
a r X i v :n u c l -t h /0411076v 1 18 N o v 2004
JET QUENCHING OF MASSIVE QUARKS IN A NUCLEAR MEDIUM BEN-WEI ZHANG
Institute of Particle Physics,Huazhong Normal University,Wuhan 430079,China
E-mail:bwzhang@https://www.doczj.com/doc/b818943316.html,
Utilizing the generalized factorization of twist-4processes,we derive the modi?ed heavy quark frag-mentation function after considering the gluon radiation induced by multiple scattering in DIS.It is found that the mass e?ects of heavy quark may reduce the gluon formation time and change the medium size dependence of heavy quark energy loss.The radiative energy loss is also signi?cantly suppressed relative to a light quark due to the dead-cone e?ect.
In relativistic heavy-ion collisions,when a fast parton propagating in a dense medium,it may experience multiple scattering with other partons in nucleus and lose a large amount of energy loss via induced gluon radiation 1.Such kind of jet quenching phe-nomenon has aroused a lot of attention recently 2,3,4,5,and it is found that the total energy loss of a massless parton (light quark or gluon)has a quadratic dependence on the medium size due to non-Abelian Landau-Pomeranchuk-Migdal (LPM)interference ef-fect.In order to get a complete understand-ing of the mechanism of jet quenching it is im-portant to investigate the heavy quark energy loss by multiple scattering in nuclei with uni-form methods.Currently,though the frame-work of the light quark energy loss induced by gluon radiation has been well established,there are only few studies about the energy loss of a heavy quark in literature 6,7,8,9.Here I would like to report our group’s study on jet quenching of massive quark in nuclei with the twist expansion approach 8by utilizing the generalized factorization in pQCD 8,10.
To separate the complication of heavy quark production and propagation,we con-sider a simple process of charm quark pro-duction via the charge-current interaction in DIS o?a large nucleus.The results can be easily extended to heavy quark propagation in other dense media.
To the leading-twist in collinear approx-imation,the semi-inclusive cross section fac-
torizes into the product of quark distribution f A s θ
(x B +x M ),the heavy quark fragmentation function D Q →H (z H )(z H =??H /??
Q )and the hard partonic part H (0)
μν(k,q,M )
8
dW S μν
dz h =
dxH (0)μν
× 1
z h
dz z
)
C A αs
1?z ×
?4T d?2T
N c
T A,C
qg (x,x L )
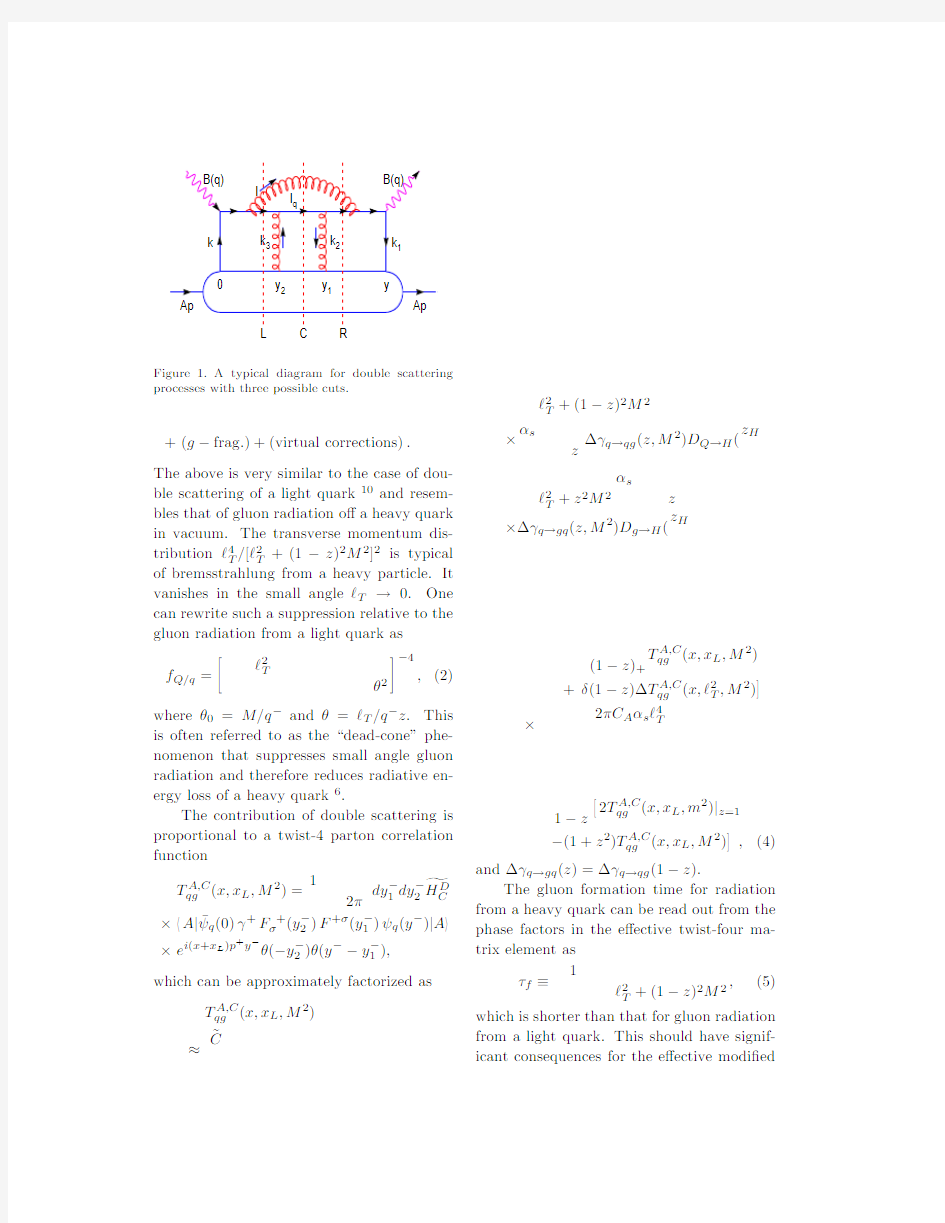
Figure 1.A typical diagram for double scattering processes with three possible cuts.
+(g?frag.)+(virtual corrections).
The above is very similar to the case of dou-ble scattering of a light quark10and resem-bles that of gluon radiation o?a heavy quark in vacuum.The transverse momentum dis-tribution?4T/[?2T+(1?z)2M2]2is typical of bremsstrahlung from a heavy particle.It vanishes in the small angle?T→0.One can rewrite such a suppression relative to the gluon radiation from a light quark as
f Q/q= ?2Tθ2 ?4,(2) whereθ0=M/q?andθ=?T/q?z.This is often referred to as the“dead-cone”phe-nomenon that suppresses small angle gluon radiation and therefore reduces radiative en-ergy loss of a heavy quark6.
The contribution of double scattering is proportional to a twist-4parton correlation function
T A,C qg (x,x L,M2)=
1
2π
dy?1dy?2 H D C
× A|ˉψq(0)γ+F+σ(y?2)F+σ(y?1)ψq(y?)|A ×e i(x+x L)p+y?θ(?y?2)θ(y??y?1),
which can be approximately factorized as T A,C
qg
(x,x L,M2)
≈ C
?2T+(1?z)2M2
×
αs
z
?γq→qg(z,M2)D Q→H(
z H
?2T+z2M2
αs
z
×?γq→gq(z,M2)D g→H(
z H
(1?z)+
T A,C
qg
(x,x L,M2)
+δ(1?z)?T A,C
qg
(x,?2T,M2) ×
2πC Aαs?4T
1?z 2T A,C qg(x,x L,m2)|z=1
?(1+z2)T A,C
qg
(x,x L,M2) ,(4) and?γq→gq(z)=?γq→qg(1?z).
The gluon formation time for radiation from a heavy quark can be read out from the phase factors in the e?ective twist-four ma-trix element as
τf≡
1
?2T+(1?z)2M2
,(5) which is shorter than that for gluon radiation from a light quark.This should have signif-icant consequences for the e?ective modi?ed
quark fragmentation function and the heavy quark energy loss.
One can then calculate the heavy quark energy loss,de?ned as the fractional energy carried by the radiated gluon,
?z Q g (x B,Q2)
=αs
?2
T
+z2M2
z
= CC Aα2s x B z(1?z)× xμ x M d x L( x L? x M)2
N c x B
N c
x B
diative energy loss imposed by the“dead-cone”,we plot the ratio ?z Q g (x B,Q2)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 热处理炉点、停炉安全操作规程 (通用版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
热处理炉点、停炉安全操作规程(通用版) 1、工作前,按规定穿戴好防护用品,对作业信息、作业环境、作业对象进行全面确认,发现隐患及时排除。 2、严格执行操作牌制度,禁止无牌操作。 3、设备运行时不允许检修、调整。 4、点炉前要确认所有控制系统是否正常,同时将放散打开,用氮气对管路进行吹扫。 5、点炉前要通知有关单位人员到场,要设点炉指挥人员,看火工要做好点炉前的一切工作。 6、吹扫好后,启动引风机和鼓风机,送煤气到厂房内DN600阀前,然后通知煤气防护站做防爆试验,防护站人员到场后方可开启厂房内DN600煤气阀门将煤气送到烧嘴前进行取样实验,待16个取样点煤气均合格后,关闭所有放散,启动自动点火程序进行点炉。
7、点炉时无关人员和天车要远离炉区。 8、停炉时按规定程序进行操作,杜绝违章操作。 9、需要进炉时,要对炉内进行通风,待炉内氮气排净、氧气含量≥18%时方可进炉。 云博创意设计 MzYunBo Creative Design Co., Ltd.
铜及铜合金的金相组织分析一)结晶过程的分析 结晶是以树枝状的方式生长,树枝状的结晶容易造成夹渣外,通常形成显微疏松。 取决于模壁的冷却速度外,还取决于合金成分、熔化与浇注温度等。 (二)宏观分析中常见缺陷 在浇注过程中往往产生缩孔、疏松、气孔、偏析等缺陷。 浇注温度和浇注方式的影响,铸锭、紫铜中容易出现气孔和皮下气孔。 由于合金元素的熔点、比重不一,熔炼工艺不当造成铸锭的成分偏析。 铸造时热应力可产生裂纹。 浇注工艺不当(浇注温度过低),浇注时金属液的中断会造成冷隔。 (三)微观分析 与铜相互作用的性质,杂质可分三类: 1. 溶解在固态铜中的元素(铝、铁、镍、锡、锌、银、金、呻、锑)。 2. 与铜形成脆性化合物的元素(硫、氧、磷等)。 3. 实际上不溶于固态铜中与铜形成易熔共晶的元素(铅、铋等)。 铋与铜形成共晶呈网状分布于铜的基体上,淡灰色。 铅含量很少时和铋一样呈网状分布于晶界,其颜色为黑色; 铅含量大时在铜的晶粒间界上呈单独的黑点。 暗场观察:铅点呈黑色,孔洞为亮点。 硫与氧的观察:均与铜形成化合物(Cu2S、Cu2O),又以共晶形式(Cu2S+ Cu、 Cu2O+ Cu)分布在铜的晶界上。 氯化高铁盐酸水溶液浸蚀:Cu2O变暗,Cu2S不浸蚀。 偏振光观察:Cu2O呈暗红色。 QJ 2337-92 铍青铜的金相试验方法 金相分析晶粒度检测金属显微组织分析,晶粒度分析,GB/T 6394-02 金属平均晶粒度测定方法 ASTM E 112-96(2004) 金属平均晶粒度测定方法
YS/T 347-2004 铜及铜合金平均晶粒度测定方法 GB/T13298-91 金属显微组织检验方法 GB/T 13299-91 钢的显微组织评定方法 GB/T 10561-2005 钢中非金属夹杂物含量的测定标准评级图显微检验法 ASTM E45-05 钢中非金属夹杂物含量测定方法 GB/T 224-87 钢的脱碳层深度测定方法 ASTM E407-07 金属及其合金的显微腐蚀标准方法 GB/T 226-91 钢的低倍组织及缺陷酸蚀检验方法 GB/T 1979-2001 结构钢低倍组织缺陷评级图 GB/T 5168-85 两相钛合金高低倍组织 GB/T 9441-1988 球墨铸铁金相检验 ASTM A 247-06 铸件中石墨微结构评定试验方法 GB/T 7216-87 灰铸铁金相 EN ISO 945:1994 石墨显微结构 GB/T 13320-07 钢质模锻件金相组织评级图及评定方法 CB 1196-88 船舶螺旋桨用铜合金相含量金相测定方法 JB/T 7946.1-1999 铸造铝合金金相 铸造铝硅合金变质 JB/T 7946.2-1999 铸造铝合金金相 铸造铝硅合金过烧 JB/T 7946.3-1999 铸造铝合金金相铸造铝 氧是铜中最常见的杂质,可产生氢脆。所以含氧量应严格规定。 1、金属平均晶粒度【001】金属平均晶粒度测定… GB 6394-2002 自动评级【010】铸造铝铜合金晶粒度测定…GB 10852-89
控制电路原理 整个控制电路除逆变末级触发电路板外,做成一块印刷电路板结构,从功能上分为 整流触发部分、调节器部分、逆变部分、启动演算部分。详细电路见《控制电路原理图》。 1. 1 整流触发工作原理 这部分电路包括三相同步、数字触发、末级驱动等电路。触发部分采用的是数字 触发,具有可靠性高、精度高、调试容易等特点。数字触发器的特征是用计(时钟脉冲)数的办法来实现移相,该数字触发器的时钟脉冲振荡器是一种电压控制振荡器,输出脉 冲频率受移相控制电压Uk 的控制,Uk 降低,则振荡频率升高,而计数器的计数值是固 定的(256),计数器脉冲频率高,意味着计一定脉冲数所需时间短,也即延时时间短, α角小,反之α角大。计数器开始计数时刻同样受同步信号控制,在α=0 时开始计数。 现假设在某Uk 值时,根据压控振荡器的控制电压与频率间的关系确定输出振荡频率为 25KHZ,则在计数到256 个脉冲所需的时间为(1/25000)×256=10.2(ms)相当于约180 °电角度,该触发器的计数清零脉冲在同步电压〔线电压〕的30°处,这相当于三相 全控桥式整流电路β=30°位置, 从清零脉冲起,延时10.2ms 产生的输出触发脉冲, 也 即接近于三相桥式整流电路某一相晶闸管α=150°位置,如果需要得到准确的α=150° 触发脉冲, 可以略微调节一下电位器W4。显然有三套相同的触发电路,而压控振荡器和Uk 控制电压为公用,这样在一个周期中产生6 个相位差60°的触发脉冲。 数字触发器的优点是工作稳定,特别是用HTL 和CMOS 数字集成电路,可以有很强 的抗干扰能力。 IC16A 及其周围电路构成电压----频率转换器,其输出信号的周期随调节器的输出 电压Uk 而线性变化。W4 微调电位器是最低输出频率调节(相当于模拟电路锯齿波幅值调节)。 三相同步信号直接由晶闸管的门极引线K4、K6、K2 从主回路的三相进线上取得, 由R23、C1、R63、C40、R102、C63 进行滤波、移相,经6 只光电耦合器进行电位隔离,获得6 个相位互差60°、占空比略小于50%的矩形同步信号。 IC3、IC8、IC12(4536 计数器)构成三路数字延时器。三相同步信号对计数器进行 复位后,对电压---频率转换器的输出脉冲每计数256 个脉冲便输出一个延时脉冲,因计 数脉冲的频率是受Uk 控制的, 换句话说Uk 控制了延时脉冲。 计数器输出的脉冲经隔离、微分后变成窄脉冲,送到后级的NE556,它既有同步分 频器功能,亦有定输出脉冲宽度的功能。输出的窄脉冲经电阻合成为双窄脉冲,再经晶 体管放大,驱动脉冲变压器输出。具体时序图见附图。 1.2 调节器工作原理 调节器部分共有四个调节器:中频电压调节器、电流调节器、阻抗调节器、逆变角 调节器。 其中电压调节器、电流调节器组成常规的电压、电流双闭环系统。在启动和运行 的整个阶段,电流调节器始终参与工作,而电压环仅工作于运行阶段。另一阻抗调节器 从输入上看,它与电流调节器LT2 的输入完全是并联关系,区别仅在于阻抗调节器的负 反馈系数较电流调节器略大,再者就是电流调节器的输出控制的是整流桥的输出直流电压,而阻抗调节器的输出控制的是中频电压与直流电压的比例关系,即逆变功率因数角。调节器电路的工作过程可以分为两种情况:一种是在直流电压没有达到最大值的 时候,由于阻抗调节器的反馈系数略大,阻抗调节器的给定小于反馈,阻抗调节器便工 作于限幅状态,对应的为最小逆变θ角,此时可以认为阻抗调节器不起作用,系统完全 西是一个标准的电压、电流双闭环系统。另一种情况是直流电压巳经达到最大值,电流调节器开始限幅不再起作用,电压调节器的输出增加,而反馈电流却不变化,对阻抗调节
工作行为规范系列 热处理炉安全操作规程(标准、完整、实用、可修改) ?I.
编号: 热处理炉安全操作规程 Safety operati on rules for heat treatme nt furn ace 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。 1. 操作人员应注意防火、防爆、防毒、防烫、防触电,了解有关救护知识。工作场地应配备必要的消防器材。 2. 操作人员在工作中不得任意离开工作岗位,临时离开应向代管人交待清楚。 3. 工作前应检查电气设备、仪表及工具是否完好,抽风系统是否完好。工作完毕后应做好工作场地及设备清扫工作。 4. 应尽量采用无氰工艺,化学物品应有专人管理,并严格按有关规定存放。 5. 工作中配制各种化学药剂、试剂时,应严格执行化学试验安全操作规程。 6. 禁止无关人员进入氰化室、化学药品储藏室、中频发电机室和高频淬火室。各室内应保持清洁,不堆放无关物品。 7. 工件进入油槽要迅速。淬火油槽周围禁止堆放易燃易
爆物品。 8. 使用行车(或单轨吊车)时应有专人指挥,并执行有关行车使用的安全操作规程。井式炉及盐浴炉的吊车电机应防 爆,钢丝绳应经常检查,定期更换。 9. 各种废液、废料应分类存放统一回收和处理。禁止随意倾入下水道和垃圾箱,防止污染环境。 10. 采用煤炉、煤气炉、油炉加热进行热处理,应遵守有关炉型司炉工安全操作规程,入炉工件、工具应干燥。 11. 大型热处理炉及连续热处理炉采用炉子机械输送工件和燃料,使用前必须检查炉子机械关键传动部件有无烧损、腐蚀,机械运行轨道上有无障碍物,工作堆放高度和宽度是否超过规定,堆放平稳与否,工件出炉卸车时应注意防止烫伤和砸伤事故。 请输入您公司的名字 Foon shi on Desig n Co., Ltd
金相试验标准2008-01-03 15:49 分类:默认分类 字号:大中小 金相试验标准 1 GB/T 226-1991 钢的低倍组织及缺陷酸蚀检验法 2 GB/T 1979-2001 结构钢低倍组织缺陷评级图 3 GB/T 4236-198 4 钢的硫印检验方法 4 GB/T 1814-1979 钢材断口检验法 5 GB/T 2971-1982 碳素钢和低合金钢断口检验方法 6 YB/T 731-19870 塔型车削发纹检验法 7 YB/T 4002-1992 连铸钢方坯低倍组织缺陷评级图 8 YB/T 4003-1991 连铸钢板坯缺陷硫印评级图 9 YB/T 4061-1991 铁路机车、车轴用车轴(含硫印缺陷评级图) 10 CB/T 3380-1991 船用钢材焊接接头宏观组织缺陷酸蚀试验法 (2) 基础标准 1 GB/T/T13298-91 金属显微组织检验方法 2 GB/T224-1987 钢的脱碳层深度测定法 3 GB/T10561-1988 钢中非金属夹杂物显微评定方法 4 GB/T 6394-2002 金属平均晶粒度测定方法 5 GB/T/T13299-1991 钢的显微组织(游离渗碳体、带状组织及魏氏组织)评定方法 6 GB/T/T13302-1991 钢中石黑碳显微评定方法 7 GB/T4335-1984 低碳钢冷轧薄板铁素体晶粒度测定法 8 JB/T/T5074-1991 低、中碳钢球化体评级 9 ZBJ36016-1990 中碳钢与中碳合金结构钢马氏体等级 10 DL/T 652-1998 金相复型技术工艺导则 (3) 不锈钢 1 GB/T6401-86 铁素体奥氏体型双相不锈钢α-相面积含量金相测定法 2 GB/T1223-75 不锈耐酸钢晶间腐蚀倾向试验方法 3 GB/T1954-80 铬镍奥氏体不锈钢焊缝铁素体含量测量方法 4 GB/T/T13305-91 奥氏体不锈钢中α-相面积含量金相测定法 (4) 铸钢 1 GB/T8493-87 一般工程用铸造碳钢金相 2 TB/T/T2451-9 3 铸钢中非金属夹杂物金相检验 3 TB/T/T2450-93 ZG230-450铸钢金相检验 4 GB/T/T13925-92 高锰钢铸件金相 5 GB/T5680-85 高锰钢铸件技术条件(含金相组织检验) 6 YB/T/T036.4-92 冶金设备制造通用技术条件高锰钢铸件(高锰钢金相组织检验) 7 JB/T/GQ0614-88 熔模铸钢ZG310-570正火组织金相检验 (5) 化学热处理及感应淬火 1 GB/T11354-89 钢铁零件渗氮层深度测定和金相组织检验 2 GB/T9450-88 钢件渗碳淬火有效硬化层深度的测定和校核 3 QCn29018-91 汽车碳氮共渗齿轮金相检验 4 JB/T4154-8 5 25MnTiBXt钢碳氮共渗齿轮金相检验标准
1吨串联中频炉原理技术与分析(1吨串联可控硅中频炉原理技术与分析)1吨串联中频炉是串联逆变中频电炉,是中频炉感应加热炉,如果配一台中频炉炉体熔炼称为单台1吨串联中频炉。串联逆变中频炉电源工作原理 串联逆变电源为电压源供电,串联逆变电源主回路原理图所示。 1吨串联中频炉逆变电源原理说明 电源由三相桥式整流桥和可控硅半桥逆变电路组成,运行时整流桥可控硅全导通,满电压工作。逆变器主电路由二组可控硅桥臂和二组谐振电容器及电炉线圈组成,半桥逆变电路适用于大功率低频率恒压源逆变器。 逆变桥臂上两个SCR交替导通,任何一只SCR导通一定要在串联负载电流过零之后,即大于SCR关闭时间TOT之后,触发导通,如图5,6所示逆变器负载波形图,当SCR电
流过零后,与其并联的反向二极管导通,其反向压降把SCR关闭,之后另一臂SCR才能触发导通,逆变器的输出工作频率为300—400Hz, 工作频率越高,输出功率越大。 图5为逆变器触发脉冲和负载波形图,把可控硅视为理想开关,瞬时导通和关断,电感L和电阻R串联,等效于炉体的负载,触发脉冲频率略低于负载谐振频率f。半桥逆变器工作电流流动路经的描述逆变运行时,电流通过逆变器和炉体线圈L的路径,逆变器的工作波形如图7所示,逆变工作前恒定直流电压Ud为电容C1、C2均分,各充电至1/2Ud,均为上正下负电压,当t=to时SCRl被触发导通,电容C1电荷通过SCRl-Lf-Rf -C1下端放电,另一路是使C2充电,+Ud由CF上端-SCRl-Lf-Rf-C2-CF下端,这二路都是同一谐振电路的一部份,由于C1=C2,因而两路的工作频率相同,等于C=C1+C2,Lf-Rf
金相检验二级试题 一.是非题 1 明场照明时应用环形光栏,暗场照明时应用圆形光栏。() 2 自然光通过尼科尔棱镜或人造偏振片后,就可获得偏振光。() 3 正相衬也称明衬,负相衬也称暗衬。() 4 在正交偏振光下观察透明球状夹杂物时,可看到黑十字和等色环。() 5 低碳钢淬火后组织一定是位错马氏体。() 6 马氏体是硬而脆的组织。() 7 钢中马氏体是一种含碳的过饱和固溶体。() 8 钢的含碳量越高,马氏体转变温度也越高。() 9 钢的奥氏体晶粒度级别越低,板条马氏体的领域越小或片状马氏体越细。() 10 贝氏体是由铁素体和碳化物所组成的非层片状混合物组织。() 11 上贝氏体和下贝氏体的浮突特征是相同的。() 12 上贝氏体是一种强韧化比下贝氏体更好的组织。() 13 贝氏体相变过程中,既有碳的扩散,又有铁和合金元素的扩散。() 14 钢中的贝氏体组织只能在等温冷却时形成。() 15 淬火碳钢在200~300℃时回火,其残余奥氏体可能转变为回火屈氏体或上贝氏体。() 16 淬火钢在回火过程中机械性能变化的总趋势是回火温度升高,硬度、强度下降,塑性、韧性提高。() 17 二次硬化的根本原因是由于残余奥氏体在回火时产生二次淬火。() 18 θ-Fe3C是亚稳相,ε-Fe3C是稳定相。() 19 回火稳定是由于合金元素改变碳化物形成温度,并且高温回火时形成的特殊碳化物延迟α相的回复和再结晶,因而使硬度、强度仍保持很高水平。() 20 评定球铁的球化程度,石墨的面积率愈接近1时,该石墨愈接近球状。() 21 可锻铸铁中的团絮状石墨是从液体中直接析出而得到的。() 22 获得可锻铸铁的必要条件是铸造成白口件,而后进行石墨化退火。() 23 球化不良的特征是除少量的球状石墨外,尚有少量的厚片状石墨存在。() 24 通常球铁的磷共晶含量应控制在2%以下。()
操作规程编号:YTO-FS-PD452 网带炉安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
网带炉安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 网带炉安全操作规程 (一)开机 1、严格遵守电脑程序操作开机运行,分别开启主加热电源(一、二、三、四区加热开关),保持持续升温时间6小时。既:150度保温1小时,300度保温1小时,450度保温1小时,550度保温1小时,700度保温半小时,800度保温半小时,800度以上每升50度保温半小时。 2、淬火炉炉温达到200度以上时,即应开启炉口冷却水(考虑节约用水,只要有少量流动,出水70度即可) 3、淬火炉炉温达到300度以上时开启网带运转。 4、淬火炉炉温达到500度时开启水循环泵,保持出炉口水封槽水帘冷却。 5、淬火炉炉温达到800度时,需供给甲醇,向炉内提供保护气体(注意点燃情况,防止炉内爆炸),调节好流量剂的流量。根据工艺要求调整网带运行频率。 6、炉内达到给定温度时,向网带装入处理产品生产。 7、在淬火产品出来半小时前,开启水槽提升机,清洗
金相检验二级人员考核复习题 一.是非题 1 明场照明时应用环形光栏,暗场照明时应用圆形光栏。() 2 自然光通过尼科尔棱镜或人造偏振片后,就可获得偏振光。() 3 正相衬也称明衬,负相衬也称暗衬。() 4 在正交偏振光下观察透明球状夹杂物时,可看到黑十字和等色环。() 5 低碳钢淬火后组织一定是位错马氏体。() 6 马氏体是硬而脆的组织。() 7 钢中马氏体是一种含碳的过饱和固溶体。() 8 钢的含碳量越高,马氏体转变温度也越高。() 9 钢的奥氏体晶粒度级别越低,板条马氏体的领域越小或片状马氏体越细。() 10 贝氏体是由铁素体和碳化物所组成的非层片状混合物组织。() 11 上贝氏体和下贝氏体的浮突特征是相同的。() 12 上贝氏体是一种强韧化比下贝氏体更好的组织。() 13 贝氏体相变过程中,既有碳的扩散,又有铁和合金元素的扩散。() 14 钢中的贝氏体组织只能在等温冷却时形成。() 15 淬火碳钢在200~300℃时回火,其残余奥氏体可能转变为回火屈氏体或上贝氏体。 () 16 淬火钢在回火过程中机械性能变化的总趋势是回火温度升高,硬度、强度下降,塑性、韧性提高。() 17 二次硬化的根本原因是由于残余奥氏体在回火时产生二次淬火。() 18 θ-Fe3C是亚稳相,ε-Fe3C是稳定相。() 19 回火稳定是由于合金元素改变碳化物形成温度,并且高温回火时形成的特殊碳化物延迟α相的回复和再结晶,因而使硬度、强度仍保持很高水平。() 20 评定球铁的球化程度,石墨的面积率愈接近1时,该石墨愈接近球状。() 21 可锻铸铁中的团絮状石墨是从液体中直接析出而得到的。() 22 获得可锻铸铁的必要条件是铸造成白口件,而后进行石墨化退火。() 23 球化不良的特征是除少量的球状石墨外,尚有少量的厚片状石墨存在。() 24 通常球铁的磷共晶含量应控制在2%以下。() 25 耐磨铸铁的渗碳体含量应控制在5%以下。() 26 冷作模具钢要求具有高的强度、高的硬度和耐磨性、以及足够的韧性,是因为它工作时要受高的压力、剧烈的摩擦力和高的冲击力。() 27 测定模具钢和高速钢的碳化物不均匀性,是在钢材的横向截面1/4D处的横向磨面上进行金相观察来测定。() 28 3Cr2W8V钢因钢中含碳量为0.3%,所以它是亚共析钢,高速钢含碳量为0.7~0.8%,所以它属于过共析钢。() 29 高速钢过热与过烧的分界是显微组织中是否出现次生莱氏体,过热刀具可重新退火后予以消除,过烧则是不可挽救的缺陷。() 30 高锰钢经过淬火获得高碳马氏体可大大提高它的硬度,从而有很高的耐磨性能,所以它属于耐磨钢。() 31 稳定化处理是为评定18-8型不锈钢的晶间腐蚀倾向。() 32 铝硅11%的合金组织是由Al基固溶体的粗大的针状共晶硅组成。() 33 Al-Cu-Mg锻造铝合金中产生时效的主要相是T相和β相。() 34 含Sn10%的Cu-Sn合金铸态组织是单相树枝状α组织。() 35 Cu-2%Be合金780℃固溶化后淬火可使硬度提高到1250-1500MPa。() 36 锡基轴承合金的组织是由黑色的锡基α固溶体和白色的Sn、Sb方块及白色星形或针状的Cu、Sb,或Cu、Sn相所组成。() 37 Ms的物理意义是,新旧两相之间的自由能差达到了马氏体相变所需的最小驱动力的温度。() 38 下贝氏体形态与高碳马氏体的形态很相似,都呈片状或针状,但是由于下贝氏体中有碳化物存在,较易侵蚀,在光镜下颜色较深黑。() 39 铝、铜及其合金的质地较软,可用转速高的砂轮切割机切割试样。()
热处理电阻炉安全操作规程 1、箱式电阻炉 1、1作业前检查: 1、1、1测温仪表、热电偶、电气设备接地线等是否完好; 1、1、2炉膛内是否有遗留工件,炉底板电阻是否完好。 1、2工件进出炉时应断电操作,不允许工件或工具与电阻丝相碰撞或接触。 1、3箱式电阻护使用温度不允许超过额定值。 1、4电炉通电前应首先合闸,再开控制柜电钮。停炉时应先关控制柜电钮,再拉闸。 1、5每日清理设备各部位(包括炉底板下部)的氧化物和杂物。 1、6工作完毕应整理工作场地,并向下一班次操作负责人交待设备情况。 2、井式电阻炉 2、1管理者应指定炉前操作负责人。 2、2使用前检查设备及炉盖提升装置、工件吊具是否缺损,设备接地、风扇是否良好。 2、3装、出炉工件时应切断电源,不允许带电操作。吊装工件时应注意不应碰撞或接触电阻丝,工件重量不允许超过吊具规定负荷。 2、4开炉过程中,温度不允许超过额定值。 2、5吊装工件时,炉子平台上、下不允许站人。 3、气体渗碳炉 3、1 指定炉前操作负责人。 3、2工作前准备: 3、2、1检查设备的接地情况,并将测量仪表按工艺规范调整正确; 3、2、2 检查炉盖的升降机构是否正常; 3、2、3风扇转动平稳、无噪音,风扇的冷却水管应完好无堵塞,工作中的冷却出水温度不允许大于60℃;
3、2、4输油管道应完好畅通无渗漏,排气管、滴油器应畅通; 3、2、5炉罐内应无碳黑之类杂物,炉子应密封良好; 3、2、6检查吊车的吊放工具是否良好,工件起吊后吊钩下不允许站人。 3、3先给风扇轴迷宫装置通冷却水,然后给设备通电。 3、4温度在3600℃以上时不允许关掉风扇。 3、5温度在750℃以下时不允许向炉内滴注煤油,以防爆炸。 3、6 RJJ 系列气体渗碳炉最高工作温度不允许超过950℃。各设备装置量及最大工件尺寸应符合设备的技术要求。 3、7工件进出炉时设备应断电;吊车的升降速度应缓慢,起吊工件时应将吊钩对中。 3、8在渗碳过程中应点燃从炉内排出的废气。 3、9渗碳工作完毕应立即用辅助炉盖将渗碳炉罐盖好。 3、10液体渗碳剂、甲醇等均属易燃易爆物品,应严格保管,注意防火防爆。 3、11定期检查设备,清洁环境卫生。 4、气体氮化炉 4、1指定炉前操作负责人。 4、2氨瓶应放置在阴凉通风的地方,距离工作场地5m 以上,不允许靠近热、电源,或受日光曝晒,以防气体受热膨胀爆炸。 4、3氨瓶应在指定地点立放,不准用吊车运送,不准摔碰、涂油脂和卧放。 4、4冬季存放氨瓶,环境气温应保持在20℃左右。如液氨冻结,只能用水冲淋化冻,不允许用火或电炉烘烤。 4、5液氨用完后,应在瓶上标注“已用完”,并集中堆放。 4、6氮化炉装好料后,应仔细检查氨气管道、炉盖是否有泄漏,以免污染环境,氨气中毒;严防氨分解出来的氢气遇火自燃,引至氮化包内引起爆炸。
中频炉是一种将工频50HZ交流电转变为中频(300HZ以上至1000HZ)的电源装置,把三相工频交流电,整流后变成直流电,再把直流电变为可调节的中频电流,供给由电容和感 应线圈里流过的中频交变电流,在感应圈中产生高密度的磁力线,并切割感应圈里盛放的金属材料,在金属材料中产生很大的涡流。 中频炉 这种涡流同样具有中频电流的一些性质,即,金属自身的自由电子在有电阻的金属体里流动要产生热量。例如,把一根金属圆柱体放在有交变中频电流的感应圈里,金属圆柱 体没有与感应线圈直接接触,通电线圈本身温度已很低,可是圆柱体表面被加热到发红,甚至熔化,而且这种发红和熔化的速度只要调节频率大小和电流的强弱就能实现。如果圆 柱体放在线圈中心,那么圆柱体周边的温度是一样的,圆柱体加热和熔化也没有产生有害气体、强光污染环境。国内知名生产商河北恒远电炉制造有限公司生产的中频炉广泛用于 有色金属的熔炼[主要用在熔炼钢、合金钢、特种钢、铸铁等黑色金属材料以及不锈钢、锌等有色金属材料的熔炼,也可用于铜、铝等有色金属的熔炼和升温,保温,并能和高炉 进行双联运行。]、锻造加热[用于棒料、圆钢,方钢,钢板的透热,补温,兰淬下料在线加热,局部加热,金属材料在线锻造(如齿轮、半轴连杆、轴承等精锻)、挤压、热轧 、剪切前的加热、喷涂加热、热装配以及金属材料整体的调质、退火、回火等。]热处理调质生产线[主要供轴类(直轴、变径轴,凸轮轴、曲轴、齿轮轴等);齿轮类;套、圈 、盘类;机床丝杠;导轨;平面;球头;五金工具等多种机械(汽车、摩托车)零件的表面热处理及金属材料整体的调质、退火、回火]等。 中频炉系列透热炉特点 节约特点 ●加热速度快、生产效率高、氧化脱炭少、节省材料与成本、延长模具寿命由于中频感应加热的原理为电磁感应,其热量在工件内自身产生,普通工人用中频电炉上班后 十分钟即可进行锻造任务的连续工作,不需烧炉专业工人提前进行烧炉和封炉工作。由于该加热方式升温速度快,所以氧化极少,中频加热锻件的氧化烧损仅为0.5%,煤气炉加 热的氧化烧损为2%,燃煤炉达到3%,中频加热工艺节材,每吨锻件和烧煤炉相比至少节约钢材原材料20-50千克。其材料利用率可达95%。由于该加热方式加热均匀,芯表温差极 小,所以在锻造方面还大大的增加了锻模的寿命,锻件表面的粗糙度也小于50um工艺节能,中频加热比重油加热节能31.5%~54.3%,比煤气加热节能5%~40%。加热质量好, 可降低废品率1.5%,提高生产率10%~30%,延长模具寿命10%~15%。 环保特点
高频炉安全操作规程 The document was finally revised on 2021
忠旺集团安全操作规程 Q/ZWAG01-2013 高频炉安全操作规程 1、通用规程 通用操作规程按Q/FBJ10·87—07《热处理类各工种通用安全操作规程》执行。 2、适用范围 本规程适用于本企业高频炉操作人员(岗位)。 3、安全操作规程 3. 1操作前 3.1.1非工作人员禁止进入高频炉作业室,工作中必须两人以上方可操作高频设备,并有专人负责。 3.1.2开炉前要详细了解本炉操作的工艺规程,查看工件大小、装炉量和摆放位置,做到心中有数。 3.1.3按规定穿戴好本工种规定使用的劳保用品。 3.1.4检查屏蔽和防护遮栏、设备各部和接地保护是否良好,确认安全可靠,做到闲人免进。 3.1.5设备应保持清洁、干燥,不得有灰尘和潮湿现象。以防电气元件放电和击穿。 3.1.6检查淬火机床运行是否良好,机械、液压传动是否正常。室内应有良好的通风设备,排除淬火时发出的油烟、废气,室内环境温度应控制在15~35℃。 操作中 3.2.1开启水泵、检查各冷却水管是否出水正常冷却水压在~2个大气压之间,不准用手触及设备的冷却水,防止触电。 3.2.2装好感应器,接通冷却水,将工件放入感应器方可送电加热。严禁空载送电。更换工件时必须停止高频。 3.2.3 工件进炉时要稳、前后左右查看,发现问题,必须及时进行调整处理。 3.2.4设备运行中,必须关好全部机门,高压合上后,注意阳流和阴流都不准超过规
定值,严禁到机后活动。 3.2.5操作时,要注意及时观察设备、水、电、等指示情况,操作者不能离开工作地点。如发生异常现象时,应立即采用措施,首先切断高压电源,再去分析判断,排除故障。并立即向有关人员和领导汇报。 3.2.6检修设备时,应预先声明,打开机门后首先用放电棒对阳极、阴级、电容器等放电,然后再进行检修。 操作后 3.3.1 工件出炉后,要将工件摆放整齐牢固,若继续生产,则按工艺要求,进行下一个循环。 3.3.2工作结束后,首先要断开阳极电压,再断开灯丝电源,设备断电后须继续供水15~20分钟。 3.3.3 停炉后,要关闭控制电源,再仔细检查一遍各种阀门和控制按钮和开关的位置,确认无误后方可离开。 要认真贯彻执行“交接班制度”,对所使用的设备与工、卡、吊具等必须进行检查,如发现有不安全因素,应立即排除,并向有关人员和领导汇报,在问题未解决前,不准操作。 附加说明:
热处理检验方法和规范 编制: 审核: 批准: 生效日期: 受控标识处: 分发号:
前言 金属零件的内在质量主要取决于材料和热处理。因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。在GB/T19000 idt ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范 一、使用范围 本规范适用于零件加工部所有热处理加工零件。 二、硬度检验 通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。 1、常用硬度检验方法的标准如下: GB230 金属洛氏硬度试验方法 GB231 金属布氏硬度试验方法 GB1818 金属表面洛氏硬度试验方法 GB4340 金属维氏硬度试验方法 GB4342 金属显微维氏硬度试验方法 GB5030 金属小负荷维氏试验方法 2、待检件选取与检验原则如下: 为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。 通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。且及时作检验记录。 同时,若发现硬度超差,应及时作检验记录。同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。 通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。 同时,若发现硬度超差,应及时进行工艺参数调整,且将该炉次的零件进行隔离处理(如返工、逐检)。 通常感应淬火工艺及感应器与零件间隙精度调整,经首件(或批)感应淬火合格后方可生产,且及时作检验记录。 3、硬度测量方法: 3.1各种硬度测量的试验条件,见下表1:
第一章基本知识 一、感应加热原理: 无芯感应电炉就像一个空芯变压器,并根据电磁感应原理工作。坩埚外的感应线圈相当于变压器的原绕组,坩埚内的金属炉料相当于副绕组。当感应线圈通一交变电流时,则因交变磁场的作用是短路连接的金属炉料产生强大的感应电流,电流流动时,为克服金属炉料的电阻而产生热量致使金属炉料加热熔化。 电磁感应现象:变化磁场在导体中引起电动势的现象称为电磁感应,也称“动磁生电”。当位于磁场中的导体与磁力线产生相对切割运动,或线圈中的磁通发生变化时,在导线或线圈中都会产生电动势;若导体和线圈构成闭合回路,则导体或线圈中将有电流。由电磁感应产生的电动势称感生电动势,由感生电动势引起的电流叫做感生电流。 涡流:在具有铁心的线圈中通以交流电时,铁心内就有交变磁通通过,因而在铁心内部必然产生感应电流,在铁心中自成闭合回路,因而形成状如水中漩涡的涡流。涡流的利用:利用涡流产生高温熔炼金属,或对金属进行热处理;电度表中铝盘转动及电工测量仪表中的磁感应阻尼器也就是根据涡流的原理工作的。涡流的危害:涡流消耗电能,使电机、电气设备效率降低; 使铁心发热;且涡流有去磁作用,会削弱原有磁场 二、可控硅的基础知识 1、优点:他是一种大功率的半导体器件,效率高、控制特性好、反应快、 寿命长、体积小、重量轻、可靠性高和方便维护。 2、结构:四层半导体叠交而成,有三个PN 结,外部有三个电极,分别是 阳极、阴极、控制极,分别为A、K、G。 3、工作原理:
将可控硅按图l---62连接,可以得到如下结果: ①开关K未合上时,灯不亮,可控硅未导通。 ②合上K,灯亮,这时可控硅上约有1V的电压降。 ③导通后即使打开K,灯仍亮,可控硅一经触发导通后,可自己维持导通状态。 ④如果降低电源电压E,灯泡逐渐变暗,当电流减小到某一定值(称为最小维持电流)以下时,可控硅关断,灯泡突然熄灭。 由此可知,要使可控硅导通,必须在A、K极间加上正向电压,同时加以适当的正向控制极电压(称触发电压)。一旦导通后,要使可控硅关断,必须采取降低阳极电压、反接或断开电路等措施,使正向电流小于最小维持电流。 4、晶闸管的保护 晶闸管虽然具有很多优点,但是,它们承受过电压和过电流的能力很差,这是晶闸管的主要弱点,因此,在各种晶闸管装置中必须采取适当的保护措施。 一、晶闸管的过电流保护 由于晶闸管的热容量很小,一旦发生过电流时,温度就会急剧上升而可能把PN结烧坏,造成元件内部短路或开路。 晶闸管发生过电流的原因主要有:负载端过载或短路;某个晶闸管被击穿短路,造成其它元件的过电流;触发电路工作不正常或受干扰,·使晶闸管误触发,引起过电流。晶闸管承受过电流能力很差,例如一个100A的晶闸管,它的过电流能力如表20—1所列。这就是说,当100A的晶闸管过电流为400A时,仅允许持续0.02 s,否则将因过热而损坏。由此可知,晶闸管允许在短时间内承受一定的过电流,所以,过电流保护的作用.就在于当发生过电流时,在允许的时间内将过电流切断,以防止元件损坏。 晶闸管过电流的保护措施有下列几种: 1、快速熔断器 普通熔断丝由于熔断时间长,用来保护晶闸管很可能在晶闸管烧坏之后熔断
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 中频炉培训内容 第一章一、感应加热原理:感应加热原理:基本知识无芯感应电炉就像一个空芯变压器,并根据电磁感应原理工作。 坩埚外的感应线圈相当于变压器的原绕组,坩埚内的金属炉料相当于副绕组。 当感应线圈通一交变电流时,则因交变磁场的作用是短路连接的金属炉料产生强大的感应电流,电流流动时,为克服金属炉料的电阻而产生热量致使金属炉料加热熔化。 电磁感应现象:电磁感应现象:变化磁场在导体中引起电动势的现象称为电磁感应,也称“动磁生电” 。 当位于磁场中的导体与磁力线产生相对切割运动,或线圈中的磁通发生变化时,在导线或线圈中都会产生电动势;若导体和线圈构成闭合回路,则导体或线圈中将有电流。 由电磁感应产生的电动势称感生电动势,由感生电动势引起的电流叫做感生电流。 涡流:涡流:在具有铁心的线圈中通以交流电时,铁心内就有交变磁通通过,因而在铁心内部必然产生感应电流,在铁心中自成闭合回路,因而形成状如水中漩涡的涡流。 涡流的利用:利用涡流产生高温熔炼金属,或对金属进行热处理;电度表中铝盘转动及电工测量仪表中的磁感应阻尼器也就是根据涡流的原理工作的。 1/ 38
涡流的危害:涡流消耗电能,使电机、电气设备效率降低;使铁心发热;且涡流有去磁作用,会削弱原有磁场二、可控硅的基础知识1、优点:他是一种大功率的半导体器件,效率高、控制特性好、反应快、、优点:寿命长、体积小、重量轻、可靠性高和方便维护。 2、结构:四层半导体叠交而成,有三个 PN 结,外部有三个电极,分别是、结构:阳极、阴极、控制极,分别为 A、K、G。 3、工作原理:、工作原理:将可控硅按图 l---62 连接,可以得到如下结果:
中频炉废气处理工程 10000m 3/h ) 1、概述.... 1.1 项目概述
1.2 数据和其他依据 3 3 1.3 设计依据 1.4 设计原则 1.5 设计范围 2、工程方案设计 2.5.1 二级喷淋装置 ...... 2.5.2 离心风机 .......... 2.5.5 设备支架及风帽固定架 3、工程投资概算 3.1 工程投资概算一览表 4、工程报价范围 4.1 设计范围 4.2 供货范围 5、公司的服务及承诺 5.1 供货提交的资料 5.2 服务项目 .... 6、运行费用 7、施工进度表 1.1 项目概述 中频炉在生产运行过程中有部分废气产生,为了积极响应国家环保节能减 1、概述 2.1 2.2 2.3 2.4 2.5 处理工程量的确定 ....... 废气排放标准 ........... 废气处理工艺流程说明 .. 工艺流程 .............. 各处理单元主要设备工艺参数 10 10 6.1 运行费用分析 .. 6.1.1 人工费 ... 6.1.2 电费 ...... 6.1.3 总运行费用: 10 10 11 11 11
排等法律法规的号召,预对车间内废气进行处理。 1.2 数据和其他依据 2 台中频炉工作时只有一台工作,废气设计量10000m3/h 1.3 设计依据 中华人民共和国环境保护法》;工业炉窑大气污染物排放标准》二级排放标 准;环境空气质量标准》; 国家颁布的环境工程设计技术规范; 1.4 设计原则 遵循国家环保工程设计相关法律、法规。 采用先进、成熟的工艺,稳定可靠地达到设计目标。 做到工程投资及运行费用最省。 操作、管理方便,布置美观合理。 1.5 设计范围 包括废气处理工程的工艺设计、总图设计、建筑物设计、构筑物设计、 设备设计及选型、电气设计、自控设计、给排水设计等;不包括废气处理站外供电、供水和排水系统设计和施工。
绪论 金相分析是研究金属及其合金内部组织及缺陷的主要方法之一,它在金属材料研究领域中占有很重要的地位。利用金相显微镜在专门制备的试样上放大100~1500倍来研究金属及合金组织的方法称为金相显微分析法,它是研究金属材料微观结构最基本的一种实验技术。显微分析可以研究金属及合金的组织与其化学成分的关系;可以确定各类合金材料经过不同的加工及热处理后的显微组织;可以判别金属材料的质量优劣,如各种非金属夹杂物--氧化物、硫化物等在组织中的数量及分布情况以及金属晶粒度的大小等。 在现代金相显微分析中,使用的主要仪器有光学显微镜和电子显微镜两大类。本书以常用的光学金相显微镜为例进行介绍。 第一章金相试样的制备 §1.1取样和镶嵌 一、纯金属的晶体结构 一、取样 (一)取样部位和磨面方向的选择 取样部位必须与检验目的和要求相一致,使所切取的式样具有代表性。 例如: 上图中1用于检验非金属夹杂物的数量、大小、形状;2用于检验晶粒的变形程度;3用于检验钢材的带状组织消除程度。 (二)取样方法 1.金相式样的形状 ①Φ12×12mm的圆柱体。②12×12×12mm的立方体。③其他不规则的形状。
式样的棱边应倒圆,防止在磨制中划破砂纸和抛光织物。 2.取样方法 ①硬度较低的材料如低碳钢、中碳钢、灰口铸铁、有色金属等。 用锯、车、刨、铣等机械加工。 ②硬度较高的材料如白口铸铁、硬质合金、淬火后的零件等。 用锤击法,从击碎的碎片中选出大小适当者作为试样。 ③韧性较高的材料 用切割机切割。 ④大断面和高锰钢等 用氧乙炔焰气割。 二、试样的热处理 取下来的试样有的可直接进行磨制,有的尚需按照相应的标准经热处理后才能进行磨制,如检验钢的本质晶粒度、非金属夹杂物、碳化物不均匀等。 1.本质晶粒度试样的热处理 (1)渗碳法——用于低碳钢。 (2)网状铁素体法——用于中碳钢。 (3)网状屈氏体法——用于共析钢。 (4)网状渗碳体法——用于过共析钢。 (5)氧化法—— 1°木炭氧化法将抛光试样用木炭覆盖,加热至930℃,保温3h后再将木炭抖掉,在炉膛中氧化5min后水淬。 加入至930℃,保温3h后,再通入空气,经30~60s短 时间氧化,最后水淬。 3°热浸氧化法将试样在预先脱氧良好的盐浴中加 热至930℃,保温3h,再将试样移入具有弱氧化作用的 盐浴中浸蚀。浸蚀温度仍为930℃,浸蚀时间为2~5min, 取出后油淬,最后用水清洗、吹干,置于金相显微镜下 观察。 (6)直接浸蚀法——
热处理炉安全技术操作规程 一、适用范围:台车式燃气热处理炉 二、管理内容:操作者必须经过技能培训和安全教育培训,掌握本岗位操作技术和燃气安全知识,考核合格方可上岗。进入岗位前,须正确穿戴劳护用品。 三、操作细则与要求: 1、运行前检查: ①、检查炉门、运料台车、密封装置、风机等设备和设施是否完好可靠。 ②、检查各阀门、开关、仪器仪表是否完好可靠,并处在正常位置和状态。 ③、检查天然气(烧嘴前压力0.03-0.05Mpa)、压缩空气 (0.5-0.7Mpa)的压力是否在正常使用的范围内。 ④、检查天然气管道、各阀门有无漏气,如有漏气严禁使用。 ⑤、检查炉门升降钢丝绳:不得有断丝、断股、压痕等现象及其它明显的缺陷; 卡扣牢固无松动现象;不得有脱槽、扭曲等现象。 2、作业操作: (1)、开炉点火的操作 ①、需加热的工件应平稳放置在运料台车上,运料台车到达限位块前应减速,不得使台车车轮猛烈撞击限位块。
②、缩回安全插销后操作台旁的警示灯亮,按住“炉门关”按钮,炉门缓慢、平稳的落下到位,再按住“炉门压紧”按钮,把炉门压紧。 ③、接通电源,首先打开助燃风机,吹扫五分钟左右。 ④、待风机吹扫完毕后再接上燃气阀,打开燃气电磁阀,若出现燃气高压报警,需在压力开关处放散.(旋开压力开关上的螺栓,待燃气压力正常,电磁阀打开后再旋上螺栓)。 ⑤、给控制器送电,在点火之前需检查助燃风管道上的电动执行器是否在最小开度,只有在最小开度时才能点火(为获得执行器最小开度,设定温控表温度低于炉内温度5度,按下确认键后等60秒后点火)。 ⑥、烧嘴依次点火,在烧嘴点火不成功后,需间隔三分钟后按下复位按钮(注:复位按钮按下后立即松开,以免烧毁设备)再次点火,若依然点不着火,需检查助燃风压力是否正常,燃气压力是否正常,烧嘴是否打火,电磁阀是否有打开动作.不可连续点火,否则可能会引起爆炸! ⑦、在每个烧嘴燃烧正常后,再设置所需加热温度转入仪表自动控制温度。 (2)、停炉息火的操作 ①、准备停炉时,依次关闭烧嘴,切断控制器电源。 ②、关闭燃气手阀(位于电磁阀下面的)和燃气电磁阀。