
第二章转杯纺纱(棉纺手册P687-775)
第一节转杯纺纱的技术特点与机械结构
一、技术特点
转杯纺纱是通过高速回转的转杯及杯内负压完成纤维输送、凝聚、并合、加捻成纱的一种新型纺纱方法(属于自由端纺纱范畴)。现代转杯纺纱机都是通过分梳辊将喂入条子分梳成连续不断的纤维并随气流均匀地输入转杯,由引纱卷绕机构将转杯纺的纱引出并卷绕成纱筒。转杯纺纱使加捻与卷绕分开,解决了高速和大卷装间的矛盾。
转杯纺纱的原料以棉为主,还包括化纤、毛、麻、丝等。废棉和再生纤维在转杯纺纱厂里也可使用。
转杯纺纱与传统的环锭纺纱相比,具有高速高产、大卷装、缩短工序、改善劳动条件、使用原料广泛、成纱均匀、结杂少、耐磨和染色性能好等特点。因此,转杯纺纱是目前技术上最成熟、应用面最广、经济效益十分显著的一种新型纺纱方法。
二、机械结构和纺纱流程
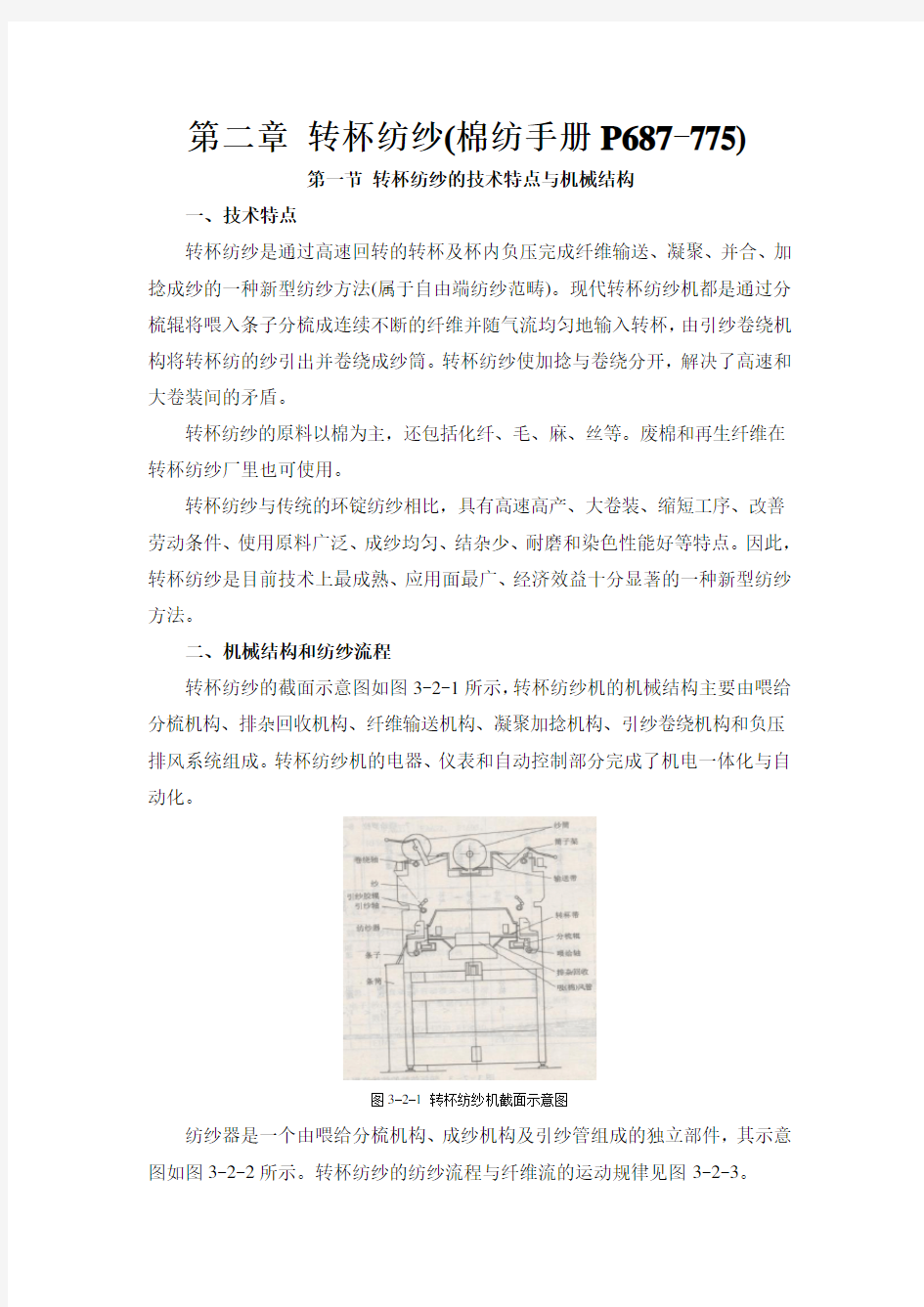
转杯纺纱的截面示意图如图3-2-1所示,转杯纺纱机的机械结构主要由喂给分梳机构、排杂回收机构、纤维输送机构、凝聚加捻机构、引纱卷绕机构和负压排风系统组成。转杯纺纱机的电器、仪表和自动控制部分完成了机电一体化与自动化。
图3-2-1 转杯纺纱机截面示意图
纺纱器是一个由喂给分梳机构、成纱机构及引纱管组成的独立部件,其示意图如图3-2-2所示。转杯纺纱的纺纱流程与纤维流的运动规律见图3-2-3。
图3-2-2 纺纱器示意图
1—转杯2—分梳辊3—排杂区4—假捻盘5—阻捻器6—输纤通道
7—喂给罗拉8—喂给板9—引纱管10—可调补气阀
图3-2-3 转杯纺纱的纺纱流程与纤维流的运动规律
V1—条子喂给线速度V2—分梳辊线速度V3—输纤通道入口速度V4—输纤通道出口线速度V5—转杯滑移面线速度V6—转杯凝聚槽线速度V7—纱剥离点线速度V7—V6—纱剥离点相对转杯的线速度V8—引纱线速度V9—卷绕线速度
三、转杯纺纱机的分类
1.按转杯内负压的形式分类
转杯可分为两类,排气式转杯(如图3-2-4)和抽气式转杯(如图3-2-5)。排气式是在转杯上自身打有排气孔(一般是8个),回转时类似离心风扇的作用,在转杯内产生负压;抽气式是转杯自身无排气孔,依靠外界抽气在转杯上口与罩盖之
间抽吸,产生转杯内负压。
2、按转杯与分梳辊的装置方式分类(表3-2-1)
图3-2-4 排气式转杯图3-2-5 抽气式转杯
表3-2-1 按转杯与分梳辊的装配分类
3.按转杯纺纱机的自动化程度分类(表3-2-2)
表3-2-2 转杯纺纱机的自动化程度分类
四、机器传动图及速度变换
各种转杯纺纱机的传动方式都有各自的特点,工艺计算可参照机器的的产品说明书进行。图3-2-6所示为F1604型的传动图。
图3-2-6 F1604转杯纺纱机的传动图1.转杯转速(表3-2-3)
表3-2-3 F1604转杯转速的调节范围
2.分梳辊转速(表3-2-4)
表3-2-4 F1604分梳辊转速的调节范围
3.齿型带与齿轮(表3-2-5)
表3-2-5 F1604齿型带与齿轮的变换
4.其他喂给罗拉、引纱罗拉一般都可通过车头速度显示器进行无极调速;
牵伸倍数也可显示或推算;卷绕角有些设备是通过更换齿轮调节,大部
分国产设备(例如F1604)都是固定的。
第二节转杯纺纱机主要型号与性能
一、国内转杯纺纱机主要机型的发展
山西经纬纺机长从1972年起,先后生产过CW1、CW2、A591、FA601、FA601A、BD200SN、F1603等型,2002年起生产F1604、F1605等型。上海地区自1975年起到1996年有闯新、沪东、新型纺中心及二纺机先后生产过AN9、SQ1、SQ1A、CR1、CQ2等型号的转杯纺纱机。天津地区自1975年到1994年生产过TQF3型和TQF4型,西安远东生产过FA611型,江苏通州生产过CR1型,石家庄纺研所与川江于1977年起生产过JA029、ZZF168、FA621等型,2002年起川江生产FA621BH型和FA622型,现在还有山西福晋(FA601A、F1603、
FA608等型)、榆次贝斯特(BS603、BS613、BS/D2等型)、浙江泰坦(TQ168型、TQ268型)、浙江日发(RFRS10型、RFRS20型)、浙江精工(JFA231型)等公司相继推出各自的转杯纺纱机。
二、国内转杯纺纱机主要机型的技术特征(表3-2-6)
表3-2-6 国内转杯纺纱机主要机型的技术特征
续表
三、国外转杯纺纱机主要机型的发展
苏拉?捷克公司(其前身为捷克Elitex公司)从1967年以来,生产的机型为BD200M、BD200R、BD200RC(RCE、RN)、BD200S(SCE、SN)、BD-SD、BDA10(N)、BD-D1、BD-D2、BDA20、BD-D30,2002年后生产的机型为BD-D310、BD-D320、BD-D321、BD330;立达?捷克公司(其前身为捷克Basetex公司)现在生产的机型为BT902、BT903、BT905。
德国赐来福公司从1979年开始研制全自动化转杯纺纱机以来,生产的机型为Autocoro192、Autocoro216、Autocoro240、Autocoro288;赐来福公司被苏拉集团兼并后,现在生产的机型为Autocoro312和Autocoro360。
瑞士立达公司(包括兼并的德国Ingorstat公司)从20世纪70年代以来,生产过RU11(02、03)、RU04、M1/1、M2/1、RU14、R1、R20等机型,现在生产的是R40型。
除此以外,原苏联、意大利、日本、英国、德国、瑞士、美国、比利时、印度等国的其他纺机公司都研制过转杯纺纱机。现在意大利萨维奥公司的FRS型转杯纺纱机仍占有一定的国际市场;日本丰田公司在20世纪70~80年代制造的BS型、HS型转杯纺纱机在我国也有一定的数量;德国青泽公司、SKF公司分别制造过ZINSER342型、SKF型;英国Platt公司制造过T883型、T887型;法国SACM公司推出过SACM-300型。
四、国外转杯纺纱机主要机型的技术特征(表3-2-7)
表3-2-7国外转杯纺纱机主要机型的技术特征
第三节转杯纱的结构与特性
一、转杯纱的结构
1.转杯纱中纤维的排列形态(表3-2-8、3-2-7)
表3-2-8转杯纱中纤维的排列形态与环锭纱对比示例
注不同转杯纺纱器及不同的工艺参数所纺出转杯的质量不同,因而转杯纱中各种纤维的排列形态所占的比例也不相同。
图3-2-7 转杯纱中各种纤维排列形态
纤维排列形态的说明(自上而下)
第1根:圆锥形螺旋形纤维第2根:圆柱形螺旋形纤维第3根:两端折后弯钩纤维第4根:前折圆柱形纤维第5根:后弯钩中间打圈纤维第6根:之间打圈后弯曲第7根:两端折中间打圈纤维第8根:两端折中间打圈后弯钩纤维第9根:前打圈之间打圈纤维第10根:对折纤维第11根:打圈纤维第12根:两端前后打圈纤维第13根:外包缠绕纤维第14根:平直纤维
圆锥形螺旋形和圆柱形螺旋形是承担纱强力的主要规则纤维,环锭纱中占80%左右,而转杯纱中占30%左右。
2.转杯纱中纤维的转移程度转杯纱中纤维的转移程度是衡量纤维在纱中所处位置的一个指标,与成纱强力的关系十分密切。转杯纱的纤维转移程度低于环锭纱,这是造成转杯纱强力低于环锭纱的一个原因。
3.转杯纱的缠绕纤维转杯纺纱纺出转杯纱表面会有一部分缠绕纤维,缠绕纤维的长短和松紧不一,如图3-2-8所示。转杯纱的缠绕纤维数量和缠绕情况与所纺原料、纺纱机构和工艺参数等因素有关。
图3-2-8 转杯纱表面缠绕纤维情况
4.转杯纱截面内捻回的分布转杯纱的捻回具有分层结构的特点,纱截面内捻回并不相同,而是由外层向内层呈逐渐增加的分布规律。
二、转杯纱的特性
1.转杯纱的物理机械性能(表3-2-9)
表3-2-9 转杯纱与环锭纱的物理机械性能对比
2.条干、棉结杂质数、捻度方面的特征
(1)条干:转杯纱与环锭纱的黑板条干基本接近,但电子条干均匀度测得的CV值,转杯纱一般要优于环锭纱。
(2)棉结杂质数:转杯纱的棉结杂质总数要少于环锭纱30%~40%。如果采用加强除杂效能的前纺设备和有排杂装置的转杯纺纱机,转杯纱的棉结、杂质总数更少。
(3)捻度:转杯纱由于结构不同,要保证获得必要的强力必须增加转杯纱的捻度,一般比环锭纱高20%左右,因此转杯纱的手感比较粗硬。近代新型转杯纱机采取假捻、阻捻作用后,捻度可与环锭纱接近。
(4)其他:转杯纱密度小、较蓬松,因此吸色性、渗透性都优于环锭纱。
3.对后工序和最终纺织品的影响
(1)由于转杯纱的均匀度好、强不匀低、纱疵少,后工序可降低断头率,提高生产率。
(2)转杯纱的筒子纱长度相对环锭的管纱要长得多,因此成纱接头少,张力均匀。
(3)转杯纱条干均匀、结杂少,使染色、漂白均匀。
(4)转杯纱可节约燃料,纺织品染色深;转杯的并合效应使纱中纤维混合均匀,纺织品的色调差异小。
4.转杯纱的后处理转杯纱由于捻度多,捻缩现象有时较为严重;转杯纱的人工或半自动接头的接头纱疵危害性较大。因此,有时候可以对转杯纱做下列方式的后处理,以满足后工序的要求。
(1)汽蒸定捻工艺:如果减少转杯纱的捻缩,可将转杯纱筒放入汽蒸锅,其要求是真空度3kPa,蒸汽压力10kPa,锅内温度60~65℃,蒸汽时间13~40min。
(2)再络筒工艺:普通或半自动转杯纱机生产的纱筒如要减少接头纱疵及特大纱疵对后工序的不利影响,可以经络筒机倒筒一次,并采用适合转杯纱的喷气的喷气捻接器。但经过络筒机后一般会使纱的毛羽增加,条干均匀度略有恶化。
(3)上蜡工艺:在转杯纺纱机引纱罗拉后面,可配置上蜡装置,使转杯纱上蜡。蜡块转动方式有积极主动式和消极被动式两种,前者上蜡较为均匀,但机构复杂些。也有采用再络筒工艺的厂家在络筒机上配置上蜡工艺。
转杯纺纱技术的现状与发展趋势 姜同学 (青岛大学200 级纺织工程,山东青岛266071) 摘要 本文对转杯纺的机理,分梳辊、假捻盘、阻捻器等器件的发展以及纺杯纺产品的开发进行了分析,对我国的转杯纺发展存在的主要问题进行了总结,并展望了转杯纺纱未来的发展方向。 关键词:转杯纺;原理;转杯纺产品;现状;发展方向 加英文题目 ABSTRACT The article analyzes principles of rotor spinning, development of spinning component such as opening roll, navel, etc., and development of products of rotor spinning. It also points out main problems of rotor spinning development in China and outlooks the prospect and orientation of rotor spinning in the future. Keywords: rotor spinning, principle, products, research status, orientation 应加作者简介 作者简介格式: 作者简介:姜同学(1990.6----),男,本科在读,青岛大学2009级学生,学习纺织工程专业。 1.转杯纺纱技术的现状 自由端纺纱技术在纺纱机理中不同于环锭纺纱技术,生产出的产品因其独特的纱线结构和用途,越来越被市场所认可。转杯纺技术是新型自由端纺纱技术中最成熟、发展最快的一种。目前,转杯纺无论是从技术上还是设备方面都有了很大的发展和完善,并且仍在不断地进步,从而使转杯纺的生产效率、产品质量均有了迅速提高,同时,也大大拓宽了转杯纺的应用领域。
转杯纺纱机纺纱原理及适纺原料 来源:中国纺机网发布时间:2011年05月13日 转杯纺纱机纺纱原理及适纺原料 一、纺纱原理 转杯纺纱机无论是自排风式还是抽气式,其纺纱原理均为内离心式,即纺杯高速旋转,纺杯内便产生离心力,离心力可使从分梳腔转移到纺杯内的棉纤维产生凝聚而成为纤维环(须条),须条被加捻以后便成为纱条,纱条被引出纺杯后,棉纤维又在纺杯凝聚形成新的纤维环,以达到连续纺纱的目的。自排风式纺纱原理如图1—13所示,抽气式纺纱原理如图1—14所示。 目前,我国运转生产的转杯纺纱机绝大多数为自排风式机型,纺纱机上配置的多为CEⅡ型纺纱器或是在CEⅡ型纺纱器基础上改进的D型纺纱器,这两种型号的纺纱器基本一样,只是在密封橡胶圈和输棉通道结构上略有区别。CEⅡ型纺纱器的构造如图1—15所示,其工艺原理如图1—16所示。
喂入的棉条经给棉喇叭集束以后便进入给棉板与给棉罗拉的握持区,在压簧的作用下对给棉板产生26.5N的压力。这时由给棉罗拉把棉条按牵伸倍数需要均匀地向前输送至高速旋转的分梳辊的抓取范围。分梳辊对棉条进行开松并分解成单根纤维(单纤化过程),由于附面作用棉纤维便紧紧地附着在分梳辊齿端。当分梳辊对棉条进行分解时,原来夹裹在棉纤维中的杂质,由于质量较大(较重),其离心力亦较大,便从棉条中分离出来,如图1—16所示。杂质被分离出来后,在进入分梳腔排杂区时,借助排杂负压气流的吸引作用,通过纺纱器的排杂通道和排杂玻璃管被排到机身中部的总排杂管道中。
在自排风式转杯纺纱机中,由于高速旋转的纺杯把杯中原有的空气从底部的排气孔排出以后,纺杯内便产生负压(真空度),因纺杯的直径有大小之分,转速有快慢差别,并且又受纺纱器密封性能好坏的影响,因此,纺杯内负压高低存在着较大的差别。图1—17所示为自排风式及抽气式纺杯内的负压值。
转 杯 纺 工 艺 流 程 班级:纺织****班 姓名:******** 学号:****0051**** 日期:20**/**/**
牛仔布转杯纱36.4tex设计过程 以产品要求为基础,配置转杯纺纱的工艺设计,36.4tex纯棉转杯纺纱,设计捻系数选定361,成纱质量中档,但毛羽要少些,配棉成分中档,相关工艺计算如下: 1、转杯转速、引纱线速度、设计捻度:根据机型、纱线密度、纱的用途可选择转杯凝聚槽型、直径和转速,分别为T形槽、直径40mm、转杯转速78000r/min,也可选择选择设计捻系数为361。由此计算: 设计捻度(捻/10cm)=线密度制捻系数/√Tt =361/√36.4 = 59.8捻/10cm 修正为60捻/10cm 引纱线速度(m/min)=转杯转速/设计捻度(捻/10cm)×10 =78000÷600 =130(m/min) 2、分梳辊及其转速的选择:36.4tex纯棉纱,根据棉纺手册(第三版)中的表3-2-16和所选转杯纺纱机型,可以选择OB20或OK40齿形、直径为65mm的分梳辊,根据表3-2-19,可以选择分梳辊转速为7500r/min。 3、假捻盘与阻捻器的选择:用途要求毛羽较少、捻度适中,可选择适合40mm 转杯直径的光面KN4型的假捻盘和光面阻捻器。假如在设定捻系数条件下,断头较多,可改用沟槽少的假捻盘。 4、输纤通道和隔离盘:根据所选机型和转杯直径40mm,选择整体式输纤通道和相应的隔离盘。 5、条子定量、牵伸倍数、喂给罗拉线速度:根据机型、纱线密度48.6tex转杯纱可选择18.5g/5m 的条子定量,然后计算:
实际牵伸倍数= 条子的定量(g/5m)×200/纱的标准定量(g/1000m) =18.5×200÷48.6 = 101.6 机械牵伸倍数= 实际牵伸倍数÷牵伸系数 =101.6÷1.02 = 99.7 牵伸系数根据转杯纺落棉率、纤维损失、埝缩、卷绕张力、牵伸倍数等综合因素而定,一般在1.02~1.05之间。在本工艺设计中选择1.02 。 喂给罗拉线速度= 引纱线速度÷机械牵伸倍数 = 130÷99.7 = 1.30(m/min) 6、卷绕张力牵伸倍数、卷绕角和纱筒直径:根据机型和纱线密度,卷绕张力牵伸倍数选择1.00 ,卷绕角一般选择33°。纱筒直径一般选择250mm或300mm 。 7、给棉板及引纱皮辊加压:根据机型给棉板和引纱皮辊加压选择30N 和18N 。 29tex针织用转杯纱工艺设计如下表
一、ET380转杯纺纱机 1、生产厂家:上海淳瑞机械科技有限公司 2、参数: 转杯转速 2.5-11万转/分钟 分梳辊转速4500-10000转/分钟 引纱速度40-180米/分钟 变频器控制转杯速度、喂棉速度、引纱速度、卷绕角等均通过变频器调节 纺纱器间距230m 机器头数320-360头,每节20头 条筒尺寸标准条筒尺寸Ф400×900 卷装尺寸圆柱形筒子纱Ф300×150;锥形筒子纱(4°20′);Ф270×150 卷绕角30°--40°,在控制面板上可以调节 操作高度 1.55米 接头半自动接头 3、特点: ?纺纱器头数为360头,提供高产保障。 ?转杯支撑采用进口的直接轴承,最高转速达到11万rpm,成本低、运转可靠。 ?纺纱过程中负压稳定,成纱质量优良。 ?新型半自动接头装置,结合改进型的落筒机构,落筒时间更加准确,接头成功率在原有基础上进一步提高,接头质量优良并且稳定。 ?可选配顶级接头系统,通过系统补偿,大小纱均能具有优异的接头质量。 ?智能化管理系统,具有单头统计、效率统计、班次统计、故障统计等智能化管理功能。 ?微电脑控制和变频技术(带闭环控制),提高了机电一体化水平,工艺参数调整方便。 ?电子第三手功能,无常规第三手风机,程序实现纺纱状态下换纸管,避免再次生头,节能省工。 二、TQF268转杯纺纱机 1、生产厂家:浙江泰坦股份有限公司 2、参数:
3、特点: 1. 本机采用新型的抽气式纺纱纱器和半自动接头等多种最新技术,可使纺杯最高转速达到100000r/min; 2. 采用新型纺纱器,无需任何工具却可清洁、拆装纺纱器; 3. 卷装成型可以为平行筒子或选用锥形筒子; 4. 配有半自动接头装置,提高接头效率; 5. 配有落筒吸纱装置,在满纱落筒时产生留尾纱,使纱线可连续退绕; 6. 采用闭环控制技术及智能化电控系统,使多路变频调速系统有机配合,达到更高的控制精度; 7. 良好的操作界面,可实时监控和查看各项工艺参数; 8. 为提高成纱质量,可配置电子清纱装置(选配); 9. 可配备纱线上蜡装置(选配)。 三、HF1603转杯纺纱机 1、生产厂家:河南二纺机股份有限公司 2、特点: 能将5000-2200tex(0.2-0.45公支)的二道熟条直接纺制成100-14.7tex(10-68公支)的细纱。 大屏幕触摸屏来调整和显示工艺参数。 采用双频调速、同步带传动、PC机控制等新技术。简化了传动结构,降低了噪声,提高了机器的可靠性,操作、维修方便。 采用往复式凸轮箱导纱机构,内设防叠防塌边装置,使卷绕筒子成形良好。 配有落纱输送带,减少挡车工的劳动强度。 采用钢机架,分段整节装箱,节约在用户厂家的安装时间。 采用结构先进的纺纱器(进口或国产),排杂效果好,纺纱速度高、质量好。 四、JWF1608型转杯纺纱机 1、生产厂家:经纬纺织机械股份有限公司榆次分公司
第二章转杯纺纱(棉纺手册P687-775) 第一节转杯纺纱的技术特点与机械结构 一、技术特点 转杯纺纱是通过高速回转的转杯及杯内负压完成纤维输送、凝聚、并合、加捻成纱的一种新型纺纱方法(属于自由端纺纱范畴)。现代转杯纺纱机都是通过分梳辊将喂入条子分梳成连续不断的纤维并随气流均匀地输入转杯,由引纱卷绕机构将转杯纺的纱引出并卷绕成纱筒。转杯纺纱使加捻与卷绕分开,解决了高速和大卷装间的矛盾。 转杯纺纱的原料以棉为主,还包括化纤、毛、麻、丝等。废棉和再生纤维在转杯纺纱厂里也可使用。 转杯纺纱与传统的环锭纺纱相比,具有高速高产、大卷装、缩短工序、改善劳动条件、使用原料广泛、成纱均匀、结杂少、耐磨和染色性能好等特点。因此,转杯纺纱是目前技术上最成熟、应用面最广、经济效益十分显著的一种新型纺纱方法。 二、机械结构和纺纱流程 转杯纺纱的截面示意图如图3-2-1所示,转杯纺纱机的机械结构主要由喂给分梳机构、排杂回收机构、纤维输送机构、凝聚加捻机构、引纱卷绕机构和负压排风系统组成。转杯纺纱机的电器、仪表和自动控制部分完成了机电一体化与自动化。 图3-2-1 转杯纺纱机截面示意图 纺纱器是一个由喂给分梳机构、成纱机构及引纱管组成的独立部件,其示意图如图3-2-2所示。转杯纺纱的纺纱流程与纤维流的运动规律见图3-2-3。
图3-2-2 纺纱器示意图 1—转杯2—分梳辊3—排杂区4—假捻盘5—阻捻器6—输纤通道 7—喂给罗拉8—喂给板9—引纱管10—可调补气阀 图3-2-3 转杯纺纱的纺纱流程与纤维流的运动规律 V1—条子喂给线速度V2—分梳辊线速度V3—输纤通道入口速度V4—输纤通道出口线速度V5—转杯滑移面线速度V6—转杯凝聚槽线速度V7—纱剥离点线速度V7—V6—纱剥离点相对转杯的线速度V8—引纱线速度V9—卷绕线速度 三、转杯纺纱机的分类 1.按转杯内负压的形式分类 转杯可分为两类,排气式转杯(如图3-2-4)和抽气式转杯(如图3-2-5)。排气式是在转杯上自身打有排气孔(一般是8个),回转时类似离心风扇的作用,在转杯内产生负压;抽气式是转杯自身无排气孔,依靠外界抽气在转杯上口与罩盖之 间抽吸,产生转杯内负压。
I C S59.120.10 W93 中华人民共和国纺织行业标准 F Z/T93053 2010 代替F Z/T93053 1999 转杯纺纱机转杯 R o t o r t y p e o p e n-e n d s p i n n i n g m a c h i n e R o t o r 2010-12-29发布2011-04-01实施
前言 本标准代替F Z/T93053 1999三 本标准与F Z/T93053 1999相比,主要变化如下: 修改了标准名称,由 转杯纺转杯 改为 转杯纺纱机转杯 ; 增加了产品示意图; 以工作转速60000r/m i n为界,分别规定了杯头外圆径向圆跳动二杯头端面圆跳动和转杯平衡品质等级的指标; 按表面处理的工艺规定了维氏硬度指标; 增加了转杯轴承或杯杆与杯头结合的牢固度要求; 增加了转杯轴承的要求; 删除了监督抽样检验的规定; 增加了型式试验二抽样方法二判定规则以及A二B级分级的规定三 本标准由中国纺织工业协会提出三 本标准由全国纺织机械与附件标准化技术委员会归口三 本标准起草单位:山西晋中人和纺机轴承有限公司二无锡市宏飞工贸有限公司二浙江中宝实业控股股份有限公司二衡阳纺织机械有限公司二江阴市正远气纺设备有限公司二丹阳市新兴纺机专件厂二无锡纺织机械研究所三 本标准主要起草人:侯俊卿二吉云飞二马超炯二黄喜芝二陈振刚二陈志波二张玉红三 本标准所代替标准的历次发布情况为: F Z/T93053 1999三
转杯纺纱机转杯 1范围 本标准规定了转杯纺纱机转杯的分类二要求二试验方法二检验规则及标志二包装二运输二贮存三 本标准适用于转杯纺纱机转杯(以下简称 转杯 )三 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款三凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本三凡是不注日期的引用文件,其最新版本适用于本标准三 G B/T191包装储运图示标志 G B/T1958产品几何技术规范(G P S)形状和位置公差检测规定 G B/T2828.1 2003计数抽样检验程序第1部分:按接收质量限(A Q L)检索的逐批检验抽样计划 G B/T4340.1金属材料维氏硬度试验第1部分:试验方法 G B/T6543运输包装用单瓦楞纸箱和双瓦楞纸箱 G B/T8597滚动轴承防锈包装 G B/T9239.1 2006机械振动恒态(刚性)转子平衡品质要求第1部分:规范与平衡允差的检验 F Z/T93069转杯纺纱机转杯轴承 3分类 3.1抽气式转杯 直接式,见图1;间接式,见图2三 1 杯头; 2 转杯轴承三 图1
转杯纺纱的前纺工艺与设备(谈春梅) -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
转杯纺纱的前纺工艺与设备 前言转杯纺纱可直接由条子纺成纱,制条是转杯纺纱的前纺准备工程。就制条的工艺原理及工程实际过程而言,转杯纺与环锭纺纱相比,并无原则上的区别。但因转杯纺纱机在纺纱工艺、机构及它们对成纱品质的关系等方面与环锭纺纱机有很大的差别,因而转杯纺纱对前纺条子的需求也与环锭纺纱不一样。实践证明,前纺工艺与配置适当,能更好地发挥转杯纺纱的优势,包括:充分利用各种原料(含下脚料)降低原料成本;提高生产效率(降低断头率,减少清杯次数);降低劳动者的劳动强度;改善纱的品质(如条干、结杂数、强力);降低生产成本(如用电、机件消耗等)。从而取得良好的经济效益。 1.转杯纺纱前纺工程的特点在工艺技术方面有如下特点。 (1)一般正牌纯棉纱常用普梳工艺纺中号及粗号纱(28tex以上),不用精梳条。 (2)可以利用各种天然纤维纯纺或与化纤混纺,制造混纺熟条。 (3)所用原料的纤维长度较环锭纺纱的纤维短,级别低,可混用大量落棉(落麻、短羊毛、绢纺落绵)。但要求尽可能去除杂质、微尘。应该特别强调的是,生条的含杂率、含微尘量对转杯纺纱的生产稳定与成纱品质关系极为密切,按实践经验,一般要求如下:①优质纱:生条含杂率O.07%-O.08%;正牌纱:生条含杂率专纺纱:生条含杂率<0.20%;个别场合:生条含杂
率>O.5%。②短绒率(16mm以下)在优质纱、正牌纱品种中,棉卷短绒率<1%(对比原棉);生条短绒率<4%(对比棉卷)。可见,转杯纺纱对前纺工程的工艺要求主要是:降低生条中的含杂率和微尘量(目前一般厂缺乏微尘量测试手段,常用纺杯积尘量间接表示),能适应处理各种级别的原料,包括长度较短、长度整齐度差的原料,及适应多品种的纤维原料。 在实践中,工艺与设备还涉及经营与管理方面,应力求提高经济效益。如:①若环锭纺棉纺厂内配备少量机台转杯纺纱机,此时前纺可利用原有前纺设备。②应减少转杯纺纱厂(车间)的投资费用,节约前纺投资额(包括机台数,占地面积等)。③转杯纺纱的劳动环境明显优于环锭纺纱,其前纺亦应有相应的改进,才能大大提高劳动生产率。 2.前纺配置类型国内多数厂目前的纺纱号数最细的为,最粗为97.2tex。纺纯棉纱的厂,用棉等级低,约4.5~5级,长度~27.5mm,并大量使用环锭纺纱的清棉、梳棉和精梳的落棉。这样,经济效益、成纱质量均好。也有生产混纺纱,采用涤纶、腈纶(包括高收缩性腈纶)、粘胶、苎麻、紬丝等:纱的用途有机织、针织。前纺的配置需适应机织纱,针织纱,废纺纱,化纤纯纺、混纺纱,丝、麻棉混纺纱等不同的工艺要求。 2.1机织纱近十余年来,引进了大量的国外先进设备,国内借鉴其优点,包括合作生产,新设备(国内型号及国外型号)成套大批涌现,实际运转性能良好,略作介绍如下:FA002型(或类似性能的型号)并联式圆盘抓棉机-FAl21型除金属装置-A006B(或A006CS)型自动混棉机(附A045型大风量凝棉器)-FA022-6或
转杯纺纱技术的现状与发展趋势 同学 (大学200 级纺织工程,266071) 摘要 本文对转杯纺的机理,分梳辊、假捻盘、阻捻器等器件的发展以及纺杯纺产品的开发进行了分析,对我国的转杯纺发展存在的主要问题进行了总结,并展望了转杯纺纱未来的发展方向。 关键词:转杯纺;原理;转杯纺产品;现状;发展方向 加英文题目 ABSTRACT The article analyzes principles of rotor spinning, development of spinning component such as opening roll, navel, etc., and development of products of rotor spinning. It also points out main problems of rotor spinning development in China and outlooks the prospect and orientation of rotor spinning in the future. Keywords: rotor spinning, principle, products, research status, orientation 应加作者简介 作者简介格式: 作者简介:同学(1990.6----),男,本科在读,大学2009级学生,学习纺织工程专业。
1.转杯纺纱技术的现状 自由端纺纱技术在纺纱机理中不同于环锭纺纱技术,生产出的产品因其独特的纱线结构和用途,越来越被市场所认可。转杯纺技术是新型自由端纺纱技术中最成熟、发展最快的一种。目前,转杯纺无论是从技术上还是设备方面都有了很大的发展和完善,并且仍在不断地进步,从而使转杯纺的生产效率、产品质量均有了迅速提高,同时,也大大拓宽了转杯纺的应用领域。 1.1 国际转杯纺技术现状[1,2] 从1965年捷克制造第一台转杯纺纱机起,国际先进纺纱设备制造商不断创新,提高纺纱性能,目前进一步向高速、高产、大卷装、全自动化方向发展。转杯纺纱机有抽气式和自排风式两种,1967~1995年欧美发达国家抽气式型转杯纺纱机的转杯速度在7万~8万r/min,东欧、俄罗斯等国家自排风式转杯纺纱幻想曲的转杯转速在4.5万~7万r/min,纺纱号数达18.2tex。上世纪70~80年代捷克的BD系列,德国Autocoro系列,瑞士M1/1、R1系列,英国887系列,日本BS、HS系列等先进转杯纺纱机开始出口我国。 目前国外先进的转杯纺纱机大都采用抽气式。抽气式有利于高速,成纱质量优于自排风,转杯速度从3万r/min发展到15万r/min,但在9万r/min时,人工已不能接头,必须靠电子机械手接头才能完成。另外,像德国、瑞士、意大利生产的转杯纺纱机都是大量应用电子计算机技术、传感技术及变频调速技术,使转杯纺纱支数及产品质量得到提高。