
太阳能电池组件生产工艺介绍
太阳能光伏组件生产制造过程主要是将单片太阳能电池片进行串联和并联连接后严密封装,以保护电池片表面电极和互联线等不受到腐蚀,另外封装也避免了电池片的碎裂,所以太阳能电池组件生产过程其实就是组件的封装过程,因此组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。
1、太阳能电池组件生产步骤和工艺流程:
电池片的检测分选—激光机划片—正面焊接—检验—背面串接—检验—叠层铺设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)—终检—装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——装接线盒——高压测试——清洗—抽检--贴标签—包装入库
2、 各生产步骤简介
(1)电池片的分选:由于电池片制作条件的随机性,
生产出来的电池性能不尽相同,为了有效的将性能一致或
相近的电池组合在一起,所以应根据其性能参数进行分类;
电池测试即通过测试电池的输出参数(电流和电压)的大
小对其进行分类。以提高电池的利用率,生产出质量合格
的电池组件。
(2)激光机划片:就是利用激光划片机将整片的电
池片根据需要切割成组件需要的规格尺
寸。在激光切片前要设计好切线的线路,
编号切割程序,充分利用电池片的边角
料,以节省材料。
(3)电池片单焊:将互联条焊接
到电池片正面的负极主栅线上,要求平直、牢固。焊带
的产股度约为
电池片的宽度
的2倍。 (4)电池片串焊:串焊也称背面
焊,是将单焊好的电池片串焊在一起,
形电池片分选仪 https://www.doczj.com/doc/bf12810150.html,
单焊、串焊设备
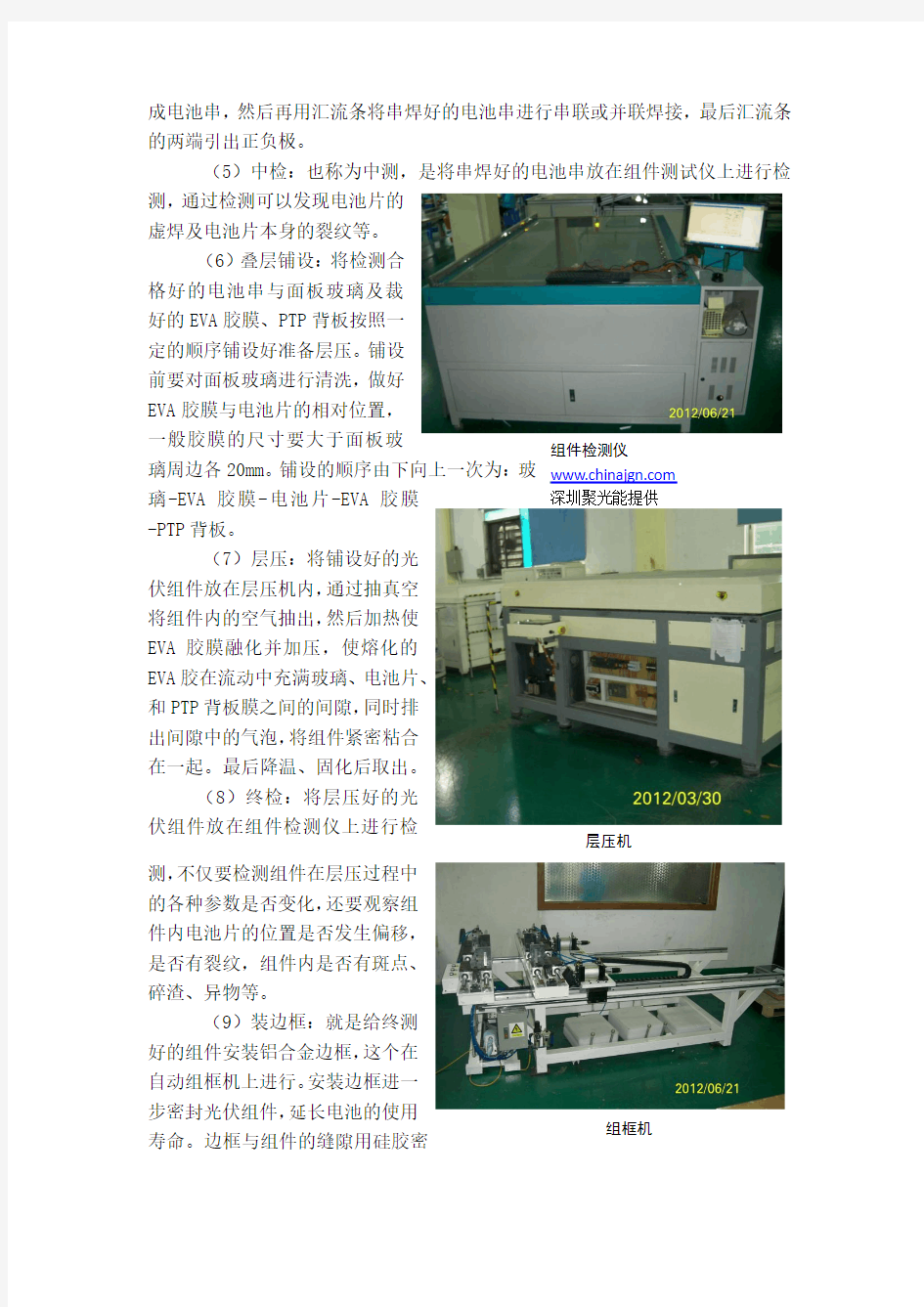
成电池串,然后再用汇流条将串焊好的电池串进行串联或并联焊接,最后汇流条的两端引出正负极。
(5)中检:也称为中测,是将串焊好的电池串放在组件测试仪上进行检测,通过检测可以发现电池片的
虚焊及电池片本身的裂纹等。
(6)叠层铺设:将检测合
格好的电池串与面板玻璃及裁
好的EVA 胶膜、PTP 背板按照一
定的顺序铺设好准备层压。铺设
前要对面板玻璃进行清洗,做好
EVA 胶膜与电池片的相对位置,
一般胶膜的尺寸要大于面板玻璃周边各20mm 。铺设的顺序由下向上一次为:玻璃-EVA 胶膜-电池片-EVA 胶膜
-PTP 背板。
(7)层压:将铺设好的光
伏组件放在层压机内,通过抽真空
将组件内的空气抽出,然后加热使
EVA 胶膜融化并加压,使熔化的
EVA 胶在流动中充满玻璃、电池片、
和PTP 背板膜之间的间隙,同时排
出间隙中的气泡,将组件紧密粘合
在一起。最后降温、固化后取出。
(8)终检:将层压好的光
伏组件放在组件检测仪上进行检
测,不仅要检测组件在层压过程中
的各种参数是否变化,还要观察组
件内电池片的位置是否发生偏移,
是否有裂纹,组件内是否有斑点、
碎渣、异物等。
(9)装边框:就是给终测
好的组件安装铝合金边框,这个在
自动组框机上进行。安装边框进一
步密封光伏组件,延长电池的使用
寿命。边框与组件的缝隙用硅胶密深圳聚光能提供
层压机
组框机
封。
(10)安装接线盒:接线盒一般都是安装在组件背面的引出线处,用硅胶粘结。并将电池组件引出的汇流条正
负极引线用锡膏与接线盒中相应的
引线柱焊接在一起。旁路二极管也安
装在接线盒中。
(11)高压测试:高压测试是
指在组件边框和电及引线间施加一
定高压,测试组件的耐压性和绝缘强
度,以保证组件在恶劣环境条件下不
被损坏。
(12)清洗、贴标签:用95%的无水乙醇将组件
的玻璃表面及铝合金边框和PTP 背板擦拭干净。
(13)抽检:随机抽检,此步是保证出货品质。进行外观检查,以保证出货品质100%合格。
(14)包装、入库:按要求包装、入库,等待发货。
以上是光伏组件生产工艺简述,希望对你有所帮助。
感谢深圳市聚光能科技有限公司的技术支持,谢谢!
接线盒
太阳能电池板(组件)生产工艺 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库 组件高效和高寿命如何保证: 1、高转换效率、高质量的电池片; 2、高质量的原材料,例如:高的交联度的EVA、高粘结强度的封装剂(中性硅酮树脂胶)、高透光率高强度的钢化玻璃等; 3、合理的封装工艺 4、员工严谨的工作作风; 由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。 太阳电池组装工艺简介: 工艺简介:在这里只简单的介绍一下工艺的作用,给大家一个感性的认识. 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA 时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应
太阳能电池组件封装工艺大全 一、太阳能电池组件封装简介 组件线又叫封装线,封装是太阳能电池板生产中的关键步骤,没有良好的封装工艺,多好的电池片也做不出好的组件板。良好的电池封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得客户满意的关键,所以太阳能电池板的封装工艺至关重要。 太阳能电池组件封装工艺流程图如下: 太阳能电池组件封装结构图 如何保证太阳能电池组件的高效和高寿命? 1、高转换效率、高质量的电池片
下图是电池的结构示意图: (1)金属电极主栅线;(2)金属上电极细栅线;(3)金属底电极;(4)减反射膜;(5)顶区层(扩散层);(6)体区层(基区层); 2、高质量的封装材料 高耐候性、低水蒸汽透过率、良好电绝缘性等性能优异的太阳能电池背板; 交联度高、耐黄变性能好、热稳定性好、粘接力强等性能优异的EVA胶膜; 高粘结强度、密封性好的封装剂(中性硅酮树脂胶); 高透光率、高强度的钢化玻璃等
3、严谨的工作态度 由于太阳电池组件属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应戴手套而不戴、应均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。 二、太阳能电池组件组装工艺介绍 1、电池分选 由于电池片制作条件的随机性,生产出来的电池片性能不尽相同,所以为了有效的将性能一致或相近的电池片组合在一起,应根据其性能参数进行分类;电池测试即通过测试电池片的输出参数(电流和电压)的大小对其进行分类。以提高电池片的利用率,做出质量合格的太阳能电池组件。 2、单焊 是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,焊带的长度约为电池片边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连(如下图)。 3、串焊 背面焊接是将N张片电池串接在一起形成一个组件串,电池的定位主要靠一个膜具板,操作者使用电烙铁和焊锡丝将单片焊接好的电池的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将N张电池片串接在一起并在组件串的正负极焊接出引线。 4、叠层 背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、太阳能电池背板按照一定的层次敷设好,准备层压。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池处、EVA、玻璃纤维、背板)。 5、组件层压 将敷设好的电池组件放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA 熔化将电池、玻璃和太阳能电池背板粘接在一起;最后冷却取出组件。层压工艺是太阳能电池组件生产的关键一步,层压温度和层压时间根据EVA的性质决定。我们使用普通的EVA 时,层压循环时间约为21分钟,固化温度为138-140℃。 6、修边 层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框 类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组
光伏组件生产工艺流程: A、工艺流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)
焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。
光伏组件生产工艺流程: A、工艺流程: 1、电池检测—— 2、正面焊接一检验一 3、背面串接一检验一 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)一一 5、层压一一 6、去毛边(去边、清洗)一一 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)一一 &焊接接线盒一一9、高压测试一一10、组件测试一外观检验一11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同, 所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡 的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前 采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将前面电池”的正面电极(负极)焊接到后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA、 玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出, 然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150 C。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。
光伏组件生产工艺流 程
精品资料 光伏组件生产工艺流程: A、工艺流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 仅供学习与交流,如有侵权请联系网站删除谢谢2
太阳能电池组件生产的主要工艺流程:测试分选T单片焊接T串联焊接T叠层T中间测试T层压T装框注胶T清洗T最终测试 (1)测试分选 电池片分选主要是为了检出不合格的电池片,同时,电池片的颜色一般呈蓝褐色、蓝紫色、蓝色、浅兰色等几种不同档次的蓝色,对电池片进行颜色分选并分档放置,保证单个组件所用到的电池片为同档次的颜色,从而使单个组件生产出来后颜色外观美观,各电池单片之间无明显色差现象。若电池片不经过色差分选就直接做组件,做出来的组件外表颜色“参差不齐” ,不美观。因此,为了保证电池片的质量、外观和生产顺利高效率的运行,通过初选将缺角、栅线印刷不良、裂片、色差等电池片筛选出来。 在标准测试环境(温度25 ±2 C、湿度w 60%RH、光强1000 士 50W )下,绘制I-V曲线图,根据电池片的开路电压Voc、短路电流Isc、工作最佳功率Pm、工作最佳电压Vm、工作最佳电流Im、填充因子FF、转换效率n等指标把电池电性参数相近的电池分到一类,之后根据生产、工艺的数据分析要求,和客户的分档要求,对电池片进行测试并分档。 (2)单片焊接单片焊接将汇流带焊接到电池正面(负极)的主栅线上,从上至 下,匀速焊接。单片焊接的目的是将连接带(锡铜合金带)平直地焊接到电池片的主栅线上,要求保证电气和机械连接良好,外观光亮;焊带
的长度约为电池边长的2倍,多出的焊带在串联焊接时与后面的电池片的背面电极相连。 ⑶串联焊接 背面焊接是将电池片接在一起形成一个电池片的串组,电池的定位主要靠一个膜具板,上面有放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经是设计好的,不同规格的组件使用不同的模板,操作者使用电烙铁和连接带(锡铜合金带)将单片焊接好的电池片的正面电极(负极)焊接到另一片的背面电极(正极)上,以此类推,依次将电池片串接在一起,并在组件串的正负极焊接出为叠层时准备的引线。 串接结构示意图 (4)叠层 背面串接好且经过检验合格后,将电池片串、钢化玻璃和切割好的EVA、背板(TPT)按照一定的层次敷设好,玻璃事先涂一层试剂(primer )以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:钢化玻璃、EVA、电池片、EVA、背板)。叠层 是将电池片串按照所设计的方案进行排列,为下面的工序层压做准备,叠层的主要目的还是在于对组件中电池片位置的控制(假设在层压过程中电池片不发生移动)。
光伏组件(太阳能电池板)规格表如本页不能正常显示,请点击刷新 型号材料 峰值 功率 Pm (watt) 峰值 电压 Vmp (V) 峰值 电流 Imp (A) 开路 电压 Voc (V) 短路 电流 Isc (A) 尺寸 (mm) APM18M5W27x27单晶 硅 5 8.75 0.57 10.5 0.6 6 265*265*25 APM36M5W27x27单晶 硅 5 17.5 0.29 21.5 0.32 265*265*25 APM18P5W27x27多晶 硅 5 8.75 0.57 10.5 0.6 6 265*265*25 APM36P5W27x27多晶 硅 5 17.5 0.29 21.5 0.32 265*265*25 APM36M8W36x30单晶 硅 8 17.5 0.46 21.5 0.52 301*356*25 APM36P8W36x30多晶 硅 8 17.5 0.46 21.5 0.52 301*356*25 APM36M10W36x30单晶 硅 10 17.5 0.57 21.5 0.65 301*356*25 APM36P10W36x30多晶 硅 10 17.5 0.57 21.5 0.65 301*356*25 APM36M15W49x29单晶 硅 15 17.5 0.86 21.5 0.97 287*487*25 APM36P15W43x36多晶15 17.5 0.86 21.5 0.97 356*426*28
APM36M20W63x28单晶 硅 20 17.5 1.14 21.5 1.29 281*627*25 APM36P20W58x36多晶 硅 20 17.5 1.14 21.5 1.29 356*576*28 APM36M25W48x54单晶 硅 25 17.5 1.43 21.5 1.61 536*477*28 APM36P25W68x36多晶 硅 25 17.5 1.43 21.5 1.61 356*676*28 APM36M30W48x54单晶 硅 30 17.5 1.71 21.5 1.94 536*477*28 APM36P30W82x36多晶 硅 30 17.5 1.71 21.5 1.94 356*816*28 APM36M35W62x54单晶 硅 35 17.5 2.00 21.5 2.26 537*617*40 APM36P35W82x36多晶 硅 35 17.5 2.00 21.5 2.26 356*816*28 APM36M40W62x54单晶 硅 40 17.5 2.29 21.5 2.58 537*617*40 APM36P40W67x58多晶 硅 40 17.5 2.29 21.5 2.58 576*670*40 APM36M45W76x54单晶 硅 45 17.5 2.57 21.5 2.91 537*758*40 APM36P45W67x58多晶 硅 45 17.5 2.57 21.5 2.91 576*670*40 APM36M50W76x54单晶 硅 50 17.5 2.86 21.5 3.23 537*758*40 APM36P50W88x51多晶 硅 50 17.5 2.86 21.5 3.23 510*880*40 APM36M55W76x54单晶 硅 55 17.5 3.14 21.5 3.55 537*758*40 APM36P55W88x51多晶 硅 55 17.5 3.14 21.5 3.55 510*880*40 APM36M60W90x54单晶 硅 60 17.5 3.43 21.5 3.88 537*899*40 APM36P60W82x67多晶 硅 60 17.5 3.43 21.5 3.88 670*816*40 APM36M65W90x54单晶65 17.5 3.71 21.5 4.20 537*899*40
电池组件生产工艺 目录 太阳能电池组件生产工艺介绍 (1) 晶体硅太阳能电池片分选工艺规范 (3) 晶体硅太阳能电池片激光划片工艺规范 (4) 晶体硅太阳能电池片单焊工艺规范 (6) 晶体硅太阳能电池片串焊工艺规范 (8) 晶体硅太阳能电池片串焊工艺规范 (9) 晶体硅太阳能电池片叠层工艺规范 (10) 晶体硅太阳能电池组件层压工艺规范 (12) 晶体硅太阳能电池组件装框规范 (14) 晶体硅太阳能电池组件测试工艺规范 (15) 晶体硅太阳能电池组件安装接线盒工艺规范 (16) 晶体硅太阳能电池组件清理工艺规范 (17)
太阳能电池组件生产工艺介绍 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 1流程图: 电池检测——正面焊接—检验—背面串接—检验—敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)——装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——焊接接线盒——高压测试——组件测试—外观检验—包装入库; 2组件高效和高寿命如何保证: 2.1高转换效率、高质量的电池片 2.2高质量的原材料,例如:高的交联度的EVA、高粘结强度的封装剂(中性硅酮树脂胶)、 高透光率高强度的钢化玻璃等; 2.3合理的封装工艺; 2.4员工严谨的工作作风; 由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。 3太阳电池组装工艺简介: 3.1工艺简介: 在这里只简单的介绍一下工艺的作用,给大家一个感性的认识,具体内容后面再详细介绍: 3.1.1电池测试: 由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 3.1.2正面焊接: 是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。 3.1.3背面串接: 背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相
太阳能电池板的生产工艺流程 太阳能电池板的生产工艺流程 封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的太阳能电池板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得客户满意的关键,所以太阳能电池板的封装质量非常重要。 (1)流程 电池检测——正面焊接——检验——背面串接——检验——敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)——装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——焊接接线盒——高压测试——组件测试——外观检验——包装入库。 (2)组件高效和高寿命的保证措施高转换效率、高质量的电池片;高质量的 原材料,例如,高的交联度的 EVA高黏结强度的封装剂(中性硅酮树脂胶)、高透光率高强度的钢化玻璃等; 合理的封装工艺,严谨的工作作风, 由于太阳电池属于高科技产品,生产过程中一些细节问题,如应该戴手套而不戴、应该均匀地涂刷试剂却潦草完事等都会严重地影响产品质量,所以除了制定合理的工艺外,员工的认真和严谨是非常重要的。 (3)太阳能电池组装工艺简介 ①电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效地将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的太阳能电池组件。如果把一片或者几片低功率的电池片装在太阳电池单体中,将会使整个组件的输出功率降低。因此,为了最大限度地降低电池串并联的损失,必须将性能相近的单体电池组合成组件。 ②焊接:一般将6?12个太阳能电池串联起来形成太阳能电池串。传统 上,一般采用银扁线构成电池的接头,然后利用点焊或焊接(用红外灯,利用红外线的热效应)等方法连接起来。现在一般使用60%的Sn、38%的Pb、2%的Ag 电镀后的铜扁丝(厚度约为100?200卩m)。接头需要经过火烧、红外、热风、激光处理。由于铅有毒,因此现在越来越多地采用 96.5 %的铜和 3.5 %的银合金。但是
太阳能电池组件的封装
太阳能电池组件的封装 (二)组件的封装结构 (三)组件的封装材料 1上盖板2黏结剂3底板4边框(四)组件封装的工艺流程 不同结构的组件有不同的封装工艺。平板式硅太阳能电池组件的封装工艺流程,如图17所示。可将这一工艺流程概述为:组件的中间是通过金属导电带焊接在一起的单体电池,电池上卞两侧均为EVA膜,最上面是低铁钢化白玻璃,背面是PVF复合膜。将各层材料按顺序叠好后,放人真空层压机内进行热压封装。最上层的玻璃为低铁钢化白玻璃,透光率高,而且经紫外线长期照射也不会变色。EVA膜中加有抗紫外剂和固化剂,在热压处理过程中固化形成具有一定弹性的保护层,并保证电池与钢化玻璃紧密接触。PVF复合膜具有良好的耐光、防潮、防腐蚀性能。经层压封装后,再于四周加上密封条,装上经过阳极氧化的铝合金边框以及接线盒,即成为成品组件。最后,要对成品组件进行检验测试,测试内容主要包括开路电压、短路电流、填充因
子以及最大输出功率等。 硅片划片切割工艺概况 1用激光来划片切割硅片是目前最为先进的,它使用精度高、而且重复精度也高、工作稳定、速度快、操作简单、维修方便。 2激光最大输出≧50W(可调)、激光波长为1.064μm、 切割厚度≦1.2mm、光源是用Nd:YAG晶体组成激光器、是单氪灯连续泵浦、声光调Q、并用计算机控制二维工作台可预先设定的图形轨迹作各种精确运动。 ± 部件分析: 1操作可分为外控与内控。 2计算机操作系统-有专用软件设立工作台划片步骤实现划片目标。 3电源控制盒-供应激光电源、Q电源驱动、水冷系统的输入电源进行分配及自控,当循环水冷系统出现故障时,自动断开激光电源及Q电源驱动盒的供电。 4激光电源盒-点燃氪灯的自动引燃恒流电源。 5 Q电源驱动盒-产生射频信号并施加到Q开
光伏组件生产工艺流程: 欧阳光明(2021.03.07) A、工艺流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; B、工艺简介: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的
位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EV A 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EV A的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EV A、电池、EV A、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EV A熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EV A的性质决定。我们使用快速固化EV A时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EV A熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。 7、装框:类似与给玻璃装一个镜框;给玻璃组件装铝框,增加组件的强度,进一步的密封电池组件,延长电池的使用寿命。边框和玻璃组件的缝隙用硅酮树脂填充。各边框间用角键连接。 8、焊接接线盒:在组件背面引线处焊接一个盒子,以利于电池与其他设备或电池间的连接。
太阳能电池组件规定 1、电池组件方阵概况 1.1电站容量20MW,均采用多晶硅太阳能电池组件,为固定式17°倾角安装。 1.2太阳能方阵由太阳能组件经串联、并联组成。光伏电池组件串联的数量由并网逆变器的最高输入电压、最低工作电压、太阳能电池组件的最大系统电压以及当地气候等条件确定;组串并联的数量由逆变器的额定容量确定。 1.3 组件方阵:每22块电池组件串为一个支路,12条支路进入一个汇流箱,每8或9个汇流箱进入一个直流柜,由两台直流柜分别分配电能到两台500kW的逆变器,2个逆变器(500kW)和1台1000KV A箱变组成一个发电单元(1MW),共20个发电单元;每10MW的联合单元进入一个进线柜,2个10MW联合单元构成总容量为:20MW。
2 、太阳能电池组件型号及参数 序号名称 单 位 型号备注1 太阳电池种类多晶硅 2 光伏组件尺寸 结构1650mm×992mm×40mm 3 光伏组件重量kg 19.0 4 组件效率% 14.98 5 最大输出功率Wp 255 6 最大功率偏差% ±3% 7 开路电压 (V oc) V 38.1 8 短路电流 (Isc) A 8.78 9 最佳工作电压V 31.5 10 最佳工作电流 A 8.13
序号名称 位 型号备注11 最大系统电压V 1000 序号名称 单 位 型号备注1 太阳电池种类多晶硅 2 光伏组件尺寸 结构1650mm×992mm×40mm 3 光伏组件重量kg 19.0 4 组件效率% 14.98 5 最大输出功率Wp 250 6 最大功率偏差% ±3% 7 开路电压 (V oc) V 37.8 8 短路电流 (Isc) A 8.72
太阳能电池(组件)生产工艺 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库 组件高效和高寿命如何保证: 1、高转换效率、高质量的电池片; 2、高质量的原材料,例如:高的交联度的EVA、高粘结强度的封装剂(中性硅酮树脂 胶)、高透光率高强度的钢化玻璃等;
3、合理的封装工艺; 4、员工严谨的工作作风; 由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。 太阳电池组装工艺简介: 工艺简介:在这里只简单的介绍一下工艺的作用,给大家一个感性的认识。 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。
组件生产常用设备仪器介绍组件测试仪(博硕) 操作规范 组件测试仪操作规程 面板各部件功能
A、电压表——用于显示设置电压的大小 B、充电显示——黄(绿)色发光二极管。显示设备的充电状态,灯亮表示充电完成,可以使用。 C、充电进行——用于显示设备的充电状态。灯亮充电进行,灯灭表示充电结束 D、光强调节——调节光源电压 E、负载调节——调节此钮,使电子负载和光强曲线平顶保持同步,最大限度使用“闪光平顶”。 F、电源指示——显示供电电源的通断 G、放电——用于维修时对电容进行放电(注意:正常时禁止操作此按钮)。 H、电源开关——接通/断开供电电源 I、触发——插接触发线 J、电源(~220V)——电源插座 K、电池组件——插接连接电池组件的组件测试线 1调试 1.1接通设备电源和计算机电源,预热15分钟。 1.2进行电池组件测试前要校准电流、电压、光源通道零点。测试组件前要校准组件测试仪的电压与电流零点。电压、电流数值的准确与否会直接影响到组件的电压、电流和功率。如果不填入光强通道的零点不能正常测量。 2校准 2.1将组件测试线从“电池组件”插座取下。 2.2双击“CS”出现如下画面: 2.3双击“ ”图标,出现如下界面
CH0对应的数值-4630即为电流零点 CH1对应的数值-4604即为电压零点 CH2对应的数值-4628即为光强通道零点 (电流零点、电压零点、光强零点的实际数值以实测数据为准) 2.4双击“ ”图标,显示如下窗口 2.5单击“设置” ,显示如下窗口 2.6进行“硬件设置” 将上面步骤2.3读取的CH2对应的方格内的数字填入到光强零点对应的方格内、CH1对应的方格内的数字填入到电压零点对应的方格内、CH0对应的方格内的数字填入到电流零点对应的方格内。点击“应用”、“确定”,电压、电流零点校准完毕。
太阳能电池组件生产工艺介绍 太阳能光伏组件生产制造过程主要是将单片太阳能电池片进行串联和并联连接后严密封装,以保护电池片表面电极和互联线等不受到腐蚀,另外封装也避免了电池片的碎裂,所以太阳能电池组件生产过程其实就是组件的封装过程,因此组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。 1、太阳能电池组件生产步骤和工艺流程: 电池片的检测分选—激光机划片—正面焊接—检验—背面串接—检验—叠层铺设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)—终检—装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——装接线盒——高压测试——清洗—抽检--贴标签—包装入库 2、 各生产步骤简介 (1)电池片的分选:由于电池片制作条件的随机性, 生产出来的电池性能不尽相同,为了有效的将性能一致或 相近的电池组合在一起,所以应根据其性能参数进行分类; 电池测试即通过测试电池的输出参数(电流和电压)的大 小对其进行分类。以提高电池的利用率,生产出质量合格 的电池组件。 (2)激光机划片:就是利用激光划片机将整片的电 池片根据需要切割成组件需要的规格尺 寸。在激光切片前要设计好切线的线路, 编号切割程序,充分利用电池片的边角 料,以节省材料。 (3)电池片单焊:将互联条焊接 到电池片正面的负极主栅线上,要求平直、牢固。焊带 的产股度约为 电池片的宽度 的2倍。 (4)电池片串焊:串焊也称背面 焊,是将单焊好的电池片串焊在一起, 形电池片分选仪 https://www.doczj.com/doc/bf12810150.html, 单焊、串焊设备
成电池串,然后再用汇流条将串焊好的电池串进行串联或并联焊接,最后汇流条的两端引出正负极。 (5)中检:也称为中测,是将串焊好的电池串放在组件测试仪上进行检测,通过检测可以发现电池片的 虚焊及电池片本身的裂纹等。 (6)叠层铺设:将检测合 格好的电池串与面板玻璃及裁 好的EVA 胶膜、PTP 背板按照一 定的顺序铺设好准备层压。铺设 前要对面板玻璃进行清洗,做好 EVA 胶膜与电池片的相对位置, 一般胶膜的尺寸要大于面板玻璃周边各20mm 。铺设的顺序由下向上一次为:玻璃-EVA 胶膜-电池片-EVA 胶膜 -PTP 背板。 (7)层压:将铺设好的光 伏组件放在层压机内,通过抽真空 将组件内的空气抽出,然后加热使 EVA 胶膜融化并加压,使熔化的 EVA 胶在流动中充满玻璃、电池片、 和PTP 背板膜之间的间隙,同时排 出间隙中的气泡,将组件紧密粘合 在一起。最后降温、固化后取出。 (8)终检:将层压好的光 伏组件放在组件检测仪上进行检 测,不仅要检测组件在层压过程中 的各种参数是否变化,还要观察组 件内电池片的位置是否发生偏移, 是否有裂纹,组件内是否有斑点、 碎渣、异物等。 (9)装边框:就是给终测 好的组件安装铝合金边框,这个在 自动组框机上进行。安装边框进一 步密封光伏组件,延长电池的使用 寿命。边框与组件的缝隙用硅胶密深圳聚光能提供 层压机 组框机
太阳能电池组件生产工艺 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 工艺流程如下: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库; 工艺简介: 在这里只简单的介绍一下工艺的作用,给大家一个感性的认识,具体内容后面再详细介绍: 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连。(我们公司采用的是手工焊接) 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应将其切除。
太阳能电池组件生产的主要工艺流程:测试分选→单片焊接→串联焊接→叠层→中间测试→层压→装框注胶→清洗→最终测试 (1)测试分选 电池片分选主要是为了检出不合格的电池片,同时,电池片的颜色一般呈蓝褐色、蓝紫色、蓝色、浅兰色等几种不同档次的蓝色,对电池片进行颜色分选并分档放置,保证单个组件所用到的电池片为同档次的颜色,从而使单个组件生产出来后颜色外观美观,各电池单片之间无明显色差现象。若电池片不经过色差分选就直接做组件,做出来的组件外表颜色“参差不齐”,不美观。因此,为了保证电池片的质量、外观和生产顺利高效率的运行,通过初选将缺角、栅线印刷不良、裂片、色差等电池片筛选出来。 在标准测试环境(温度25±2℃、湿度≤60%RH、光强1000±50W)下,绘制I-V曲线图,根据电池片的开路电压Voc、短路电流Isc、工作最佳功率Pm、工作最佳电压Vm、工作最佳电流Im、填充因子FF、转换效率n等指标把电池电性参数相近的电池分到一类,之后根据生产、工艺的数据分析要求,和客户的分档要求,对电池片进行测试并分档。 (2)单片焊接 单片焊接将汇流带焊接到电池正面(负极)的主栅线上,从上至下,匀速焊接。单片焊接的目的是将连接带(锡铜合金带)平直地焊接到电池片的主栅线上,要求保证电气和机械连接良好,外观光亮;
焊带的长度约为电池边长的2倍,多出的焊带在串联焊接时与后面的电池片的背面电极相连。 (3)串联焊接 背面焊接是将电池片接在一起形成一个电池片的串组,电池的定位主要靠一个膜具板,上面有放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经是设计好的,不同规格的组件使用不同的模板,操作者使用电烙铁和连接带(锡铜合金带)将单片焊接好的电池片的正面电极(负极)焊接到另一片的背面电极(正极)上,以此类推,依次将电池片串接在一起,并在组件串的正负极焊接出为叠层时准备的引线。 (4)叠层 背面串接好且经过检验合格后,将电池片串、钢化玻璃和切割好的EVA 、背板(TPT)按照一定的层次敷设好,玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:钢化玻璃、EVA、电池片、EVA、背板)。叠层是将电池片串按照所设计的方案进行排列,为下面的工序层压做准备,叠层的主要目的还是在于对组件中电池片位置的控制(假设在层压过程中电池片不发生移动)。