收稿日期:62
2010-06-12
斜导槽板圆弧侧抽芯注塑模设计
Design of Arch Side Core-Pulling Injection Mold with Inclined
Channel Plate
Wpm/49!Op/:!)Tvn/332*
Tfqufncfs!!3121
李细章 Li Xizhang
- 湖南城建职业技术学院,湖南 湘潭 411103
- Hunan Urban Construction College, Xiangtan 411103, China
摘 要 :
分析了具有侧向圆弧孔塑件的结构特点,设计了由固定在定模侧的斜导槽板、安装在动模侧其上固定有传动销和圆弧型芯的摆杆等组成的圆弧侧抽芯机构注塑模具。塑件成型后开模,传动销在斜导槽斜面作用下,使摆杆绕圆弧型芯的圆弧中心向外侧摆动实现圆弧抽芯;圆弧抽芯结束后,传动销脱出斜槽,摆杆由限位挡块和拉簧定位;合模时,传动销进入斜槽后,又使摆杆向内侧摆动复位,合模后摆杆被楔紧以承受熔体侧压力。模具结构简单,工作可靠,具有一定的参考价值。Abstract :
The structural characteristics of plastic parts with lateral circular holes were analyzed and the arch side core-pulling injection mold, composed of the inclined channel plate fixed on the set mold, the drive pin installed on the dynamic mold and the pendulum with arc core, was designed. Opening die after plastic parts molding, the drive pin drives the pendulum to swing from the centre of the arc core to the lateral, finally realize core pulling in circular arc trace. After core pulling, then the drive pin prolapses inclined channel and the pendulum is located by limit stop block and tension spring. While clamping, the drive pin enters the chute and drives the pendulum to swing to the center and reset. After clamping, the pendulum is wedged compact to bear the lateral pressure of melt. The structure of this kind of injection mold is simple and reliable operation with certain reference value. 关键词 :
园弧侧抽芯;斜导槽板;摆杆;注塑模
Key words : Arch side core-pulling; Inclined channel plate; Pendulum; Injection mold
文章编号:1005-3360(2010)09-0062-04
当注塑模具成型的塑件有侧向圆弧孔时,成型圆弧孔的型芯需要沿圆弧方向抽芯,有文献[1]介绍过采用斜导柱驱动直线运动的滑块,再通过铰联在滑块上的传动销,带动配合在圆弧导滑槽中的圆弧形滑块和固定在其上的圆弧型芯实现圆弧抽芯的结构,但这种圆弧抽芯方式结构复杂,加工成本较高,且精度不易保证。笔者通过分析研究,设计了一种由斜导槽通过传动销带动固定有圆弧型芯的摆杆摆动实现圆弧抽芯的模具结构[2-3]。
1 塑件结构与成型分析
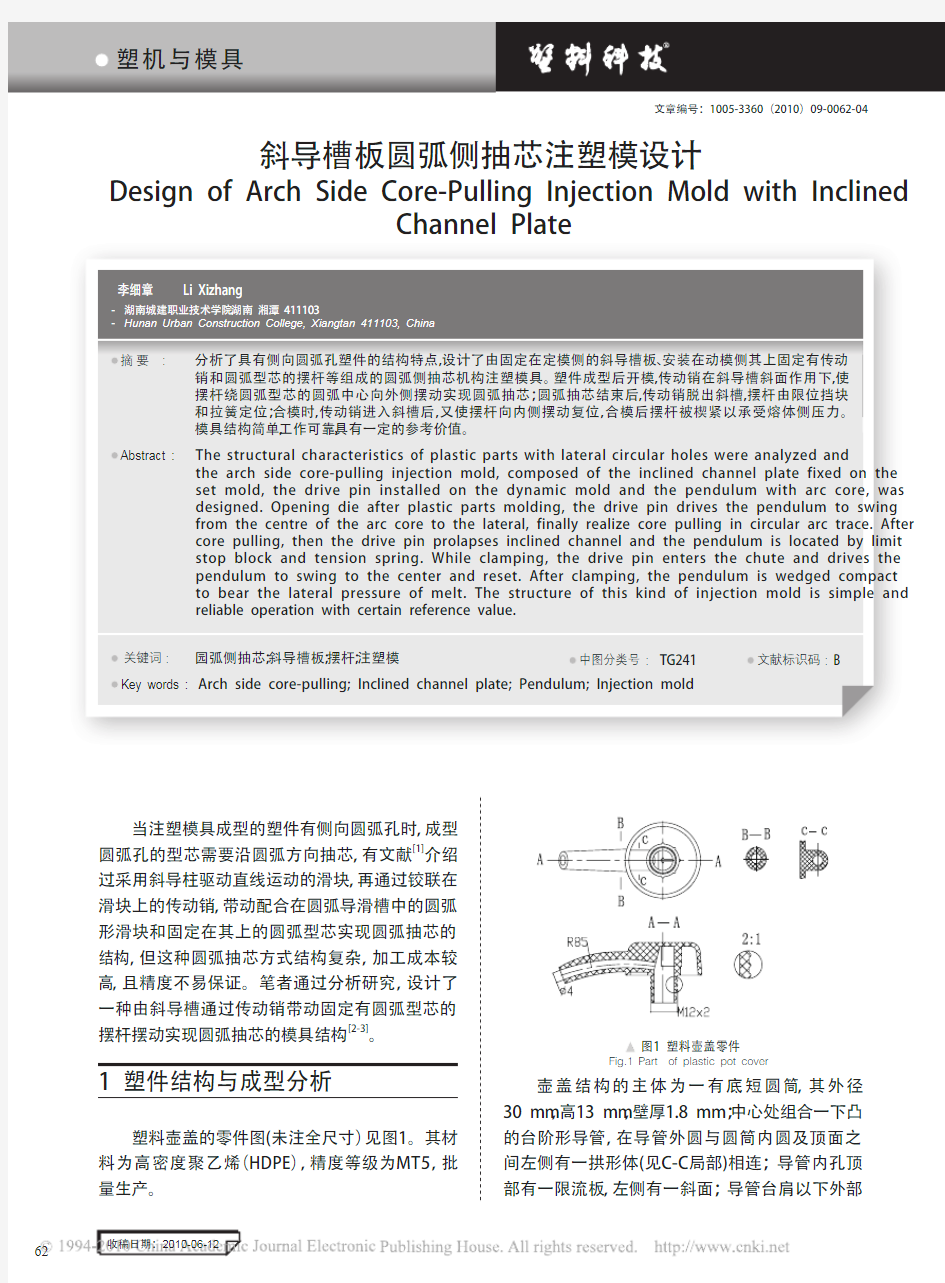
塑料壶盖的零件图(未注全尺寸)见图1。其材料为高密度聚乙烯(HDPE),精度等级为MT5,批量生产。
图1 塑料壶盖零件
Fig.1 Part of plastic pot cover
壶盖结构的主体为一有底短圆筒,其外径30 mm ,高13 mm ,壁厚1.8 mm;中心处组合一下凸的台阶形导管,在导管外圆与圆筒内圆及顶面之间左侧有一拱形体(见C-C局部)相连;导管内孔顶部有一限流板,左侧有一斜面;导管台肩以下外部
塑机与模具
文献标识码 : B
中图分类号 : TG241
63
3121?:?!?49?!?:????332??
斜导槽板圆弧侧抽芯注塑模设计
有三扣M12×2,牙形为半圆形的外螺纹(见局部放大);左侧外伸一椭圆形横截面(见B-B断面)的弧形悬臂,悬臂内部有一外端直径4 mm、内端直径3 mm 且贯通中心导管内孔的弧形小孔,小孔中心圆半径85 mm。从壶盖的结构可看出:成型壶盖的注塑模具设计的关键问题是如何实现成型圆弧孔型芯的
圆弧抽芯,以及成型外螺纹的螺纹型环脱模。
2 模具结构设计
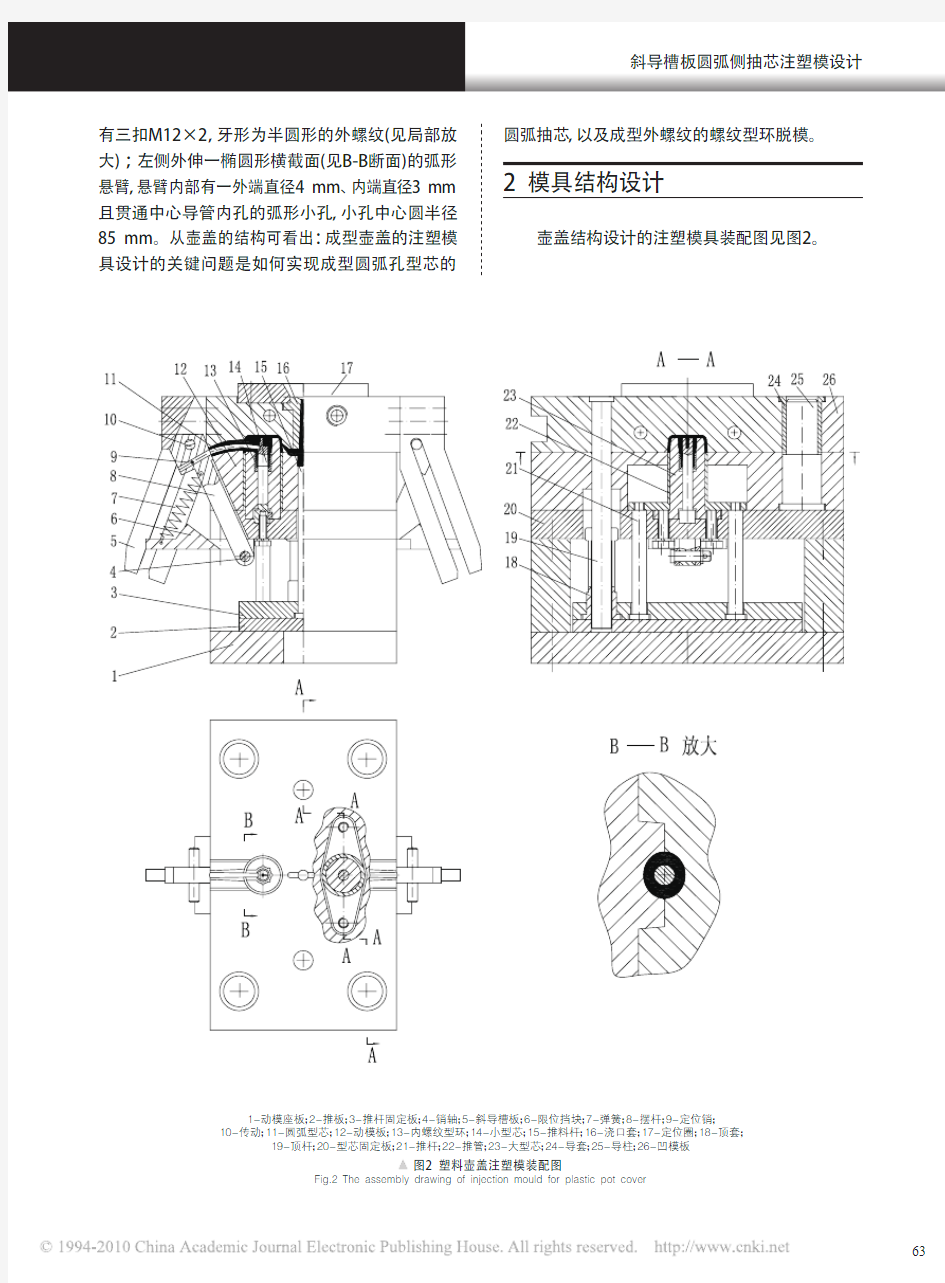
壶盖结构设计的注塑模具装配图见图2。
1-动模座板;2-推板;3-推杆固定板;4-销轴;5-斜导槽板;6-限位挡块;7-弹簧;8-摆杆;9-定位销;
10-传动;11-圆弧型芯;12-动模板;13-内螺纹型环;14-小型芯;15-推料杆;16-浇口套;17-定位圈;18-顶套;
19-顶杆;20-型芯固定板;21-推杆;22-推管;23-大型芯;24-导套;25-导柱;26-凹模板
图2 塑料壶盖注塑模装配图
Fig.2 The assembly drawing of injection mould for plastic pot cover
64
斜导槽板圆弧侧抽芯注塑模设计
2.1 分型面、型腔数目、模具类型、内螺纹型环设计
根据塑件结构,模具的主分型面设在塑件中部最大轮廓所在的短圆筒大端面上,该分型面通过塑件悬臂左端面上小孔的中心。由于塑件外伸悬臂的截面为椭圆形,因此,在悬臂弧形中心平面上另设置一段分型面,其宽度方向位置,见图2的B-B放大图。该分型面以下的悬臂型腔设在动模板12上,以上的悬臂型腔设在凹模板26上。
塑件外形尺寸虽然不大,但需要侧向圆弧抽芯,综合考虑模具结构和成型效率等因素,采用二型腔、斜导槽圆弧抽芯机构的注塑模具。
成型M12×2外螺纹的内螺纹型环13,不便于机动或强制脱模,设计高度方向从导管下台肩(主分型面)处分开,型环的外径等于台肩上部导管外径,成型后型环随塑件一起推出,利用型环下部端面十字缺口,模外用工具手动旋出型环,从而简化了模具结构。
2.2 圆弧抽芯机构设计
圆弧抽芯机构主要由斜导槽板5、摆杆8、销轴4、圆弧型芯11、传动销10、定位销9、限位挡块6、弹图3 斜导槽板结构
Fig.3 Structure of inclined channel plate
图4 限位挡块结构
Fig.4 Structure of limit stop block
图5 摆杆上的传动销刚进入斜槽时的状态
Fig.5 State of drive pin on swing link entering inclined channel
圆弧型芯的大端直径4 mm ,小端直径3 mm ,圆弧半径85 mm ,弦长约37 mm ,抽芯力不大,所需的水平方向抽芯距约40 mm。据此设计斜导槽板结构,见图3。摆杆的限位挡块结构,见图4。斜导槽的斜角为20°,用4个螺钉和两个定位销将斜导槽板固定在凹模板26上。通过两个螺钉和两个定位销将限位挡块固定在型芯固定板20的下平面上。摆杆上部固定有传动销和圆弧型芯,下部通过销轴铰联在限位挡块下方两个凸耳之间带定位斜面的缺口中,摆杆的摆动中心在塑件弧形孔的圆弧中心,圆弧型芯在摆杆上的固定位置到摆杆摆动中心的距离为85 mm(型芯圆弧半径)。
在合模位置,摆杆配合在斜导槽板长度对称面处的槽中,上部的内侧平面封闭悬臂型腔,外侧斜面由斜导槽板上部的24°斜面楔紧,以承受型腔内熔体产生的侧压力,传动销与斜槽的配合间隙为0.2 mm。根据CAD作图设计,完成圆弧抽芯的摆杆摆角为28°(见图5),由此设计传动销的位置和斜导槽的长度。
开模行程中圆弧抽芯结束后,传动销脱出斜槽,
摆杆由限位挡块缺口处的斜面和弹簧定位。合模过程中,摆杆上的传动销刚进入斜槽时的状态,见图5。导槽外侧斜面与传动销外圆接触点的公法线方向到摆杆摆动中心的距离为26.84 mm(力臂),斜面对传动销沿接触点公法线方向的作用力(忽略摩擦力)对摆杆产生顺时针方向转动的力矩,使摆杆顺时针摆动开始复位;而在开模的过程中,导槽内侧斜面对传动销的作用力,对摆杆产生逆时针方向转动的力矩,使摆杆逆时针摆动而实现圆弧抽芯。
在型芯固定板20、动模板12和凹模板26上,与摆杆摆动范围相应的位置加工有斜槽,可保证摆杆
3121?:?!?49?!?:????332??斜导槽板圆弧侧抽芯注塑模设计
摆动时,不会产生干涉。
2.3 凸、凹模结构设计
凸模采用组合式结构,由大型芯23、小型芯14组成。大型芯上加工有成型连接中心部位导管与圆筒内壁之间拱形部位的型腔,成型导管台肩上部外形的型腔,安放内螺纹型环13和小型芯的圆孔,大型芯下部加工一大于上部直径的圆板,用均布在圆周上的3个螺钉将大型芯固定在型芯固定板20上。小型芯上加工成型十字分流板的槽以及斜面,斜面上加工圆弧型芯的定位孔,用一个位于轴线上的螺钉将小型芯固定在型芯固定板上,并附加平键定位。
凹模的尺寸不大且结构较简单,采用了整体式结构。
2.4 推出机构、先复位装置设计
塑件的结构适宜用推管推出。推出机构主要由两套推管22、推杆21、推板2、推杆固定板3等组成。基于安装推杆的需要,推管的下部做成腰子形板(见图2俯视图),在动模板12上加工与推管推出行程相适应的腰子形空腔,推杆的上部用螺纹与推管的腰子形板连接,下部固定在推杆固定板上。
由于在合模的状态下,圆弧型芯在主分型面上的投影范围内设置了推管,且不满足不产生干涉的条件,因此,设置了推出机构的先复位装置。该装置主要由两组前后对称布置的顶杆19、顶套18组成,顶杆固定在凹模板26上,顶套固定在推杆固定板3上。顶套由弹簧钢制造,上段开有十字轴向槽,沿径向有一定的弹性,顶套上段孔径比顶杆外径小1 mm,下段孔径比顶杆外径大1 mm。闭模后的位置,见图2左视图,顶杆已将顶套上部张开进入了孔中。在开模行程中,开模到可以推出塑件的位置时,顶杆抽出顶套,随后继续开模,注射机顶柱推动推出机构将塑件推出。合模时,顶杆下部斜面首先顶住顶套孔口,推出机构的复位阻力不能张开顶套,顶杆推动顶套及推出机构先复位,复位后顶套孔边缘上受的作用力急剧增大而被顶杆张开,顶杆插入孔中,随后圆弧抽芯机构再复位。
2.5 浇注系统设计
塑件体积较小,要求无明显浇口痕迹,HDPE的表观黏度随剪切速率变化敏感,用小直径的点浇口进料有利,因此,采用潜伏式浇口,浇口直径1 mm,锥角14°,轴线斜角45°,浇口布置在定模侧;分流道采用圆截面,直径为5 mm,对称设在主分型面两侧;主流道锥角6°,用倒锥形冷料穴,锥角8°。开模时,塑件脱出定模型腔的同时将点浇口剪断,并由倒锥冷料穴中的凝料将定模内凝料拉出,推出塑件时,推料杆15将倒锥冷料穴中的凝料强制推出。
3 结论
(1) 圆弧型芯在摆杆上固定的位置中心到摆杆摆动中心的距离,应等于圆弧型芯中心圆弧的半径,且摆杆的摆动中心应是圆弧型芯的圆弧中心。
(2) 在确定摆杆摆动中心的位置和斜槽的倾角时,应能保证在传动销即将脱开和刚进入导槽的极限位置时,斜槽的斜面通过传动销对摆杆的作用力到摆杆摆动中心应有适当的力臂;否则不能采用上述结构,或适当修改塑件圆弧孔的结构来满足上述要求。
斜导槽板和摆杆联合实现圆弧抽芯的模具结构简单、新颖、工作可靠,具有参考价值。
参考文献:
[1] 屈华昌. 塑料成型工艺与模具设计[M].北京: 机械工业出版社,
2008.
[2] 申树义. 塑料模具设计[M].北京: 机械工业出版社, 2005.
[3] 翁其金. 塑料模塑成型技术[M]. 北京: 机械工业出版社, 2001.
行业动态
我国成功生产出CPVC板材 打破进口垄断局面
日前,太仓长鸿工程塑料有限公司成功生产出25 mm CPVC板材,处于国内领先地位,打破了CPVC板材市场
长期被进口产品垄断的局面。CPVC原料由于含氯量在63%~74%,较PVC(含氯量56%~59%)高,加工黏度至少高
一倍,而且CPVC密度大(在1.45~1.65 g/cm3 之间),上述数据决定了CPVC加工难度大,特别是较厚板材的挤出生产
成型难、易报废。经过长鸿技术人员的不断摸索、试验、改进,克服了重重困难,近日取得了突破性进展,一张张光
洁、均质的CPVC板材成品走下了生产线。
65
侧抽芯注塑模设计 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
侧抽芯注塑模设计 摘要 塑料工业是当今设计上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。 塑料模具设计是模具制造中的关键工作,通过合理设计制造出来的模具不仅能顺利地成型高质量的塑件,还能简化模具的加工过程和实施塑件的高效率生产。说明书里介绍了模具的结构组成、设计要点、模具成型生产所用的设备、模具材料和热处理要求等。该说明书主要分为三个部分,分别介绍了塑料的性能,塑料制品的结构设计及工艺性,以及对注塑模具结构与注塑机、塑料制件在模具中的位置与浇注系统的设计、成型部件设计、结构零部件的设计、推出机构设计、侧向分型与抽芯机构设计和温度调节系统等做了介绍。 通过本设计,可以对注塑模具有一个初步的认识,了解注塑模具结构及工作原理。 关键词:塑料模具、斜导柱、分型面、滑块 前言 塑料模具设计是模具制造中的关键工作,通过合理设计制造出来的模具不仅能顺利地成型高质量的塑件,还能简化模具的加工过程和实施塑件的高效率生产,从而达到降低生产成本和提高附加价值的目的。
近几年来塑料成型工艺迅速发展,塑料模具种类不断增加,结构也愈趋复杂,制造精度要求愈来愈高。其中注塑成型模具应用最为广泛,而且模具的结构最为复杂。本次模具设计采用的是一模两腔的模具结构,通过侧向分型与抽芯机构完成了塑件的成型。说明书中介绍了模具的结构组成、结构特点、工作原理、设计要点、模具成型生产所用的设备、模具材料和热处理要求等。该说明书主要分为三个部分,第一章主要介绍了塑料的性能,第二章介绍了塑料制品的结构设计及工艺性,第三章对注塑模具结构与注塑机、塑料制件在模具中的位置与浇注系统的设计、成型部件设计、结构零部件的设计、推出机构设计、侧向分型与抽芯机构设计和温度调节系统等做了介绍。 本说明书在编写过程中得到了师友的支持和帮助,在此我表示感谢。同时感谢所引用文献的作者,他们辛勤研究的成果使得本次设计增色不少。限于学生水平有限,难免出现不少的缺点和错误,恳切希望各位老师批评指正。 第1章塑料的性能 1.1设计要求 大批量生产,精度为一般精度。 图1-1 塑件 1.2塑料的组成 塑料是以合成树脂为主要成分,加入适量的添加剂组成 的。
第八节:抽芯机构设计 一`概述 当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。完成活动型抽出和复位的机构叫做抽苡机构。 (一)抽芯机构的分类 1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。 2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。 3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。 (二)抽芯距和脱模力的计算 把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。抽芯距应等于成型孔深度加上2-3MM. 一.抽芯距的计算如图3-102所示。 计算公式如下: S=Htgθ(3-26) 式中 S------ 抽芯距(MM) H------ 斜导柱完成抽芯所需的行程(MM) θ----- 斜导柱的倾斜角,一般取15·~20· 2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯 抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。 影响脱模力因素很多,大致归纳如下; (1) 型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱 模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱 模力也大。
?62? 产品开发与设计 机械 2010年第10期 总第37卷 ——————————————— 收稿日期:2010-04-01 弯销内侧抽芯注塑模的设计 李细章,李文晋 (湖南城建职业技术学院,湖南 湘潭 411103) 摘要:研究了成型塑料侧盖内壁同侧二个35×10×5 mm 矩形凹槽的矩形型芯可能采用的二种常用内侧抽芯模具结构方案,分析了它们的结构特点、工作原理和优缺点,创新设计了由二个弯销与斜楔滑块式二次推出机构联合实现内侧抽芯的注塑模具结构,论述了模具主要零件凸、凹模的结构设计,弯销的结构设计及强度计算;模具开模后,一次推出实现弯销内侧抽芯,二次推出时将塑件从凸模上推落。 关键词:内侧凹槽;弯销内抽芯;二次推出 中图分类号:TQ330.4+1 文献标识码:A 文章编号:1006-0316 (2010) 10-0062-03 需大批量注射成型的塑料侧盖结构如图1所 1.动模板 2.弯销导向板 3.推件板 4.弯销 5.组合凸模 6.凹模 7.侧型芯滑块 8.挂钩 9.摆钩 10.转销 11.弹簧 12.滚轮 13.拉杆 图2 弯销内侧抽芯 将弯销4固定在动模板1上,开模时,由于摆A 首先分型,7向左使摆钩9绕转销 3所示。 在推板上,配合斜楔滑块式二次推出机构实现内侧抽芯的模具结构,设计的模具装配图如图4所示。
机械 2010年第10期 总第37卷 产品开发与设计 ?63? 1 模具主要零件的结构设计 1.1 凹、凸模的结构设计 凹模9内形比较简单,采用整体式结构,并在内部设置三层冷却水道。 凸模结构较复杂,采用组合式结构,由凸模板8、圆柱型芯5,侧型芯滑块10等组成。圆柱型芯安装在凸模板的孔中。在凸模板内垂直方向加工两个矩形孔,右侧壁上水平方向加工两个与侧型芯部分配合的矩形窗口,侧型芯滑块与凸模板上的矩形孔及窗口间隙配合(滑块部分左侧面处留有7 mm 的移动间隙)。装配时,将二个圆柱型芯装入孔中, 1.二次推板 2.推杆 3.弯销 4.推件板 5.圆柱型芯 6.塑件 7.定模座板 8.凸模板 9.凹模 10.侧型芯滑块 11.凸模固定板12.固定块 13.斜楔杆 14.压板 15.滑块 16.弹簧 17.滑块座18.一次推板 19.主推板 20、21.导柱 22.导套 23.定位圈24.浇口套 25.复位杆 26.垫块 27.动模座板 图4 模具装配图 1.2 弯销设计 根据塑件所需的实际抽芯距为5 mm 和塑件内形的高度尺寸,设计弯销倾斜部分偏离垂直方向的斜角为19o,弯部在垂直方向的高度33 mm ,在成型位置,弯销顶面到凸模板内垂直方向矩形孔顶面的距离为18 mm 。取内侧抽芯距离为5+1=6 mm ,弯 销所需的垂直方向运动的距离为 6 17.16tg19=° mm ,小于18 mm ,则抽芯结束时,弯销顶面不会顶到凸模板内的矩形内孔顶面。 成型时,由于侧型芯滑块左侧面没有支撑,在侧型芯上塑料熔体侧压力作用下,弯销的倾斜部分主要产生弯曲,靠根部的弯曲强度来抵抗侧型芯上所受的侧压力。因此,弯销尽量采用较大的截面尺寸,根据侧型芯滑块10的尺寸,设计弯销受弯曲根部截面尺寸为23×43 mm 。 校核弯销根部的弯曲强度;弯销在成型位置时的结构尺寸和受侧压力的方位如图5所示。 35×10 MPa. 290 MPa ,安]193s W s n σ== MPa ,弯销[]W W σσ<,弯曲强度足够。 2 推出机构设计 根据塑件的结构,采用推件板推出塑件,并设计由斜楔滑块式二次推出机构和弯销组合,实现内侧抽芯和将塑件推出,如图4所示。推出机构主要由主推板19,一次推板18,二次推板1,推杆2,推件板4,斜楔杆13,滑块15,滑块座17,压板14,固定板12等组成。弯销3下部用螺钉固定在一
编号: 毕业设计说明书 题目:侧抽芯计算器外壳 注塑模具设计 学院:国防生学院 专业:机械设计制造及其自动化 学生姓名: 学号: 指导教师单位: 姓名: 职称: 题目类型:?理论研究?实验研究?工程设计?工程技术研究?软件开发 2013年5月3日
摘要 现代工业生产中,模具已经成为国民经济的重要组成部分,模具生产已经触及电器、仪器仪表、建筑器材、汽车工业、日用五金等众多领域,是一项高效率、高质量、低成本、低能耗、低污染的高新技术产业,也是目前国家相当重视一门技术。本设计选择目前了比较热门畅销的电子产品—计算器,设计的模具将塑件确定为计算器外壳。 本论文对侧抽芯计算器外壳注塑模具设计进行了详细的介绍和说明,通过对计算器外壳进行工艺分析,最终将完整的模具设计完成。模具采用一模一腔,浇口采用点浇口形式,并设置有冷却系统,最大化提高生产效率和塑件质量;说明书对注塑机的选择、模具成型结构、分型面选择等各项参数、数据进行详细的计算和校核,说明书中还详细介绍了模具的具体工作过程。 本次侧抽芯计算机外壳注塑模具设计中,大多数零件使用标准件,成型零件使用了镶嵌块,降低了模具制造成本和生产周期,提高了市场竞争力;设计过程中参考各类资料,使用CAXAcad进行绘图,设计合理可靠。 关键词:计算器外壳;模具设计;成本;效率
Abstract Modern industrial production, mold has become an important part of the national economy , mold production has touched many areas of electrical, instrumentation , construction equipment , automotive, hardware , etc., is a high- efficiency, high-quality, low-cost, low-energy consumption, low pollution and high-tech industry , is currently the country attaches great importance to a technology. This design choice is currently the more popular selling electronic products - calculators, designed to mold plastic parts for the calculator to determine the shell . This paper is about the pulling side of the calculator shell injection mold design for a detailed description and explanation, through the calculator shell process analysis will eventually complete mold design is completed. A mold using a mold cavity, gate using point gate form, and provided with a cooling system, maximize productivity and improve the quality of plastic parts; paper also choose the injection molding machine, molding structure, the parting line selection parameters, data for detailed calculation and verification. The Pulling side of the computer case injection mold design, most parts using standard parts, molded parts using mosaic blocks, reducing mold manufacturing costs and production cycle, improve the market competitiveness; reference design process all kinds of data, use CAXAcad for drawing, reasonable and reliable design. Keywords: calculator shell; mold design; costs; efficiency
摘要 本论文介绍了壳体的注射模设计过程。主要研究带有侧凹或侧孔结构的塑料 制件如何分型和脱模的,本塑件侧面带有三个小孔,直接开模无法实现分型,这就 涉及到斜导柱和斜滑杆的设计以及他们的工作原理,利用注塑机开合模的作用力进 行侧抽芯,一方面减少了一些零件的使用,降低成本;另一方面省去一些零件的安装工序,节约时间,缩短生产周期,提高经济效益。本文还介绍了型腔数 量和布局的确定、注射机选择、浇注系统设计、模板及其标准件的选用、脱模及 抽芯机构的设计、成型部件的设计等。 关键词:注塑摸;斜滑杆;侧抽芯;壳体 ABSTRACT This paper has introduced the design process of injection mould of the shell. The main research the plastic workpiece with side concave or side hole is how to divide structure and draw of patterns. Because the side of model has three eyelets, it is unable to realize by directly operating the mold, by designing the slanting leader pin and the lifter. We use the action of the injection molding machine to carry on core-pulling. The advantage of this design are reducing the use of some components, lowing the cost, omitting some component to install the working procedure, saving time, reducing the production cycle and enhancing the economic efficiency. This article also introduces die space quantity and the layout determination, the injection machine choice, the casting system design, the template and the standard part selection, the drawing of patterns and core-pulling organization design, the formation parts design etc. Key words:injection mould; lifter; core-pulling; shell
第八节:抽芯机构设计 一'概述 当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。完成活动型抽出和复位的机构叫做抽苡机构。 (一)抽芯机构的分类 1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。 2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。其 缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。 (二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。抽芯距应等于成型孔深度加上2-3MM. 一.抽芯距的计算如图 3-102 所示。 计算公式如下: S=Htg 9 (3-26) 式中 S --- 抽芯距( MM ) H --- 斜导柱完成抽芯所需的行程( MM ) 9 -----斜导柱的倾斜角,一般取15 ? ~20 ? 2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出, 必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。 影响脱模力因素很多,大致归纳如下; ( 1 )型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小; 型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。 (2)塑料的收缩率,磨擦系数和刚性:塑料的收缩率大,对型芯包紧力大,脱模力也大;表面润滑性能好的塑料,脱模力较小;软塑料比硬塑料所 需脱模力小。 (3)塑料制品的壁厚:包容面积同样大小的塑料制品,薄壁塑料制品收缩小,
斜导柱安装在定模、滑块安装在动模的结构,是斜导柱侧向分型抽芯机构的模具中应用最广泛的形式。它既可用于结构比较简单的注射模,也可用于结构比较复杂的双分型面注射模。模具设计人员在接到设计具有侧抽芯塑件的模具任务时,首先应考虑使用这种形式,图5-1所示属于单分型面模具的这类形式,而图5-15所示是属于双分型面模具的这类形式。 图5-15 斜导柱在定模、滑块在动模的双分型面注射模 1-型芯 2-推管 3-动模镶件 4-动模板 5-斜导柱 6-侧型芯滑块 7-楔紧块 8-中间板 9-定模座板 10-垫板 11-拉杆导柱 12-导套 (注意件3件4滑块定位销推管侧型芯) 在图5-15中,斜导柱5固定于中间板8上,为了防止在A—A分型面分型后,侧向抽芯时斜导柱往后移动,在其固定端后部设置一块垫板10加以固定。开模时,动模部分向左移动,且A—A分型面
首先分型;当A—A分型面之间距离可从中取出点浇口浇注系统的凝料时,拉杆导柱11的左端螺钉与导套12接触;继续开模,B—B分型面分型,斜导柱5驱动侧型芯滑块6在动模板4的导滑槽内作侧向抽芯;斜导柱脱离滑块后继续开模,最后推出机构开始工作,推管2将塑件从型芯1和动模镶件3中推出。 这种形式在设计时必须注意,侧型芯滑块与推杆在合模复位过程中不能发生“干涉”现象。所谓干涉现象是指滑块的复位先于推杆的复位致使活动侧型芯与推杆相碰撞,造成活动侧型芯或推杆损坏的事故。侧向型芯与推杆发生干涉的可能性出现在两者在垂直于开模方向平面上的投影发生重合的条件下,如图5-16所示。 在模具结构允许的情况下,应尽量避免在侧型芯的投影范围内设置推杆。如果受到模具结构的限制而在侧型芯的投影下方一定要设置推杆,应首先考虑能否使推杆在推出一定距离后仍低于侧型芯的底面,当这一条件不能满足时,就必须分析产生干涉的临界条件和采取措施使推出机构先复位,然后才允许型芯滑块复位,这样才能避免干涉。下面分别介绍避免侧型芯与推杆干涉的条件和推杆先复位机构。 a) b) 图5-16 干涉现象
常用抽芯机构的组成与分类 一、抽芯机构的组成 各零件根据作用可分为以下几类: (1) 成型零件。成型压铸件的侧孔、侧向凹凸表面。如型芯、型块。 (2) 运动元件。连接型芯或型块并在模板的导滑槽内运动。如滑块、斜滑块。 (3) 传动元件。带动运动元件作抽芯和插芯动作。如斜导柱、齿轮齿条、液压抽芯器等。 (4) 锁紧元件。合模后,压紧运动元件,防止压射时成型零件产生位移。如楔紧块、楔紧锥等。 (5) 限位元件。使运动元件开模后停留在所要求的位置上,保证合模时运动元件顺利工作。如限位块、限位钉等。
二、抽芯机构分类 常用抽芯机构有机动抽芯、液压抽芯、手动抽芯三种,其中以机动抽芯机构应用最广。 1.机动抽芯机构 开模时,依靠开模动力,通过抽芯机构使阻碍铸件脱模的侧向成型零件由压铸件中抽出。机动抽芯机构结构较复杂,但抽拔力大,生产效率高,易实现自动化。机动抽芯机构有斜导柱抽芯、弯销抽芯、斜滑块抽芯、齿轮齿条抽芯等几种形式。2.液压抽芯机构 模具上安装液压抽芯器,通过液压抽芯器活塞运动进行抽芯及复位。这种机构动作平稳可靠,抽芯力大,抽芯距也较长。但模具上需配置专门液压抽芯器及控制系统,通常用于大中型模具。 3.手动抽芯机构利用人在开模前或脱模后使用手工工具抽出侧向活动成型零件。手动抽芯机构优点是模具结构简单、动作平稳。缺点是劳动强度大、生产率低。. 三、抽芯机构的设计要点 (1)活动型芯插入行腔后,应有定位面,以保持准确的型芯位置 (a)细小型芯模内定位(b)较大型芯模内定位(c)较大型芯模外定位
图4-2滑块定位方式 (2)型芯与滑块一般用镶接的形式。这种结构便于加工,而且因为两者工作条件不同,选用的材料和热处理工艺也不同。 (3) 若采用机械抽芯机构,借助开模动力完成抽芯动作,为简化模具结构,尽可能避免定模抽芯。 (4) 利用开合模运动使抽芯机构动作时,应注意合模时活动型芯复位与推出元件的干扰。一般要求在活动型芯投影面积范围内不设置推出元件。如果是液压和手动抽芯,则应严格控制操作程序或设置安全装置。
侧抽芯模具设计说明书 目录 1. 塑件的工艺分析 (2) 1.1塑件的成型工艺性分析 (2) 1.1.1 塑件材料ABS的使用性能 (3) 1.1.2 塑件材料ABS的加工特性 (3) 1.2 塑件的成型工艺参数确定 (3) 2 模具的基本结构及模架选择 (4) 2.1 模具的基本结构 (4) 2.1.1 确定成型方法 (4) 2.1.2 型腔布置 (4) 2.1.3 确定分型面 (5) 2.1.4 选择浇注系统 (5) 2.1.5 确定推出方式 (6) 2.1.6 侧向抽芯机构 (6) 2.1.7 模具的结构形式 (6) 2.1.8 选择成型设备 (7) 2.2 选择模架 (7) 2.2.1 模架的结构 (7) 2.2.2 模架安装尺寸校核 (8) 3 模具结构、尺寸的设计计算 (8) 3.1 模具结构设计计算 (8) 3.1.1 型腔结构 (8) 3.1.2 型芯结构 (9) 3.1.3 斜导柱、滑块结构 (9) 3.1.4 模具的导向结构 (9) 3.1.5 结构强度计算(略) (9) 3.2 模具成型尺寸设计计算 (9) 3.2.1 型腔径向尺寸 (9) 3.2.2 型腔深度尺寸 (10) 3.2.3 型芯径向尺寸 (10) 3.2.4 型芯高度尺寸 (11) 3.3 模具加热、冷却系统的计算 (11) 3.3.1 模具加热 (11) 3.3.2 模具冷却 (11) 4. 模具主要零件图及加工工艺规程 (12) 4.1 模具定模板(中间板)零件图及加工工艺规程 (12) 4.2 模具侧滑块零件图及加工工艺规程 (14) 4.3 模具动模板(型芯固定板)零件图及加工工艺规程 (14) 5 模具总装图及模具的装配、试模 (15) 5.1 模具总装图 (15)
侧抽芯注塑模设计 摘要 塑料工业是当今设计上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。 塑料模具设计是模具制造中的关键工作,通过合理设计制造出来的模具不仅能顺利地成型高质量的塑件,还能简化模具的加工过程和实施塑件的高效率生产。说明书里介绍了模具的结构组成、设计要点、模具成型生产所用的设备、模具材料和热处理要求等。该说明书主要分为三个部分,分别介绍了塑料的性能,塑料制品的结构设计及工艺性,以及对注塑模具结构与注塑机、塑料制件在模具中的位置与浇注系统的设计、成型部件设计、结构零部件的设计、推出机构设计、侧向分型与抽芯机构设计和温度调节系统等做了介绍。 通过本设计,可以对注塑模具有一个初步的认识,了解注塑模具结构及工作原理。 关键词:塑料模具、斜导柱、分型面、滑块 前言 塑料模具设计是模具制造中的关键工作,通过合理设计制造出来的模具不仅能顺利地成型高质量的塑件,还能简化模具的加工过程和实施塑件的高效率生产,从而达到降低生产成本和提高附加价值的目的。 近几年来塑料成型工艺迅速发展,塑料模具种类不断增加,结构也愈趋复杂,制造精度要求愈来愈高。其中注塑成型模具应用最为广泛,而且模具的结构
最为复杂。本次模具设计采用的是一模两腔的模具结构,通过侧向分型与抽芯机构完成了塑件的成型。说明书中介绍了模具的结构组成、结构特点、工作原理、设计要点、模具成型生产所用的设备、模具材料和热处理要求等。该说明书主要分为三个部分,第一章主要介绍了塑料的性能,第二章介绍了塑料制品的结构设计及工艺性,第三章对注塑模具结构与注塑机、塑料制件在模具中的位置与浇注系统的设计、成型部件设计、结构零部件的设计、推出机构设计、侧向分型与抽芯机构设计和温度调节系统等做了介绍。 本说明书在编写过程中得到了师友的支持和帮助,在此我表示感谢。同时感谢所引用文献的作者,他们辛勤研究的成果使得本次设计增色不少。限于学生水平有限,难免出现不少的缺点和错误,恳切希望各位老师批评指正。 第1章塑料的性能 1.1设计要求 大批量生产,精度为一般精度。 图1-1 塑件 1.2塑料的组成 塑料是以合成树脂为主要成分,加入适量的添加剂组成的。1.2.1合成树脂 ABS塑料 化学名称:丙烯-丁二烯——苯乙烯共聚物 比重:克/立方厘米成型收缩率: 查表得收缩率为:%%。 材料分析:ABS无毒无味,呈微黄色,成型的塑件有较好的光泽,具有良好的机械强度和一定的耐磨性,耐寒性,耐油性,耐水性,化学稳定性和电器
侧抽芯模具设计 我们选择的制件是食品盒盖,小批量生产,要求有足够的强度和耐磨性能。以下是对制件的分析: 1.选择的材料为ABS .ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性,丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。 ABS具有如下特性[1]: (1)综合性能较好,冲击强度较高,化学稳定性,电性能良好; (2)与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理; (3)有高抗冲、高耐热、阻燃、增强、透明等级别; (4)流动性比HIPS 差一点,比PMMA、PC 等好,柔韧性好,适于制作一般机械零件,减磨耐磨零件。 查手册得到ABS塑料的成型工艺参数: 密度 1.01 ~ 1.07 g/cm3; 收缩率 0.3 ~ 0.8 % ; 预热温度 80C°~ 85C°,预热时间 2 ~ 3 h ; 料筒温度后段150C°~170C°,中段165C°~180C°,前段180C°~200C°; 喷嘴温度 170C°~ 180C°; 模具温度 50C°~ 80C°; 注射压力60 ~ 100 MPa ; 成型时间注射时间20 ~ 90s ,保压时间0 ~ 5s ,冷却时间20 ~ 120s 。 2.塑件结构分析: (1)ABS密度为1.05g/cm3,收缩率0.4%-0.7%,取0.6%,塑件尺寸精度没有特殊要求,为一 般精度,未注公差按照MT5级精度公差值选取。 (2) ABS注射成型表面粗糙度Ra0.025~1.6之间,我们取0.8. ( 3)塑件形状较简单,单个制件的体积为14.015cm3 ,质量14.72g,重量较轻,塑件壁厚平均为3.25。
目录 1 前言 (1) 2 绪论 (2) 2.1概述 (2) 2.2我国塑料模现状 (2) 2.3 我国塑料模的发展趋势 (3) 3 塑件成型工艺分析 (5) 3.1 塑件图 (5) 3.2 塑件工艺分析 (5) 3.2.1 精度等级 (5) 3.2.2 脱模斜度 (5) 3.2.3 塑件圆角 (6) 3.3 ABS塑料性能特性与工艺参数 (6) 3.3.1 ABS化学与物理特性 (6) 3.3.2 ABS塑料的成型条件 (7) 4 拟定模具结构形式 (8) 4.1 型腔数目的确定 (8) 4.2 分型面的选择 (9) 5注塑机型号的确定 (11) 5.1 注塑容量的计算 (11) 5.2锁模力的计算 (11) 5.3 注塑机的选用 (12) 5.4 有关参数的校核 (13) 5.4.1由注塑机料筒速率校核模具的型腔数 (13) 5.4.2 注射压力的校核 (13) 5.4.3 锁模力的校核 (13) 5.4.4 开模行程的校核 (14) 6 浇注系统的设计 (14) 6.1 主流道的设计 (15)
6.2 分流道的设计 (17) 6.3 冷料穴的设计 (19) 6.4 浇口的设计 (20) 6.4.1浇口类型的选择 (20) 6.4.2 浇口尺寸的确定 (22) 6.4.3 浇口剪切速率的校核 (23) 6.5 排气系统的设计 (23) 7 成型零件设计 (23) 7.1 成型零件的结构设计 (24) 7.2 成型零件钢材的选用 (25) 7.3 成型零件工件尺寸的计算 (26) 7.4 型腔壁厚和底板厚度的计算 (29) 7.4.1 侧壁厚度计算 (29) 7.4.2 底板厚度计算 (30) 8 模架的确定 (32) 9 导向机构的确定 (32) 10 脱模机构的设计 (34) 10.1 脱模力的计算 (34) 10.2 脱模机构的结构设计 (35) 11 侧向抽芯的设计 (37) 11.1 抽芯距与抽芯力的计算 (37) 11.2 斜导柱圆形截面直径的计算 (40) 11.3 斜导柱圆长度的计算 (40) 11.4 斜滑杆的设计 (41) 12 模温调节系统的设计 (42) 12.1 冷却系统的设计 (42) 13 数控程序的编制 (47) 14 设计小结 (49) 参考文献 (50) 致谢 (51)
浙江科技学院学报。第21卷第3期.2009年9月 JournalofZhejiangUniversityofScienceandTechnology V01.21No.3,Sep.2009 带侧抽芯机构模具型腔的设计 郭晓梅,丁明明 (浙江水利水电专科学校机械电子工程系,杭州310018) 摘耍:针对具有侧抽芯机构的注塑模型腔的设计,提出了采用Pro/E软件进行设计的办法.使侧抽芯机构的设计由复杂变得简单。在分型面的设计中,提出了用分模体积块法来进行分模的技术方法,同时通过一个扣盖的实例详细介绍了多个分型面的设计过程.从而说明采用Pro/E软件进行设计,不但提高了设计效率,同时也节省了成本,并为其他类似产品的模具设计提供了参考。关键词:分型面l体积块I模具设计I侧抽芯中圈分类号:TQ320.66 文献标识码:A 文章编号:1671-8798(2009)03—0278—03 Designofmouldwithcore-pullingmechanisms GUOXiao—mei,DINGMing—ming (MechanicalandElectronicEngineeringDepartment,ZhejiangWaterConservancyandHydropowerCollege, Hangzhou310018,China)
Abstract:ThemethodofadoptingthePro/E software to designinjectingmold with core- pullingmechanismsisused,whichmakethedesignmucheasier.Andthesplitproblemisresolvedby adopting themethod ofparting mouldvolume.Avoluteexamplewith to complicatedparting design effect and surfacesis