西门子贴片机旋转头气路简介
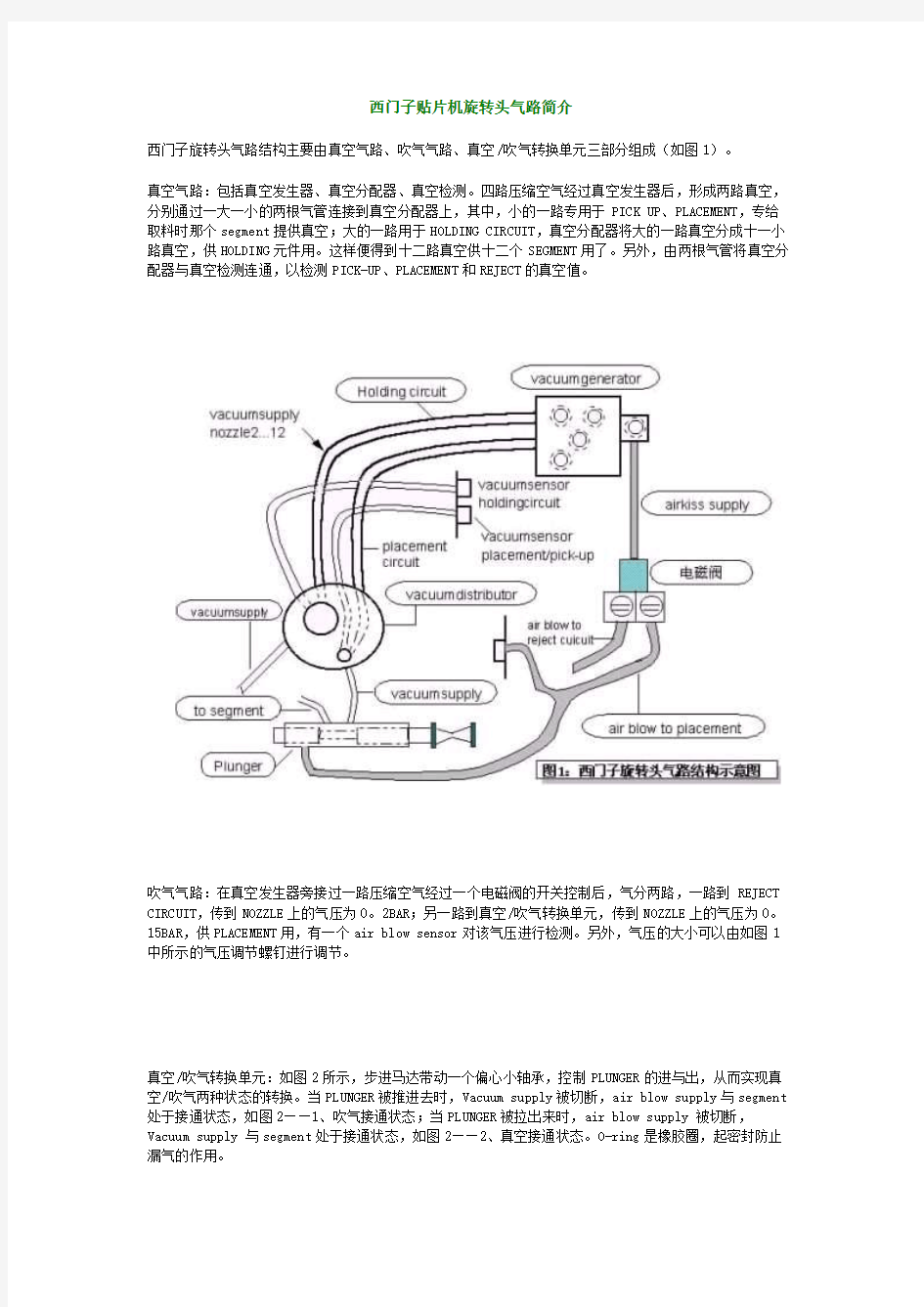
西门子旋转头气路结构主要由真空气路、吹气气路、真空/吹气转换单元三部分组成(如图1)。
真空气路:包括真空发生器、真空分配器、真空检测。四路压缩空气经过真空发生器后,形成两路真空,分别通过一大一小的两根气管连接到真空分配器上,其中,小的一路专用于PICK UP、PLACEMENT,专给取料时那个segment提供真空;大的一路用于HOLDING CIRCUIT,真空分配器将大的一路真空分成十一小路真空,供HOLDING元件用。这样便得到十二路真空供十二个SEGMENT用了。另外,由两根气管将真空分配器与真空检测连通,以检测PICK-UP、PLACEMENT和REJECT的真空值。
吹气气路:在真空发生器旁接过一路压缩空气经过一个电磁阀的开关控制后,气分两路,一路到REJECT CIRCUIT,传到NOZZLE上的气压为0。2BAR;另一路到真空/吹气转换单元,传到NOZZLE上的气压为0。15BAR,供PLACEMENT用,有一个air blow sensor对该气压进行检测。另外,气压的大小可以由如图1中所示的气压调节螺钉进行调节。
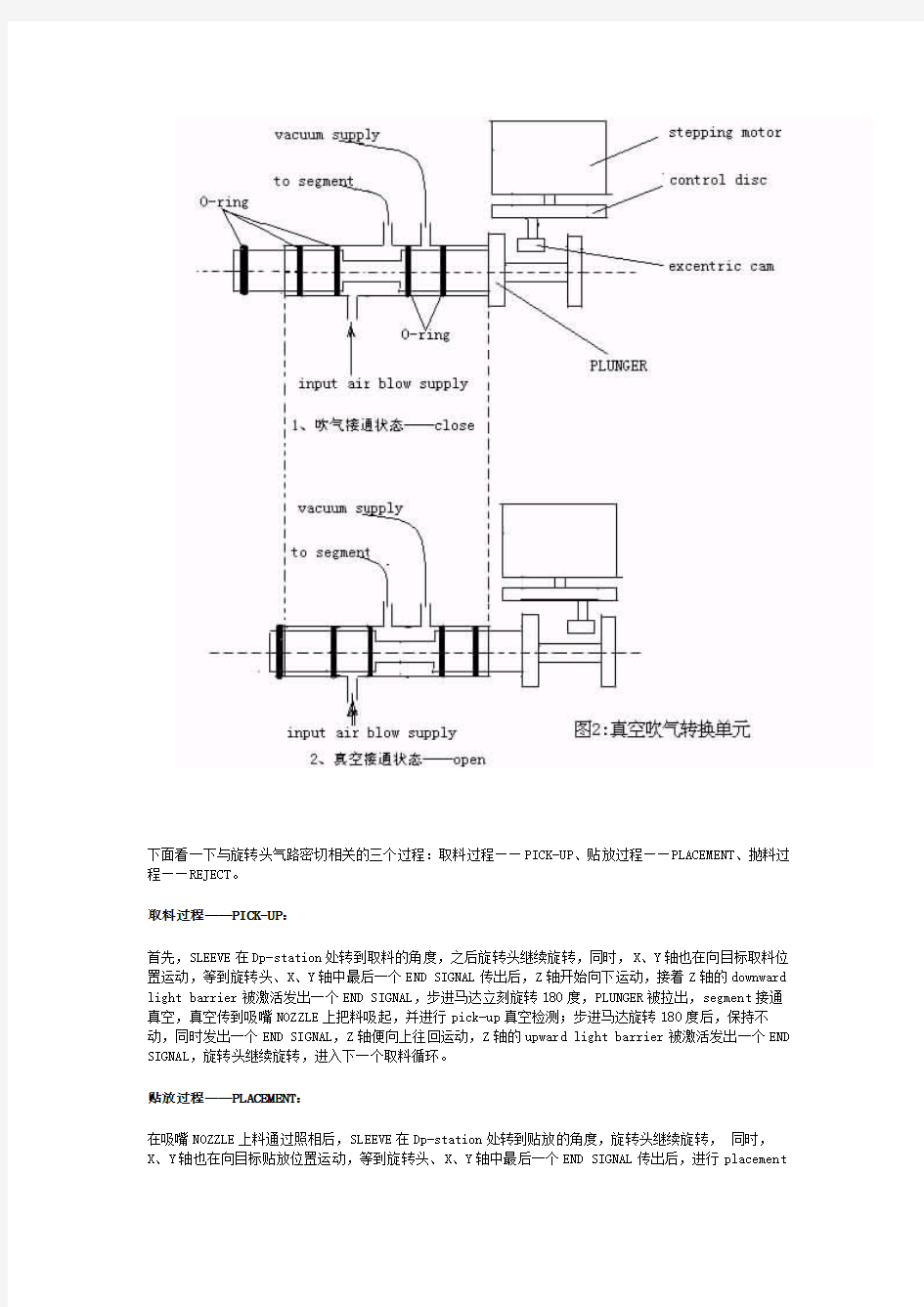
真空/吹气转换单元:如图2所示,步进马达带动一个偏心小轴承,控制PLUNGER的进与出,从而实现真空/吹气两种状态的转换。当PLUNGER被推进去时,Vacuum supply被切断,air blow supply与segment 处于接通状态,如图2——1、吹气接通状态;当PLUNGER被拉出来时,air blow supply 被切断,Vacuum supply 与segment处于接通状态,如图2——2、真空接通状态。O-ring是橡胶圈,起密封防止漏气的作用。
下面看一下与旋转头气路密切相关的三个过程:取料过程——PICK-UP、贴放过程——PLACEMENT、抛料过程——REJECT。
取料过程——PICK-UP:
首先,SLEEVE在Dp-station处转到取料的角度,之后旋转头继续旋转,同时,X、Y轴也在向目标取料位置运动,等到旋转头、X、Y轴中最后一个END SIGNAL传出后,Z轴开始向下运动,接着Z轴的downward light barrier被激活发出一个END SIGNAL,步进马达立刻旋转180度,PLUNGER被拉出,segment接通真空,真空传到吸嘴NOZZLE上把料吸起,并进行pick-up真空检测;步进马达旋转180度后,保持不动,同时发出一个END SIGNAL,Z轴便向上往回运动,Z轴的upward light barrier被激活发出一个END SIGNAL,旋转头继续旋转,进入下一个取料循环。
贴放过程——PLACEMENT:
在吸嘴NOZZLE上料通过照相后,SLEEVE在Dp-station处转到贴放的角度,旋转头继续旋转,同时,X、Y轴也在向目标贴放位置运动,等到旋转头、X、Y轴中最后一个END SIGNAL传出后,进行placement
真空检测,air blow 电磁阀开启(开启时间约为65ms),与此同时Z轴开始向下运动,跟着Z轴的downward light barrier被激活发出一个END SIGNAL,步进马达立刻旋转180度,PLUNGER被推进,segment接通吹气气路,把吸嘴NOZZLE上的料贴到电路板上;步进马达旋转180度后,保持不动,同时发出一个END SIGNAL,Z轴便向上往回运动,Z轴的upward light barrier被激活发出一个END SIGNAL,旋转头继续旋转,进入下一个贴放循环。
抛料过程——REJECT:
抛料原因有两种,真空检测错误和照相识别错误,而抛料过程是一样的。首先,X、Y轴移动到抛料位置Reject position,同时旋转头旋转到第三个segment的位置,air blow 电磁阀开启,步进马达旋转180度,PLUNGER被推进,segment接通吹气气路,把吸嘴NOZZLE上的料吹掉。
下面再看看机器在生产过程中出现的与气路有关的一些常见的问题及对策。
一、错误信息:2452 RV-head:leak in segment after placement。
原因分析:
1、plunger与其活动的内腔壁配合不好或有脏物,或plunger上起密封作用的O-ring过度磨损,引起漏气,造成真空值偏低所致。
2、真空气路的气管内有脏物或管道连接不够紧密,造成真空值偏低所致。
3、真空发生器性能不稳定所致。
对策:
1、清洁plunger与其活动的内腔壁或交换 plunger或更换 plunger。
2、清洁真空气路的气管,紧密连接好气管。
3、清洁真空发生器或更换真空发生器。
二、错误信息:2478(9)RV-head:Air kiss pressure during placement too low(high)。
原因分析:
1、如图1中的air blow supply气管连接松动。
2、NOZZLE上吹气气压没校准,小于或大于0。15BAR。
3、电磁阀动态性能不稳定或坏掉。
对策:
1、将air blow supply气管紧密连接好。
2、用西门子专用气压测试仪,对NOZZLE的吹气气压校准为0。15BAR。
3、更换电磁阀。
西门子真空值统计分析
真空值统计分析
通过近一个月的真空统计和分析我们得到了以下一些结论:
统计条件:大部分PLUNGER已经使用了三个月以上。
以下结论使用范围:以下结论对测量的真空有问题起参考作用,不作为直接评价标准?结论一:对于714的吸嘴OPEN真空度大于-710以下需查明原因,正常真空值处于-
630至-700之间。
?结论二:正常情况下714的吸嘴如果每天保养时进行清洁,使用三周是不会有问题的。
?结论三:进行真空测量时可以连续测量几次,如果发现同一吸嘴OPEN、CLOSE真空测量结果变化超过10以上,说明真空气路有漏气或真空发生器产生真空不足。
?结论四:CLOSE是真空测量结果与吸嘴是没有关系的,通常我们的设备显示结果处于-890至-940 之间,但是对于同一旋转头上的所有吸嘴真空值应该差异越小越好,当差异大于20时,LEAK错误是不可避免的。此时一定要找到问题产生的原因。
?结论五:715、717的吸嘴在OPEN时真空度基本上相差不大,一般处于-600左右,当其真空度低于-550时是不正常的。
?
?结论六:由于真空测量通常是SLEEVE到SGE1的位置时进行测量,OPEN时测量结果主要是对真空发生器产生的真空度、分配器的漏气情况、从真空检测板到分配器的气路是否漏气、PLUNGER是否漏气。
?
?结论七:真空测量时测量到的OPEN值主要与SLEEVE、NOZZLE、真空发生器产生的真空值有关系,由于PLUNGER在气路中也起作用所以也有关系,但关系应该相对较小。
?结论八:通常出现LEAK错误是因为真空测量时发现CLOSE时真空差异大于了20。
所以当某一SLEEVE出现LEAK时,可以进入SITEST检查该SEG在PLUNGER 关闭时的真空变化情况,如果只有一个SEG有问题,说明只和PLUNGER、每一SGE上的气管是否漏气有关,否则和分配器密封、接到真空发生器的气管、真空发生器真空产生能力有关。
?结论九:西门子真空测试方法是:机器先测量出OPEN、CLOSE的数值,计算出其差值,然后将差值乘上一个因子,将OPEN时的真空值加上这一数值作为一个标准,生
产时取料时测量出来的真空值和这一标准比较,如果测量真空值大于这一标准,则认为有料、否则认为吸嘴上没有料。对于因子需用会分为两种:1、对与CUBIC器件,
该因子为0。7-0。8。对于GF内没有选用CUBIC的器件,该因子选择为0。6左右,这样对于柱状器件,虽然会有稍稍漏气也不会认为料没有取到。
下附测量期间真空统计平均值(CLOSE)
SIPLACE 培训教材SIPLACE Training Material
目录 一、课程目标 (2) 1.1 总体目标 (2) 1.2 具体目标 (2) 二、特殊说明 (3) 2.1 西门子贴片机使用注意事项 (3) 三、SIEMENS 贴片机的结构 (4) 3.1 SIEMENS 贴片机结构 (4) 3.2 Siplaces 80S - 20 机器结构介绍 (4) 3.3 Siplaces 80S - 20 贴片头介绍 (5) 3.4 旋转贴片头的12个站 (5) 四、SIEMENS贴片机的用户界面 (6) 4.1 贴片机用户界面的组成 (6) 4.2 贴片机用户界面菜单 (6) 4.3 错误及信息对话框 (7) 4.4 机器控制对话框 (7) 4.5 选择操作等级 (7) 五、SIEMENS贴片机的操作指南 (8) 5.1 生产线启动 (8) 5.2 操作指南 (8) 5.3 SIEMENS贴片机操作明细 (12) 六、SIEMENS 单项操作功能 (19) 七、送料器续料及操作步骤 (20) 7.1 送料器 (20) 八、故障描述/掉件率查询 (23) 8.1 故障描述 (23) 8.2 SIEMNES 常见错误分析及解决 (24) 8.3 掉件率查询 (25) 九、清洁步骤及PCP参数指导 (26)
一、课程目标 1.1 总体目标 西门子贴片机的特点是结构精巧,紧凑,易于调整。但是非正常规程操作,极有可能造成机器的损坏。 通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。 1.2 具体目标 1.能正确识别生产工具,设备及所用材料 2.了解产品生产的整体工艺流程 3.了解机器的安全特征 4.可以根据操作指导对机器进行正确操作 5.进行自觉性维护和日常清理并保持5S
西门子贴片机Y轴操纵原理 一、REFERENCE RUN 在STAR轴、Z轴REFERENCE RUN完成后,Y轴就进行REFERENCE RUN。顺序如下: 1 Y轴正向运动。 2 当零点SENSOR的信号从1变成0时,Y轴电机反转。 3 当零点SENSOR的信号从0变成1时,SCANNER查找第一个零脉冲。 4 将找到的第一个零脉冲位置作为零点,将数据存入轴操纵卡。 5 产生END SIGNAL信号,等待下一个运行指令。 二、Y轴SESOR图
1 光栅读头:检测零脉冲点,检测当前Y轴位置和电机旋转方向。 2 光栅尺:有位置刻度和零脉冲点。相邻零脉冲点的间距为 50mm。 3 SENSOR1:检测参考位置,触发光栅读头找零点;检测负硬极限。 4 SENSOR2:检测正硬极限。 5 正、负软极限:正、负硬极限以内300digit处,即为正、负软极限。 三、Y轴零点和软极限 1 Y轴零点:不能够输入,由CALIBRATION而生成。 2 软极限:测试硬极限的位置,再依照硬极限的数据,确定软极限的数据。 四、邻近极限区域的运动
1 在正硬极限缺口处:(即正硬极限与参考位置之间的区域,SENSOR1感应信号为0)Y轴在运动中,当vnominal≥4时,操纵部分会紧急制动,切断Y电机电源;当vnominal<4时,Y 轴接着运动。 2 在负硬极限缺口处:(SENSOR2感应信号为0)Y轴在运动中,当vnominal≥4时,操纵部分会紧急制动,切断Y电机电源;当vnominal<4时,Y轴接着运动。 五、零点SENSOR插头松动时的运动情况(即零点SENSOR的信号为0) 1 在做REFERENCE RUN时,若零点SENSOR插头松动,则Y轴向负方向运动,越过负硬极限,直到被止动橡胶柱挡住。在这种情况下,应尽快按紧急停止,不可让Y轴撞硬极限,以免Y轴电机和伺服操纵系统因过载而损坏。 2 在CONTINUOUS RUN,且Y轴在负硬极限缺口处时,若零点SENSOR插头松动,现在,因SENSOR1和SENSOR2的信号都为0,Y轴会显示极限错误而停机。 3 在CONTINUOUS RUN,且Y轴不在负硬极限缺口处时,若零点SENSOR插头松动,现在,SENSOR1信号为0,SENSOR2的信号为1,Y轴因vnominal≥4时,操纵部分会紧急制动,切断Y电机电源。 六、操纵系统方框图
SIPLACE 培训教材 SIPLACE Training Material
目录 一、课程目标 (2) 1.1 总体目标 (2) 1.2 具体目标 (2) 二、特殊说明 (3) 2.1 西门子贴片机使用注意事项 (3) 三、SIEMENS 贴片机的结构 (4) 3.1 SIEMENS 贴片机结构 (4) 3.2 Siplaces 80S - 20 机器结构介绍 (6) 3.3 Siplaces 80S - 20 贴片头介绍 (7) 3.4 旋转贴片头的12个站 (8) 四、SIEMENS贴片机的用户界面 (9) 4.1 贴片机用户界面的组成 (9) 4.2 贴片机用户界面菜单 (10) 4.3 错误及信息对话框 (10) 4.4 机器控制对话框 (11) 4.5 选择操作等级 (11) 五、SIEMENS贴片机的操作指南 (13) 5.1 生产线启动 (13) 5.2 操作指南 (14) 5.3 SIEMENS贴片机操作明细 (19) 六、SIEMENS 单项操作功能 (26) 七、送料器续料及操作步骤 (27) 7.1 送料器 (27) 八、故障描述/掉件率查询 (33) 8.1 故障描述 (33) 8.2 SIEMNES 常见错误分析及解决 (35) 8.3 掉件率查询 (37) 九、清洁步骤及PCP参数指导 (38)
一、课程目标 1.1 总体目标 西门子贴片机的特点是结构精巧,紧凑,易于调整。但是非正常规程操作,极有可能造成机器的损坏。 通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。 1.2 具体目标 1.能正确识别生产工具,设备及所用材料 2.了解产品生产的整体工艺流程 3.了解机器的安全特征 4.可以根据操作指导对机器进行正确操作 5.进行自觉性维护和日常清理并保持5S
企业标准 QB/ 002–2014电路板(PCBA)制造技术规范 2013-05-04发布 2014-05-10实施 科技有限公司- 发布
修订声明 ?本规范于2013年05 月04日首次试用版发布。 ?本规范拟制与解释部门: ?本规范起草单位: ?本规范主要起草人:范学勤 ?本规范审核人: ?标准化审核人: ?本规范批准人: ●本规范修订记录表: 修订日期版本修订内容修订人2013-05-04A试用版发行 2014-5-10B修改使用公司名称
目录 封面: 电路板(PCBA)制造技术规范 (11) 修订声明 (22) 目录 (33) 前言 (55) 术语解释 (66) 第一章 PCBA制造生产必要前提条件 (77) 1.1 产品设计良好: (77) 1.2 高质量的材料及合适的设备: (77) 1.3 成熟稳定的生产工艺: (77) 1.4 技术熟练的生产人员: (88) 附图1 SCC标准PCBA生产控制流程 (88) 附图2 SCC标准SMT工艺加工流程 (99) 第二章车间温湿度管控要求 (1010) 2.1 车间内温度、相对湿度要求: (1010) 2.2 温度湿度检测仪器要求: (1010) 2.3 车间内环境控制的相关规定: (1010) 2.4 温湿度日常检查要求: (1010) 第三章湿度敏感组件管制条件 (1111) 3.1 IC类半导体器件烘烤方式及要求: (1111) 3.2 IC类半导体器件管制条件: (1111) 3.3 PCB管制规范: (1212) 第四章表面组装元器件(SMC/SMD)概述 (1313) 4.1 表面组装元器件基本要求: (1313) 4.2 表面组装元器件(SMC/SMD)的包装类型: (1313) 4.3 表面组装元器件使人用注意事项: (1414) 第五章 SMT工艺概述 (1515) 5.1 SMT工艺分类: (1515) 5.2 施加焊膏工艺: (1616) 5.3 施加贴片红胶工艺: (1717)
SIPLACE培训教材 SIPLACE Trai ning Material
目录 一、课程目标 (2) 1.1总体目标 (2) 1.2具体目标 (2) 二、特殊说明 (3) 2.1西门子贴片机使用注意事项 (3) 三、SIEMENS贴片机的结构 (4) 3.1 SIEMENS 贴片机结构 (4) 3.2 Siplaces 80S - 20 机器结构介绍 (6) 3.3 Siplaces 80S - 20 贴片头介绍 (7) 3.4旋转贴片头的12个站 (8) 四、SIEMENS贴片机的用户界面 (9) 4.1贴片机用户界面的组成 (9) 4.2贴片机用户界面菜单..............................................................10.... 4.3错误及信息对话框...............................................................10.... 4.4机器控制对话框................................................................. 11..... 4.5选择操作等级.................................................................. 1.1..... 五、SIEMENS贴片机的操作指南........................................................... 13... 5.1生产线启动.................................................................... 13..... 5.2操作指南...................................................................... 1.4..... 5.3 SIEMENS贴片机操作明细........................................................ 19...