MiniTab使用之多参数的组合直方图1.将数据导入Excel,保存文件为“XXX”;
2.将数据导入到MinTab;
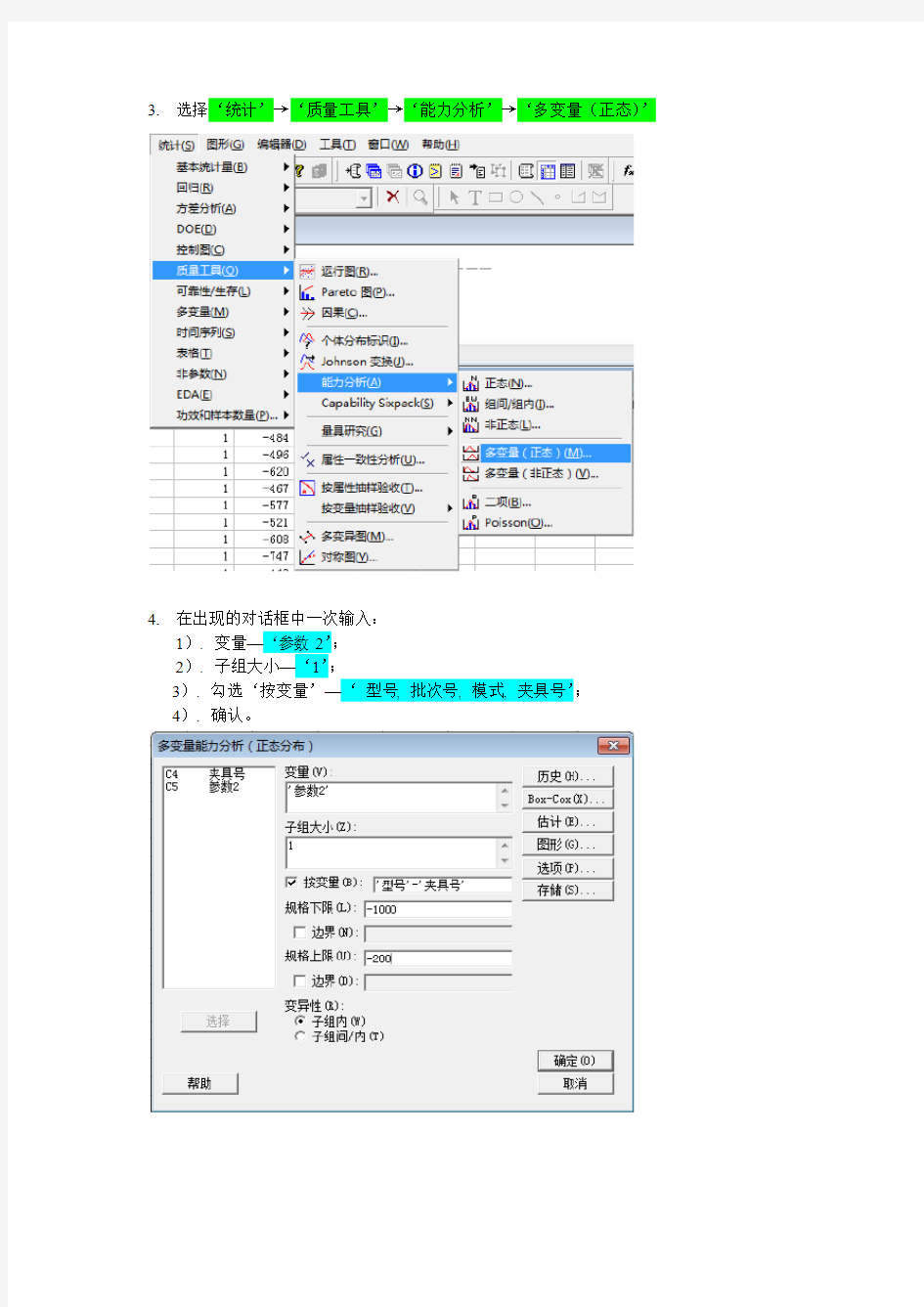
3.选择‘统计’→‘质量工具’→‘能力分析’→‘多变量(正态)’
4.在出现的对话框中一次输入:
1). 变量—‘参数2’;
2). 子组大小—‘1’;
3). 勾选‘按变量’—‘型号, 批次号, 模式, 夹具号’;
4). 确认。
5.结果得到多参数的组合直方图
6.附件
原始数据:
MiniTab使用之多参
数的组合直方图 .xlsx Minitab文件:
Minitab应用基础知识 一、 Minitab界面和基本操作介绍 (1) 1.1 Minitab界面 (1) 1.2 工具栏的介绍 (2) 1.3 常用菜单与命令 (2) 1.4 数据类型 (3) 1.5 数据类型的转换 (3) 1.6 数据类型的堆积 (4) 1.7 数据块的堆积 (4) 1.8 转置栏 (5) 二、Minitab之常用图形 (6) 2.1鱼骨图 (6) 2.2 柏拉图 (8) 2.3 散布图 (11) 2.4 直方图 (13) 三、 Minitab在控制图中的应用 (15) 3.1 计量型控制图 (16) 3.1.1 Xbar-R做法 (16) 3.1.2 Xbar-s做法 (19) 3.1.3 I-MR图做法 (21) 3.2计数型控制图 (24) 3.2.1 p图做法 (24) 3.2.2 np图做法 (26) 3.2.3 c图做法 (28) 3.2.4 u图做法 (31) 附录一 (33)
一、Minitab界面和基本操作介绍 1.1 Minitab界面 打开文件 Session Window: 分析结果输出窗口 同一时间只能激活一个窗口,每一个窗口可以单独储存。
1.2 工具栏的介绍 1.3 常用菜单与命令
1.4 数据类型 1.5 数据类型的转换 Select: Data > Change Data Type > Text to Numeric
1.6 数据类型的堆积 Select: Data > Stack > Stack Columns 1.7 数据块的堆积 Select: Data > Stack > Stack Blocks of Columns
Minitab使用小结(一)--正态分布图 CPK计算与正态图:过程能力数据分析 1、CPK:Complex Process Capability index的缩写,是现代企业用于表示制程能力的指标。 制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水准之上,作为制程持续改善的依据。 当我们的产品通过了Gage R&R的测试之后,我们即可开始Cpk值的测试。 CPK值越大表示品质越佳。 CPK=[Min(X-LSL/3s),(USL-X/3s)](注“X为取样数据的平均值) Cpk——过程能力指数 CPK= Min[(USL-Mu)/3s, (Mu-LSL)/3s] 2、Cpk应用讲义: 1) Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。 2) 同Cpk息息相关的两个参数:Ca, Cp,其中Ca:制程准确度,Cp:制程精密度。 3) Cpk, Ca, Cp三者的关系:Cpk = Cp*(1-|Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4) 当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5) 计算取样数据至少应有20~25组数据,方具有一定代表性。 6) 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上、下限(USL,LSL),才可顺利计算其值。 7) 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U): 规格公差T=规格上限USL-规格下限LSL; 规格中心值U=(规格上限USL+规格下限LSL)/2; 8) 依据公式:Ca=(X-U)/(T/2),计算出制程准确度:Ca值;(X为所有取样数据的平均值) 9) 依据公式:Cp=T/6σ,计算出制程精密度:Cp值;(在EXCEL中使用函数STDEV选择取样的数据即可) 10) 依据公式:Cpk=Cp*(1-|Ca|),计算出制程能力指数:Cpk值 或Cpk=Min(Cpu,Cpl),其中Cpu=(USL-A verage)/3σ;Cpl=(A verage-LSL)/3σ 11) Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A++级Cpk≥2.0 特优可考虑成本的降低 A+ 级2.0 >Cpk ≥ 1.67 优应当保持之 A级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级 B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级 C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力 D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。 3、计算实例: 规定上限USL=0.253 规定下限LSL=0.247 Max=0.254 Min=0.247 △x=0.007 avg=0.251 б=0.002(可在EXCEL中使用函数STDEV选择取样的数据得到)
Minitab13使用指导 一、Minitab操作界面简介 图(1) Minitab 13 for windows是一个统计软件。在打开Minitab后,屏幕被分成两个部分,上半部分为“Session”(任务视窗),一切计算结果将在这里给出;下半部分为“Worksheet”(工作表),可以在这里输入数据;还可以打开“Graph windows”(图形视窗)如图(1)所示;另外还有一些窗口不常用,如Project Manager(项目管理器)可以选择主菜单“Windows”将其打开。 主菜单中包含:File(文件菜单),Edit(编辑菜单),Manip(操作菜单),Calc(计算菜单),Stat(统计菜单),Graph(图形菜单),
Editor(编辑器菜单),windows(视窗菜单),He1p(帮助菜单)共九个内容。
菜单“stat”中包含了丰富统计分析功能,有基本统计(Basic Statistics)、回归分析(Regression)、方差分析(ANOVA)、试验设计(DOE)、控制图(Control Charts)、质量工具(Quality Tools)、可靠性与生存分析(Reliability/survival)、多元分析(Multivariate)。时间序列分析(Time Series)、一维与二维数据的整理(Tab1es)、非参数统计分析(Nonparametrics)、探索性数据分析(EDA)等内容。 菜单“Graph”中有许多作图功能,譬如散点图(Plot),时间序列图(Time series Plot),直方图(Histogram),箱线图(Box plot),点图(Dot plot),饼图(Pie Chart),概率图(Probability Plot),茎叶图(Stem-and-Leaf)等。 菜单“Ca1c”中包含许多数据的变换的工具,其中既有一般的数学函数(Calculator),也有列统计量(Co1umn statistics),行统计量(Row Statistics),标准化(Standardize),随机数(Random Data),矩阵运算(Matrices)等。 菜单“Manip”中包含许多运算,如选择数据的子集(Subset Worksheet),将一列分成几列(Unstuck Columns),将几列合并为一列(Stack Columns),将数据列转置(Transpose Co1un1ns),排序(sort),删除行(De1ete Rows)、删除列(Erase Variables),改变数据的类型(Change Data Type),显示数据(Display Data)等。