K)2Vc+S1+S2 (mm)??式中δ——结晶器出口处坯壳的最小厚度,mm ?K——凝固系数,一般取K=18~22 mm/min0.5 ? Vc——拉速,mm/min S1——结晶器铜板顶面至液面的距离,多取S1=100 mm??S2——安全余量,S=50~100 mm??对常规板坯连铸机可参考下述经验:??当浇铸速度 ≤2.0m/min时,结晶器长度可采用900~950mm。??当浇铸速度2.0~3.0m/min 时,结晶器长度可采用950~1100mm。 当浇铸速度≥3.0m/min时,结晶器长度可采用1100~1200mm。?? 2 结晶器铜板厚度h??铜板厚度的确定是依据热量传热原理和高温下的使用性能,具体说,与铜板材质、镀层、机械性能、拉速、冷却水量的大小和分布等有关。研究表明,拉速高,铜板应随之减薄;反之,拉速低,铜板应随之增厚。在考虑上述诸多因素后,铜板的厚度可由下式确定:? h=hm+Δm+δm (mm)? 式中hm——铜板冷却水槽深度,mm Δm——铜板加工余量,一般取Δm=10~15mm? δm——铜板最终的有效厚度,一般取δm=10mm? 3 结晶器内腔最大宽度Amax? Amax=1.025×Bmax (mm)? 式中Bmax——板坯最大名义宽度,mm 4 宽边铜板最大宽度Cumax