工艺技术
加工硬化对1 14C 12 72Mn钢铁路辙叉表面剥落的影响
张 敏 王为波 周永欣 吕振林 安 强
(西安理工大学材料学院,西安710048) (中铁宝桥股份有限公司,宝鸡721006)
摘 要 高锰钢1 14C 12 72Mn铁路辙叉有良好的加工硬化特性,但使用时常因心轨表面龟裂剥落而提前失效。从辙叉断面的分析表明,辙叉表面剥落为腐蚀疲劳失效所致,表面组织中所有的Al2O3和铝酸钙等夹杂物,加工硬化后表面高硬度和产生的致密滑移带降低了高锰钢的耐腐蚀疲劳性能,同时随高锰钢在使用过程表面硬度大幅度提高,使钢的韧性和塑性明显下降,导致辙叉表面剥落。提高钢的洁净度,加入Ni,Cu等耐腐蚀元素和进行微合金化提高钢的抗断裂韧性是防止辙叉表面剥落的主要措施。
关键词 铁路辙叉 高锰钢 表面剥落 腐蚀疲劳
Influence of Work Hardening on Railway Frog Surface Spalling of
1 14C 1
2 72Mn High Manganese Steel
Zhang Min,Wang Weibo,Zhou Yongxin and L Zhenlin
(School of Materials,Xi an Universi ty of Technology,Xi an710048)
An Qiang
(Chi na Railway Turnout Bridge Co Ltd,Baoji721006)
Abstract The railway frog made of1 14C 12 72Mn high manganese steel has ex cellent work hardening behavi or, but i t often fails ahead of expected using life because of nose rail spalling during service.It showed by analysis on fracture of railway frog that corrosi on fatigue failure led to surface spalling of frog,and the corrosion fatigue resistance decreased due to the inclusions of Al2O3and Calcium alumi nate existed in surface structure and with work hardening the surface high hard ness and formed thick and dense slip line band,and with the surface hardness of high manganese steel increased by big mar gin,the toughness and plastici ty of steel obviously decreased led to frog surface spalling.Increasing cleanli ness of steel, adding anti corrosion element Ni and Cu and microalloying of steel are main measures to prevent frog surface spalling.
M aterial Index Rail way Frog,High Manganese Steel,Surface Spalling,Corrosion Fatigue
高锰钢具有加工硬化的重要特性,铁路辙叉主要用高锰钢(ZG Mn13)制作,但是辙叉在使用过程中受到车轮的强烈冲击和大气腐蚀的联合作用,表面常产生龟裂剥落掉块等现象,进而造成整个构件的提前失效。目前,国内外关于高锰钢的研究主要集中在高锰钢硬度和耐磨性的提高、加工硬化机制、微合金化等方面[1],本文对ZG Mn13辙叉铸钢件腐蚀疲劳龟裂剥落与其表面的高硬度进行综合分析和研究。
1 试验材料
高锰钢铁路辙叉铸件(表1)是采用电弧炉氧化法冶炼,辙叉在1050~1090!保温2h,然后迅速放入低于40!水中进行水韧处理,处理后为单相奥氏体组织,在铁道上使用之前经过爆炸预硬化处理。以使用8年并已经剥落掉块而失效的
表1 高锰钢铁路辙叉的化学成分/%
Table1 C hemical compositions o f high m anganese steel railway frog/%
项目C Mn Si S P Fe
使用前试样 1.1412.720.390.0190.036余
使用后试样 1.1612.990.340.0210.041余
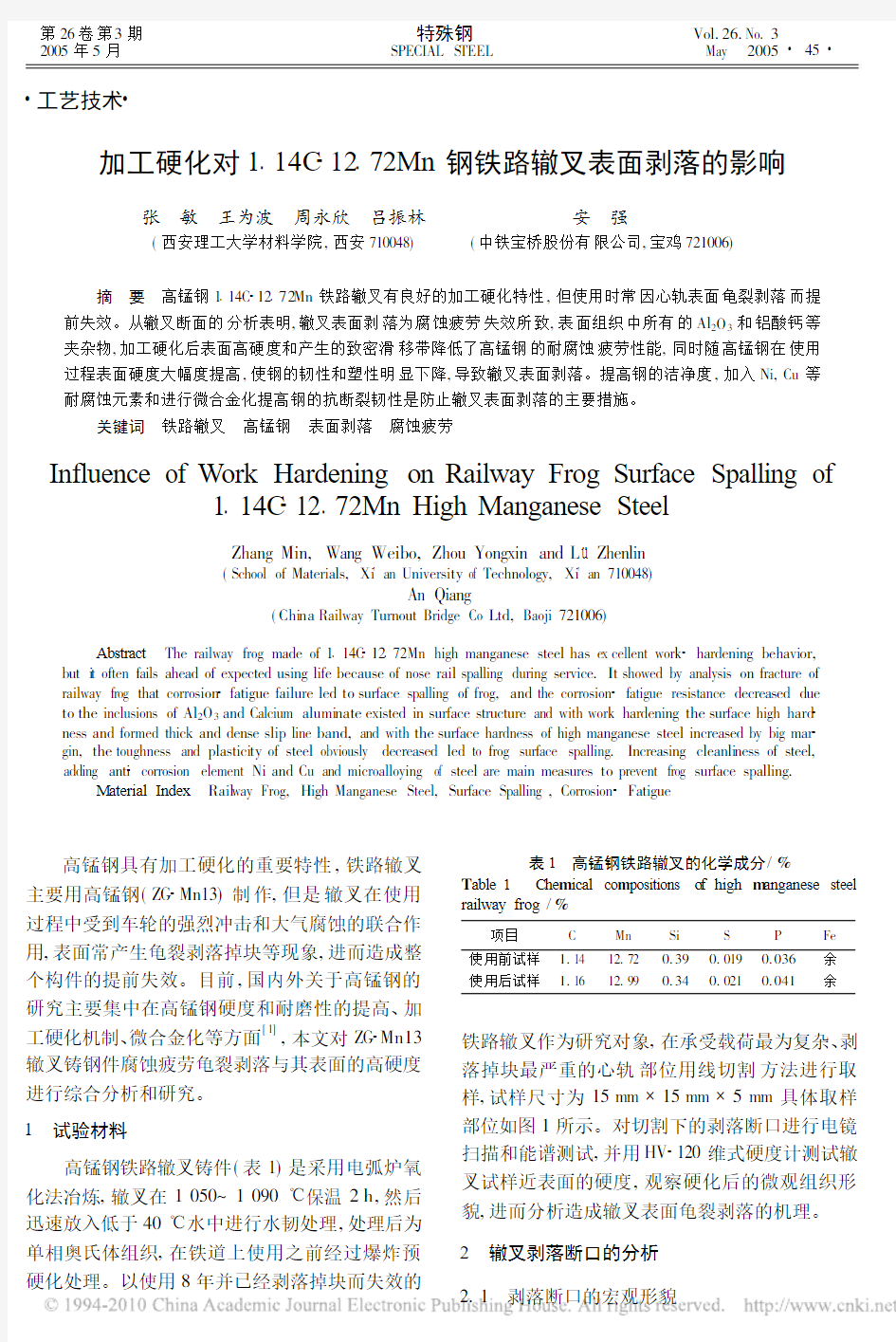
铁路辙叉作为研究对象,在承受载荷最为复杂、剥落掉块最严重的心轨部位用线切割方法进行取样,试样尺寸为15mm?15mm?5mm具体取样部位如图1所示。对切割下的剥落断口进行电镜扫描和能谱测试,并用HV 120维式硬度计测试辙叉试样近表面的硬度,观察硬化后的微观组织形貌,进而分析造成辙叉表面龟裂剥落的机理。
2 辙叉剥落断口的分析
2.1 剥落断口的宏观形貌
45
第26卷第3期 特殊钢 Vol.26.No.3 2005年5月 SPECIAL S TEEL May 2005
图1 铁路辙叉及其心轨所在部位置示意图Fig.1 Schematic of rail way frog and nose rail position
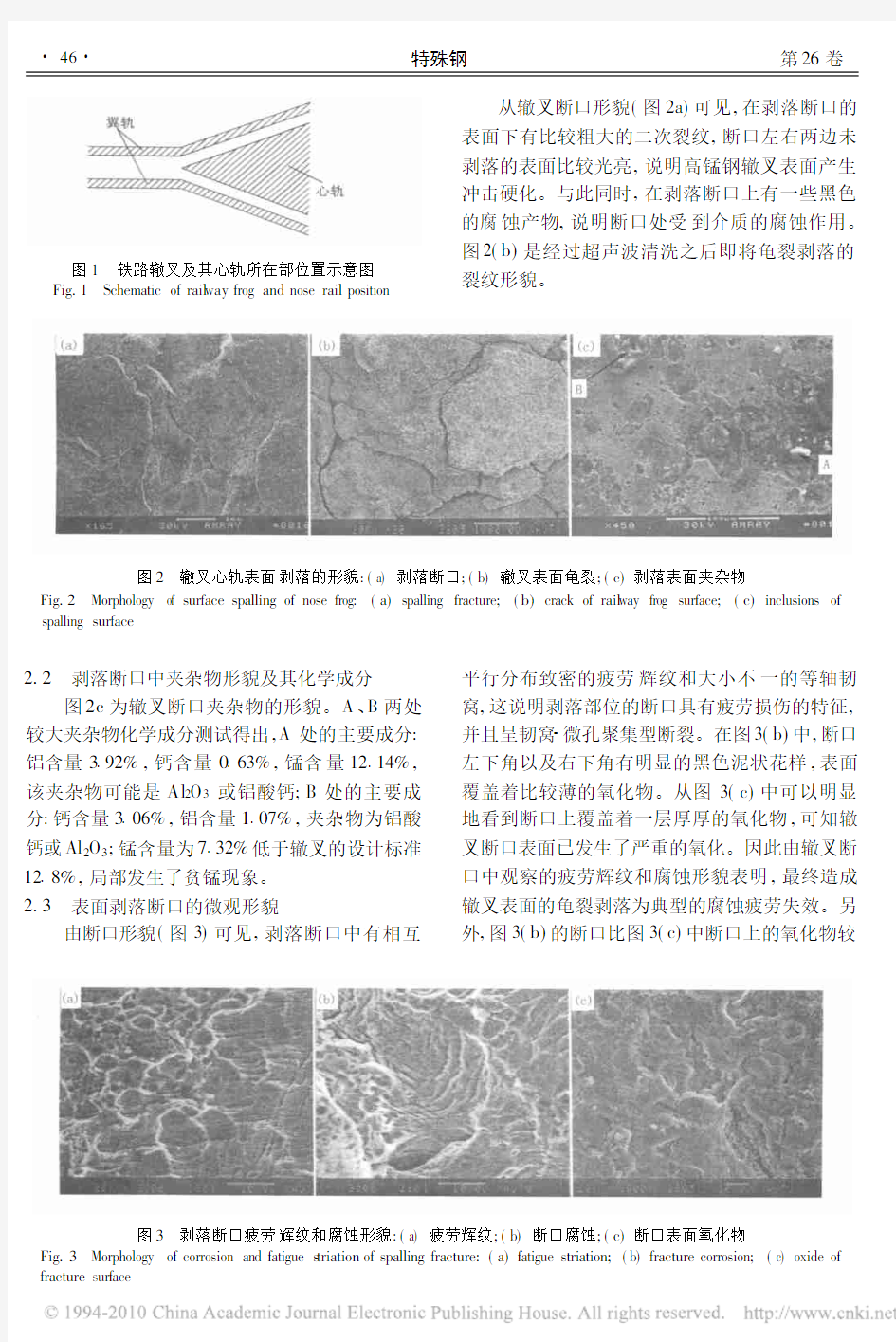
从辙叉断口形貌(图2a)可见,在剥落断口的表面下有比较粗大的二次裂纹,断口左右两边未剥落的表面比较光亮,说明高锰钢辙叉表面产生冲击硬化。与此同时,在剥落断口上有一些黑色的腐蚀产物,说明断口处受到介质的腐蚀作用。图2(b)是经过超声波清洗之后即将龟裂剥落的
裂纹形貌。
图2 辙叉心轨表面剥落的形貌:(a)剥落断口;(b)辙叉表面龟裂;(c)剥落表面夹杂物
Fig.2 Morphology of surface spalling of nose frog:(a)spalling fracture;(b)crack of rail way frog surface;(c)inclusions of spalling surface
2.2 剥落断口中夹杂物形貌及其化学成分图2c 为辙叉断口夹杂物的形貌。A 、B 两处较大夹杂物化学成分测试得出,A 处的主要成分:铝含量3 92%,钙含量0 63%,锰含量12 14%,该夹杂物可能是Al 2O 3或铝酸钙;B 处的主要成分:钙含量3 06%,铝含量1 07%,夹杂物为铝酸钙或Al 2O 3;锰含量为7 32%低于辙叉的设计标准12 8%,局部发生了贫锰现象。
2.3 表面剥落断口的微观形貌
由断口形貌(图3)可见,剥落断口中有相互
平行分布致密的疲劳辉纹和大小不一的等轴韧窝,这说明剥落部位的断口具有疲劳损伤的特征,并且呈韧窝 微孔聚集型断裂。在图3(b)中,断口左下角以及右下角有明显的黑色泥状花样,表面覆盖着比较薄的氧化物。从图3(c)中可以明显地看到断口上覆盖着一层厚厚的氧化物,可知辙叉断口表面已发生了严重的氧化。因此由辙叉断口中观察的疲劳辉纹和腐蚀形貌表明,最终造成辙叉表面的龟裂剥落为典型的腐蚀疲劳失效。另外,图3(b)的断口比图3(c)
中断口上的氧化物较
图3 剥落断口疲劳辉纹和腐蚀形貌:(a)疲劳辉纹;(b)断口腐蚀;(c)断口表面氧化物
Fig.3 Morphology of corrosion and fatigue s triation of spalling fracture:(a)fatigue striation;(b)fracture corrosion;(c)oxide of fracture surface
46 特殊钢第26卷
少些,由表面覆盖氧化物的多少可知辙叉表面剥落时间的先后顺序,即图3(c)比图3(b)断口较早发生龟裂剥落掉块。
3 硬度测试结果及其微观形貌3.1 硬度结果及其分析
由辙叉使用前、后的硬度曲线(图4)可知,铁路辙叉使用后的表面硬度和硬化层深度都有显著地提高。辙叉表面硬度由使用前爆炸硬化的HV 5350提高到使用后的HV 5700,硬度提高1倍;硬化层深度由1 7mm 提高到17 5mm,硬化深度提高10
倍。
图4 辙叉表面使用前、后的硬度曲线
Fig.4 Hardness curves of frog before and after service
3.2 辙叉表面及其次表面的微观组织
辙叉表面到心部的金相组织观察可得,辙叉表层有大量粗大的滑移带。
图5为辙叉的金相试样腐蚀后的形貌。图5(a)中单滑移腐蚀坑形成串状分布,并且滑移带比晶界受到腐蚀严重得多。图5(b)中为交滑移,腐蚀坑大多在滑移带的相交处产生。4 辙叉表面剥落原因
(1)辙叉剥落断口中有大量的氧化铝和铝酸钙盐等夹杂物,高锰钢辙叉在使用过程中产生加工硬化,表面硬度相当高;而辙叉表面的硬度越高,硬脆性夹杂物等缺陷造成其疲劳强度的下降幅度也越大,从而降低了辙叉表面的疲劳强度。(2)高锰钢辙叉加工硬化后表面组织中有大量的滑移带,虽
然提高了辙叉的表面硬度,但是滑移带的存在也易
图5 铁路辙叉滑移带腐蚀形貌
Fig.5 Morph ology of slip band of railway frog after corrosion
受到大气环境的腐蚀,同时在交变冲击载荷的作用下,裂纹也容易从滑移带中萌生并扩展。(3)高锰钢辙叉在使用过程中表面的硬度大幅度提高的同时,其韧性和塑性也大大下降,致使辙叉的韧性储备不足,以致在相当高的接触应力作用下表层组织中易于萌生微裂纹并向前扩展。5 预防剥落的措施
(1)可采取有效的脱氧工艺,通过化学法分别向钢液中加入Al 、Ti 、B 、Si 、C 、V 、Cr 或同时加入以上几种脱氧元素[2],与氧生成氧化物或盐类以后除去。(2)提高辙叉的耐腐蚀性能。由于Ni
具有良好的抗腐蚀疲劳能力,Cu 具有良好的抗大腐蚀能力,在高锰钢中添加0 6%~1 0%Ni 和1 5%Cu [3],从而提高辙叉组织的抗腐蚀疲劳的能力。(3)冶炼时加入少量合金元素Mo 、V 和RE 进行微合金化,提高辙叉的抗断裂韧性。李振勇,符 治,陈 璐参加了试验工作。本课题为教育部国家重点实验室高等访问学者基金项目(编号:200101)
参考文献
1 赵四勇,涂小慧,郑开宏,等.关于高锰钢的若干问题.铸造技术,1999(4):34
2 陈 琦,彭兆弟.铸造技术问题对策.北京:机械工业出版社,
2001.73
3 宋延沛,谢敬佩,王文炎,等.铜对矿山用耐磨钢抗腐蚀磨损性
能的影响.矿山机械,2001.49
张 敏,男,37岁,副教授,系主任。1997年获得西安交
通大学机械工程博士学位。主要从事焊接新型材料及其材料结构安全性评价方面的研究。
收稿日期:2004 12 15
47 第3期
张 敏等:加工硬化对1 14C 12 72Mn 钢铁路辙叉表面剥落的影响
单元四数控机床加工的切削用量习题 一判断题 1.切削用量包括进给量、背吃刀量和工件转速。( ) 2.用中等切削速度切削塑性金属时最容易产生积屑瘤。() 3.跟刀架是固定在机床导轨上来抵消车削时的径向切削力的。() 4.数控机床进给传动机构中采用滚珠丝杠的原因主要是为了提高丝杠精度。() 5.切削中,对切削力影响较小的是前角和主偏角。() 6.粗加工时,限制进给量提高的主要因素是切削力;精加工时,限制进给量提高的主要因素是表面粗糙度。() 7.铣削用量选择的次序是:铣削速度、每齿进给量、铣削层宽度,最后是铣削层深度。() 8.粗加工时,限制进给量提高的主要因素是切削力;精加工时,限制进给量提高的主要因素是表面粗糙度。() 9.切削用量中,影响切削温度最大的因素是切削速度。() 10.使用水性切削液可吸收热量,防止变形,并可提高切削速度。() 11.切削速度会显著的影响刀具寿命。() 12.一般车刀的前角愈大,愈适合车削较软的材料。() 13. 减小车刀的主偏角,会使刀具耐用度降低。() 14.刀具前角越大,切屑越不易流出,切削力越大,但刀具的强度越高。() 15.精加工时首先应该选取尽可能大的背吃刀量。() 16.主偏角减小,刀具刀尖部分强度与散热条件变好。() 17.在各方面条件足够时,应尽可能一次铣去全部的加工余量。() 二填空题 1.车削细长轴时,为了避免振动,车刀的主偏角应取。 2.切削用量三要素是指主轴转速, , 。对于不同的加工方法,需要不同的,并应编入程序单内。 3.切削用量中对切削温度影响最大的是,其次是,而影响最小。 4.为了降低切削温度,目前采用的主要方法是切削时冲注切削液。切削液的作用包括、、和清洗作用。 5.铣削过程中所选用的切削用量称为铣削用量,铣削用量包括铣削宽度、铣削深度、、进给量。 6.工件材料的强度和硬度较低时,前角可以选得些;强度和硬度较高时,
激光表面表面处理技术及进展 许彦明指导老师:宋世涛 (河北科技师范学院理化学院化学0703班) 摘要:激光具有巨大的技术潜力,在冶金和材料加工中发展迅速,应用广泛。激光表面处理由于其对工业和生产作出了巨大贡献,已成为飞速成长的重要加工技术领域。本文较系统地介绍了国内外激光表面处理技术的研究与应用近况,指出了这项技术今后需解决的问题。 关键字:激光;表面处理;进展 0 前言 激光的出现时近代物理学的一个重大进展。第一台激光器于60年代初问世,对激光表面热处理工艺的研究早在激光器诞生后不久就已经开始,但直到60年代末、70年代初才在热处理生产中获得应用。 激光在金属热处理方面取得成功,标志此技术的应用进人了新灼阶段。随着大功率激光器的研制成功与不断完善,这一新工艺用于汽车转向器表面处理的生产线[1]。国内经过“六五”计划的联合攻关,已在汽缸套等零部件的表面热处理上获得成功,取得了一批科研成果。随之而发展的表面涂覆(cladding),表面上釉(Glazing)及表面合金化(SurfaeeAlloing)等工艺[2]也取得了相当大的进展。与上述工艺相比较,激光表面热处理是当前比较成熟、应用比较广泛的工艺。 1 激光表面处理技术的特点[3] 1)通过选择激光波长调节激光功率等手段,能灵活地对复杂 形状工件或工件局部部位实施非接触性急热、急冷。该技术易控制处理范围,热影响区小,工件产生的残余应力及变形很小。 2)可在大气、真空及各种气氛中处理,制约条件少,且不造成 化学污染。 3)通常,激光表面处理的改性效果比普通处理方法更显著 4)激光束能量集中,密度大,速度快,效率高,成本低。 5)可缩短工艺流程,处理过程中工件可以运动,故特别适合组织自动化处理线。 6)激光束便于通过导光系统准确地输人与定位,亦能导向多个工作台,可大大提高激光的使用率和处理的效率。 7)激光表面处理尤其适用于大批量处理生产线,其成本比传统的表面热处理低。 2 激光表面相变应化(LTH)
切削用量对切屑变形的影响: 切削速度:切削塑性金属材料时,切削速度对切削变形的影响呈波浪形; 进给量:进给量增大,则切削厚度增大,切削变形减小,变形因数减小; 背吃刀量:对切屑变形的影响较小。 切屑卷曲和折断机理: 切屑沿刀具前面流出的过程中,受到前面的挤压和摩擦而进一步变形,使得切屑底部被挤而伸长,切屑背面相对缩短,切屑就自然会逆时针卷曲。 如果刀具的前角较小,则切屑流出过程中受到的挤压和摩擦变大,切屑就会卷得更紧。切屑卷曲过程中,若切屑中的弯曲应力达到材料的弯曲强度极限,则切屑就会自行折断。 切屑卷曲与折断的机理解释 ①自由切屑的卷曲机理 由于前刀面和剪切面上对切屑的作用力大小相等,方向相反,但是不共线,因而产生了弯矩,导致切屑卷曲。(刘培德) ②受控切屑的卷曲机理 图1-12a为带倒棱的全圆弧形卷屑槽的卷屑机理,图1-12b为直线形卷屑槽的卷屑机理。都采用卷屑槽的方式实现切屑卷曲的控制。 ③切屑折断的机理 图1-13分别为螺卷屑、发条状屑和C形屑折断的机理,其主要原因
是由于切屑环的内侧拉应力大于切屑材料的弯曲应力极限。 影响切屑卷曲和折断的主要因素: 工件材料性能:工件材料的屈服极限、弹性模量越小,塑性越低,越易折断; 切削用量:切削厚度小,背吃刀量大,切削速度高,断屑难; 刀具前角:前角小,变形大,易折。 影响切削力的因素: 工件材料的影响(系数CF 或单位切削力kc体现) 工件材料的强度、硬度、塑性和韧性越大,切削力越大。 (二)切削用量的影响 背吃刀量ap↑→Ac成正比↑, kc不变, ap的指数约等于1,因而切削力成正比增加; 进给量f↑→Ac成正比↑,但 kc略减小, f 的指数小于1,因而切削力增加但与f 不成正比。 速度v 对F 的影响分为有积屑瘤和无积屑瘤两种情况,在无积屑瘤阶段, v ↑→变形程度↓→切削力减小 切削温度的分布规律: 1.剪切面上各点的温度基本一致; 2.前、后刀面上的最高温度都处于离刀刃一定距离的地方;后刀面的温度降低和升高在极短时间内完成; 3.在剪切区域内,垂直于剪切方向上的温度梯度较大;垂直于前刀面的切屑底层的温度梯度较大;
1.零件的加工精度主要包括、和。 2.机械加工工艺系统由、、和等四个要素组成。 3.机械加工工艺系统各环节的误差即原始误差对加工误差会产生不同程度的影响,原始 误差包括:误差、误差、误差、误差、误差和误差等。 4.表面粗糙度产生的原因包括:、和 。 5.机床精度中对加工精度影响较大的包括机床主轴误差和机床导轨误差。其中机床主轴 误差包括和主轴回转误差,而主轴回转误差又包括、和三种基本形式。 6.车削加工工件外圆时,机床主轴的几何偏心会引起加工表面 误差,机床主轴回转纯径向跳动会引起加工表面误差,主轴回转纯角度摆动会引起加工表面误差。 7.根据加工误差的性质不同,我们把在相同加工条件下加工一批零件时产生的大小和方 向不变的误差称为误差;把大小和方向按加工顺序有规律变化的误差称为误差;而把大小和方向无变化规律的误差称为误差。 8.在车削或磨削外圆加工中,可以采用合理的工艺方法来消除主轴回转精度对加工精度 的影响,下列方案中可行的是……………………………() (A)刚性芯轴定位安装(B)弹性芯轴定位安装(C)固定顶尖定位安装 9.用双顶尖装夹车削加工细长轴时易出现的形状误差是…………………() (A)腰鼓形误差(B)马鞍形误差(C)锥形误差 10.在车削加工短而粗的刚性轴时会出现马鞍形形状误差,其最小直径出现的位置 在………………………………………………………………………() (A)偏向床头一侧(B)偏向床头或尾座中刚性较低的一侧 (C)偏向床头或尾座中刚性较高的一侧 11.在大量生产零件时,为了提高机械加工效率,通常加工尺寸精度的获得方法 为…………………………………………………………………………() (A)试切法(B)调整法(C)自动控制法 12.加工铸铁材料时产生表面粗糙度的原因除了加工残留面积外还有……() (A)积屑瘤(B)鳞刺(C)切屑崩碎 13.为了降低机械切削加工的表面粗糙度,可采取的措施为………………() (A)小进给量、小背吃刀量、高速或低速切削(B)大进给量、中速切削 (C)高速钢刀具微量超高速切削 1.当零件表面层有残余压应力时,使表面层对腐蚀作用的敏感性………() (A)降低了(B)增加了(C)不影响(D)有时会影响 2.在±3σ范围内,正态分布曲线与横坐标轴之间所围面积等于………() (A)0.5 (B)0.97 (C)0.9973 (D)1 3.误差复映系数与工艺系统刚度……………………………………………()
网络教育学院 本科生毕业论文(设计) 题目:切削加工表面完整性研究现状 学习中心: 层次:专科起点本科 专业:机械设计制造及其自动化 年级:年季 学号: 学生: 指导教师: 完成日期:年月日
内容摘要 机械加工得到的零件表面完整性特征可分为三类:(1)表面形貌特征:表面缺陷、表面纹理和表面粗糙度等;(2)表面机械性能:残余应力和显微硬度等;(3)金相组织变化:加工变质层、白层、夹杂物等。本文围绕切削加工后零件表面完整性三类特征指标,系统论述了各自的研究发展历程,重点对表面粗糙度、残余应力、显微硬度、白层及变质层进行了归纳,概括了各自的研究方案、技术手段及研究成果。 关键词:切削加工;表面完整性;研究现状
目录 内容摘要 ........................................................................................................................... I 前言 .. (1) 1 切削加工表面完整性研究的发展 (2) 1.1 表面完整性的提出及发展 (2) 1.2 表面完整性研究意义 (2) 2 表面粗糙度研究 (3) 3 残余应力研究 (4) 3.1 残余应力的生成机理研究 (4) 3.2 残余应力影响因素的实验研究 (4) 4 加工硬化研究 (5) 4.1加工硬化的影响因素研究 (5) 4.2 材料特性对工件加工硬化的影响 (5) 4.3 显微硬度沿工件深度方向的分布规律研究 (5) 5 切削加工白层研究 (6) 5.1 白层的形成机制 (6) 5.2 白层的影响因素研究 (6) 5.2.1 切削参数对白层的影响 (6) 5.2.2 工件材料特性对白层的影响 (7) 6 变质层研究 (8) 6.1 变质层的组织特点 (8) 6.2 切削参数对变质层的影响 (8) 参考文献 (9)
浅议切削用量对加工精度的影响 机械零件的加工必须要保证零件达到图样的要求,满足其加工精度。而尺寸精度、形位精度和表面粗糙度是检验零件加工精度最主要的三个方面。三者任何一项达不到要求都会造成零件质量的下降或报废等问题。其中形状和位置精度可以通过设备,夹具,刀具,工艺等来加以保证,而尺寸精度和表面粗糙度的控制就成了很多人较为伤脑筋的难点!他们往往控制了表面粗糙度,尺寸精度却超差了,而控制了尺寸精度后,表面粗糙度又下降了。本人通过多年的实践总结及潜心研究,知道了造成零件加工误差的因素很多,以下是机械零件在切削加工时造成尺寸误差的原因分析,也是我综合较多书本资料后再结合自己的理解汇总叙述的(仅以车削加工为说明对象)。 1、尺寸计算错误或刻度盘操作错误 这里包含看错图纸;图纸尺寸链计算错误;机床刻度盘松动(不能与手柄作同步运动);操作刻度盘时,未消除其传动间隙等几个方面。 2、量具误差或测量技术误差 这里包含使用量具前未校准量具和没有正确学会使用量具造成的:
比方说常用量具游标卡尺的使用,其尺身上锁紧螺钉的松紧度是影响测量误差的关键因素;使用千分尺时,测量力的手感也很关键;测量时的量点位置是否正确和阅读数值时的视线是否正对刻线等等也会有误差。 以上两方面的误差是初学者容易产生的,下面的几方面的误差因隐蔽性较大,所以不容易引起切削加工人员注意,有时即使我们注意了,也不容易把握它的度。 3、刀具角度误差和刀具磨损钝了产生误差 刀具角度对切削加工的多方面影响都很大,刀具角度要根据其本身材料结合工件材料和加工性质等多方面综合选择的。刀具角度的改变对切削刃口的锋利程度,切削力的大小,切屑厚薄和切屑变形的大小,表面粗糙度的优劣影响都比较明显,对刀尖强度和散热性能的影响也较突出,但是其对尺寸精度的影响是比较隐蔽的,如刀具磨损钝了产生尺寸误差和刀尖装得是否对准机床的旋转中心,对尺寸和表面粗糙度的影响也是比较大的,在数控机床加工中,书上曾经特别提到过车刀要严格对准中心这一点。 4、加工系统的刚性不足导致误差; 加工系统的刚性包含机床、工件和刀具三个方面。机床的功率与切削
第25卷增 刊 辽宁工程技术大学学报 2006年6月V ol.25 Suppl. Journal of Liaoning Technical University Jun. 2006 收稿日期:2006-03-12 文章编号:1008-0562(2006)增刊1-0231-03 激光表面处理技术在汽车工业中的应用 迟彩芬 (辽宁工程技术大学 职业技术学院,辽宁 阜新123000) 摘 要:结合激光表面处理技术在汽车零部件表面强化中应用的大量实例,从激光表面处理技术的基本原理和工作特点出发,对其 进行总结和分类。并论述目前激光表面处理技术在国内外汽车工业中的研究、开发和应用,为进一步提高国产发动机的使用寿命提供了一个有效的途径。最后探讨了激光表面处理技术在未来工业中应用的发展趋势和广阔前景。 关键词:激光;表面处理;汽车 中图分类号: TH161 文献标识码: A Application of laser surface treatment technology in automobile industry CHI Cai-fen (Vocational of Liaoning Technical University, Finxin 123000,China) Abstract :In the paper , in accordance with the numerous applied examples of laser surface treatment technology in surface intensifying of automobile and the spare parts fundamental principles and operating characteristics of the technology, the laser surface treatment techniques are summarized including research, exploitation,application and classification at present, supplying an effective way of further improving life of domestic engine . At last the paper discusses development tendency and prospect of application in future industry. Key words ;laser ;surface treatment ;automobile 0 引 言 激光加工是20世纪60年代初期兴起的一项新技术 ,此后逐步应用于汽车、航空、机械、电子等行业,其中尤以汽车行业的应用发展速度最快。在汽车业中的广泛使用又推动了激光加工技术的工业化[1]。70年代美国进行了两大研究 ,这就是福特汽车公司进行的车身钢板的激光焊接和通用 汽车公司进行的动力转向变速箱内表面的激光淬 火。这两项研究推动了以后的汽车制造业中的激光 加工技术的发展。 1 激光加工技术分类及特点 汽车业中的激光加工机主要有两类[2] :CO 2激光加工机和YAG 激光加工机。CO 2激光加工机的主要用途是切割、焊接、表面处理、打孔等,YAG 激光加工机主要用途是打标,但随着大功率YAG 激光器的商品化 ,也用于焊接和切割。与传统方法相比,激光加工具有下列特点:(1)应用范围广,几乎应用于所有的加工工艺;(2)加工面大,几乎可加工从金属到非金属所有的材料,还特别适合加工极硬、极脆、极薄和熔点极高的难加工材料;(3)加工区小,热变形很小,加工质量高;(4)效率高,材料省,污染少,噪音低,劳动强度低;(5)加工 设备成套化、系列化、多功能 ,具有很大灵活性;装备计算机数控系统,可进行二维或三维的立体加工,具有很高的加工精度。 2 激光表面处理技术的应用概况 材料的激光表面处理技术是近几年来发展起来的新技术,可实现在普通材料表面产生高性能的新材料层,在实践中显示出独特的优越性。当前,激光表面处理在工业生产中已得到广泛应用。美国通用汽车公司用15台大功率激光器组成了汽车零部件的热处理加工生产线;日本丰田公司自20世纪 80年代中后期起,相继建立了数条汽车发动机排气门密封面激光熔覆生产线,日产气门50~80万只;近年,日本三菱公司建立了两条发动机缸头激光熔覆铜基合金生产线,显著提高了使用寿命。 我国虽然在此领域仍处于初级阶段,但已有成功的先例。热点都集中在“表面”的研究上,既改变普通材料表面层的性能或者产生新的表面层。这种在普通材料表面上进行处理的方法简单而且经济易行。而激光正是实现这一目的的有效途径。随
课题切削用量三要素 教学目标1、了解切削用量三要素。 2、掌握切削用量计算公式。 教材分析重点削用量三要素、切削用量计算公式、切削用量的初步选择难点切削速度及其计算公式 教学方法讲授法教学用具 教学过程 切削用量是指背吃刀量p a qqqqc(或切削深度)、进给量f (或进给速度v f )、切削速度c v三者的总称,也称为切削用量三要素。它是调整刀具与工件间相对运动速度和相对位置所需的工艺参数。 一、背吃刀量(p a )(或切削深度) 背吃刀量是指切削时已加工表面与待加工表面之间的垂直距离,用符号ap 表示,单位为mm。 思考题:现有Φ30的毛坯,一次走刀加工成Φ26,试问背吃刀量是多少? p a =(30-26)/2=2mm 背吃刀量的选择: 余量不大,一次走刀切除多余的材料,只留下精加工余量。 1、粗加工 余量太大,可分多次切削,但第一次的背吃刀量尽可能大。 2、精加工粗加工后留下的余量,精加工时应一次进给切削完成。 2 m w p d d a - = w d:待加工表面直径mm m d:已加工表面直径mm
c v 教 学 过 程 二、进给量(f )(或进给速度 v f ) 进给量是指刀具在进给方向上相对工件的位移量,即工件每转一圈,车刀沿进给方向移动的距离,用符号 f 表示,单位为 mm/r ,如图所示。 进给量的选择: 1、为了缩短加工时间,提高效率: 粗加工时应选用较大的进给量。 2、为了保证表面质量及加工精度: 精加工时应选用较小的进给量。 三、切削速度(c v ) 切削速度是指切削刃上选定点相对于工件主运动的瞬时速度,用符号c v 表示,单位为m/min 。当主运动是旋转运动时,切削速度是指圆周运动的线速度,即: ——切削速度,m/min n ——主轴转速,r/min d ——工件待加工表面直径,mm π ——圆周率, 3.14 例1:车削直径为50mm 的工件,若选主轴转速为600r/min ,求切削速度的大小? 解:由公式得: 练习: 车削直径为300mm 的铸铁带轮外圆,若切削速度为60m/min ,求车床主轴转速? 解:由公式 得: d v n c π1000=min /2.94min /1000 5014.36001000m m d n V c =??==πmin /69.63min /300 14.36010001000r r d v n c =??==π
浅析切削加工中影响切削温度的主要因素 发表时间:2018-01-15T12:14:25.140Z 来源:《知识-力量》2017年10月上作者:潘勇吴志慧 [导读] 本文主要从切削用量、刀具几何参数、刀具磨损、工件材料等几个方面进行分析和阐述,从而了解这些因素在切削加工时所产生的切削温度所带来的影响。 潘勇吴志慧 重庆市机械高级技工学校 摘要:在金属切削加工中,切削温度是一个难以回避的重要问题,而影响切削温度的因素主要是刀具参数和被加工材料等。本文主要从切削用量、刀具几何参数、刀具磨损、工件材料等几个方面进行分析和阐述,从而了解这些因素在切削加工时所产生的切削温度所带来的影响。 关键词:切削用量几何参数刀具磨损工件材料 在金属切削的过程中刀具进行切削所消耗的功率大部分都转变为了热能。研究数据表明,切削过程中所需消耗掉的能量绝大部分都是要转换成热量的,而在这一过程中,所产生的切削热会让整个切削区域的温度逐渐地变高,进而影响到整个刀具的磨损和工件的尺寸精度并造成零件废品的出现。所以,我们对切削温度进行研究将对提高生产效率和产品质量有着重要的意义。下面就着手分析影响切削温度的主要因素。 一、切削用量对切削温度的影响 1.切削速度 切削时,我们将切削速度不断提高,这时切削温度数值会明显地上升。因为切屑在通过前刀面时高速的流出,它们之间会这个过程中发生剧烈的摩擦并随之产生大量的切削热能,如果将切削速度设定在很高的数值,就会在较短的时间范围内,因摩擦生成的热量就不能及时向切屑自身传导,而将大量切削热积聚在刀具和工件上,使它们之间相接触位置的切削温度极大地升高。 2.进给量 当我们增大进给量时,在一定的时间范围内金属材料的切除量将会不断地增多,这时切削热会急剧地增多,切削温度也就会不断地上升。与切削速度相比较,进给量在增大时,切削温度不会随着幅度值的升高而显著提高很多。 3.背吃刀量 研究表明,在切削用量中背吃刀量在切削时对切削温度的影响是非常小的。因为背吃刀量在增大之后,在切削区域所产生的热量虽然会成正比例的增加,但是整个切削刃的工作长度在这时会参与到切削加工中去,从而改善切削的散热条件,因此在这个过程中切削温度并不会显著地升高。 由上可知,刀具磨损和寿命受到切削温度的影响很较大,为能够有效地将切削温度控制在一定的范围内以提高刀具寿命,就需选择较大的背吃刀量和进给量,而选择一个合理的的切削速度来控制切削温度,提高刀具使用寿命,从而提升加工效率。 二、刀具几何参数对切削温度的影响 1.前角γo 切削过程中的工件的变形以及刀具之间的摩擦会因前角的大小而发生变化,当前角加大,切削温度就会降低;反之切削温度就会升高。当前角选择在20°左右时,此时切削温度的影响会小很多,原因是楔角发生变小的情况促使散热面积减小。所以刀具前角的选择将会对切削温度产生比较大的影响。 2.主偏角κr 当我们将主偏角进行加大后,这时刀具切削刃的实际工作长度就会变短,而造成切削热集中在一定的范围内;但如果刀尖角这时减小,就会使散热条件变差,造成切削温度上升。 由上可知,当增大刀具的前角,虽然可以使切屑变形加大,切屑与刀具前刀面之间的摩擦值减小,从而达到减少切削热,降低切削温度的效果。但如果前角选择过于太大,刀具自身的传导热条件也会变得很差,反而造成散热不利的情况,达不到降低切削温度的作用。而当主偏角选择较小时,切削时实际参与切削的刀刃长度就会增加,这样就能够形成利于散热的条件,从而降低切削温度。 三、刀具磨损对切削温度的影响 在切削进行到一定程度时,刀具慢慢地发生磨损,然后刀刃变钝,金属变形程度增大,此时加工刀具的后刀面在和工件相互接触处的摩擦也会大大的增加,所以,切削温度的上升往往发生在刀具磨损之后。当后刀面上的磨损量越来越大时,其上升的速度就会越来越快。我们通过试验得知,在车削加工的过程中,动态的切削温度会随着刀具的磨损增大而快速地升高。当刀具磨损较小时,动态的切削温度会随刀具的磨损而慢慢地上升,当刀具磨损程度达到一定数值时,在这个过程中会促使其动态切削温度加快上升的速度。 四、工件材料对切削温度的影响 1.当加工材料的硬度、强度数值都很高时,切削时需要消耗的功率自然就会越多,它在这时所产生的切削热也会越多,造成切削温度升高的情况出现。 2.工件材料自身的导热系数值,也会对散热产生直接且明显的影响。 3.在切削脆性材料时,比如说灰铸铁,它在切削时其金属变形的可能性很小,但从金属材料上切除的切屑会呈现出细小的崩碎形状,这样它与刀具前刀面之间产生的摩擦就会变小,故只会产生比较少的切削热,反之,切削塑性材料时产生的切削温度会比脆性材料时的温度高一些。 五、切削液对切削温度的影响 为积极改善刀具和工件之间的散热条件。在切削加工时,可以浇注一定数量的切削液来有效地降低切削温度。切削液在生产中除了能够起到冷却作用外,它还能够有效地起润滑、清洗和防生锈的作用。因此,合理使用切削液能有效地降低切削温度。 综上所述,切削用量、刀具几何参数、刀具磨损、工件材料、切削液对切削温度都会产生重要的影响,进而影响生产加工效率、产品质量以及增加加工成本。因此,在实际生产加工中,如何降低加工时的切削温度,以此来提高产品质量有着重要的现实意义。
激光表面表面处理技术及进展 摘要:激光具有巨大的技术潜力,在冶金和材料加工中发展迅速,应用广泛。激光表面处理由于其对工业和生产作出了巨大贡献,已成为飞速成长的重要加工技术领域。本文较系统地介绍了国内外激光表面处理技术的研究与应用近况,指出了这项技术今后需解决的问题。 关键字:激光;表面处理;进展 0 前言 激光的出现时近代物理学的一个重大进展。第一台激光器于60年代初问世,对激光表面热处理工艺的研究早在激光器诞生后不久就已经开始,但直到60年代末、70年代初才在热处理生产中获得应用。 激光在金属热处理方面取得成功,标志此技术的应用进人了新灼阶段。随着大功率激光器的研制成功与不断完善,这一新工艺用于汽车转向器表面处理的生产线[1]。国内经过“六五”计划的联合攻关,已在汽缸套等零部件的表面热处理上获得成功,取得了一批科研成果。随之而发展的表面涂覆(cladding),表面上釉(Glazing)及表面合金化(SurfaeeAlloing)等工艺[2]也取得了相当大的进展。与上述工艺相比较,激光表面热处理是当前比较成熟、应用比较广泛的工艺。 1 激光表面处理技术的特点[3] 1)通过选择激光波长调节激光功率等手段,能灵活地对复杂 形状工件或工件局部部位实施非接触性急热、急冷。该技术易控制处理范围,热影响区小,工件产生的残余应力及变形很小。 2)可在大气、真空及各种气氛中处理,制约条件少,且不造成 化学污染。 3)通常,激光表面处理的改性效果比普通处理方法更显著 4)激光束能量集中,密度大,速度快,效率高,成本低。 5)可缩短工艺流程,处理过程中工件可以运动,故特别适合组织自动化处理线。 6)激光束便于通过导光系统准确地输人与定位,亦能导向多个工作台,可大大提高激光的使用率和处理的效率。 7)激光表面处理尤其适用于大批量处理生产线,其成本比传统的表面热处理低。 2 激光表面相变应化(LTH) 不论激光束是如户J产生的,激光束仅是一加热金属的热源,金属经激光热处理后,一般不出现异常的治全变化。相变硬化是一种儿乎无尺寸变化而能达到冶金相变的加工技术。利用激光束可以选择小面积加热和对需要部位硬化。实现激光相变硬化有三个基本条件仁:第一,金属硬化
激光束表面改性技术 摘要:激光束表面改性技术在改善材料表面性能,提高材料使用寿命方面具有突出的优越性。它作用于材料表面使得材料的表面性能得到了明显的提高,随着研究的深入和技术的逐渐成熟,表面改性技术在工业领域中的应用越来广泛,目前进行材料表面改性的工艺有激光相变硬化、激光熔覆、激光合金化、激光非晶化、激光冲击硬化,本文就其工艺方法进行了综述。 一、引言 激光表面处理技术的研究始于20世纪60年代,但是直到20世纪70年代初研制出大功率激光器之后,激光表面处理技术才获得实际的应用。它是将现代物理学、化学、计算机、材料科学、先进制造技术等多方面的成果和知识结合起来的高新技术,用激光的高辐射亮度,高方向性,高单色性特点,以非接触性的方式加热材料表面,借助于材料表面本身传导冷却, 使金属材料表面在瞬间被加热或熔化后高速冷却,来实现其表面改性的工艺方法。 二、激光相变硬化 激光表面相变硬化又称激光淬火,它是以104~105W/cm2高能功率密度的激光束作用在工件表面,以105~106℃/s的加热速度,使受激光束作用的工件表面部位温度迅速上升到相变点以上,形成奥氏体,并通过仍处于冷却态的基体与加热区之间形成的极高的温度梯度的热传导,一旦激光停止照射,则以105℃/s的速度冷却,实现自冷淬火,形成表面相变硬化层。 三、激光熔覆 激光熔覆是采用激光束加热熔覆材料和基材表面,使所需的特殊材料熔焊于工件表面的一种新型表面改性技术。这项技术始于1974年, Gnanamuthu申请了激光熔覆一层金属于金属基体的熔覆方法专利[3]。经过二十几年的发展, 激光熔覆已成为材料表面工程领域的前沿和热门课题。影响激光熔覆的因素主要有熔覆材料的原始成分、基体材料成分、熔覆的工艺参数。激光熔覆技术示意图见图1 1.短型光束或高斯型光束 2.气动送粉 3.测量孔 4.振动器 5.粉末漏斗箱 6.二氧化碳气体激光束高频振动7样品运动 8.样品9.熔覆厚度10.熔覆层 图1激光熔覆技术示意图
影响切削用量的因素有: 机床切削用量的选择必须在机床主传动功率、进给传动功率以及主轴转速范围、进给速度范围之内。机床—刀具—工件系统的刚性是限制切削用量的重要因素。切削用量的选择应使机床—刀具—工件系统不发生较大的“振颤”。如果机床的热稳定性好,热变形小,可适当加大切削用量。 刀具刀具材料是影响切削用量的重要因素。表1是常用刀具材料的性能比较。 数控机床所用的刀具多采用可转位刀片(机夹刀片)并具有一定的寿命。机夹刀片的材料和形状尺寸必须与程序中的切削速度和进给量相适应并存入刀具参数中去。标准刀片的参数请参阅有关手册及产品样本。 表1 常用刀具材料的性能比较 工件不同的工件材料要采用与之适应的刀具材料、刀片类型,要注意到可切削性。可切削性良好的标志是,在高速切削下有效地形成切屑,同时具有较小的刀具磨损和较好的表面加工质量。较高的切削速度、较小的背吃刀量和进给量,可以获得较好的表面粗糙度。合理的恒切削速度、较小的背吃刀量和进给量可以得到较高的加工精度。 冷却液冷却液同时具有冷却和润滑作用。带走切削过程产生的切削热,降低工件、刀具、夹具和机床的温升,减少刀具与工件的摩擦和磨损,提高刀具寿命和工件表面加工质量。使用冷却液后,通常可以提高切削用量。冷却液必须定期更换,以防因其老化而腐蚀机床导轨或其他零件,特别是水溶性冷却液。
以上讲述了机床、刀具、工件、冷却液对切削用量的影响。切削用量的选择原则,下面主要论述铣削加工的切削用量选择原则。 铣削加工的切削用量包括:切削速度、进给速度、背吃刀量和侧吃刀量。从刀具耐用度出发,切削用量的选择方法是:先选择背吃刀量或侧吃刀量,其次选择进给速度,最后确定切削速度。 1.背吃刀量a p或侧吃刀量a e 背吃刀量a p为平行于铣刀轴线测量的切削层尺寸,单位为㎜。端铣时,a p为切削层深度;而圆周铣削时,为被加工表面的宽度。侧吃刀量a e为垂直于铣刀轴线测量的切削层尺寸,单位为㎜。端铣时,a e为被加工表面宽度;而圆周铣削时,a e为切削层深度,见下图。 铣削加工的切削用量图 背吃刀量或侧吃刀量的选取主要由加工余量和对表面质量的要求决定: ①当工件表面粗糙度值要求为Ra=12.5~25μm时,如果圆周铣削加工余量小于5㎜,端面铣削加工余量小于6㎜,粗铣一次进给就可以达到要求。但是在余量较大,工艺系统刚性较差或机床动力不足时,可分为两次进给完成。 ②当工件表面粗糙度值要求为R a=3.2~12.5μm时,应分为粗铣和半精铣两步进行。粗铣时背吃刀量或侧吃刀量选取同前。粗铣后留0.5~1.0㎜余量,在半精铣时切除。
影响金属切削加工表面质量的因素 机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,其加工后的表面质量直接影响被加工件的物理、化学及力学性能。产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。因此,正确地理解零件表面质量内涵,分析机械加工过程中影响加工表面质量的各种工艺因素,改善表面质量、提高产品使用性能具有重要的意义。 1. 影响机械加工表面质量的因素 1.1 机器使用性能对机械加工表面质量的影响 (1)耐磨性对表面质量的影响。一个刚加工好的摩檫副的两个接触表面之间,最初阶段在 表面粗糙的峰部触,实际接触面积远小于理论接触面积,在相互接触的部有非常大的单位应力,使实际接触面积处产生塑性变形、弹性变形和峰部之间的剪切破坏,引起严重磨损。 (2)疲劳强度对表面质量的影响。在交变载荷作用,表面粗糙度的凹谷部位容易引起应力 集中,产生疲劳纹。表面粗糙度值愈大,表面的纹痕愈深,纹底半径愈,抗疲劳破坏的能力就愈差。残余应力对零件疲劳强度的影响很大。表面层残余拉应力将使疲劳裂纹扩大,加速疲劳破坏;而表面层残余应力能够阻止疲劳裂纹的扩展,延缓疲劳破坏的产生。 (3)耐蚀性对表面质量的影响。零件的耐蚀性在很大程度上取决于表面粗糙度。表面粗糙 度值愈大,则凹谷中聚积腐蚀性物质就愈多。抗蚀性就愈差。表面层的残余拉应力会产生应力腐蚀开裂,降低零件的耐磨性,而残余压应力则能防止应力腐蚀开裂。 1.2 影响表面粗糙度的因素 (1)切削加工影响表面粗糙度的因素。①刀具几何形状的反映刀具相对于工件作进给运动时,在加工表面留下了切削层残留面积,其形状是刀具几何形状的反映。②工件材料的 性质加工塑性材料时,由刀具对金属的挤压产生了塑性变形,加之刀具迫使切屑与工件分离的撕裂作用,使表面粗糙度值加大。③切削用量加工脆性材料时,切削速度对于粗糙 度影响不大;加工塑性材料时,积屑瘤对粗糙度影响很大。 (2)磨削加工影响表面粗糙度的因素。影响磨削表面粗糙的主要因素有:砂轮的粒度、砂 轮的硬度、砂轮的修整、磨削速度、磨削径向、进给量与光磨次数、工件圆周进给速度与轴向进给量、冷却润滑液等。 1.3 影响加工表面层物理机械性能的因素
] 3[切削用量对切削力的影响比较 (陕西理工学院 机械工程学院 ) 摘 要:通过分析切削力单因素实验,探讨切削用量对切削力的影响规律; 同时讨论刀具几何参数对切削力的影响,得出一般结论;进而对比说明精密切削切削力的特殊规律。 关键词:切削变形;切削力;刀具;精密切削;规律 1.引言 金属机械加工过程中,产生的切削力直接影响工件的粗糙度和加工精度,同 时也是确定切削用量的基本参数。所以掌握切削用量对切削力的影响规律也显得重要。本文从一般切削和精密切削两个方面对切削用量对切削力的影响规律做初步探讨。 2.金属切削加工机理 金属切削加工是机械制造业中最基本的加工方法之一。金属切削加工是指在金属切削机床上使用金属切削刀具从工件表面上切除多余金属,从而获得在形状、尺寸精度及表面质量等方面都符合预定要求的加工。 2.1切削加工原理 利用刀具与工件之间的相对运动,在材料表面产生剪切变形、摩擦挤压和滑移变形,进而形成切屑。 2.2切削变形 根据金属切削实验中切削层的变形,如图1-2,可以将切削刃作用部位的切削层划分为3个变形区。 第Ⅰ变形区:剪切滑移区。该变 形区包括三个过程,分别是切削层弹 性变形、塑性变形、成为切屑。 第Ⅱ变形区:前刀面挤压摩擦区。 该变形区的金属层受到高温高压作用, 使靠近刀具前面处的金属纤维化。 第Ⅲ变形区:后刀面挤压摩擦区。 该变形区造成工件表层金属纤维化与 图1-2 切削层的变形区 加工硬化,并产生残余应力。
F x F y F z F xy F Z F 22222++=+ =] 1[3.切削力 切削力是指切削过程中作用在刀具或工件上的力,它是工件材料抵抗刀具切削所产生的阻力。 3.1切削力来源 根据切削变形的不同,切削过程中刀具会受到三种力的作用,即: (1)克服切削层弹性变形的抗力 (2)克服切削层塑性变形的抗力 (3)克服切屑对刀具前面、工件对刀具后面的摩擦力 3.2切削力的合成与分解 图2 - 2 切削力合力和分力 图2-2为车削外圆时切削力的合力与分力示意图。图中字母分别表示: N 1、F 1——作用在车刀前刀面的正压力、摩擦力 N 2、F 2——作用在车刀后刀面的正压力、摩擦力 Q 1、Q 2——N1与F 1、N 2与F 2的合力 F ——Q 1与Q 2的合力,即总切削力 一般地,为了研究方便,将总切削力F 按实际运动效果分为以下三个分力: 切削力F z ——垂直于水平面,与切削速度的方向一致,且该分力最大。 径向切削力F y ——在基面内,与进给方向垂直,沿切削深度方向,不做功,但能使工件变形或造成振动。 轴向切削力F x ——在基面内,与进给方向平行。 由图2-2可知,合力与各分力之间的关系为: 其中: k r F xy F x sin =。式中:F xy ——合力在基面上的分力。 k r F xy F y cos =
机械加工表面质量 一、判断题(正确的在题后括号内划“√”,错误的划“×”。) 1.零件的表面粗糙度值越低,疲劳强度越高。( ) 2.精密丝杠可采用冷校直方法克服其弯曲变形。( ) 3.冷校直会产生内应力。( ) 4.表面的微观几何性质主要是指表面粗糙度。( ) 5.切削加工时,进给量和切削速度对表面粗糙度的影响不大。( ) 6.零件的表面粗糙度值越低越耐磨。( ) 7.精密磨削和超精密磨削能获得低粗糙度值的加工表面。( ) 8.滚压加工是利用淬过火的滚压工具对工件表面施加压力,使其硬度增加,并使表面产生冷硬层和残余压应力,从而提高零件的承载能力和疲劳强度。 ( ) 9.滚压加工的目的主要是为了使工件表面上的凸峰填充到相邻的凹谷中,从而减小加工表面的粗糙度。 ( ) 10.表面冷作硬化程度越高,零件的耐磨性越高。 ( ) 二、单项选择题(在每小题的四个备选答案中选出一个正确的答案,并将正确答案的标号填在题干的括号内。) 1.磨削加工中,大部分切削热传给了()。 A.机床B.工件C.砂轮D.切屑 2.磨削表层裂纹是由于表面层的结果。() A.残余应力作用B.氧化C.材料成分不匀D.产生回火 3.冷态下塑性变形经常在表层产生()。 A.拉应力B.不定C.压应力D.金相组织变化 4.机械加工时,工件表面产生波纹的原因有()。 A.塑性变形B.切削过程中的振动 C.残余应力D.工件表面有裂纹 5.在切削加工时,下列哪个因素对表面粗糙度没有影响?() A.刀具几何形状B.切削用量C.工件材料D.检测方法 6.当零件表面层有残余压应力时,()表面层对腐蚀作用的敏感性。 A.降低了B.增加了C.不影响D.有时会影响 7.切削加工时,对表面粗糙度影响最大的因素一般是()。 A.刀具材料B.进给量C.切削深度D.工件材料 8.磨削用量对表面粗糙度影响最显著的因素是()。 A.工件线速度B.砂轮线速度C.进给量D.磨削深度 9.磨削表层裂纹是由于表面层()的结果。 A..残余应力作用B.氧化 C.材料成分不匀D.产生回火 三、多项选择题(在每小题的四个备选答案中,选出二至四个正确的答案,并将正确答案的标号分别填在题干的括号内。正确答案未选全或有选错的,该小题无分。) 1.机械加工时,工件表面残余应力产生的原因有()。 A.塑性变形B.表面烧伤C.切削过程中的振动D.金相组织变化 2.光整加工能够()。 A.提高加工效率B.修正位置偏差C.提高表面质量D.改善形状精度
(五)确定切削用量及基本工时 工序Ⅰ:车削端面、外圆及螺纹。本工序采用计算法确定切 削用量。 1.加工条件 工件材料:45钢正火,σb=0.60GPa 、模锻。 加工要求:粗车φ60mm 端面及φ60mm 、φ62mm 外圆, R z 200μm ;车螺纹M60×1mm 。 机床:C620-1卧式车床。 刀具:刀片材料YT15,刀杆尺寸16×25mm 2,k r =90°,γ o =15°,αo =12°,r ε=0.5mm 。 60°螺纹车刀:刀片材料:W18Cr4V 。 2.计算切削用量 (1)粗车M60×1mm 端面 1)已知毛坯长度方向的加工余量为25.17.0+-mm , 考虑7°的模锻拔模斜度,则毛坯长度方向的最大加工余量Z max =7.5mm 。但实际上,由于以后还要钻花键底孔,因此端面不必全部加工,而可以留出一个φ40mm 芯部待以后钻孔时加工掉,故此时实际端面最大加工余量可按Z max =5.5mm 考虑,分两次加工,αp =3mm 计。 长度加工公差按IT12级,取-0.46mm (人体方向)。 2)进给量f 根据《切削用量简明手册》(第3版)(以下简称 《切削手册》)表1.4。当刀杆尺寸为16mm ×25mm ,αp ≤3mm
以及工件直径为60mm 时。 f=0.5~0.7mm/r 按C620-1车床说明书(见《切削手册》表1.30)取 f =0.5mm/r 3)计算切削速度 按《切削手册》表1.27,切削速度的计算 公式为(寿命选T =60min )。 νc =ναν fy T C v x p m k ν(m/min ) 其中:C ν=242,x ν=0.15,y ν=0.35,m=0.2。修正系数 K ν见《切削手册》表1.28 ,即 K Mv =1.44,K sv =0.8,K kv =1.04,K krv =0.81,K Bv =0.97。 所以 νc =35.015.02.05.0360242 ??×1.44×0.8×1.04×0.81×0.97 =108.6(m/min ) 4)确定机床主轴转速 n s =w c d πν1000=65 6.1081000??π≈532(r/min ) 按机床说明书(见《工艺手册》表4.2-8),与532r/min 相 近的机床转速为480r/min 及600r/min 。现选取n w =600r/min 。如果选n w =480r/min ,则速度损失太大。 所以实际切削速度ν=122m/min 。 5)切削工时,按《工艺手册》表6.2-1。 l=2 4065-=12.5(mm ),l 1=2mm ,l 2=0,l 3=0
教师姓名授课形式讲授授课时数1授课日期年月日授课班级 授课项目及任务名称 第四章切削加工基础 第二节机械加工的切削参数 教学目标知识目 标 掌握切削用量的三要素。 掌握切削用量的选择原则。技能目 标 学会正确的选用切削用量。 教学重点切削运动三要素、切削用量的选择原则教学难点三要素的含义、选择原则 教学方法教学手段 借助于多媒体课件和相关动画及视频,详细教授切削运动三要素、切削用量的选择原则等基础知识。教师先通过PPT课件进行理论知识讲解,再利用相关动画和视频进行演示,让学生能够将理论知识转化成实践经验。同时学生根据所学内容,完成知识的积累,为以后的实践实训打下基础。 学时安排1.切削三要素约30分钟; 2.切削用量选择约15分钟; 教学条件多媒体设备、多媒体课件。 课外作业查阅、收集切削用量的相关资料。 检查方法随堂提问,按效果计平时成绩。 教学后记 授课主要内容
第二节机械加工的切削参数 机械加工的切削是切削进程中不可缺少的因素。主要是指切削用量要素。切削用量要素主要包括:切削速度vc、进给量f 和切削深度ap. 一、切削用量要素 切削用量要素一般是指切削用量三要素:切削速度vc、进给量f 和切削深度ap. 在切削加工时,首先选取尽可能大的切削深度,其次是尽可能大的进给量,最后确定切削速度。 1.切削速度vc 含义:是切削加工时刀具切削刃上的某一点相对于待加工表面在主运动方向上的瞬时速度。 计算: vc=πdn/1000 Vc:切削速度(m/min) d:工件待加工表面的直径(最大直径,mm) n:工件的转速(r/min) 主运动为直线时,则为直线运动速度(如刨削) 2.进给量 f 在工件或刀具的每一转或每一往复行程的时间内,刀具与工件之间沿进给运动方向的相对位移。通常用表示,单位为mm/r或mm/行程 3.背吃刀量(切削深度)ap 含义:工件待加工表面与已加工表面的垂直距离 计算 ap=(dw-dm)/2 ap:背吃刀量(mm) dw:工件待加工表面直径(mm) dm:工件已加工表面直径(mm) 二、切削用量的选择 切削三要素中影响刀具耐用度最大的是切削速度,其次是进给量,最小的是切削深度,所在,在选择切削用量时,首先选择最大的切削深度,其次是选用较大的进给量,最后是选定合理的切削速度。 另外,在选择切削用量时,应注意考虑以下因素: (1)根据零件直径、加工余量和机床、刀具精度等来选择切削用量。 (2)根据刀具材料、焊接质量和机床、刀具的刃磨条件来选择切削用量。 (3)根据各类毛坯的硬度。 任务小结 回顾本次任务所学知识,强调本节课的重点与难点,本课主要讲解切削运动三要素、切削用量的选择原则等基础知识。 学习评价 以学习过程当中学生的现场任务完成情况为基础,结合学生的课堂学习接收能力,作为计入平时成绩依据。 课后作业