关于高炉炉前操作和炮泥使用的几点认识
徐瑞图工学博士
北京瑞尔非金属材料有限公司
摘要
本文针对目前我国平均的高炉出铁次数与国际先进水平相比偏高,吨铁消耗炮泥的数量也偏大的现状,从改进炉前出铁操作和合理选择与使用炮泥两个方面提出了自己的观点。介绍了标准出铁次数,见渣系数和空炉缸操作等与出铁操作相关的概念,建议精心调节铁口开口直径,以实现最低出铁次数为目标,努力使出铁速度接近实际高炉的产铁速度。提出了针对具体的高炉没有“最好”的炮泥而只有“最适合”炮泥的观点,对于高炉如何选择炮泥的原则和如何合理地使用炮泥提出了建议。
概说
近年来,国内高炉的操作者们对于出铁厂的优化管理和改进操作的重视程度越来越高。由于大多数高炉针对渣铁沟系统与供应商签订了吨铁结算的承包协议,所以对于如何优化材质从而提高特别是主沟的通铁量,努力降低吨铁的耐材单耗方面,承包商有了尽力改进的动力,相应的技术经济指标也有了显著的进步。相对而言,对于铁口炮泥的使用和炉前操作的优化,尤其在中小高炉范围则还略显重视不足。1000m3高炉日出铁次数达到15次甚至更高者并不罕见,炮泥消耗高者可达1.5㎏/吨铁。笔者认为,目前制约炉前进一步降低出铁次数的的主要原因大致可以归纳为1.高炉设定的受铁能力不足、2.炉前与出铁有关的操作方式有待进一步改进、3.没有合理的选择和使用铁口炮泥。炉前的受铁能力与炉前的罐位,铁水罐的容量以及与炼钢的匹配关系等众多因素的有关,是高炉希望进一步降低出铁次数的先天的制约因素,本文未予详细讨论。以下主要就高炉炉前与出铁相关的操作方式和如何合理地选择和使用铁口炮泥等两个方面给出了一些自己的认识,供从事高炉操作的专家和同事们参考:
与出铁相关的操作方式
国际上有共识的最理想的出铁模式为:
●日标准出铁次数为6-8次;
●出铁过程见渣系数为100%;
●日净出铁时间尽量接近24小时;无并行出铁
●铁水和熔渣的可计算排出速度与炉内生成速度相等
●“空炉缸”操作
其中“标准出铁次数”、“见渣系数”和“空炉缸操作”略微难解,试做如下解释:
标准出铁次数
由于高炉每天的铁水产量是不一样的,所以对具体各日的出铁次数不能进行简单的比较。因此,出铁次数与定义的标准铁水产量相关。为了让不同产量的生产日之间的出铁次数能够进行比较,建立了标准出铁次数N ST的概念。可应用如下的公式:
N ST =N RE×(P ST / P RE)
其中,N ST为标准日出铁次数;而N RE为具体生产日的实际出铁次数;P RE则为具体日的实际日铁水产量;P ST为标准日铁水产量,是特定高炉的设定日产量。例如对于2580 m3的高炉,如果设定利用系数为2.5,则标准日产量为6450吨铁。这样,如果某日高炉的实际产铁量是5400吨,实际出铁次数为10次,则根据以上公式可以求得的标准出铁次数为10×(6450/5400)=11.9次,用标准出铁次数对不同生产日的出铁次数水准进行比较就更有实际意义。
见渣系数
见渣系数指的是出铁过程中的见渣时间与全程出铁时间之比。可以用如下公式表示:
I S =(1-T WS/T F)
其中,I S是见渣系数,T WS是出铁过程未见渣时间,T F则是出铁全程时间。假设高炉某次出铁从铁口打开开始出铁到堵口的时间为154分钟,铁口打开后30分钟开始来渣,则T F为154而T WS为30,根据以上公式,本次出铁的见渣系数为(1-30/154)=0.805。见渣系数越高,说明炉缸内渣铁界面距离铁口标高越近,炉内的液面标高越稳定,理想的见渣系数为尽量靠近100%。
“空炉缸”操作
渣铁出不尽是炉前操作最大的担心。习惯的思维就是选择较大的开口直径以提高出铁速度。实际上,瞬时出铁速度需要在一个合理的范围。炉缸就好似一个上下均安装了阀门的盛水容器,如果下阀门开启的比上阀门大好多,很快容器里的水就会出尽,于是每次的出水量都不会太大;只有尽量让上下两个阀门的开启度匹配,接近稳定进出,保持容器里的液位在一定标高,这样出水才是最稳定的,累计的出水量也才是最大的。而且,如果精心调整使得这个液位水平总是稳定在容器底部标高,则容器里就能总是保持着“空”的状态。也就是说,选择的开口直径应该调整渣铁流出的速度要尽量与高炉的实际生成渣铁的速度相近。还以2580m3高炉为例,假设高炉的利用系数为2.5,则每天产铁6450吨,平均产铁速度为6450/1440=4.48吨铁/分钟。实际操作选择开口直径,应以出铁速度尽可能接近或者略微大于上述的平均产铁速度为好。这样经过不断调整,最终使得渣铁的界面保持在铁口标高水平,实现稳定出铁,高炉炉缸中几乎不存铁水,保持着“空”的状态,这就是所谓的“空炉缸”操作。
在生产实践中,由于各个高炉的具体情况不尽相同,所以要都能实现上述的理想状态是不易实现的。但是所有高炉的操作都应该朝着这种理想的状态努力,都应该将努力降低日出铁次数,或者说努力增加每次出铁的出铁量作为努力的目标。
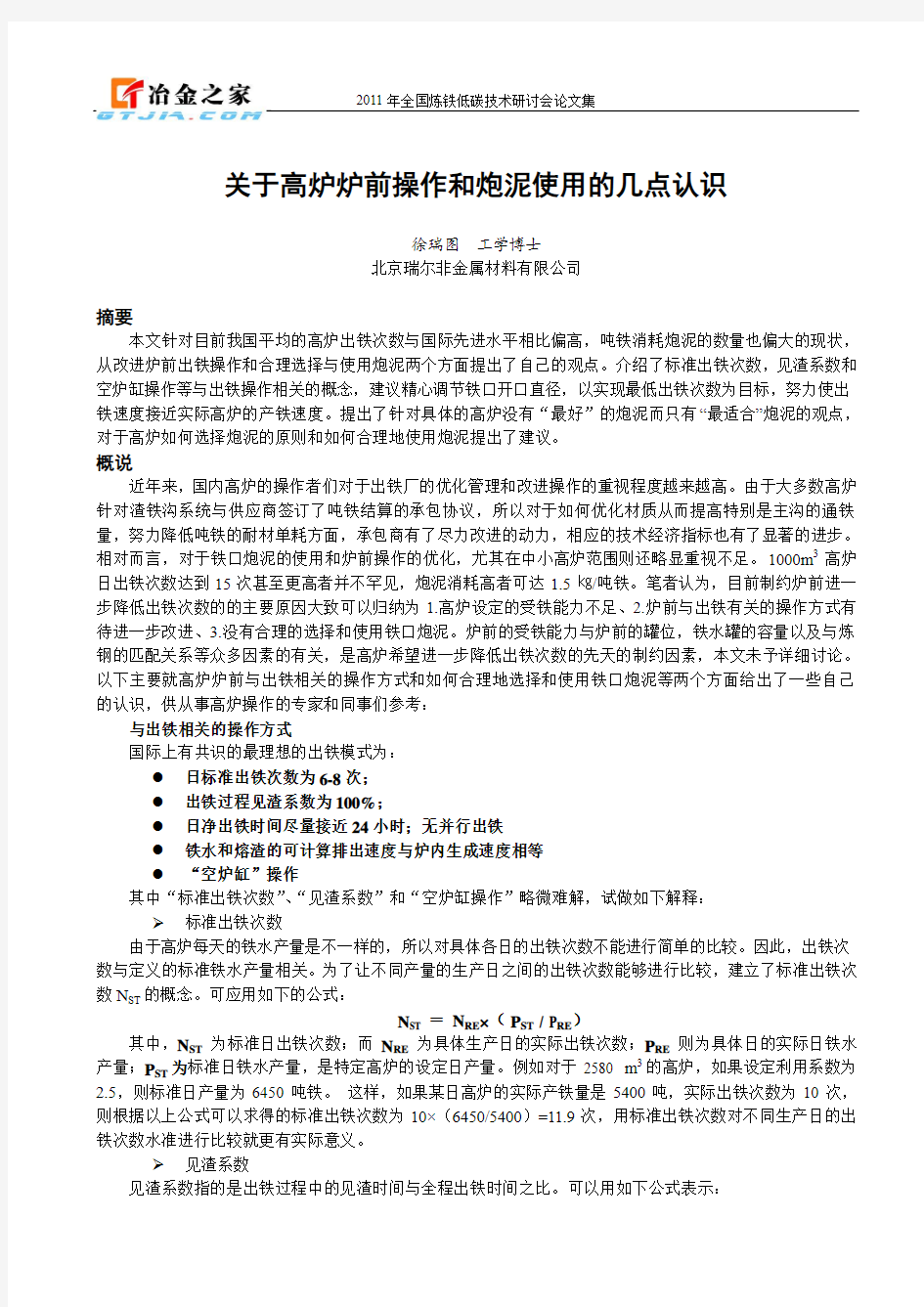
尽管不少高炉受到炉前受铁能力的制约,不能实现很低的日出铁次数,但是从目前比较普遍的情况看,适度的降低出铁次数在大多数高炉还是有着相当大的潜力。实践中需要精心调节出铁速度,努力使得出铁速度接近或者略微大于高炉的产铁速度。这就需要对铁口的直径做精细的调整。首先当然应该选择耐冲刷,扩口慢的炮泥以尽量保持铁口的有效出铁直径,也就是使得出铁的速度在可控的范围。同时要精心调节铁口开口直径大小,以实现最优的出铁速度。下图是比较流行的对不同容积高炉选择铁口开口直径的参考曲线。我国高炉的利用系数相对较高,所以选择开口直径可能应比这略高。
要实现对开口直径的精细调节,炉前需要备有系列化的优质开口钻头。目前一般炉前用的钻头直径的可选择范围均不大,建议应该增加调节区间的密度。以2500m3高炉为例,上图建议的钻头直径为50mm左右,建议炉前应准备由40mm到60mm区间的钻头,直径间隔最好为2.5mm,(即准备40.0,42.5,45.0,47.5,50.0,52.5,55.0,57.5,60.0等系列钻头)。另一方面,应该选用优质的高效开口钻头,否则,由于开口能力不足,会制约优质炮泥的使用;同时由于开口的实际直径会由于开口过程的扩张而比原定直径有了不可估计的增大,使得所有的对开口直径的控制均失去意义。
合理选择与使用堵口炮泥
近年来高炉管理者们把节约耗材成本工作抓得越来越紧,为降低生产成本做出了贡献。但是,同时至少在部分高炉也出现了过度偏重降低采购价格而不够重视耐材质量的现象。尤其是对于铁口炮泥这样的传统认为十分简单廉价的产品,从心理上还接受不了如今的单价也上升到了大几千元甚至近万元一吨的水平。其实如果将1.5㎏/吨铁的炮泥消耗降低至0.5kg/吨铁的水平,则即使炮泥单价为9000元/吨, 如果一吨能够顶三吨使用,单价也就相当于3000元/吨了。更为重要的是,稳定的出铁制度将为高炉的稳定顺行提供有力的保证。所以对于炮泥的选择,从经济的角度考虑,似乎应该结合使用效果做综合分析而不应简单考虑炮泥单价的高低。从改进高炉操作、有利高炉稳定顺行的角度出发,选用适合的优质的炮泥是合理的。
事实上,能够放之四海而皆准的所谓的“最好”炮泥是不存在的。对于特定高炉而言,炮泥的适用性与其炉前设备装备水平和操作者的操作习惯紧密相关。所以,从这个意义上说,炮泥只有“最适合”而没有“最好”可言。而“最适合”的炮泥是需要根据高炉的具体情况而专门设计和调整的。一般而论,对于特定高炉选用炮泥,应该经过适应性使用和调整的阶段,要求炮泥的制造商为任何其不熟悉的高炉设计和提供炮泥而要求其“一炮打响”是十分不容易的。这大概也是为何有些高炉期望用简单的招标方式采购炮泥而不容易获得好效果的原因之一。
结合特定高炉的具体情况,对于“最适合”炮泥的选择和合理地使用一般应该考虑以下的因素: 炮泥具有适合的的塑性,易于被顺利打入铁口
炮泥的塑性应该根据炉前泥炮的最大打泥压力而进行调节。一般而言,炮泥塑性应该调节到使用泥炮最大打泥压力的80%到90%可以将炮泥顺利打入铁口。假设泥炮的最大打泥压力为300㎏(30Mpa),则炮泥供应商应调节炮泥的马夏值使其满足使用240-270㎏(24-27Mpa)的打泥压力可将炮泥顺利打入铁口,该马夏值对应的就是该高炉比较“适合”的炮泥塑性。不应该过分追求炮泥容易打入,生产中应该尽量使用泥炮最大打泥压力的85%左右的压力打泥,因为炮泥被打入铁口时被施加的压力越大,炮泥在铁口内的密实度就越大,相应的抗铁水侵蚀的能力也就越好,出铁的时间就可以越长。那种认为打泥压力大了会导致开口困难的观点是不对的。
炮泥具有快速烧结性,减少泥炮的“压炮”时间
优质炮泥中由于配入了超微粉,可以使炮泥具有良好的快速烧结性能。一般将“压炮”时间控制在20分钟之内是完全可能的。特别是对于单铁口出铁的高炉,这就意味着堵口以后20分钟左右就可以再次开口出铁。同时,缩短“压炮”时间对泥炮也提供了有效的保护。
易开口
开口的难易主要由炮泥的特性决定,同时开口钻头的质量和开口机的冷却能力也扮演着十分重要的角色。优质炮泥通过调整炮泥的级配和加入有利于开口的添加剂,可以获得较好的开口性能。但是,炉前用于开口的钻头的质量却往往是参差不齐的,特别是钻头镶嵌的合金往往形状各异,其与钻头本体连接的牢固程度也各不相同。国外高炉对于开口钻头的使用相当重视,下图给出了他们常用的钻头照片。由图可见,这些钻头在开口机的有效冷却下,既具有良好“排屑”功能,又具有“锋利”的开口能力。
铁口深度稳定,形成稳定泥包
稳定的铁口深度是安全出铁的保证,前提是要在铁口的炉缸内侧形成体积和形状均稳定的“泥包”。稳定的泥包还可以有效地保护铁口区的炉衬材料,是高炉实现长寿的有效手段之一。泥包的稳定性与选用的炮泥的特性有关,通过增加某些添加剂的含量,可以有利于铁口的延伸和泥包形状的恢复;另一方面,它也与每次打泥的量相关。显然,在一定范围之内,打入的泥量大将有利于铁口的延伸和泥包的生长,但是这有一个“度”的问题,一次打入的泥太多,超出了泥包生长的需要,多余的泥会被压入炉缸,形成下次出铁时喷溅的源泉;打入太多炮泥还会导致泥包过度向炉内生长,既会影响炉缸内铁水的流动,孤立伸入炉缸内的泥包在铁水的冲刷下也极易折断,从而导致铁口渗铁“见红”,后果是后续的“开口”变得十分困难。所以,实践中适度控制打泥量,尽量形成“扁平”式的“泥包”,使其紧贴在炉缸侧壁之上,控制铁口深度在比耐材的“铁口深度”增加400-500mm的水平,这样既可保证安全的铁口深度,也形成了形状稳定的泥包。
无喷溅
尤其是在高炉开炉初期,铁口打开后有10-15分钟的喷溅是正常的。这与炮泥的质量无关。但是如果喷溅总是维持在15分钟以上,则所选的炮泥需要改进。一般的说是由于炮泥的级配不合理,导致加入炮泥的结合剂太多的缘故。通常改善“喷溅”容易引出开口困难的新问题,它们经常是一对矛盾,但是经过精心的平衡是可以“双全”的。如果铁口反复出现长时间喷溅,则是铁口通道中存在大量的裂纹和气体通道所致,这时需要采用专门的“治喷炮泥”对铁口进行治理。若干实践证明,这样的治理大都是卓有成效的。经过止喷治理后再换用经过调整后的炮泥,铁口的喷溅就治愈了。
炮泥有优异的耐渣铁侵蚀性,实现长时间出铁
具有优异的耐渣铁侵蚀能力是对铁口炮泥的最基础要求。好的抗渣铁侵蚀能力可以有效地保持良好的铁口形状,使铁溜浑圆不散,铁口扩口缓慢,从而显著地延长出铁时间。这主要是通过改进炮泥的质量而实现的。需要指出的是,对于抗铁水侵蚀能力和抗熔渣侵蚀的能力是需要分别考虑的。铁水的侵蚀主要是物理性的磨损,而渣的侵蚀则以化学侵蚀为主。所以当生产中出现铁口扩口太快,出铁时间过短的现象时,需要分析导致该现象出现的原因。这时对于“见渣系数”的分析会提供有益的信息。尤其是在“见渣系数”不高的情况下,通常如果开始出铁后马上铁口就扩得很快显然是炮泥的抗铁水侵蚀能力不够;而出现开始“憋着”,渣一来立即将口拉开时则明显需要改进炮泥的抗渣性。
笔者的认识:
综上所述,笔者提出如下认识,以供专家们指正:
尽可能降低高炉每日出铁的次数,增加单次出铁量是高炉稳定生产的需要,也是降低吨铁炮泥单耗,提高炉前经济效益的需要,更是减少材料消耗,节约资源,“绿色”炼铁的需要,应该将
其作为高炉炉前操作的重要努力目标。
要实现这一目标,合理地选择和使用“最适合”的优质炮泥是关键。炮泥的合理选择与使用,需要综合考虑诸多的因素。合理地选择与使用炮泥,可以获得打泥顺利、开口容易、没有喷溅、
铁口稳定和出铁时间延长的优化结果,为实现上述的降低每日出铁次数的目标奠定基础。
附录:
下表列出了马钢A#高炉(4000m3)和2#高炉(2500m3)从2008年至2011年(其中2011年仅为前两个月的平均数据)使用瑞尔公司生产的403系列和306系列炮泥的实际使用结果。表中数据为全年的平均值。由表中数据可见:
A# 高炉的见渣系数接近90%,虽然还有继续升高的空间,但是已经是目前国内高炉操作的较好水平。全年日均出铁为9次,其中包括了高炉生产不正常期间的数据,日常生产一般出铁在8次左右。铁口深度稳定在3.8米,炮泥消耗全年平均低于0.3kg/吨铁。
2# 高炉09年曾经达到了全年日出铁次数7.5次的水平,意味着有相当多的操作日出铁次数达到6次水平。可见只要各方面的条件具备,实现日出铁6次的目标不是可望而不可及的。10年由于高炉生产不太顺利,所以数据较09年要差些。总体上也实现了出铁次数11次,炮泥消耗为0.35kg/吨铁。
第24卷第5期2005年10月 髂钦 IRONMAKING V01.24,No.5 0ctober2005高炉铁口操作与维护 孟巍郑文玉刘明祥于君成 (北台钢铁集团有限责任公司)(新疆八一钢铁集团有限责任公司)(承德钢铁集团有限公司)(三峡工业设计研究院) 摘要对高炉铁口操作和维护中的若干问题进行分析。认为提高铁口深度合格率是高炉铁口操作与维护的关键,一要控制好铁口的角度、深度、直线度、口径准确度、正点率、出铁均匀率;二要选择合理的开口机、泥炮、钻头和钻杆;三要确保炮泥质量。 关键词高炉铁口铁口深度合格率开口机 1概述 高炉铁口区域是炉缸内最薄弱环节之一,科学合理地维护好铁口是炉前操作的重要工作。近年来,随着我国高炉大型化、现代化进程加快,冶炼强度的提高,给炉前操作提出了许多新要求。笔者认为,高炉铁口的操作与维护,首先,要完成好7项炉前操作指标——即铁口深度,角度,直线度,孔道均匀度,出铁正点率,放净渣、铁,出铁均匀率;其次,要使用结构先进的泥炮和开口机,并能科学合理地操作,匹配合理的钻头钻杆,定期更换修补泥套;第三,确保炮泥质量。只要满足上述要求,高炉铁口的操作与维护就能提高到一个新水平,这对降低铁口维护量,提高炉前工作效率,降低生产成本以及延长炉底炉缸寿命都是十分有利的。 2提高铁口深度合格率 炉前7项操作指标中,最重要的是铁口深度合格率。铁口深度合格率是铁口深度合格次数与实际出铁次数之比。影响铁口深度合格率的原因很多,客观分析主要有以下几个方面。 2.1铁口深度 合理的铁口深度是出净渣、铁的有效保障。铁口深度是指铁口至泥包外壳的实际厚度。要保证有效铁口深度要做好以下几点:①要稳定铁口角度;②有渣口的高炉要放净上渣;③要保证铁口(孔道)直线度;④要稳定打泥时间,保证打泥量,防止漏泥跑泥;⑤提高炮泥质量;⑥选择结构合理的泥炮、开口机;⑦要提高炉前工操作维护水平;⑧科学合理地配置钻头钻杆。合理的铁口深度一般是炉缸原内衬加炉壳厚度的1.2~1.5倍。1J。不同容积高炉对铁口深度要求也不同(见表1)。 表1300—1500m3高炉铁口深度 2.2铁口角度 铁口角度与泥包形成的位置有直接关系,位置不定,深度不准。尤其目前使用单连杆无轨开口机的高炉,铁口的角度实际是假想角度,对准铁口的一瞬间是一个设定的度数,当钻进到一定的深度,角度就逐渐变大,特别是遇到夹铁、夹渣、泥包断层面时,最后的实际角度甚至超过19。,这样的随意“角度”泥包形成的上下左右位置和理论设计位置相差甚远,很难保证合理的铁口深度。所以每次打泥都要对不稳定的旧铁口孔道进行修补,同时又要在新的位置产生新的泥包。长期以来修补后的旧孔道与新孔道炮泥烧结性差,加之孔道不标准,一受到渣铁的冲刷和侵蚀、铁口坍塌,铁口孔道就变得不规则,铁口变大,这样极容易造成铁口烧穿,严重时会出现跑大流、喷焦,不尽快进行修补会导致铁口冷壁烧穿。因此,我们提倡选择使用有轨式开口机或斜座转臂式开口机、斜座液压泥炮,这样结构的开口机、泥炮开堵铁口“稳、准、快”。 2.3放净渣铁 强调出铁均匀率的同时,要强调放净渣铁,渣铁出不净,堵口炮泥出现漂浮,使铁口连续过浅,同时增加了出渣量。由于孔道不规范,在打泥过程中铁口的修补量过大,影响炮泥的流速,使新泥包壳产生裂纹,泥包减薄,深度达不到要求,孔道变大,控制不住铁水流速,容易出现卡焦、跑焦现象。 ?43? 万方数据万方数据
高炉优化操作与低碳 生产
高炉优化操作与低碳生产 朱仁良,王天球,王训富 (宝山钢铁股份有限公司炼铁厂,上海 200941) 摘要:宝钢炼铁以“最优化炼铁企业”为目标,在外部条件劣化的背景下,始终围绕高炉的稳定顺行为基本方针,通过加强高炉的原燃料管理,不断优化操作制度,实现了高炉合理的煤气流分布和较高的煤气利用率。通过采用干法除尘装备、纯水密闭循环冷却工艺以及改善TRT、热风炉余热回收等节能设备的节能效果,高炉的燃料比和能耗不断下降,实现高炉的低碳生产。 关键词:高炉;操作;低碳;生产 当前钢铁工业正进入“高成本、低盈利”的微利时代,宝钢炼铁以业界最优为目标,通过自身不断技术创新和结构优化,逐步形成低能耗、低成本的炼铁技术。近年来,在原燃料条件不断劣化的背景下,宝钢高炉操作始终以稳定顺行为基本方针,所有工序围绕着这个中心,以实现整个炼铁工序的优质、低耗、高产、长寿、环保的低碳生产。宝钢高炉通过不断优化操作制度以降低高炉燃料比,高炉炼铁燃料比创历史最低水平,通过新技术新工艺降低高炉能源介质的消耗,从而实现了高炉的低碳生产。 1 宝钢高炉优化操作的思路 1.1 强化原燃料管理 1.1.1 严格遵循原燃料管理标准 “七分原料,三分操作”,说明大高炉对原燃料的依赖性很强,高炉各项操作制度的基础是建立在一定的原燃料条件上的。 近年来,宝钢原燃料质量和性能呈下降趋势,见表1,主要体现在: ①烧结比下降,使用高温冶金性能相对较差的酸性球团; ②球团矿的品种多; ③焦炭的灰分上升等。这些都对高炉的稳定顺行带来负面影响。为此,宝钢炼铁严格按照宝钢高炉原燃料管理的标准,对原燃料质量、筛网、装入变更和现场实物质量等进行管理,同时对以往用料的经验进行梳理,如对入炉碱金属含量的控制等,尽量减少原燃料对炉况的影响。 1.1.2 在原燃料条件劣化背景下的精料方针 精料方针是高炉稳定顺行的根本,也是提升高炉冶炼技术水平的基础。虽然目前的原燃料状况劣化,但宝钢始终坚持精料方针,针对目前原燃料的特点,通过强化现场管理、
铁口岗位安全操作规程示 范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
铁口岗位安全操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.上岗前必须穿戴好劳动保护用品,禁止酒后上岗。 2.出铁前确认铁口、主沟、小坑、沙坝是否做好,铁水 包是否对正出铁嘴。 3.出铁时必须走过桥,严禁横跨大沟、渣沟,通知非工 作人员离开铁口,正面不准站人,小沟嘴不准站人。 4.接触铁水的工具必须烤干,防止放炮。 5.用氧气烤铁口时,氧气管必须拧紧防止倒火。 6.严禁用氧气管捅铁口,防止铁水倒流伤人。 7.捅铁口时必须避开铁口正面,防止铁口大喷伤人。 8.严禁潮湿铁口出铁,发现铁口潮湿必须烤干后再出。 9.开铁口钎子长度要大于3.5米。 10.使用氧气和煤气烘烤大沟、铁水撇渣器时要有专人
看管。 11.用钢钎捅铁口时要注意后面有无行人及障碍物,打锤时禁止带手套,锤头运动范围外一米不得站人(把钎人除外)禁止往炉台下投杂物。 12.用氧气烧铁口时,手不准握胶管与铁管结合处。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
关于高炉出铁口泥包形成与维护方面的研究 高新运贾广顺杜敏庆李丙来肖海龙 (济钢集团有限公司炼铁厂,济南 250101) 摘 要本文通过长期的炉前操作实践,结合具体感受认识,着重进行了高炉铁口(即高炉出铁口)泥包形成原理以及打泥操作控制和合理打泥量计算方法进行了研究,同时也对一些基本概念进行了定义,但没有涉及炮泥质量和炮泥成分等问题,单纯旨在提高炉前操作人员基本知识水平和操作技能,引导炉前操作人员在保证铁口合理深度前提下节约使用炮泥,降低炉前生产成本,减少环境污染。 关键词 高炉铁口泥包打泥量 Research of Maintenancing on the Clay Pack Used in Iron Notch of BF Gao Xinyun Jia Guangshun Du Minqing Li Binglai Xiao Hailong (Ironmaking plant of Jigang Group Co., Ltd., Jinan, 250101) Abstract The emphasis on the iron notch the clay pack in principle, operator control and a reasonable amount calculated in the field of study, does not involve the quality and the composition of the gunmud, to improve the operating personnel basic knowledge and skills and improve the operating personnel to ensure the proper depth of the economy in the use of the gunmud and reduce the production costs and reduce environmental pollution. Key words iron notch, clay pack, the mud volume 1 引言 业内人士知道高炉铁口是高炉的关键部位,主导炼铁厂命运的产品——铁水都要从高炉铁口排出,铁口工作状态的好坏不仅决定炼铁厂指标和效益,而且还能够决定高炉一代炉役的长短。因此,高炉铁口的操作与维护在整个炼铁系统一直是十分重要的,也是得到各级领导高度重视的。 济钢1750m3高炉投产初期,铁口曾一度较浅,并且打开困难,为此,厂领导曾多次指示从各个方面开展研究,尽快解决铁口问题。其中有人研究泥炮质量问题,有人研究开口机问题,有人组织炉前操作人员进行实际操作探索,考虑到高炉铁口操作、维护是一个长期的、需要许多人甚至许多专业共同参与和努力才能完成课题,因此,我们选择了“高炉铁口泥包形成原理、打泥操作控制和合理打泥量计算”这三个问题进行研究,以配合实现高炉铁口的长治久安。在开展“高炉铁口泥包形成原理、打泥操作控制和合理打泥量计算”研究方面,认为首先必须与铁口操作的人员和炉前技师进行沟通、交流,并通过沟通、交流达成共识,以便于统一思想、统一认识、统一操作。考虑到沟通、交流单纯采用口头形式很难表达圆满,因为有些问题不是一句话两句话能够解释清楚的,因为凡是表达不清楚的问题,都不容易被人们接受。因此,认为要想在思想上、认识上取得一致,必须通过文字描述和图形描述的方法进行交流,这样才能使沟通和交流更便于理解,才能使沟通和交流的结果永久保留下来,才能成为上升到理论高度来认识的依据,才能实现这一领域认识上 高新运,男,高级工程师,从事炼铁技术研究。
第35卷增刊2000午9月 钢铁 IRONANDSTEEL Vo】.35,Supp】. Seplember.2000高炉喷煤与炼铁技术的未来 张寿荣毕学工 (武汉钢铁集团公司)(武汉科技大学) 摘要勾r反映煤粉燃烧卑的作用提出了一种汁算理论燃烧温度c71-j的新疗法。假定高炉生产率由液泛现象所决定.以宅钢高炉的大喷煤实践为基础.利用这种新方瞧研究了操作条件和原料条件时了-和概眼喷煤量的影响,发现极限喷煤量不足由了1.决定的,鼓眦富氯的主要作用在于政善丁高炉的液泛条件。辽i}坨r炼铁技求的未来。 关键词高接啼煤理沦燃烧温度炼铁的未米 PCI0FBLASTFURNACEANDFUTUREoFIRoNMAKINGTECHNoLoGY ZHANGShourong (WuhanIronandStedCo.) B1Xuegong (WuhawTechnologicalUniversity) ABSTRACTInorder10discribetheeffemoflheburnOUtrateofpulverizedcoal.anewca[culalionmethodoftheorilicalcombustiontemperaturehasbeenworkedOUt.hlsassumedthattheBFproductivityisdecidedbyfloodingphenomenon.BasedonthepracticesoflargeamounlofPCIofBFsatBaosteeI.theinfluencesofoperationalandrawmalerial’sconditionsonT.andfloodinghavebeensludied.ItisfoundthattheoriticalvalueofPCIisnotdecidedbyT:.Themainroleof(binrichmemistoimprovetheconditionsofBF’sflooding.Thefmureofironmakinglsdiscussedaswell. KEYWORDSBlastfurnace.pulverizedcoalinjeclion,theoritia[combustion1emperature,futureofironmaking l前言 石油危机以来世界炼铁界对高炉喷煤技术的认识不断深化。一些高炉转为全焦操作,并致力于开发喷煤技术以避免囤喷油带来的成本上涨。喷煤技术在80年代发展很快,到了80年代后期出现了】80~200kg/t的成功的喷煤实践。到了90年代,喷煤技术趋于成熟。在欧洲和日本,喷煤高炉占生产高炉的90“。 发展高炉喷煤技术减少了高炉对焦炭的依赖程度。迄今为止,在所有炼铁方法中,高炉炼铁的生产规模最大.能耗最低.效率最高,生铁质量最好,是所有其他方法都不可比拟的。但是高炉的缺点是依赖高质量的焦炭。现在,炼焦过程要求使用高配比的结焦性良好的焦煤,炼焦过程中产生的焦炉煤气是最有害的钢铁厂污染源。之所以出现如此众多的熔融还原过程并对它们进行了大规模试验研究,原因之一就是希望取消炼焦过程。高炉现在已经实现了200kg/l的喷煤量,这意味着40%以上的焦炭可以被煤粉代替,高炉对炼焦过程的依赖程度已大大减少,高炉炼铁的竞争能力也因此得到改善。这将对钢铁技术本身的发展和钢铁工业与其它材料工业的竞争能力产生重大而长远的影响。 高炉煤粉喷吹技术在中国开始得很早,但是直到90年代后期才达到200kg/t。1998年,宝钢首次成功地在一座高炉上将煤比维持在200kg/t的水平并随之在全公司推广。1999年,宝钢平均煤比207
-大型高炉炉前操作及铁口维护技术培训教材 第一部分.大型高炉铁口保持稳定的基本要素 目前国已生产和在建的大型高炉越来越多,几乎全部采用了无渣口、多铁口的设计。由于国许多企业的大型高炉都是近几年建成的,对铁口的操作及维护技术几乎从零开始。遇到的问题都很多,如:铁口深度不稳定发生频繁渗漏断裂现象、铁口深度长期浅引起侧壁升高、铁口漏煤气严重泥套无法制作、开口困难被迫采用闷炮开口引起出铁跑大流等事故。由于炉前操作的不稳定经常造成高炉减风减产、不仅对炉况影响很大而且影响到高炉的长寿。 ?高炉炉身修补技术的发展和操作控制水平的提高使高炉一代炉龄已能够达到15年以上,也有的已超过20年。由于炉缸是高炉的重要组成部分,而它的损坏必须在停炉大修时才能修补,因此现在炉缸是决定高炉长寿的最关键部位。 ?对过去几年世界围20余座高炉炉缸的破损及修补的调查表明,几乎所有的破损和修补都在出铁口周围和其下部区域。 ?实践和研究也表明,影响高炉(尤其是大型高炉)的长寿因素主要是:炉缸不断侵蚀、砖衬减薄,不能维持生产。而在高炉炉缸区域,侵蚀最严重的是铁口区域。这是因为在高炉正常生产中,大量的熔融渣铁从铁口排出,对铁口区域的砖衬冲刷、侵蚀厉害。因此铁口出渣铁作业完毕后总要通过铁口孔道打入一定的炮泥,以达到修补被侵蚀的铁口区域炉墙,达到维持一定砖衬厚度的目的。但出铁口周围比炉缸壁其他部位的条件更恶劣,因此要形成稳定的保护层更加困难,成功地维护好该保护层是高炉长寿的关键。 ? 1.影响出铁口维护的因素 ?出铁口位于炉缸的下沿为长方形或圆形直孔,主要由铁口框架、保护板、铁口保护砖、泥套、流铁孔道及泥包所组成。如图1、图2 所示
高炉喷吹煤比的关键技术高炉喷吹煤粉是炼铁系统结构优化的中心环节,是国内外高炉炼铁技术发展的大趋势,也是我国钢铁工业发展的三大重要技术路线之一,所以,我们应当努力提高喷煤比。 高炉喷煤的重大意义 1减少炼焦过程对环境的污染。高炉喷煤代替焦炭,就减少了高炉炼铁对焦炭的需求。减少焦炭的需求,就可以使焦炉少生产焦炭。焦炉少生产焦炭或少建焦炉,就可以减少对环境的污染。 2缓解我国主焦煤的短缺,优化炼铁系统用能结构。炼焦配煤一般需要配50%以上的主焦煤,以满足高炉炼铁对焦炭质量方面的要求。喷吹煤粉的煤种广泛,可以不使用主焦煤。这就缓解了我国主焦煤的短缺,同时也降低了炼铁系统的购煤成本。 3高炉喷煤可以实现结构节能。2006年我国重点钢铁企业焦化工序能耗为123.41kgce/t,喷煤的制粉和喷吹所需的能耗在20~35kgce/t。高炉每喷吹1t煤粉,就可以产生炼铁系统用能结构节约lOOkgce/t的效果。 4高炉喷煤可降低炼铁系统的投资。据统计,国外建设喷煤车间的投资是焦化厂单位投资的25%~30%,转换为冶金焦的单位投资是30%~40%;中国喷煤车间的单位投资是焦化厂建设单位投资的12%~16%,为冶金焦部分投资的15%~20%。所以,在新建
和扩容高炉时,喷煤车间必须同步实施,这样会有较大的经济效益。 5煤粉代替焦炭会有巨大的经济效益。目前,焦炭和煤粉的每吨价差在400~500元。一个年产400万t的炼铁企业,如果喷煤比在130kg/t,就可以年喷吹52万t煤粉,代替的等量的焦炭,可以产生年降低208~260万元的炼铁成本。 6提高企业劳动生产率,降低生产运行费。喷煤车间的员工人数和生产运行费用要比焦化厂少,这样就可以产生因高炉喷煤而提高钢铁企业劳动生产率、障低生产运行费用的效果。 我国喷煤水平发展不平衡,与国际先进水平尚有差距 据统计,2006年我国大中型钢铁企业高炉喷煤比135kg/t,比上年度提高llkg/t,全年重点钢铁企业喷煤总量为4046万t,创出我国历史最好水平。2006年全国有9个企业喷煤比超过150kg /t,他们是:宝钢股份207、长治188、武钢179、石钢160、新兴铸管159、江阴兴澄155、邢台155、天铁154和韶关151。 我国炼铁企业喷煤技术发展不平衡,2006年在全国重点钢铁企业之中尚有一个企业没有喷煤,还有7个企业年平均喷煤比低于 l00kgce/t。我国高炉喷煤水平与国际先进水平尚有较大差距,国际领先的高炉喷煤比是266kg/t,宝钢也曾达到过260kg/t的水平。国际先进水平的喷煤比为180~200kg/t。 《中国钢铁工业科学与技术发展指南2006~2020年》中提出了高炉喷煤指标:2006~2010年全国重点钢铁企业喷煤量≥160kg
本文是我根据我的上传的上一个文库资料继续修改的,以前那个因自己也没有吃透,没有条理性,现在这个是我在基本掌握高炉冶炼的知识之后再次整理的,比上次更具有系统性。同时也增加了一些图片,增加大家的感性认识。希望本文对你有所帮助。 本次将高炉炼铁工艺流程分为以下几部分: 一、高炉炼铁工艺流程详解 二、高炉炼铁原理 三、高炉冶炼主要工艺设备简介 四、高炉炼铁用的原料 附:高炉炉本体主要组成部分介绍以及高炉操作知识 工艺设备相见文库文档:
一、高炉炼铁工艺流程详解 高炉炼铁工艺流程详图如下图所示:
二、高炉炼铁原理 炼铁过程实质上是将铁从其自然形态——矿石等含铁化合物中还原出来的过程。 炼铁方法主要有高炉法、 直接还原法、熔融还原法等,其 原理是矿石在特定的气氛中(还 原物质CO、H2、C;适宜温度 等)通过物化反应获取还原后的 生铁。生铁除了少部分用于铸造 外,绝大部分是作为炼钢原料。 高炉炼铁是现代炼铁的主 要方法,钢铁生产中的重要环节。 这种方法是由古代竖炉炼铁发展、改进而成的。尽管世界各国研究发展了很多新的炼铁法,但由于高炉炼铁技术经济指标良好,工艺简单,生产量大,劳动生产率高,能耗低,这种方法生产的铁仍占世界铁总产量的95%以上。 炼铁工艺是是将含铁原料(烧结矿、球团矿或铁矿)、燃料(焦炭、煤粉等)及其它辅助原料(石灰石、白云石、锰矿等)按一定比例自高炉炉顶装入高炉,并由热风炉在高炉下部沿炉周的风口向高炉内鼓入热风助焦炭燃烧(有的高炉也喷吹煤粉、重油、天然气等辅助燃料),在高温下焦炭中的碳同鼓入空气中的氧燃烧生成的一氧
化碳和氢气。原料、燃料随着炉内熔炼等过程的进行而下降,在炉料下降和上升的煤气相遇,先后发生传热、还原、熔化、脱炭作用而生成生铁,铁矿石原料中的杂质与加入炉内的熔剂相结合而成渣,炉底铁水间断地放出装入铁水罐,送往炼钢厂。同时产生高炉煤气,炉渣两种副产品,高炉渣铁主要矿石中不还原的杂质和石灰石等熔剂结合生成,自渣口排出后,经水淬处理后全部作为水泥生产原料;产生的煤气从炉顶导出,经除尘后,作为热风炉、加热炉、焦炉、锅炉等的燃料。炼铁工艺流程和主要排污节点见上图。
高炉铁口岗位安全作业 应知应会手册 」、“应知”部分 (一)岗位名称及作业任务
(二)危险介质理化特性及主要技术参数
(三)岗位主要危险源点情况 作业活动危险有害因素事故类型风险等级 设备点检、维护、开口操作、更换开铁口钎子、卸钎子等作业煤气泄漏中毒二级操作不挡,工具烘烤状况爆炸二级进入铁口区域作业,确认泄漏煤气点燃 中毒/窒息 二级操作不挡,喷溅铁口烫伤 二级 烘烤铁口,操作不细烧伤二级更换开铁口钎子不挡拉伤三级捅铁口不挡烫伤三级在走梯、平台上滑倒、平台栏杆损坏摔伤四级铁沟高温辐射灼烫四级临时线路漏电触电四级煤气区域救助伤员时防护不当中毒 四级烧铁口工具确认烧伤三级 (一)作业程序及异常状态处置措施 1、出铁水作业程序 (1)开口机操作 1、开口前检查开口机是否能运转正常,并装好风钻,启动液压泵 2、按规定铁口角度对准中心线钻铁口,先用风钻分次逐步钻进,钻入500-600mm 后换钢钎子,钻开铁口后,要迅速退回开口机,并关液压泵,拆下钎子及钎尾 3、发现铁口内有铁时改用钎子打或氧气烧铁口,严禁用钻头钻,以防钻头损坏 开铁口操作的要点是:无论铁口深浅,都要烘烤干,其中还要注意开口钎子铲的大小和铁口的潮湿状况。 (2)堵铁口操作铁口出现喷溅状况敲钟堵铁口。依次是清理铁口两侧的喷溅杂物,拿起手锤敲钟操作,通知泥炮工堵铁口,通知主控室出铁完毕,打开冷却水阀门,打水冷却开口机设备 堵铁口操作的要点是:无论铁口状况如何,铁口两侧杂物必须清理干净2、异常状 态处置措施
(1)开口机设备损坏的紧急处置 1.1通知通知主控室;通知检修跟班人员 1.2确认开口机损坏部位,通知点检人员准备好损坏部位的备件和物品,以便赢取更换时间; 1.3接到更换备件时间短,不影响正常出铁点,及时联系可以适当延迟出铁时间。1.4接到更换备件时间长,及时组织炉前人员迅速做好人工开铁口准备。 1.5准备好大锤、长度2 米的开口钎子 1.6钎子一头对准铁口部位,一头用大锤轮流敲打钎子 1.7开到铁口深度差不多的时候,用圆钢将铁口捅开(2)铁口漏的紧急处置 2.1铁口漏铁时及时用泥炮堵住铁口,出铁时铁口大喷 2.2铁口是否出净渣铁,是铁口深度一个指标 2.3铁口孔道直径、铁口孔道的工作状态是出铁正点率的一个指标 (二)处理异常失控状态应当采取的应急措施 1、出铁口难开事故应急处置 1.1原因 1.1.1炮泥过硬,强度大。 1.1.2渣铁未出净,带铁堵口时夹杂渣铁、焦炭。 1.1.3炉缸不活跃,铁口过深2、现场应急处置措施 2.1措施 2.1.1使用质量合格的炮泥。 2.1.2出净渣铁,铁口适当喷射。 2.1.3适当减少打泥量,备有长钎子。 2.1.4用氧气烧开出铁口。 2、铁口连续过浅事故应急处置 2.1原因 2.1.1渣铁未出净,炉缸内积存大量渣铁。 2.1.2开口操作不当,铁口孔道过大。 2.1.3“闷炮”开口操作。 2.1.4潮铁口出铁。 2.1.5炮泥质量差。 2.1.6下渣量大,渣流把铁口拉浅。 2.1.7打泥量少(包括大量跑泥)
第一章炉前设备 第一节开口机 一、开口机技术操作规程 1、转臂回转由液控阀1操纵,工作时将阀推至“工作”档,开口机转至工作位置,推动液控阀2,油缸伸出,机架倾动,挂上钩。 2、将阀3推至“前进”档,使进给马达带动行走小车慢速向前,当钻头抵住炉口前,推动阀4、阀5至“工作”档,使CHY1000A 型开铁口机同时产生冲击和回转动作,打开吹灰气阀,使灰渣排除。 3、当行走小车向前碰到前缓冲器挡块时(现在铁口还有100-200mm未打开)把阀3拉到“退回”档,行走小车快速退回,同时把阀 4、阀5,拉至“停止”档,开铁口机将停止工作,关闭吹灰气阀。 4、当钻杆完全从铁口中退出后,推动液控阀2,油缸回缩,机架倾动,脱钩;拉动阀1至“避让”档,开口机退回至休息位置。 至此,开口机的工作差不多完全结束。本规程严格规定:“不许用开口机直接打开铁口放出铁水”,应该先用开口机打到一定深度(一般距出铁还有100-200mm),然后把开口机退出,在用
吹氧或其它钎杆捅开铁口,放出铁水。 技术参数:液压油:兰稠46号抗磨液压油
二、开口机设备维护规程 1、安装和更换零部件时,除确保元件本身清洁外,必须严格操纵各开路处,防止在结合时污染杂质的侵入,确保整个系统不受污染。 2、定期加注润滑油或润滑脂。 润滑周期表 3、常用备件 倾动油缸(φ100×φ45×110)1根钻杆、钻头、振打杆若干件 回转油缸(φ160×φ90×340)1根滚动轴承各2套 冲击回转开口机(CHY1000A)2台链条
1套 给进液压马达1台各操纵阀各1件 4、第一次安装使用的开铁口机和油马达,2个月后要清洗一次,以后每季度清洗一次。(有关CHY1000A、CHY2000开口机和J6K-490型油马达的使用维护参见其专用讲明书)。 三、开口机设备检修规程 1、检修前必须执行停电挂牌制度。 2、更换打击机时,先拆下管路托架和各连接管路,再拆下后缓冲器,拆下前后链接头,从轨梁的后部抽出打击机,即可更换。 3、推进驱动装置检修时,先拆下前后链接头,拉住链条,并启动液压马达将链条抽出,再拆下油管,拆下压板螺栓即可将推进驱动装置从推进轨梁上卸下。 4、检修完毕,将现场清理洁净。 第二节泥炮机 一、泥炮技术操作规程 操作人员上岗前先阅读讲明书,了解和熟悉液压泥炮的结构,动作原理和操作要领。
高炉铁口日常深度控制探讨 铁口是高炉铁水流出的孔道,由铁口框、保护板、泥套和铁口砖通道组成。铁口区域是环境比较恶劣的地方,受高温铁水冲刷、开眼机、泥炮振动以及焖炮作业时的破坏,加之铁口角度的变化,开炉不久铁口通道内异型砖就被侵蚀掉,只有泥套泥来替代,好在泥套泥可以即破坏即补充能够始终保持铁口通道的完好,但是如果受损的铁口通道没有被及时补上或连续过浅,则会给铁口造成致命的损害。 ?一、铁口深度与炉口维护的关系 ????铁口深度的确定是根据炉墙厚度而定的,正常的铁口深度应比铁口区域炉墙厚度大1/3—1/4,要使泥包超出炉墙,这样才能经常地保护铁口区域炉墙不受侵蚀破坏。 ????铁口排出大量的铁水的炉渣在这个过程中,铁口受到炉内炽热液态渣铁冲刷,高温煤气燃烧冲刷等影响,直接造成铁口泥包和铁口孔道二损坏,经堵口打入新泥,损坏二泥包,孔道得到补充。 ????所以,炉前操作中对铁口维护是一件非常重要的工作,铁口过浅轻者出铁卡焦炭,“跑大流”被迫高炉改常压放风,破坏炉内顺行;重则发生堵不住铁口,渣铁场放炮,烧坏铁道,如果铁口长期过浅,或铁口孔道不正,再导致烧环铁口区域二冷板,发生铁口爆炸等恶性事故,然而铁口过深也不是好现象,会出现铁口难开或出现潮泥,造成铁口的大量喷溅,出铁的不均匀性,导致排不尽渣铁,而影响炉况的顺行。
????二、操作中应注意以下几点? ????为保持正常的铁口深度,除了有质量好的炮泥,性能良好的设备条件外,操作也受到多方面的影响 ?1、风量、风压的影响?? ????炮泥在铁口孔道内一边受到泥炮的推力,另一边受到高炉内压力,而使炮泥变得密实,当风压较高时,炮泥在前进的过程受到的阻力也较大,打泥速度会变慢,如果在打泥过程中仍然按时间来计算深度,那么在同样的时间内,此时铁口深度会较浅,但这时,新泥和旧泥连接较好,打炉内的泥及时地形成喇叭状而贴在炉墙上,所以在风压,风量较大时,打泥时间相应控制应长一些。反之,当风压、风量较低时,泥炮的推力一定而炉内压力减小,必然出现吐泥速度的增加,打泥时间保持不变时,则会造成大量炮泥在炉内堆积,造成铁过深,如新泥没有受到来自炉内足够的压力,而使新旧泥之间不能良好地结合,出现断裂,开铁口时有漏铁、漏渣的现象,这种情况一方面应调整泥炮压力,另一方面适当减少打泥量。 ????2、炉温和渣碱度的影响?? ????炉温和渣碱度较高时,渣铁粒度较大,流动性不好对铁口孔道的冲刷较小孔道大小在出铁前后变化不大,孔道内的容泥量较少,在铁口浓度不变情况下,所需泥量较少,打泥时间应适当控制。?? ????相反,当炉温和渣碱度较低时,渣铁流动性好,对铁口孔道的冲刷会大一些,另外在渣铁流动性好时,打入炉内的泥会被渣铁漂走一部分,所以在炉温和渣碱度较
本次将高炉炼铁工艺流程分为以下几部分: 一、高炉炼铁工艺流程详解 二、高炉炼铁原理 三、高炉冶炼主要工艺设备简介 四、高炉炼铁用的原料 附:高炉炉本体主要组成部分介绍以及高炉操作知识 工艺设备相见文库文档: 一、高炉炼铁工艺流程详解 高炉炼铁工艺流程详图如下图所示:
炼铁过程实质上是将铁从其自然形态——矿石等含铁化合物中还原出来的过程。 炼铁方法主要有高炉法、直
接还原法、熔融还原法等,其原理是矿石在特定的气氛中(还原物质CO、H2、C;适宜温度等)通过物化反应获取还原后的生铁。生铁除了少部分用于铸造外,绝大部分是作为炼钢原料。 高炉炼铁是现代炼铁的主要方法,钢铁生产中的重要环节。这种方法是由古代竖炉炼铁发展、改进而成的。尽管世界各国研究发展了很多新的炼铁法,但由于高炉炼铁技术经济指标良好,工艺简单,生产量大,劳动生产率高,能耗低,这种方法生产的铁仍占世界铁总产量的95%以上。 炼铁工艺是是将含铁原料(烧结矿、球团矿或铁矿)、燃料(焦炭、煤粉等)及其它辅助原料(石灰石、白云石、锰矿等)按一定比例自高炉炉顶装入高炉,并由热风炉在高炉下部沿炉周的风口向高炉内鼓入热风助焦炭燃烧(有的高炉也喷吹煤粉、重油、天然气等辅助燃料),在高温下焦炭中的碳同鼓入空气中的氧燃烧生成的一氧化碳和氢气。原料、燃料随着炉内熔炼等过程的进行而下降,在炉料下降和上升的煤气相遇,先后发生传热、还原、熔化、脱炭作用而生成生铁,铁矿石原料中的杂质与加入炉内的熔剂相结合而成渣,炉底铁水间断地放出装入铁水罐,送往炼钢厂。同时产生高炉煤气,炉渣两种副产品,高炉渣铁主要矿石中不还原的杂质和石灰石等熔剂结合生成,自渣口排出后,经水淬处理后全部作为水泥生产原料;产生的煤气从炉顶导出,经除尘后,作为热风炉、加热炉、焦炉、锅炉等的燃料。炼铁工艺流程和主要排污节点见上图。
铁口操作手法 一、开口有潮气时会突然喷出黄烟,应及时把开口机停到原位不动,稍等片刻再退之,让铁口自然烘烤5分钟左右,再继续开口,堵口要依据上炉打泥量,适当减泥,以确保下炉开口无潮泥。 开口机停在原位的目的是压住潮泥,不会随着开口机退出而潮泥,黄烟跟出。当钻至铁口正常深度2/3时有硬壳,一定要有防止冒黄烟的意识,一旦冲开硬壳,可能就喷黄烟。 二、如遇铁口正常,实际铁量与理论相差多时应让工长通知调度及时配罐,在上炉堵口30分钟内打开铁口,钻杆宽度一定要放窄,相对延长出铁时间,把理论计算铁量放出,如见风按理论还有30吨以上未排出,可以考虑二次开口,打泥量要以正常的1/3为准,堵口15分钟退炮,各岗位做好出铁准备即可开口出铁。 三、铁口深度正常,且不断,不难开口时,可钻至快开口时,适当延长一定时间(不超过5分钟),利于铁口孔道自然烘烤,提高其强度。 四、如遇铁口断时 1.开口应用大于60MM钻杆钻至铁口正常深度1/3,然后再更换适当的钻杆(各高炉 以自己的出铁控制时间而定,一般45MM或35MM左右),最好一次钻漏,更换钻杆前严禁用风管吹铁口,防止渗铁。如遇断铁口,可用平头钻杆直接冲击(不旋转)开口,也可用适当大于正常钻杆直径的大杠或钻杆冲击铁口,也可以用氧气烧后即可用钻杆钻开。 2.如遇铁口断层厚,强度高,冲击不开也烧不开时,可清理干净泥套,上炮,以填满 铁口通道泥量为准,等15分钟后退炮再开口,铁口最好选用一根打好合适宽度的钻杆一次钻漏,中间不停。 3.如遇铁口断层不太厚,但也冲击不开并有小铁流时,可选用闷炮开铁口,清干净泥 套,适当打泥以封住口后即可退炮,把铁流唑出。以上方法使用前必须有防止跑大流的意识,特别要检查蔽渣器是否正常,其它各部位是否档好方可实施出铁。 4.如遇频繁断铁口也采用多打泥,让铁口有适当潮泥,但又不会冒黄烟为准,并用一 根钻杆一次钻漏;也可以减少打泥量,以填满铁口孔为准,也不用泥量补充泥包,让原泥包通过出铁与孔道脱离,然后再多打泥,使铁口形成新泥包。铁口操作应按每班一个周期操作,适当增,减泥量,经常不断更替泥包,使泥包保持一定强度,减少断铁口次数。 五、如遇铁口不好开时,采用延长退炮时间,将正常堵口15分钟后退炮,改为下炉铁前退炮,然后装泥开铁口,通过延长退炮时间,可延缓炮泥烧结强度,使开口顺利。 烧铁口点火可用铁水,也可用无水炮泥放到泥包处当沥青使用。 铁口操作的关键在于操作工的操作意识,要随铁口工作状况的变化而转变,进而不断调整操作手法,适应当前铁口工作,稳定炉况减少消耗,降低工人劳动强度。
高炉炼铁生产工艺流程简介 导读]:高炉炼铁生产是冶金(钢铁)工业最主要的环节。高炉冶炼是把铁矿石还原成生铁的连续生产过程。铁矿石、焦炭和熔剂等固体原料按规定配料比由炉顶装料装置分批送入 高炉,并使炉喉料面保持一定的高度。焦炭和矿石在炉内形成交替分层结构。矿石料在下降过程中逐步被还原、熔化成铁和渣,聚集在炉缸中,定期从铁口、渣口放出。高炉生产是连续进行的。一代高炉(从开炉到大修停炉为一代)能连续生产几年到十几年。本专题将详细介绍高炉炼铁生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。【发表建议】 高炉冶炼目的:将矿石中的铁元素提取出来,生产出来的主要产品为铁水。付产品有:水渣、矿渣棉和高炉煤气等。 高炉冶炼原理简介: 高炉生产是连续进行的。一代高炉(从开炉到大修停炉为一代)能连续生产几年到十几年。生产时,从炉顶(一般炉
顶是由料钟与料斗组成,现代化高炉是钟阀炉顶和无料钟炉顶)不断地装入铁矿石、焦炭、熔剂,从高炉下部的风口吹进热风(1000~1300摄氏度),喷入油、煤或天然气等燃料。装入高炉中的铁矿石,主要是铁和氧的化合物。在高温下,焦炭中和喷吹物中的碳及碳燃烧生成的一氧化碳将铁矿石 中的氧夺取出来,得到铁,这个过程叫做还原。铁矿石通过还原反应炼出生铁,铁水从出铁口放出。铁矿石中的脉石、焦炭及喷吹物中的灰分与加入炉内的石灰石等熔剂结合生 成炉渣,从出铁口和出渣口分别排出。煤气从炉顶导出,经除尘后,作为工业用煤气。现代化高炉还可以利用炉顶的高压,用导出的部分煤气发电。 :高炉冶炼工艺流程简图 [高炉工艺]高炉冶炼过程: 高炉冶炼是把铁矿石还原成生铁的连续生产过程。铁矿石、焦炭和熔剂等固体原料按规定配料比由炉顶装料装置分批 送入高炉,并使炉喉料面保持一定的高度。焦炭和矿石在炉内形成交替分层结构。矿石料在下降过程中逐步被还原、熔化成铁和渣,聚集在炉缸中,定期从铁口、渣口放出。
高炉操作作业指导 书 1
2500m3高炉操作作业指导书 1 目的适用范围 按照高炉分厂生产计划根据作业区制定方针操作高炉,完成各项指标及产量,及时处理突发事故。 本作业指导书适用于炼铁分公司高炉分厂2500m3高炉作业区。 2 引用标准和术语 2.1术语 焦比:冶炼一吨生铁所消耗的焦炭量。 煤比:冶炼一吨生铁所消耗的煤量。 燃料比:冶炼一吨铁所耗的燃料总量。 冶炼强度:每昼夜每立方有效容积所消耗的焦炭吨数。 利用系数:每昼夜生产的标准生铁/高炉有效容积(吨/立方米.日) 合格率:合格铁质量与规定时间内的总质量之比。 休风率:高炉休风时间/规定工作时间*100% 入炉焦比:干焦耗用量(吨)/合格生铁产量(吨) 矿焦比:矿石批重与焦炭批重之比。 风口前理论燃烧温度:假定风口前焦炭燃烧放出的热量全部用来加热燃烧产物,这时所能达到的最高温度。 装料制度:对炉料装入炉内的方式方法的有关规定。 物理热:炉缸温度可用铁水温度表示,一般为1480~1520℃。 化学热:用生铁含Si量来表示。 装料顺序:焦炭和矿石入炉的先后次序。
休风:高炉在生产过程中因检修、处理故障或其它原因,必须中断生产,停止向高炉送风。 料批:按照装料顺序将矿焦放入炉内的一个循环。 批重:一批料的质量。 料线:从探尺零位到料面的距离。 低料线:高炉用料不能及时加入炉内,致使高炉实际料线比规定料线低0.5m或更低时,即为底料线。 二元碱度:CaO与SiO2的比值。 三元碱度:CaO+Mgo与SiO2的比值。 α角:指无料钟炉顶布料溜槽径向上下倾动的角度。 β角:指无料钟炉顶布料溜槽360度圆周旋转的角度。 γ角:指无料钟炉顶下料闸开关的角度。 溜槽转速ω:指无料钟炉顶布料溜槽每分钟旋转的圈数。 探尺零位:以炉喉钢砖上沿定为探尺零位。 定点布料:炉子截面某点发生管道或过吹时,操作时溜槽倾角和定点方位由人工手动控制的布料方式。 环形布料:随着溜槽倾角的改变,可将焦炭和矿石分布在距离中心不同的部位上,借以调整边缘或中心的煤气分布,又可做单、双、多环形布料方式。 高炉炉型:高炉内工作的空间形状。 设计炉型:高炉按蓝图设计的空间形状。 3
高炉操作 第1章 高炉冶炼的特点 1.1 高炉冶炼的根本任务 把铁矿石冶炼成合格生铁是高炉冶炼的根本任务。 高炉冶炼过程是在密闭的竖炉内进行,经历一个极为复杂的物理化学的反应过程,实质上冶炼过程基本上是氧的传输与热的交换过程。铁矿石在炉内不断下降,随着温度的升高氧化铁逐渐失氧而被还原、熔化,其他元素的还原,最终冶炼成合格铁。 1.2 高炉日常操作 1.2.1 日常操作 新建或大修后的高炉开始操作称为点火,完全停止高炉的操作称为停风。 装料是把焦炭和矿石按规定的方式分层装入,让炉料落到根据探尺判断的预定落点;装入一组料称做一批,以控制气流分布为主要目;确定一次的装入量,有定焦批重装入法和定矿石批重装入法,其他的量根据燃料比的变动而改变。 出铁作业单铁口高炉每1~2h一次,有渣口的高炉出渣作业也在每次出铁作业前进行,出渣过程中见渣中带铁或跑风既停止,无渣口的高炉出渣作业通过铁口随出铁一起进行。大型高炉出铁作业基本是连续的,间隔只有5~10min,出渣作业也是通过铁口随出铁一起进行。 高炉操作中把出铁温度、铁水含硅量、铁水含硫量、渣的成分组成、送风压力、流量、炉料下降情况、炉顶煤气成分等作为重要指标来判定炉况,作为调节炉况的依据。 1.2.2 炼铁单耗和产品 生产lt铁所需要的原料称做炼铁单耗,它因原料质量和操作方法的不同而变化。 炼铁的产品为铁水,副产品为炉渣、煤气、炉尘(瓦斯灰)。 1.3 高炉冶炼的工艺特点 高炉生产工艺与其他冶金工艺过程比较,具有以下几大特点: (1)生产过程的连续性 (2)生产过程中炉料与煤气相对运动
(3)高炉炼铁反应在密闭的容器中进行 (4)庞大的生产体系与巨大的生产能力 1.4 高炉操作 高炉工长的技术操作水平应该表现在: (1)能及时掌握炉况波动的因素,准确地把握外界条件的变化; (2)能尽早知道炉况不稳定的原因; (3)在错综复杂的矛盾中抓住主要矛盾,对炉况做出及时、正确的判断; (4)及早采取恰当的调节措施,具有处理炉况波动的方法与手段,能控制炉况变化的规律。 上述水平来源于长期的生产实践,日常细心与准确的观察,只有对炉况变化的情况明白,才能处理正确,效果显著。 1.5 高炉的关键部分 1.5.1 软熔带结构与作用 矿焦层装的高炉,软熔带结构也是层状的。一层矿石一层焦炭,矿焦相间,其形状受等温线分布的影响。 作用:高炉内软熔带起煤气分布器作用。 从目前研究结果看,煤气流的分布状态受下列因素影响而变化:
操作规程编号:LX-FS-A47180 高炉炼铁铁口工安全技术操作规程 标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
高炉炼铁铁口工安全技术操作规程 标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1、上岗前穿戴好劳保用品,不得擅自离岗。 2、确认铁口主沟、小坑、大沟是否烤干。 3、出铁时严禁横跨渣铁沟,需跨越时必需经过活动过桥,铁口正面不许站人,下渣沟嘴旁不准站人。 4、接触铁水工具必须烤热。 5、用氧气烧铁口时,应采用脱脂耐高压胶管,胶管长度不应小于30米,氧管长度不能小于3米,且10米内不应有接头。胶管与吹氧铁管联结一定要严密、紧固,注意倒火,严禁用铁管捅铁口。放
本文是我根据我的上传的上一个文库资料继续修改的, 以前那个因自己也没有吃透,没有条理性,现在这个是我在 基本掌握高炉冶炼的知识之后再次整理的, 比上次更具有系 统性。同时也增加了一些图片,增加大家的感性认识。希望 本文对你有所帮助。 本次将高炉炼铁工艺流程分为以下几部分: 一、高炉炼铁工艺流程详解 二、 高炉炼铁原理 三、 高炉冶炼主要工艺设备简介 四、高炉炼铁用的原料 附:高炉炉本体主要组成部分介绍以及高炉操作知识 工艺设备相见文库文档: 料舛调控阀 炉喉 ?-50012 炉身外壳 炉身< 耐火硅层 ,炉体支杂 炉 /热风管 -140012 环炉热风管 炉腹 -180012 其风咀 一出查口 、高炉炼铁工艺流程详解 高炉炼铁工艺流程详图如下图所示: --- ----- _ _ _ _ _ ---------------------------------------------------- 皆被机 炼钢 煤气清洗 -------- *废水沉淀分隅 早. J I ____ n ___ _□ i 煤气管网 ■ 注*凸策段诊均户咬哽R }jr rp : / / y^j Hyj j 1 9 u 12 LbJ D 小 5□ ;返矿畋带机] 粉1、 阳t ___________ 〔揪尘等) 制煤粉设番 卜一札收带机 十?尘〔乱料系统} 炉顶彼压站、沏滑站 炉顶高压操作设备 均排压设施 炉顶检修设俯 矿石中间漏斗 I ------- 1 I 豉虬机1* 热说炉 泥地、升口机 ttfttaa 机、炉前脱时 摆动涂嘲、炉甫胃生 高炉冷却没备、炉 换炉、燃烧控制 装置各种阀门. 缠水糟耳、余焦 回收装胃 他冥域车 戡水城车 除尘暴 冲渣 |、财法 消水分用 水沧在 热水泉房 土冷却修
相关主题
文本预览