DNC传输设置与使用方法
来源:开关柜无线测温 https://www.doczj.com/doc/bd14840810.html,
在数控机床的程序输入操作中,如果采用手动数据输入的方法往CNC中输入,一是操作、编辑及修改不便;二是CNC内存较小,程序比较大时就无法输入。为此,我们必须通过传输(电脑与数控CNC之间的串口联系,即DNC功能)的方法来完成。
一、串口线路的连接
1.华中系统串口线路的连接
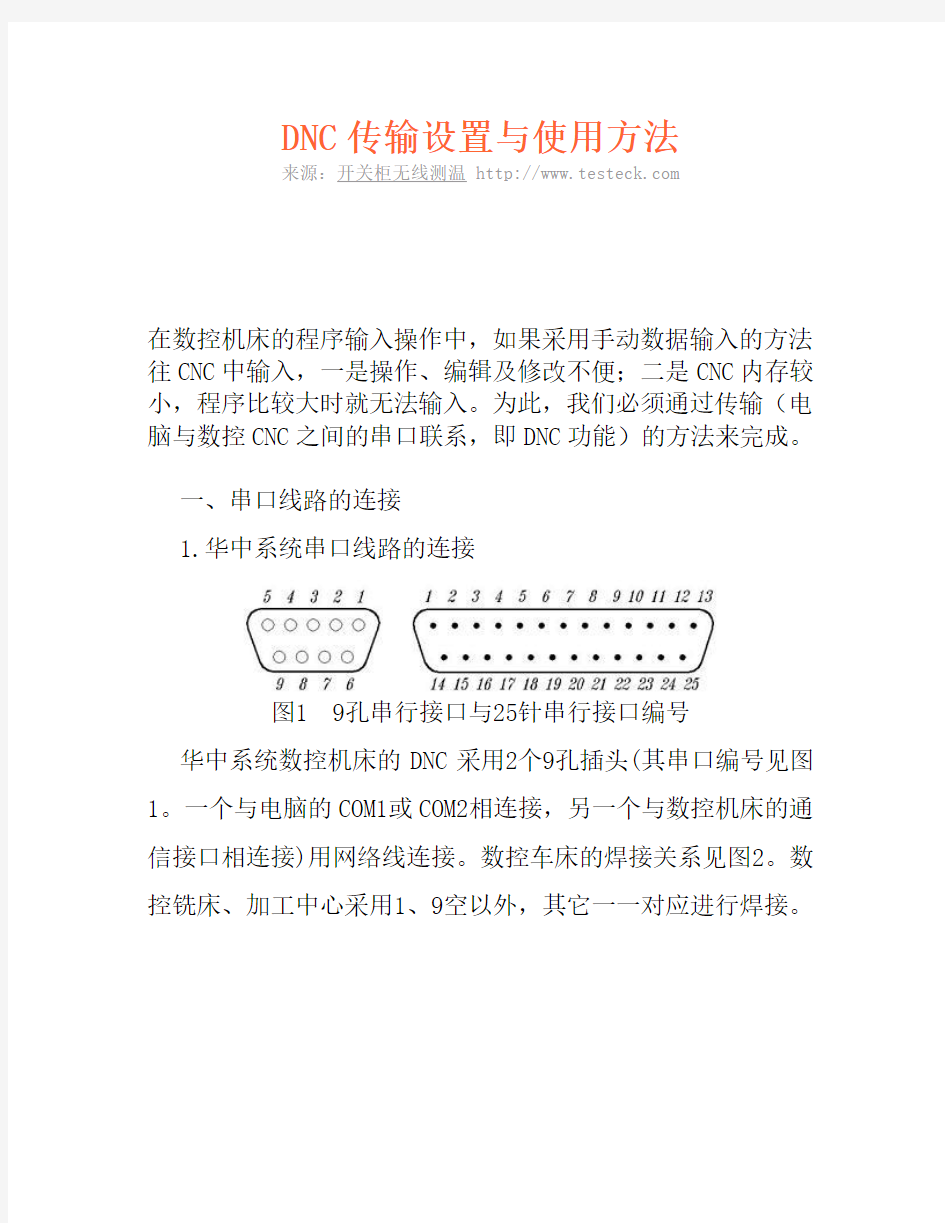
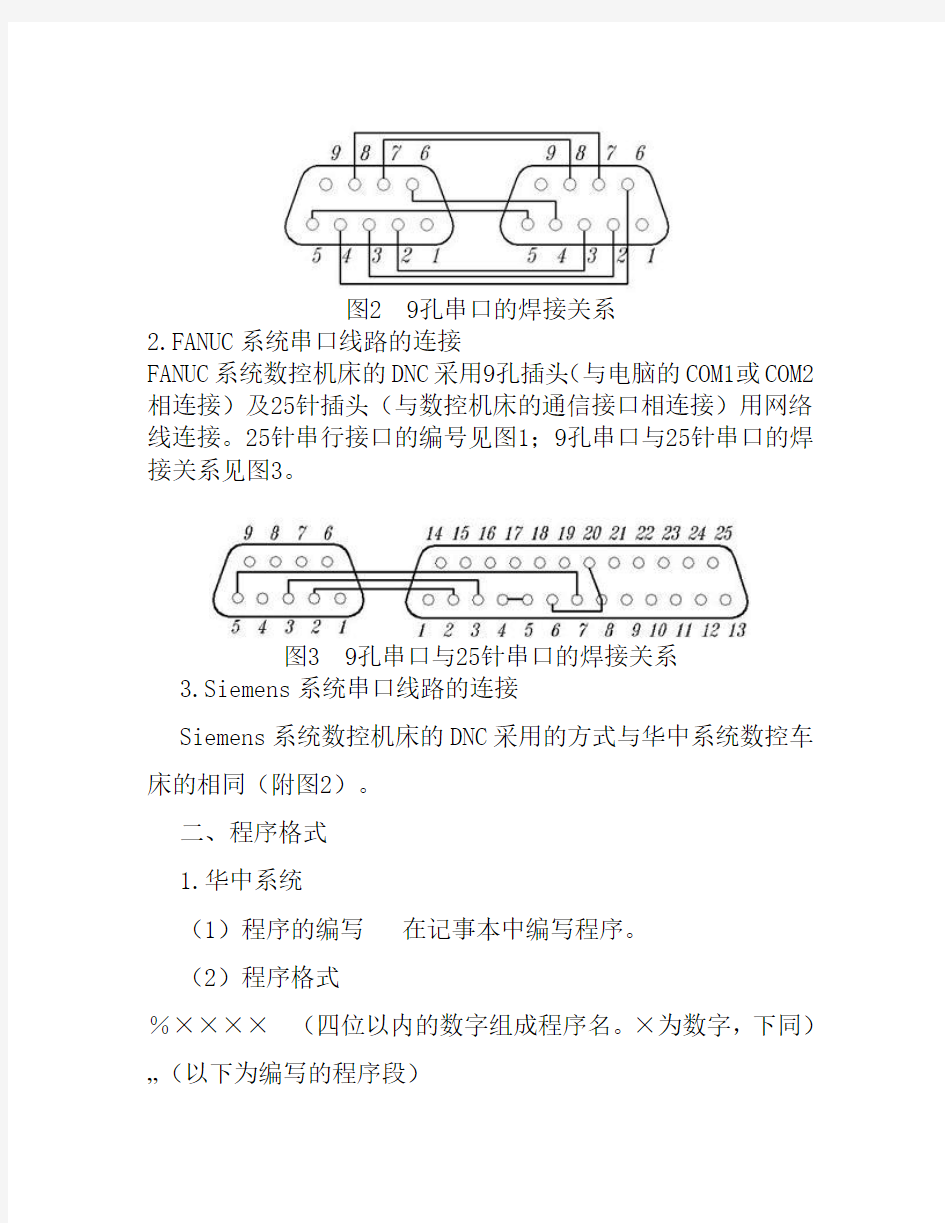
图1 9孔串行接口与25针串行接口编号华中系统数控机床的DNC采用2个9孔插头(其串口编号见图1。一个与电脑的COM1或COM2相连接,另一个与数控机床的通信接口相连接)用网络线连接。数控车床的焊接关系见图2。数控铣床、加工中心采用1、9空以外,其它一一对应进行焊接。
图2 9孔串口的焊接关系
2.FANUC系统串口线路的连接
FANUC系统数控机床的DNC采用9孔插头(与电脑的COM1或COM2相连接)及25针插头(与数控机床的通信接口相连接)用网络线连接。25针串行接口的编号见图1;9孔串口与25针串口的焊接关系见图3。
图3 9孔串口与25针串口的焊接关系
3.Siemens系统串口线路的连接
Siemens系统数控机床的DNC采用的方式与华中系统数控车床的相同(附图2)。
二、程序格式
1.华中系统
(1)程序的编写在记事本中编写程序。
(2)程序格式
%××××(四位以内的数字组成程序名。×为数字,下同)…(以下为编写的程序段)
…
(3)保存到文件夹中的程序文件名 O××××(“O”为英文)。
2.FANUC系统
(1)程序的编写在记事本中或在CNC-EDIT、NC Sentry 传输软件中编写程序。
(2)程序格式
%
:××××(四位以内的数字组成程序名。前面的冒号“:”
也可改用英文的“O”,传输到数控系统后都为“O×
×××”)
…(以下为编写的程序段)
…
%
(3)保存到文件夹中的程序文件名可任意给(最好为英文或数字)。
3.Siemens系统
(1)程序的编写在记事本中或在CNC-EDIT、NC Sentry 传输软件中编写程序。
(2)程序格式
%_N_△△××××××_MPF (由开头的二个字母和
后面的数字、下划线及字母等8个以内的
半角字符组成程序名。△为字母。子程序
可以以L开头加7位以内的数字组成程序
名,MPF改为SPF)
;$PATH=/_N_MPF_DIR
…(以下为编写的程序段)
…
(3)保存到文件夹中的程序文件名可任意给(最好为英文或数字)。
(三)传输软件介绍及传输操作
图4 华中DNC页面
1.华中DNC传输软件
华中DNC传输软件打开后的页面如附图4所示。
程序传输操作过程如下:
(1)打开华中DNC传输软件。
(2)在华中系统的数控机床控制面板主菜单中,按“F7”(DNC 通讯),进入接收状态。
(3)在华中DNC传输软件中点击“发送G代码”,系统弹出如附图5所示的对话框,进入保存程序的文件夹,选择要加工的程序,然后点击“打开”。
图5 选择打开程序对话框
(4)待传输完毕后,在华中系统的数控机床控制面板上按“Alt+E”退出DNC状态(注意E为上档键)。
(5)在数控机床控制面板中,选择已传输的加工程序进行加工操作。
华中系统传输参数的设置取其默认值即可。如果要修改,点击“参数设置”进入“串口参数设置”对话框,按数控机床所设置的传输参数进行修改。对于大程序,由于华中系统的存储量较大,不必采用边传边加工的方式。
2. CNC-EDIT传输软件
CNC-EDIT传输软件打开后点击“开新档”,其编辑页面如附图6所示。在编辑页面中可以编写程序或打开已有的程序,附图6中所显示的程序是取消了顺序号的。
图6 CNC-EDIT操作页面
按附图6中有两个电脑图标的按钮(DNC传输按钮)可以进入程序的DNC传输操作页面(附图7),在该页面中按4.Setup按钮,可以进入参数设置页面(附图8),参数设置说明见下表,设置完参数后,按0. Save & Exit退出。
图7 DNC传输操作页面
图8 参数设置页面表参数设置说明
参数名称Name
Comm
port
Baud
rate
Stop
bits
Hands
hake
Data
bits
Par
ity
参数含义数控机床
名称
接口
波特
率
停止
位
信息
交换
数据
位
校
验
程序传输操作过程如下:
(1)打开CNC-EDIT传输软件,在编辑区域编写所需传输的程序或打开存储在电脑中的程序,点击“DNC传输按钮”进入程序传输操作页面(附图7)。
(2)在数控机床操作面板中,选择“EDIT”方式,启动程序的接收或读入。
(3)在程序传输操作页面(附图7)中点击1.Send按钮就可以把计算机中的程序传输到数控机床中,其传输过程页面如附图9所示。
图9 DNC传输过程页面 3. NC Sentry传输软件
图10 NC Sentry操作页面
NC Sentry传输软件打开后的操作页面如附图10所示,在操作页面中可以编写程序或打开已有的程序。点击程序传输图标,可进入附图11所示的页面,点击ettings可进入传输参数设置页面(如附图12),设置完参数按OK退出。
图11 DNC传输操作页面
图12 参数设置页面
程序传输操作过程如下:
(1)打开NC Sentry传输软件,在编辑区域编写所需传输的程序或打开存储在电脑中的程序,点击程序传输图标进入程序传输操作页面(附图11)。
(2)在数控机床操作面板中,选择“EDIT”方式,启动程序的接收或读入。
(3)在程序传输操作页面(附图11)中点击Start按钮就可以把计算机中的程序传输到数控机床中,其传输过程页面如附图13所示。
图13 DNC传输过程页面
数控车床的操作 一、数控车床的整体介绍 床身、导轨、主轴箱、回转刀架、数控系统、控制柜 二、数控界面介绍 1、机床控制面板(也叫MCP键盘,主要用于机床动作的直接控制或加工控制) a、机床工作方式按键区 b、机床控制区 c、速度修调区 d、轴控制区 e、运行控制区 2、编辑键盘(也叫NCP键盘, 主要用于编写和查看程序代码,包括常用的数字、字符和功能键,所有按键只在编辑和选择状态时有效) a、ESC b、BS c、DEL d、SP e、Enter f、PgDn g、PgUp h、Upper i、Alt 3、屏幕显示区 ● a、工作方式显示区 ● b、窗口显示区 (1)正文显示(用来时时显示加工程序,在该模式下不能进行程序编辑) (2)图形显示 ①、轨迹显示:程序校验时可快速显示刀具轨迹。 ②、仿真显示:加工时以给定速度显示刀具轨迹。 (3)大字符显示 (4)坐标联合显示
●c、功能按键显示区 (1)主菜单(操作者用) (2)扩展菜单(调试人员用) (3)三级菜单 ●d、辅助功能显示区(用来显示各功能按键的功能,是三级菜单结构,第一级 菜单有两页) (1)运行程序索引区(显示当前运行的程序名和程序段号) (2)坐标值显示区(用来显示刀具在工件坐标系或机床坐标系下的坐标值) (3)工件坐标零点显示区(用来工件坐标系的零点在机床坐标系下的坐标值,在单段工作方式下,运行加工程序首行的T指令,可设定工件坐标零点的当前坐标)(4)辅助机能显示区 三、数控机床基本操作步骤 ●(一)开机回参考点、超程解除 1、开机回零操作步骤 注意: a、回零必须注意安全(在轴运动方向不要发生碰撞) b、机床上电必须首先回参考点,以确定机床坐标系 2、超程解除步骤 a、软超程(机床完成回零后软超程设置有效出现手动报警) b、硬超程(当某轴出现超程时,超程解除灯亮,系统显示急停状态。) ●(二)手动操作类步骤 1、手动操作 2、增量进给 3、手摇进给 注意:①、每次只能控制一个坐标轴。②、手摇越快,运动速度就越快。 4、手动换刀(在手动或增量的方式都下有效) 5、主轴手动换挡(在MDI模式下输入M41或M42可进行高低转速的切换) 注意:在主轴运转时禁止手动换挡操作。 ●(三)程序编辑步骤
数据传送实验 验证性实验 2012年10月31日第三四节课 一、实验目的 1、掌握单片机的汇编指令系统及汇编语言程序设计方法。 2、掌握单片机的存储器体系结构。 3、熟悉Keil软件的功能和使用方法。 4、掌握单片机应用程序的调试方法。 二、设计要求 1、编写程序将00H~0FH 16个数据送到单片机内部RAM 30H~3FH单元中。 2、编写程序将片内RAM 30H~3FH的内容传送至片内RAM 40~4FH单元中。 3、编写程序将片内RAM 40H~4FH单元中的内容传送到外部RAM 4800H~480FH单元中。 4、编程将片外4800H~480FH单元内容送到外部RAM 5800H~580FH单元中。 5、编写程序将片外RAM 5800H~580FH单元内容传送回片内RAM 50H~5FH 单元中。 三、实验程序流程框图
四、程序清单 ORG 0000H MOV R0, #30H ;初始化数据指针 MOV A, #00H MOV R2, #10H ;设置循环次数LOOP1: MOV @R0, A ;循环体部分 INC R0 ;修改数据指针 INC A DJNZ R2, LOOP1 ;循环控制部分 MOV R0, #30H ;初始化数据指针 MOV R1, #40H MOV R2, #10H LOOP2: MOV A, @R0 ;循环体部分 MOV @R1, A INC R0 ;修改数据指针 INC R1 DJNZ R2, LOOP2 ;循环控制部分
MOV R1, #40H ;设置数据指针R0单元内容 MOV DPTR, #4800H ;外部RAM4800H单元地址作为16位立即数送数 据指针DPTR MOV R2, #10H ;设置循环次数 LOOP3: MOV A, @R1 ;循环体部分 MOVX @DPTR, A INC R1 ;修改数据指针 INC DPTR DJNZ R2, LOOP3 ;循环控制部分 MOV R0, #00H ;初始化数据指针 MOV R1, #48H MOV R2, #58H LOOP4: MOV DPL, R0 ;设置数据指针的低八位内容 MOV DPH, R1 ;设置数据指针的高八位内容 MOVX A, @DPTR ;将外部RAM内容送累加器A MOV DPH, R2 ;重新设置数据指针高八位内容 MOVX @DPTR, A ;将累加器A的内容送回外部RAM INC R0 ;修改数据指针 CJNE R0, #10H, LOOP4 ;循环控制部分 MOV R0, #50H ;初始化数据指针 MOV DPTR, #5800H MOV R2, #10H CLR A ;累加器A清零 LOOP5: MOVX A, @DPTR ;循环体部分 MOV @R0, A INC R0 ;修改数据指针 INC DPTR DJNZ R2, LOOP5 ;循环控制部分 END 五、程序数据
通道口、楼梯口应急预案措 施(正式) Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. 使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体、周密的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 在建工程地面入口处和施工现场在施工工 程人员流动密集的通道易发生落物产生的物体 打击事件。首先,施工人员进入施工现场必须 正确戴好安全帽,其次,由项目部组织人员在 入口处和通道上方设置防护棚。 防护棚顶部材料采用5cm厚木板或相当于 5cm厚木板强度的其他材料,两侧沿栏杆架用 密目网封严。
防护棚上部严禁堆放材料,防护棚挂牌警示。 为了防止人员从楼梯板上坠落,所以在楼梯处设置防护栏杆,并且在栏杆上刷上红白相间油漆。楼梯处设置警示牌。 如果发生物体打击和人员坠落事故,安全小组要立即组织人员进行抢救,如果伤者伤势较轻,就用工地准备的药箱为其消毒,然后送往医院,如果伤者伤势较重,应急小组立即拨打120急救电话,通知附近医院赶往现场救治或送往医院,并且向上级领导及相关负责人汇报情况,听从上级安排指示,待事故控制后,应急小组负责人对事故进行调查、分析,落实措施,避免类似情况发生。 请在这里输入公司或组织的名字
即用即查L i n u x命令行实例参考手册代码 第13章基本网络配置命令 配置或显示网络设备——ifconfig ifconfig命令语法: ifconfig [网络设备] [IP地址] [参数] 实例1:显示安装在本地主机的第一块以太网卡eth0的状态,执行命令: [root@localhost ~]# ifconfig eth0 实例2:配置本地主机回送接口。执行命令: 实例3:显示本地主机上所有网络接口的信息,包括激活和非激活的,执行命令: [root@localhost ~]# ifconfig 在设置eth0网络接口之前,首先显示本地主机上所有网络接口的信息。执行命令: [root@localhost ~]# ifconfig 实例5:启动/关闭eth0网络接口。 在eth0网络接口禁用之前,首先显示本地主机上所有网络接口的信息。执行命令: [root@localhost ~]# ifconfig 然后执行禁用eth0网络接口命令: [root@localhost ~]# ifconfig eth0 down [root@localhost ~]# ifconfig 再次显示本地主机上所有网络接口的信息,以便比较分析禁用eth0网络接口命令的作用。 为了进一步深入了解,可以测试ping该网络接口。执行命令: 命令重新启动该网络接口。 [root@localhost ~]# ifconfig eth0 up 实例6:为eth0网络接口添加一个IPv6地址fe80::20c::29ff:fe5f:ba3f/64。 在为eth0网络接口添加IPv6地址之前,首先显示本地主机上所有网络接口的信息。执行命令:[root@localhost ~]# ifconfig 然后执行ping6命令检测未添加IPv6地址fe80::20c::29ff:fe5f:ba3f/64之前eth0网络接口的状况:[root@localhost ~]# ping6 –I eth0 –c 4 fe80::20c::29ff:fe5f:ba3f 接下来为eth0网络接口添加一个IPv6地址fe80::20c::29ff:fe5f:ba3f/64,执行命令: [root@localhost ~]# ifconfig eth0 add fe80::20c:29ff:fe5f:ba3f 再次执行ping6命令检测IPv6地址fe80::20c::29ff:fe5f:ba3f : [root@localhost ~]# ping6 –I eth0 –c 4 fe80::20c:29ff:fe5f:ba3f 再次显示本地主机上所有网络接口的信息,以便比较分析eth0网络接口添加IPv6地址前后发生的变化。 [root@localhost ~]# ifconfig 查看或设置网络接口——ifup、ifdown ifup、ifdown命令语法: ifup [网络设备] ifdown [网络设备] 实例1:关闭eth0网络接口。
数控铣床操作步骤 Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT
数控铣床操作步骤 1.开电源:机床左侧面的红色旋钮,初始化到系统界面右上角显示700016并且已完全进入界面时,按下K1键启动伺服。 2.回零:分别使X/Y/Z轴初始化回零。(按下RefPoint在回零方式下,分别按住三个轴的+方向键(不要松手),一直到显示屏上显示出类似宝马标志的图标时,三个轴分别都处于0位置才松开按键。) 特别注意:回零以后,就将工作方式改为手动方式即按下JOG键,否则不小心在回零方式下又按了三根轴的方向键就会使回零失效。 3.传输程序:在操作界面的主菜单()下,选择通讯,然后按输入启动将程序从计算机传输到数控系统。 计算机端从开始-程序里启动WINPCIN软件。如右图所示,选择TEXTFORMAT。 按下SendData按钮选择要发送的文件发送即可。在主菜单()中按下程序按钮,然后用上下箭头选择发送过来的程序,再按下选择按钮,屏幕的右上方会显示文件名,然后再按打开按钮。 X轴、Y 轴、Z轴伺 服电机; 主轴电机 操作面板 空气开关、接触器、PLC、 熔断器、驱动电器等 串行
4.程序仿真:在菜单上用向右的箭头来翻找,按下仿真功能键,在AUTO方式下,按下CycleStar键(屏幕右下方)执行自动仿真。如果仿真出错,回主菜单,在诊断功能里检查错误,然后修改后再上传再仿真,直到无误为止。 5.刀补:在主菜单()中按下参数按钮,选择刀具补偿对刀,设定刀具半径为3mm,对刀后确认。回上一级菜单,选择零点偏移,按下测量键,确定1号刀具,然后进行零点偏移值的设定。具体操作是:将刀具在JOG方式下移动,让主轴正转起来,刀具在小进给速率下移动到工件表面原点位置(与画图的原点一致)。然后在G54坐标系下通过按轴+键对每一个轴的偏移量进行计算,最后确认零点偏移的值。 6.加工:在主菜单()下按加工,在自动方式下按执行键CycleStar。加工完毕,将工件取下打扫卫生,老师确认后方可离开。
编号:SY-AQ-03828 ( 安全管理) 单位:_____________________ 审批:_____________________ 日期:_____________________ WORD文档/ A4打印/ 可编辑 电气焊操作规程规定 Electric welding operation regulations
电气焊操作规程规定 导语:进行安全管理的目的是预防、消灭事故,防止或消除事故伤害,保护劳动者的安全与健康。在安全管 理的四项主要内容中,虽然都是为了达到安全管理的目的,但是对生产因素状态的控制,与安全管理目的关 系更直接,显得更为突出。 1.电气焊必须持证上岗,无证人员不准上岗作业,作业时必须开动火证。 2.进入施工现场必须戴好安全帽,高空作业系好安全带。 3.现场使用的电焊机应设有可防雨、防潮、防晒的机棚,并备有消防用品。 4.高空焊接时(包括切割)必须挂好安全完网,焊件周围和下方应采取防火措施,并有专人监护。 5.雨天不得露天电焊,在潮湿地带作业时,操作人员应站在铺有绝缘物品的地方并穿好绝缘鞋。 6.氧气瓶应与其他易燃气瓶、油脂、易爆物品分别存放,也不得同车运输。氧气瓶应有防震圈,安全帽,应平放不得倒置,不得在强烈阳关下晒,严禁行车或吊车运氧气瓶。 7.开启氧气瓶阀门时应有专用工具,动作要缓慢,不得面露减压器,
但应观察压力表针是否灵敏可靠,氧气瓶中的氧气不得全部用尽,至少应留49KPA的剩余压力。 8.点燃焊(割)炬时应先开乙阀门点,然后开氧气调整火焰,关闭时先关闭乙阀,再关闭氧气阀。 9.大风天气不准使用电气焊作业。 10.作业后清理场地,灭绝火种,切断电源,锁好电闸箱,拧上气瓶安全帽,将软管卷起捆好,消除焊料余热后方可离开。 这里填写您的公司名字 Fill In Your Business Name Here
即用即查Linux命令行实例参考手册代码 第13章基本网络配置命令 配置或显示网络设备——ifconfig ifconfig命令语法: ifconfig [网络设备] [IP地址] [参数] 实例1:显示安装在本地主机的第一块以太网卡eth0的状态,执行命令: [root@localhost ~]# ifconfig eth0 实例2:配置本地主机回送接口。执行命令: [root@localhost ~]# ifconfig lo inet 127.0.0.1 up 实例3:显示本地主机上所有网络接口的信息,包括激活和非激活的,执行命令: [root@localhost ~]# ifconfig 实例4:配置eth0网络接口的IP为192.168.1.108。 在设置eth0网络接口之前,首先显示本地主机上所有网络接口的信息。执行命令:[root@localhost ~]# ifconfig 然后设置eth0网络接口,ip为192.168.1.108,netmask为255.255.255.0,broadcast为192.168.1.255。执行命令: [root@localhost ~]# ifconfig eth0 192.168.1.108 netmask 255.255.255.0 broadcast 192.168.1.255 实例5:启动/关闭eth0网络接口。 在eth0网络接口禁用之前,首先显示本地主机上所有网络接口的信息。执行命令:[root@localhost ~]# ifconfig 然后执行禁用eth0网络接口命令: [root@localhost ~]# ifconfig eth0 down [root@localhost ~]# ifconfig 再次显示本地主机上所有网络接口的信息,以便比较分析禁用eth0网络接口命令的作用。 为了进一步深入了解,可以测试ping该网络接口。执行命令: [root@localhost ~]# ping 192.168.1.108 此时应该ping不通主机192.168.1.108。接下来可以执行如下命令重新启动该网络接口。 [root@localhost ~]# ifconfig eth0 up 实例6:为eth0网络接口添加一个IPv6地址fe80::20c::29ff:fe5f:ba3f/64。 在为eth0网络接口添加IPv6地址之前,首先显示本地主机上所有网络接口的信息。执行命令: [root@localhost ~]# ifconfig 然后执行ping6命令检测未添加IPv6地址fe80::20c::29ff:fe5f:ba3f/64之前eth0网络接口的状况: [root@localhost ~]# ping6 –I eth0 –c 4 fe80::20c::29ff:fe5f:ba3f 接下来为eth0网络接口添加一个IPv6地址fe80::20c::29ff:fe5f:ba3f/64,执行命令:[root@localhost ~]# ifconfig eth0 add fe80::20c:29ff:fe5f:ba3f
华中数控车床编程指令及其格式介绍 1、零件程序是由数控装置专用编程语言书写的一系列指令组成的。 2、数控装置将零件程序转化为对机床的控制动作。 3、最常使用的程序存储介质是磁盘和网络。 4、为简化编程和保证程序的通用性,规定直线进给坐标轴用X,Y,Z 表示,常称基本坐标轴。X,Y,Z 坐标轴的相互关系用右手定则决定。 5、规定大姆指的指向为X 轴的正方向,食指指向为Y轴的正方向,中指指向为Z 轴的正方向。围绕X,Y,Z 轴旋转的圆周进给坐标轴分别用A,B,C 表示, 6、数控机床的进给运动,有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。 7、坐标轴正方向,是假定工件不动,刀具相对于工件做进给运动的方向。如果是工件移动则用加“′”的字母表示,按相对运动的关系,工件运动的正方向恰好与刀具运动的正方向相反,即有: +X =-X′, +Y =-Y′, +Z =-Z′ +A =-A′, +B =-B′, +C =-C′ 同样两者运动的负方向也彼此相反。 8、机床坐标轴的方向取决于机床的类型和各组成部分的布局,对车床而言:——Z 轴与主轴轴线重合,沿着Z 轴正方向移动将增大零件和刀具间的距离;——X 轴垂直于Z 轴,对应于转塔刀架的径向移动,沿着X轴正方向移动将增大零件和刀具间的距离; ——Y 轴(通常是虚设的)与X 轴和Z 轴一起构成遵循右手定则的坐标系统。9、机床坐标系是机床固有的坐标系,机床坐标系的原点称为机床原点或机床零点。在机床经过设计、制造和调整后,这个原点便被确定下来,它是固定的点。 10、为什么数控车床开机后要回参考点? 答:数控装置上电时并不知道机床零点,为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,通常要进行机动或手动回参考点,以建立机床坐标系。机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC 就建立起了机床坐标系。 11、机床参考点可以与机床零点重合,也可以不重合,通过参数指定机床参考点到机床零点的距离。 12、机床坐标轴的机械行程是由最大和最小限位开关来限定的。机床坐标轴的有效行程范围是由软件限位来界定的,其值由制造商定义。 13、工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。 14、程序原点选择原则? 答:工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。一般情况下,程序原点应选在尺寸标注的基准或定位基准上。对车床编程而言,工件坐标系原点一般选在,工件轴线与工件的前端面、后端面、卡爪前端面的交点上。
实验一单片机数据区传送程序设计 一、实验目的 1.进一步掌握汇编语言程序设计和调试方法。 2.了解单片机RAM中的数据操作 二、实验说明 要求:编写程序把R2、R3源RAM区首地址内的R6、R7字节数据传送到R4、R5目的地址的RAM区。 三、实验仪器 计算机 伟福软件(lab2000P ) 四、实验内容 在R0、R1中输入源地址(例如:3000H),R2、R3中输入目的地址(例如4000H),R6、R7中输入字节数(例如:1FFFH)。 查看RAM 区3000~30FFH和4000~40FFH内容,也可自己重新赋值。 运行程序,首先单步,然后用执行到指定位置,最后用连续运行方式。 记录下运行结果,检查3000~30FFH中内容是否和4000~40FFH内容完全一致。 五、思考题 1、改变源地址,例如00FFH; 2、改变目的地址,例如2000H; 3、改变传输的个数,小于256个和大于256个的情况。 4、把程序改为对某一数据存储区RAM赋都相同一个数值。 六、源程序及其修改原理 org 0000H Block equ 2000h mov dptr, #Block ; 起始地址 mov r0,#12h mov a,#20h ;修改2000h开始的地址所存放的内容为20h Loop: mov r1,#14h ;增加r1计数,用循环方式实现大于256的数据传输(思 考题3) Loop1: movx @dptr,a inc dptr ; 指向下一个地址 djnz r1,Loop1 djnz r0, Loop ; 双循环实现r0,r1计数相乘 (以上程序实现对某一数据存储区2000h~2168hRAM赋都相同一个数值20h,思考题4) mov r0, #20h ;改变源地址为2000h(思考题1) mov r1, #00h mov r2, #50h;改变目的地址为5000h(思考题2) mov r3, #00h
FANUC数控铣床对刀操作 步骤 数控铣床法兰克系统试切对刀详细步骤 通常,建立工件的零点偏置,使工件在加工时有一明确的参考点。建立工件的零点偏置的过程,我们通常称之为“对刀”。在大多数精度要求不高、条件不十分优越的情况下,一般采用试切法进行对刀,其详细步骤如下: 1.先将机床各轴回零 (1)方法一 可以按“机床回零件”键,选择“Z轴”“+”进给倍率打开机床Z轴移动回机械原点;选择“X轴”“+”进给倍率打开机床X轴移动回机械原点;选择“Y轴”“+” 进给倍率打开 机床Y轴移动回机械原点; (2)方法二“程序”“MDI” 输入“G91 G28 X0Y0Z0;” “循环启动” 进给倍率打开 机床X、Y、Z轴均移动回机械原点; 2.X 、 Y、Z 向试切对刀(1)X轴方向对刀 ①将工件、刀具分别装在机床工作台和刀具主轴上。 ②转动主轴,快速移动工作台和主轴,让刀具靠近工件的左侧; ③改用手轮操作模式,让刀具慢慢接触到工件左侧,直到发现有少许切屑为止,然后进行以下操作: 选择“”翻到“相对坐标” 输入“X”选择“起源”此 时相对坐标中的X值会变成“X0”。 ④抬起刀具至工件上表面之上,快速移动,让刀具靠近工件右侧;⑤改用手轮操作模式,让测头慢慢接触到工件左侧,直到发现有少许切屑为止,记下此时机械坐标系中的 X 坐标值,如 120.300 ,然后进行以下操作: 选择“”翻到“相对坐标” 输入“X60.15”选择“预定” 此时相对坐标中的X值会变成“X60.15”。 (2)Y轴方向对刀操作与X轴同。 假设按上面同样的操作步骤后得出“Y55.63”。(3)Z轴方向对刀 ①转动刀具,快速移动到工件上表面附近; ②改用手轮操作模式,让刀具慢慢接触到工件上表面,直到发现有少许切屑为止,然后进行以下操作: 选择“”翻到“相对坐标” 输入“Z”选择“起源”此 时相对坐标中的Z值会变成“Z0”。 此时此刻,相对坐标值不再作改动。将刀具移到某一安全位置,假设移到相对坐标值显示为“X0、Y10.5、Z105.2”的位置处。(4)设偏置补偿
交换机VRRP配置 1. VRRP原理请参考相关文档。 VRRP协议将系统中多台路由器组成VRRP组,该组中拥有一个虚拟默认网关地址。但在任何时刻,一个组内只有控制虚拟网关地址的路由器是活动路由器(Master),由它来转发数据包。 如果活动路由器发生了故障,它将选择一个优先权最高的冗余备份路由器(Backup)来替代活动路由器。由于网络内的终端配置了VRRP虚拟网关地址,发生故障时,虚拟路由器没有改变,主机仍然保持连接,网络将不会受到单点故障的影响,这样就较好地解决了网络中路由器切换的问题。 (图1) 一个简单的冗余交换网络如上图所示,VRRP运行在同一局域网的路由器A和路由器B两个路由器上,分别作为主路由器(端口地址为192.168.1.2/24)和备份路由器(端口地址为 192.168.1.3/24)。同时,利用VRRP协议将上述两个路由器组成一个虚拟路由器(端口地址为192.168.1.1/24)。 在主机子网上对用户机器配置默认网关192.168.1.1/24。由此,对于用户主机来说,只需配置一个透明的默认网关,而至于由哪个路由器来负责扮演网关,或者说任意一个路由器发送故障都不会影响该主机与该网关的通信。 2. 在交换机上配置VRRP备份组 为了将客户机连接到Internet,在连接客户机的三层设备上,还需配置一个端口用以与上层路由器相连,同时在该三层设备上必须配置一个默认路由(default route)表,指明该三层设备的默认网关是上层路由器,以此实现客户机与外部Internet的通信访问。因此,保障网络关键应用的首要任务是保证这些客户端与上层路由器的通信可靠和冗余。 可以看出,若使用如上图的简单的VRRP交换网络,虽然能保证客户机与网关的网络通信,但
实验一交换机基本配置 一、实验目的 1.掌握桌面网络组建方法 2.掌握Quidway S 系列中低端交换机几种常见配置方法 二、实验内容 1.通过Console 口搭建配置环境 2.通过Telnet 搭建配置环境 3.熟悉VRP 的各种视图及各视图下的常用命令 三、实验原理、方法和手段 1. 交换机配置方式 交换机通常的配置方式有:Console 方式,telnet 方式,web 方式和modem 拨号方式 2. 命令行接口Command-line Interface 华为网络设备中运行的操作VRP向用户提供一系列配置命令以及命令行接口,方便用户配置和管理网络设备,包括以太网交换机。命令行有如下特性: 1)通过Console 口进行本地配置 2)通过telnet 进行本地或远程配置 3)通过modem 拨号登录到网络设备进行远程配置 4)配置命令分级保护,确保未授权用户无法侵入到网络设备 5)用户可以随时键入以获得在线帮助 6)提供网络测试命令,如tracert、ping 等,迅速诊断网络是否正常 7)提供种类丰富、内容详尽的调试信息,帮助诊断网络故障 8)用telnet 命令直接登录并管理其它网络设备 9)提供ftp 服务,方便用户上载、下载文件 10)提供类似Doskey 的功能,可以执行某条历史命令 11)命令行解释器对关键字采取不完全匹配的搜索方法,用户只需键入无冲突关键 字即可解释 四、实验组织运行要求 1.熟悉实验内容; 2.要求独立完成实验,教师可以给予一定的辅导; 五、实验条件 1.华为Quidway S/思科Catalyst 2960/中兴ZXR10 交换机 2.计算机一台即可 六、实验步骤 1.通过Console 口搭建配置环境 1)如图1-2,建立本地配置环境,只需将微机(或终端)的串口通过配置电缆与 以太网交换机的Console 口连接。
华中数控铣床仿真快速入门 此块速入门的目的是使用户通过在数控加工仿真系统(华中数控)铣床上实际加工一个零件,快速学习华中数控铣床的使用方法。实例12 所示目的:将零件加工成如图所示的模型,分析图如图 1 图8mm14mm,240mm的毛坯。的平底刀,选择高为长和宽均为加工准备:选取直径为G54 定位坐标系。采用加工步骤:选择机床;机床回零;安装零件;导入数控程序;检查运行轨迹;装刀具,对刀;设置参数;自动加工下面利用软件“数控加工仿真系统(华中数控)”来介绍具体操作过程:数控程序如下:o1000 G54G90G00X50.0Y0Z100 S600M03 G00X-105.0Y-75 Z5.0 G01X-105.0Y-75.0Z-10 Y75 Y0 X-55 Y75 Y-75 Z5 G00X-25Y75 G01Y-75Z-10 Y75 G02Y0R37.5 Z5 G00X40Y75 G01X40Y75Z-10 X90 X65 Y-50 G02X40Y-75R25 Z5 G00X100Y100Z100 M05M30 hncmks.txt 。将此数控程序在记事本中输入,文件名为2.1选择机床
2-1-1/…”,在选择机床对话框中,控制系统选择华中点击菜单“机床选择机床如图2-1-2 所示。数控,机床类型选择立式铣床,按确定按钮,此时界面如图 2-1-1 “机床”菜单及选择机床对话框图 2-1-2 “数控加工仿真系统”软件界面图 2.2 机床回零 ,将其松开。状态,若未松开,点击急停按钮检查急停按钮是否松开至 检查操作面板上回零指示灯是否亮,若指示灯亮,则已进入回零模式;若指示灯不 按钮,转入回零模式。亮,则点击 X CRTX坐标变轴将回零,按钮,此时在回零模式下,点击控制面板上的上的 YZ0.000CRT2-2-1界面如图,可以将同样,。轴回零。分别再点击,、“为此时”所示。 2-2-1 CRT 界面回零后的图2.3 安装零件 /…2-3-1)中将零件尺寸改为高”,在定义毛坯对话框(如图点击菜单“零件定义毛坯 14mm240mm1 ”,按确定按钮。、长和宽,名字为缺省值“毛坯/…2-3-2)中,选择零件栏选取安装夹具点击菜单“零件”,在选择夹具对话框(如图12-3-2。)(如图并按确定按钮夹具尺寸用缺省值,,“工艺板”选择夹具栏选取,”“毛坯
数据传输过程详解 一、FTP客户端发送数据到FTP服务器端,详述其工作过程。两台机器的连接情况如下图所示: 详细解答如下 1.1、假设初始设置如下所示: 客户端FTP端口号为:32768 协议是水平的,服务是垂直的。 物理层,指的是电信号的传递方式,透明的传输比特流。 链路层,在两个相邻结点间的线路上无差错地传送以帧为单位的数据。 网络层,负责为分组交换网上的不同主机提供通信,数据传送的单位是分组或包。 传输层,负责主机中两个进程之间的通信,数据传输的单位是报文段。 网络层负责点到点(point-to-point)的传输(这里的“点”指主机或路由器),而传输层负责端到端(end-to-end)的传输(这里的“端”指源主机和目的主机)。 1.3、数据包的封装过程 不同的协议层对数据包有不同的称谓,在传输层叫做段(segment),在网络层叫做数据报(datagram),在链路层叫做帧(frame)。数据封装成帧后发到传输介质上,到达目的主机后每层协议再剥掉相应的首部,最后将应用层数据交给应用程序处理。两台计算机在不同的网段中,那么数据从一台计算机到另一台计算机传输过程中要经过一个或多个路由器。 1.4、工作过程 (1)在PC1客户端,将原始数据封装成帧,然后通过物理链路发送给Switch1的端口1。形成的帧为: 注:发送方怎样知道目的站是否和自己在同一个网络段?每个IP地址都有网络前缀,发送方只要将目的IP地址中的网络前缀提取出来,与自己的网络前缀比较,若匹配,则意味着数据报可以直接发送。也就是说比较二者的网络号是否相同。本题中,PC1和PC2在两个网络段。 (2)Switch1收到数据并对数据帧进行校验后,查看目的MAC地址,得知数据是要
加工中心加工零件的基本操作过程 加工中心加工零件的基本操作过程 ” 主要讲解加工中心操作面板上各个按键的功用,使学生掌握加工中心的调整及加工前的准备工作以及程序输入及修改方法。最后以一个具体零件为例,讲解了加工中心加工零件的基本操作过程,使学生对加工中心的操作有一个清楚的认识。 一、加工要求 加工如下图所示零件。零件材料为L Y12 ,单件生产。零件毛坯已加工到尺寸。 选用设备:V-80 加工中心 二、准备工作 加工以前完成相关准备工作,包括工艺分析及工艺路线设计、刀具及夹具的选择、程序编制等。 三、操作步骤及内容 1、开机,各坐标轴手动回机床原点
2、刀具准备 根据加工要求选择Φ20 立铣刀、Φ5中心钻、Φ8麻花钻各一把,然后用弹簧夹头刀柄装夹Φ20立铣刀,刀具号设为T01,用钻夹头刀柄装夹Φ5中心钻、Φ8麻花钻,刀具号设为T02、T03,将对刀工具寻边器装在弹簧夹头刀柄上,刀具号设为T04 。 3 、将已装夹好刀具的刀柄采用手动方式放入刀库,即 1 )输入“T01 M06”,执行 2 )手动将T01 刀具装上主轴 3 )按照以上步骤依次将T02 、T03 、T0 4 放入刀库 4、清洁工作台,安装夹具和工件 将平口虎钳清理干净装在干净的工作台上,通过百分表找正、找平虎钳,再将工件装正在虎钳上。 5、对刀,确定并输入工件坐标系参数 1 )用寻边器对刀,确定X 、Y 向的零偏值,将X 、Y 向的零偏值 输入到工件坐标系G54 中,G54 中的Z 向零偏值输为0 ; 2 )将Z 轴设定器安放在工件的上表面上,从刀库中调出1 号刀具装上主轴,用这把刀具确定工件坐标系Z 向零偏值,将Z 向零偏值输入到机床对应的长度补偿代码中,“+”、“-”号由程序中的G4 3 、G4 4 来确定,如程序中长度补偿指令为G43 ,则输入“-”的Z 向零偏值到机床对应的长度补偿代码中; 3 )以同样的步骤将2 号、3 号刀具的Z 向零偏值输入到机床对应的长度补偿代码中。 6、输入加工程序 将计算机生成好的加工程序通过数据线传输到机床数控系统的内存中。 7、调试加工程序 采用将工件坐标系沿+Z 向平移即抬刀运行的方法进行调试。 1 )调试主程序,检查3 把刀具是否按照工艺设计完成换刀动作; 2 )分别调试与 3 把刀具对应的3 个子程序,检查刀具动作和加工路径是否正确。
恢复林业生产条件方 案
攀枝花市盐边县红格大面山二期风电场工程项目临时占用林地恢复林业 生产条件方案 四川省林业勘察设计研究院 二〇一六年四月
目录 1项目概况 2选址合理性 3恢复措施 4时间安排 5资金投入 附图:攀枝花市盐边县红格大面山二期风电场工程项目临时用地林业用地生产条件恢复范围图
1项目概况 1.1.项目名称:攀枝花市盐边县红格大面山二期风电场工程项目 1.2建设单位:四川省能投盐边新能源开发有限公司 1.3业主性质:国有企业 1.4法人代表:何勇 1.5项目负责人:吴平 1.6项目批准单位及文号:四川省发展和改革委员会(川发改能源[2015]202号) 1.7项目建设规模及内容: 风电场项目总投资100757.35万元,采用50台单机容量2MW,总装机容量100MW,年发电量22226万千瓦时。按照《风电场工程等级划分及设计安全标准》(FD002-2007),工程等级为Ⅱ等,工程规模为大(2)型。风电场计划施工总工期为20个月。大面山二期风电场工程拟接入一期建设的220KV升压站,通过一回220KV线路送至安宁220KV变电站(送出工程另行核准)。建设主要由50台风机及箱变、施工道路(路基、边坡)、风电机组安装场地、渣场、张牵场和35KV集电线路(长度42km,双回折合为单回)七部分组成。项目总用地面积28.9338hm2,其中林地面积27.3812hm2,占总面积的95.81%。 1.8项目拟使用土地概况 项目建设拟使用各类土地总面积28.9338hm2,其中:林地面积 27.3812hm2,占总使用面积的94.63%,临时占用林地面积25.5213 hm2,永久占用林地面积1.8599 hm2;非林地面积为1.5526hm2,占总使用面积的5.37%。 1.8项目临时占地拟使用林地概况
Packet_Tracer进行无线网络基本配置 1、建立拓扑结构 2、选择“无线设备”中“linksys-WRT300N” 3、选择“终端设备”中的“PC-PT” 4、配置无线路由器:双击“无线路由器”,选择“界面” (1)点击“setup”,选择DHCP,或者选择配置static IP(最好两个都试一下),如下图所示 继续下拉页面,配置DHCP,如下图所示:
点击“保存设置” (2)回到页面的头部,继续选择“wireless”,设置无线路由器的工作模式和SSID是否禁用等信息,保持不变。 (3)接着选择依次选择其他:“Access restriction”;“Application & gaming”; “Administration”;“Status”,注意读懂其中的每一项具体设置,这几项都保持不变。 (4)点击页面左上角的标签“配置”,选择“无线”,进行安全配置: 第一种情况:可以设置为无需认证,选择“disabled”,则用户上网时搜到该无线路由器的信号后,无需输入密码即可接入; 第二种情况:将“认证”设为“WEP”;“KEY”填写一串数字,如1234567890;“加密类型”选择“WEP”。 第三种情况:将认证设置为“WPA-PSK”;输入密码 (注意:此处的认证和加密,同学们可以依次选择不同的方式,进行试验,看有什么不同,本部分内容主要放在第二次实验做,此次实验可以只联系第一种情况) 5、给PC配置无线网卡,设为无线通信方式 (1)双击”PC-PT” (2)选择标签“物理”,点“缩小”将整个机箱背面缩小至能看到完整的机箱 (3)关电源:点击机箱上的“红色按钮” (4)移除有线网卡:点击机箱左下角的模块,将其拖到右下角的图片框中 (5)添加无线网卡:点击左边的模块选项第一项“Linksys-WMP300N”,将该2.4G无线网卡拖到刚刚有线网卡所在的机箱左下角位置 (6)开电源:
实验一_单片机数据区传送排序程序设计
实验一单片机数据区传送/排序程序设计 一、单片机数据区传送/排序程序设计 一、实验目的 1.进一步掌握汇编语言程序设计和调试方法。 2.了解单片机RAM中的数据操作 二、实验说明 要求:编写程序把R2、R3源RAM区首地址内的R6、R7字节数据传送到R4、R5目的地址的RAM区。 三、实验仪器 计算机 伟福软件( lab2000P ) 四、实验内容 在R0、R1中输入源地址(例如:3000H),R2、R3中输入目的地址(例如4000H),R6、R7中输入字节数(例如:1FFFH)。 查看RAM 区3000~30FFH和4000~40FFH内容,也可自己重新赋值。 运行程序,首先单步,然后用执行到指定位置,最后用连续运行方式。 记录下运行结果,检查3000~30FFH中内容是否和4000~40FFH内容完全一致。 五、思考题 1、改变源地址,例如00FFH; 2、改变目的地址,例如2000H; 3、改变传输的个数,小于256个和大于256个的情况。
4、把程序改为对某一数据存储区RAM赋都相同一个数值。 六、源程序及其修改原理 org 0000H Block equ 2000h mov dptr, #Block ; 起始地址 mov r0,#12h mov a,#20h ;修改2000h开始的地址所存放的内容为20h Loop: mov r1,#14h ;增加r1计数,用循环方式实现大于256的数据传输(思考题3) Loop1: movx @dptr,a inc dptr ; 指向下一个地址 djnz r1,Loop1 djnz r0, Loop ; 双循环实现r0,r1计数相乘 (以上程序实现对某一数据存储区2000h~2168hRAM赋都相同一个数值20h,思考题4) mov r0, #20h ;改变源地址为2000h(思考题1) mov r1, #00h mov r2, #50h;改变目的地址为5000h(思考题2) mov r3, #00h mov r7, #0 Loop: mov dph, r0 mov dpl, r1 movx a, @dptr mov dph, r2 mov dpl, r3 movx @dptr, a
加工中心教案 一.主轴功能及主轴的正、反转 主轴功能又叫S功能,其代码由地址符S和其后的数字组成。用于指定主轴转速,单位为r/min,例如,S250表示主轴转速为250r/min. 主轴正、反转及停止指令M03、M04、M05 M03表示主轴正转(顺时针方向旋转)。所谓主轴正转,是从主轴往Z正方向看去,主轴处于顺时针方向旋转。 M04表示主轴反转(逆时针方向旋转)。所谓主轴反转,是从主轴往Z正方向看去,主轴处于逆时针方向旋转。 M05为主轴停转。它是在该程序段其他指令执行完以后才执行的。 如主轴以每分钟2500转的速度正转,其指令为:M03 S2500。 二.刀具功能及换刀 刀具功能又叫T功能,其代码由地址符T和其后的数字组成,用于数控系统进行选刀或换刀时指定刀具和刀具补偿号。例如T0102表示采用1号刀具和2号刀补。 如需换取01号刀,其指令为:M06 T01。 三.机床坐标系及工件坐标系 机床坐标系:用机床零点作为原点设置的坐标系称为机床坐标系。 机床上的一个用作为加工基准的特定点称为机床零点。机床制造厂对每台机床设置机床零点。机床坐标系一旦设定,就保持不变,直到电源关掉为止。 工件坐标系:加工工件时使用的坐标系称作工件坐标系。工件坐标系由CNC 预先设置。
一个加工程序可设置一个工件坐标系。工件坐标系可以通过移动原点来改变设置。 可以用下面三种方法设置工件坐标系: (1)用G92法 在程序中,在G92之后指定一个值来设定工件坐标系。 (2)自动设置 预先将参数NO。1201#0(SPR)设为1,当执行手动返回参考点后,就自动设定了工件坐标系。 (3)使用CRT/MDI面板输入 使用CRT/MDI面板输入可以设置6个工件坐标系。G54工件坐标系1、G55工件坐标系2、G56工件坐标系3、G57工件坐标系4、G58工件坐标系5、G59工件坐标系6。 工件坐标系选择G54~G59 说明: G54~G59是系统预定的6个工作坐标系(如图5.10.1),可根据需要任意选用。 这6个预定工件坐标系的原点在机床坐标系中的值(工件零点偏置值)可用
攀枝花市盐边县红格大面山二期风电场工程项目临时占用林地恢复林业 生产条件方案 四川省林业勘察设计研究院 二〇一六年四月
目录 1项目概况 2选址合理性 3恢复措施 4时间安排 5资金投入 附图:攀枝花市盐边县红格大面山二期风电场工程项目临时用地林业用地生产条件恢复范围图
1项目概况 1.1.项目名称:攀枝花市盐边县红格大面山二期风电场工程项目 1.2建设单位:四川省能投盐边新能源开发有限公司 1.3业主性质:国有企业 1.4法人代表:何勇 1.5项目负责人:吴平 1.6项目批准单位及文号:四川省发展和改革委员会(川发改能源[2015]202号) 1.7项目建设规模及内容: 风电场项目总投资100757.35万元,采用50台单机容量2MW,总装机容量100MW,年发电量22226万千瓦时。按照《风电场工程等级划分及设计安全标准》(FD002-2007),工程等级为Ⅱ等,工程规模为大(2)型。风电场计划施工总工期为20个月。大面山二期风电场工程拟接入一期建设的220KV升压站,通过一回220KV线路送至安宁220KV变电站(送出工程另行核准)。建设主要由50台风机及箱变、施工道路(路基、边坡)、风电机组安装场地、渣场、张牵场和35KV集电线路(长度42km,双回折合为单回)七部分组成。项目总用地面积28.9338hm2,其中林地面积27.3812hm2,占总面积的95.81%。 1.8项目拟使用土地概况 项目建设拟使用各类土地总面积28.9338hm2,其中:林地面积27.3812hm2,占总使用面积的94.63%,临时占用林地面积25.5213 hm2,永久占用林地面积1.8599 hm2;非林地面积为1.5526hm2,占总使用面积的5.37%。